Киселёв Е.С. Теплофизика правки шлифовальных кругов с применением СОЖ
Подождите немного. Документ загружается.

21
с шлифуемостью материала заготовки: чем труднее обрабатывается материал заготов-
ки, тем большую долю составляют затраты на правку в себестоимости операции. Учи-
тывая, что в современном машиностроении труднообрабатываемые материалы (корро-
зионностойкие и жаростойкие стали, титановые и жаропрочные никелевые сплавы и
др.) все шире используются для изготовления деталей машин, вопросы совершенство-
вания технологии правки становятся все более актуальными.
Абсолютное большинство шлифовальных кругов подвергают правке алмазными
правящими инструментами. Исключение составляют некоторые узкоспециальные спо-
собы правки
−
электроэрозионная, электроискровая, лазерная и др. [3, 17, 28, 157], не
получившие пока широкого распространения в промышленности. Известны два ос-
новных способа правки, различающихся совокупностью формообразующих движений
правящего инструмента и шлифовального круга: точением и шлифованием. К первому
относят правку алмазом в оправе, алмазной иглой, алмазным карандашом, алмазной
пластиной, ко второму
−
правку алмазным кругом или роликом.
При правке способом точения происходит сверхскоростное точение хрупкого
абразивного материала шлифовального круга алмазным резцом (правящим инструмен-
том). Возникающие в процессе правки радиальные силы вследствие незначительной
площади контакта алмаза с кругом (рис. 1, а) по величине невелики, порядка 20
−
100
Н [31], и не могут вызывать заметных упругих деформаций, влияющих на точность
формы круга. Поэтому способ точения обеспечивает удовлетворительную точность
правки при небольшой глубине разрушения поверхностного слоя и благодаря простоте
конструкций и надежности в работе правящих инструментов и приспособлений полу-
чил широкое распространение на операциях шлифования. Однако, вследствие низкой
производительности и относительно невысокой точности при правке фасонных (в том
числе для торцекруглого шлифования) кругов область применения данного способа
все более ограничивается универсальными шлифовальными станками, работающих в
условиях единичного и мелкосерийного производства.
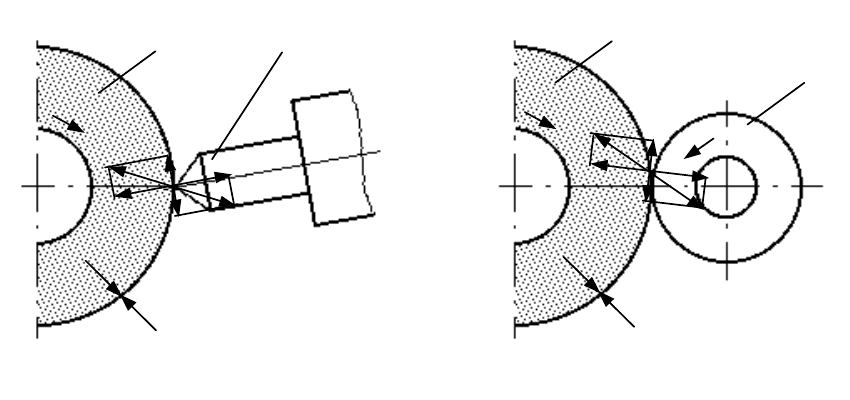
Рис. 1. Схема действующих сил при правке кругов: а) правка точением; б) правка шлифованием; 1
−
шлифовальный круг; 2
−
алмазная игла; 3
−
алмазный ролик;
z
пк
−
припуск, снимаемый с круга во
R
R
R
R
P
zn
P
yn
P
yn
P
zn
P
zn
P
yn
P
yn
P
zn
1
2
1
3
z
nк
z
nк
а) б)
22
время правки;
Р
уп
, Р
zп
−
соответственно радиальная и касательная составляющие силы правки;
Р'
уп
,
Р'
zп
−
силы реакции
Прогрессивным инструментом для правки шлифовальных кругов являются мно-
гокристальные вращающиеся алмазные ролики, осуществляющие правку способом
шлифования (рис. 1, б).
Алмазные ролики получают все более широкое применение в промышленности
благодаря присущим им преимуществам: а) повышение производительности шлифо-
вания до 6 раз [31], особенно при фасонном врезном шлифовании одновременно не-
скольких поверхностей заготовки; б) повышение точности правки и, следовательно,
точности шлифованных деталей по сравнению с правкой однокристальным инстру-
ментом; в) сокращение расхода шлифовальных кругов; г) период стойкости алмазных
роликов значительно превышает период стойкости алмазных инструментов, работаю-
щих по способу точения.
Схема действующих в процессе правки шлифованием сил аналогична схеме дей-
ствия сил при правке точением (рис. 1, б). Несмотря на существенно большую пло-
щадь контакта правящего инструмента с шлифовальным кругом, радиальная состав-
ляющая силы правки не превышает 100
−
300 Н [31, 32]. Вследствие этого упругих де-
формаций технологической системы, которые могли бы оказать заметное влияние на
точность формы круга, не наблюдается.
Имеются данные о том, что правка шлифовальных кругов алмазными роликами
в сравнении с правкой другими инструментами приводит к уменьшению высотных па-
раметров шероховатости шлифованных деталей и повышению их усталостной прочно-
сти, повышению режущей способоности кругов и уменьшению их расхода в процессе
правки
[
14, 15, 31, 32
]
. Шлифовальные станки, оснащенные алмазными роликами, реа-
лизуют полный автоматический цикл правки и шлифования и легко встраиваются в
автоматические линии.
Диаметр алмазного ролика выбирают с таким расчетом, чтобы по периферии его
рабочего слоя можно было поместить такое количество алмазных зерен, которое необ-
ходимо для обеспечения требуемых параметров шероховатости поверхности детали и
достаточно длительного периода стойкости ролика, а также с учетом технологических
возможностей их изготовления и эксплуатации.
Алмазные ролики изготавливают путем спекания, электрогальваническим спо-
собом, а также путем металлизионного напыления. Алмазы на поверхности правящих
роликов могут располагаться в упорядоченном и, чаще всего, в неупорядоченном виде.
В первом случае крупные (диаметром 0,8
−
1,5 мм) алмазы укладывают на рабочей по-
верхности ролика вручную. В неупорядоченном виде в алмазосодержащем слое ролика
располагаются мелкие алмазные зерна. Правящие ролики в этом случае выполняют,
как правило, многослойными. После электроалмазной или электроэрозионной доводки
обеспечивается точность профиля ролика в пределах 0,002
−
0,003 мм, а после шлифо-
вания
−
среднее арифметическое отклонение профиля
R
a
шлифованных поверхностей
деталей не превышает 0,63 мкм.

23
Отечественная промышленность производит алмазные правящие инструменты
достаточно широкой номенклатуры. Наиболее распространены однокристальные (ал-
мазы в оправе, ГОСТ 22908-78 и алмазные иглы, ГОСТ 17564-79) и многокристальные
(алмазные карандаши, ГОСТ 607-80 и правящие ролики, ГОСТ 16014-78) правящие
инструменты. Все они оснащаются техническими природными или высококачествен-
ными синтетическими алмазами.
В однокристальных правящих инструментах алмазные зерна закрепляются в кор-
пусе инструмента с помощью пайки, зачеканки или механического крепления. В мно-
гокристальных инструментах алмазы закрепляют с помощью связки, в качестве кото-
рой используют порошки вольфрама, никеля, твердого сплава и др., а в качестве сма-
чивателя
−
металлы (серебро, медь)
[
16
]
. В тех случаях, когда необходимо изготовить
однослойный алмазный инструмент, алмазы закрепляют с помощью осажденного ме-
тодами электрохимии никеля, хрома или железа
[
16
]
. В ИСМ НАН Украины разрабо-
тана специальная металлическая адгезионно-активная связка (МААС) для прочного
удержания алмазов в алмазных карандашах (ТУ 88 УССР ИСМ 663-80).
Исследованиям процесса правки шлифовальных кругов посвящены работы мно-
гих отечественных и зарубежных ученых
−
Авакяна В.В. [2, 120, 121], Байкалова А.К.
[13 – 16], Дубовика Н.П. [30, 31], Коломийца В.В. [79, 80], Королева А.В. [83, 84], По-
пова А.С. [114, 170], Резникова А.Н. [117, 119], Романова В.Ф. [120, 121], Мюррея Т. и
Малкина С. [97, 98] и др. [1, 17, 40, 91, 123, 124, 137, 153, 158, 177], однако, кроме ра-
бот Л.В.Худобина и С.В.Семенова [123, 124, 153 – 156], практически ни в одной из них
не принималось во внимание влияние СОЖ. Попытаемся выявить, насколько право-
мерно это допущение. При этом, учитывая, что режущая способность шлифовальных
кругов в основном определяется микрогеометрией абразивных зерен, необходимо рас-
смотреть прежде всего механизмы ее формирования в процессе правки.
1.1.2. Механизм формирования микрогеометрии абразивных
зерен шлифовального круга при правке
Большинство исследователей [16, 17, 80, 83, 84 и др.] связывают технологиче-
ские показатели процесса шлифования с особенностями формирования рабочего рель-
ефа шлифовального круга в различных условиях правки. Так P.Bhateja [171 – 173] ут-
верждает, что в общем случае, при глубине контакта правящего инструмента с а.з.
*)
круга большей критической, происходит ударное раскалывание а.з. и вырыв их из
связки в результате механического взаимодействия с зернами правящего инструмента.
При малой глубине контакта а.з. с правящим инструментом происходит микроразру-
шение их вершин с образованием развитого микрорельефа. В обоих случаях глубина
контакта оказывает существенное влияние на шероховатость шлифованных деталей.
А.Н.Резников [119] попытался аналитически определить условия разрушения а.з. при
*)
В дальнейшем термин "абразивное зерно", как более общий, будем относить к шлифовальному
кругу, а "алмазное зерно"
−
к правящему инструменту.

24
правке, рассмотрев сам процесс как ударное взаимодействие двух хрупких тел. На ос-
нове решения контактной задачи Герца он получил формулу для определения крити-
ческой глубины правки:
()
a
т
1,5
куд
aa
кр
пф
cos0,2
σπ
τ
⋅
⋅
−−=
âfVк
rrS
, (1)
где
r
a
−
радиус алмазного зерна, м;
к
−
коэффициент, зависящий от условных радиусов
абразивного и алмазного зерен;
τ
уд
−
время прохождения ударной волны через а.з., с;
f
т
−
коэффициент трения;
β
−
угол между направлениями деформации и скола а.з., град;
σ
а
−
предел прочности а.з., Н/м
2
;
V
к
−
рабочая (окружная) скорость круга, м/с.
Если глубина правки меньше значения
кр
пф
S
для конкретных условий, то а.з. бу-
дут в основном скалываться, если больше, то выкрашиваться из связки.
Учитывая, что коэффициент трения а.з. шлифовального круга и алмазов правя-
щего инструмента и угол деформации и скола а.з. в существенной степени определя-
ются смазочными свойствами среды, находящейся в контактной зоне (воздух, аэро-
золь, СОЖ), можно утверждать, что критическая глубина правки является величиной
переменной. Изменяя условия реализации потенциальных свойств СОЖ и ее химиче-
ский состав можно оказывать влияние на состояние рабочей поверхности шлифоваль-
ного круга.
Известно [83, 84], что разрушение а.з. при правке может происходить, в зависи-
мости от ее глубины, под действием напряжений сжатия или растяжения. Однако из
выражения (1) этого не следует.
При данных условиях правки эффективность ее в отношении придания рабочей
поверхности круга требуемых геометрических характеристик существенно зависит и
от самого шлифовального круга. Установлено [172], что некоторые последствия прав-
ки кругов (глубина раскалывания связки и зерна, зона максимальной концентрации
режущих кромок), осуществленной при постоянных условиях, изменяются в за-
висимости от свойств, присущих данному кругу и определяемых в основном его
характеристикой.
Как показали исследования [171, 172], при правке кругов из электрокорунда и
карбида кремния инструментом с единичным алмазом раскалывание а.з. и связки, вы-
зываемое соударением движущегося алмаза с кругом, может осуществляться на боль-
шей глубине, чем кажущаяся глубина резания при правке (рис. 2). Топография резуль-
тирующей поверхности резания на круге таким образом зависит от относительной
хрупкости абразива и связки, а также условий контактного взаимодействия круга и
правящего инструмента: зона концентрации режущих кромок на а.з. приобретает свой
окончательный вид после так называемого “выравнивающего” действия алмазных ин-
струментов. Последнее объясняется вторичным микрораскалыванием и истиранием
выступающих неровностей, уже подвергнувшихся раскалыванию. Степень этого вы-
равнивающего действия зависит от формы алмаза, скорости его движения, природы
первичного раскалывания. При этом действие инструментов с множеством алмазных
Рис. 2. Механизм правки круга алмазом в
оправе
[
172
]
: а
−
перед правкой; б
−
после
правки; 1
−
кажущаяся глубина резания; 2
−
а.з.; 3
−
связка и поры; 4
−
направление
движения алмаза; 5, 6
−
глубина проник-
новения раскалывания связки; 7
−
глубина
проникновения раскалывания зерна; 8
−
зона максимальной концентрации режу-
щих кромок; 9
−
раскалывание внутри
зерна; 10
−
раскалывание связки
25
зерен (карандаш, пластина, ролик и др.) не отличается от действия инструментов с
единичным алмазом по характеру раскалывания зерен и связки и по выравнивающему
действию, а отличается лишь степенью проявления этих механизмов [172].
Однако ряд исследователей [97, 98, 111, 137] считает, что механизм формирова-
ния рельефа рабочей поверхности круга имеет более сложный характер, чем простое
взаимодействие хрупких объектов. Так, по мнению Т.Мюррея и С.Малкина [97, 98],
при правке контакт между алмазным роликом и кругом может вызвать пластическую
деформацию а.з. Электронномикроскопическими исследованиями установлено, что в
процессе правки возможны как разрушение, так и пластическая деформация а.з., а на
малых глубинах
−
даже стружкообразование. Аналогичные процессы наблюдали при
резании алмазными зернами образцов из электрокорунда и карбида кремния зеленого
Ф. Боуден и Д.Тейбор [19], а также Т.Н.Лоладзе [88]. При этом Ф.Боуден и Д.Тейбор
[19] установили, что если при нормальном (до 0,1 МПа) давлении жидкости, подавае-
мой в зону контактного взаимодействия, электрокорунд проявляет способность к мак-
роскопически заметной пластической деформации лишь при температуре около 1250
К, то при давлении жидкости порядка 0,25 МПа он “течет” уже при комнатной темпе-
ратуре. Ф.Боуден установил, что алмаз при трении также пластически деформируется
[19].
При изучении причин выявленных эффектов Ф.Боуден и Д.Тейбор [19], как и дру-
гие исследователи
[
117, 118, 127 и др.
]
, исходили из того, что теплофизические пара-
метры абразивных материалов не зависят от температуры. Между тем, известно [20,
131], что с повышением температуры до 1073
−
1273 К теплопроводность алмаза, как и
большинства твердых тел, жидкостей и газов, резко снижается. Вследствие этого теп-
лота, образующаяся в контактной зоне, отводится через алмаз в связку и корпус ин-
дентора с меньшей скоростью, что и может быть причиной уменьшения его твердости
и пластической деформации.
Отмеченный Ф.Боуденом и Д.Тейбором [19] эффект пластической деформации
под действием гидростатического давления и теплового фактора имеет особое значе-
ние для рассмотрения механизма реализации функциональных свойств СОЖ при
правке шлифовальных кругов алмазными инструментами. Это создает предпосылки к
использованию еще одного направления целенаправленного формирования рельефа
круга при правке
[
142
]
.
Одно из требований, предъявляемых к правке, заключается в образовании разви-
того рельефа а.з., обуславливающего режущую способность круга. Однако придание
вышерассмотренными способами правки поверхности круга высоких режущих
свойств может сопровождаться увеличением высотных параметров шероховатости
шлифованных поверхностей заготовок (деталей). Результаты правки можно охаракте-
ризовать макро- и микроэффектами. Макроэффект обусловлен формой правящего ин-
струмента и условиями правки: во время правки а.з. срезаются и разрушаются режу-
щей частью правящего инструмента, описывающей определенную траекторию отно-
26
сительно а.з., находящихся на рабочей поверхности круга. Микроэффект проявляется в
откалывании от а.з. отдельных частиц с образованием новых режущих кромок. Остро-
та кромок зависит от хрупкости абразива и условий правки. В случае тонкой правки от
а.з. откалываются очень мелкие частицы, в результате чего на зернах образуется раз-
витый микро- и субмикрорельеф. При грубой правке от а.з. откалываются большие
частицы или зерна выламываются из связки полностью, обнажая новые зерна с новы-
ми острыми режущими кромками и образуя развитый режущий макрорельеф круга.
Сочетание макро- и микроэффектов в общем случае создает на рабочей поверхности
круга высокую плотность распределения малых режущих кромок при тонкой правке и
низкую плотность распределения режущих кромок при грубой правке. При этом на ре-
зультирующее состояние рабочей поверхности круга основное влияние оказывают
геометрия инструмента, производящего правку, элементы режима и кинематика прав-
ки.
В процессе правки происходит интенсивный износ алмазного правящего инст-
румента. По мнению А.К.Байкалова и И.Л.Сукенника [16] износ синтетических алмаз-
ных зерен на правящем ролике имеет ударно-механический характер и заключается в
микроскалывании вершин по плоскостям спайности в процессе взаимодействия их с
а.з. Теория хрупкого разрушения предполагает, что на поверхности алмаза существу-
ют октаэдрические и тетраэдрические блоки, выбиваемые абразивными частицами
[125]. F.L.Frank и B.R.Lawn [117, 181] высказали гипотезу о том, что абразивное раз-
рушение хрупких материалов происходит в результате микрорастрескивания в зонах
контакта скользящих по поверхности алмаза а.з. При их вдавливании в алмаз трещины
возникают на периферии области упругого контакта в зоне максимальных растяги-
вающих напряжений. При этом силы трения, появляющиеся при скольжении а.з., на-
рушают симметрию распределения напряжений вокруг зоны контакта, наблюдаемую
при статическом нагружении. Поэтому образуются неполные кольцевые трещины.
B.R.Lawn [181] приводит расчеты, показывающие, что образование трещин должно
происходить при нагрузках, значительно меньших, чем при статическом разрушении,
причем степень уменьшения нагрузки существенно зависит от коэффициента трения.
Общеизвестна зависимость последнего от наличия смазки в зоне контакта.
Т.Н.Лоладзе и Г.В.Бокучава [88] считают процесс износа алмазных зерен ком-
плексным явлением, причем ударно-механический аспект износа является лишь одной
из его причин. Того же мнения придерживается и ряд других исследователей [38, 48,
78, 125, 180]. Учитывая высокие температуры в контактной зоне при резании (до 1270
К), малое время контакта (10
-5
−
10
-6
с), увеличение линейного расширения и уменьше-
ние теплопроводности алмаза с ростом контактной температуры, низкую прочность
алмаза при растяжении, В.В.Журавлев и Н.Н.Епишина [38] утверждают, что при уве-
личении контактной температуры свыше 820
К резко снижается прочность алмаза.
При этом, по мнению М.Ф.Семко и его учеников [125], процесс износа алмазных зерен
включает графитизацию, окисление и абразивное удаление поверхностных слоев из-за
уменьшения прочности алмазов вследствие температурного размягчения.
27
Тхагапсоев Х.Г. и др. [95] утверждают, что процесс разрушения алмазных зерен
при правке карандашами носит абразивный и термоусталостный характер. К анало-
гичным выводам пришли и другие исследователи [48, 78, 85, 111, 160].
Таким образом, большинство исследователей склонны к тому, что процесс раз-
рушения алмазных зерен носит комплексный характер, при этом основной причиной
износа является высокая контактная температура в зоне резания, эффективным средст-
вом уменьшения которой является рациональное применение СОЖ.
При изучении механизма износа алмаза нельзя не учитывать наличие связки,
удерживающей алмазные зерна в рабочем слое поликристаллических (карандаш, пла-
стина, ролик) правящих инструментов. К тому же, в некоторых правящих инструмен-
тах в качестве связки используется твердый сплав, который отчасти может сам выпол-
нять роль правящего элемента. По-видимому, свойства матриц (связки) правящих по-
ликристаллических инструментов определяются прежде всего алмазоудержанием, из-
носостойкостью, теплопроводностью и др. Как показывает изучение фотографий алма-
зоносного слоя правящего ролика, полученных А.К. Байкаловым и И.Л.Сукенником
[16] путем последовательного фотографирования через микроскоп БМИ-1 одних и тех
же участков инструмента после 500, 1000, 1500, 2000 и 3000 правок, на матрицах име-
ются зоны, которые защищены алмазами от непосредственного контакта с шлифо-
вальным кругом. Поэтому износ связки происходит, в основном, за счет свободных
абразивных частиц или продуктов разрушения шлифовального круга. Изнашивая связ-
ку и обнажая тем самым алмазные зерна, шлам оказывает благотворное влияние на
правящий инструмент. А.К.Байкалов и И.Л.Сукенник утверждают, что поликристал-
лические алмазные правящие инструменты, в частности ролики, обладают почти пол-
ной защитой связки от абразивного действия шлифовального круга. Поэтому для изго-
товления подобных инструментов нет необходимости применять связки, обладающие
высокой износостойкостью, если они имеют достаточную степень алмазоудержания.
При этом сохраняется требование высокой теплопроводности материала связки.
Обобщив полученную информацию, отметим возможные каналы влияния СОЖ
на процесс правки:
- уменьшение контактной температуры в зоне правки, а следовательно, умень-
шение линейного расширения алмаза, относительная стабилизация его теплопровод-
ности и твердости, что в свою очередь уменьшает вероятность возникновения растяги-
вающих напряжений в алмазе, его графитизации и абразивного износа;
- изменение коэффициента трения контактирующих зерен круга и правящего ин-
струмента;
- изменение критической глубины правки, определяющей характер процесса об-
новления рабочей поверхности шлифовального круга.
Так как теплофизические характеристики алмаза, связки и корпуса правящего
инструмента, а.з. и связки круга, а также СОЖ и шлифуемой заготовки изменяются с
изменением температуры, уравнения теплопроводности и теплового баланса процес-
сов правки и шлифования, отражающие реальные условия формирования рельефа ра-
бочей поверхности шлифовального круга, имеют сложный и нелинейный характер.

28
Ниже приведен анализ существующих теплофизических моделей и условий, опреде-
ляющих частоту правки, с целью выявления пригодности этих моделей для описания
рассматриваемых тепловых процессов.
1.1.3. Условия, определяющие частоту правки шлифовального
круга, и теплофизический анализ процесса правки
Частота правок кругов определяется периодом их стойкости, зависит от многих
факторов и обычно устанавливается на основе статистических данных, полученных в
различных условиях шлифования. Наибольшее влияние на период стойкости кругов
оказывают условия шлифования и правки (вид правящего инструмента, режимы прав-
ки и шлифования, характеристика круга, состояние технологической системы, состав,
способ подачи и очистки СОЖ и др.), физико-механические свойства материала шли-
фуемой заготовки, требования к геометрической точности и качеству поверхностного
слоя обработанной детали, вид шлифования, квалификация шлифовщика и др.
Критериями, определяющими необходимость правки, могут послужить:
- повышение до критических значений контактной температуры в зоне шлифо-
вания и возникающая в связи с
этим опасность появления прижо-
гов, микротрещин или структур-
ных изменений в поверхностном
слое шлифованных заготовок (де-
талей);
- выход размеров детали (за-
готовки) за пределы заданной тех-
ническими условиями или черте-
жом геометрической точности
(увеличение радиусов в местах
перехода поверхностей шлифуе-
мой заготовки, высотных и шаго-
вых параметров шероховатости,
возникновение прогрессирующей
волнистости и др.);
- возникновение вибраций и
специфического шума при шли-
фовании, сопровождающихся воз-
растанием силы шлифования, воз-
Рис. 3. Изменение шероховатости обработанной
поверхности (по
R
a
), коэффициента устойчиво-
сти
∆
А
, мощности
N
и составляющих силы реза-
ния
Р
у
, Р
z
при шлифовании в зависимости от
объема снятого металла
Q
[
137
]
: 1, 2
−
соответ-
ственно шлифование образцов из конструкцион-
ных и быстрорежущих сталей

29
никновением огранки на шлифованных поверхностях и др..
Можно использовать и другие критерии оценки периода стойкости. Из анализа
графиков, показанных на рис. 3, следует, что таким критерием может служить относи-
тельное изменение амплитуды колебаний шпинделя шлифовального круга (коэффици-
ент устойчивости
∆
А
).
Известны многочисленные приемы определения момента правки кругов [1, 17, 120,
137, 142, 158, 170]. Некоторые из них, представляющие, на наш взгляд, научный инте-
рес, сводятся к следующему:
- определение момента правки по величине амплитуды переменной составляющей
силы резания. Способ относительно прост, но не обеспечивает достаточно высокую
точность определения момента правки при сложном цикле шлифования из-за сущест-
венного различия сил резания на различных этапах цикла;
- определение момента правки по результатам сопоставления амплитуды колеба-
ний корпуса шлифовальной бабки на протяжении цикла шлифования с предельно до-
пустимой. Этот способ также не обеспечивает приемлемую точность из-за различия
интенсивности колебаний на разных этапах цикла шлифования при одной и той же
степени затупления круга.
Одним из первых теплофизический анализ процесса правки провел Н.П.Дубовик
[31]. Использовав материалы А.Н.Резникова, он получил зависимость для расчета кон-
тактных температур при правке:
⋅+
⋅
−
⋅⋅
=
oca
oc
p
a
aas
к
1,44
1,44
10
F
A
A
rq
Т
λλ
λ
λ
Ω
, (2)
где
q
s
−
поверхностная плотность теплового потока, Вт/м
2
;
Ω
а
−
доля теплоты, посту-
пающей в алмаз;
r
a
−
половина среднего размера алмазного зерна в правящем ролике,
м;
λ
с
−
теплопроводность связки правящего инструмента, Вт/(м
⋅
К);
F
о
−
критерий
Фурье;
А
р
и
А
о
−
безразмерные величины, зависящие от условий правки.
Зависимость (2) не учитывает действие СОЖ при правке, дискретность контакта
зерен круга и правящего инструмента, тепловое взаимодействие алмазных зерен,
взаимосвязь теплопроводности и температуры и другие факторы.
A priori
можно ут-
верждать, что расчетные значения температур при правке будут существенно отли-
чаться от действительных.
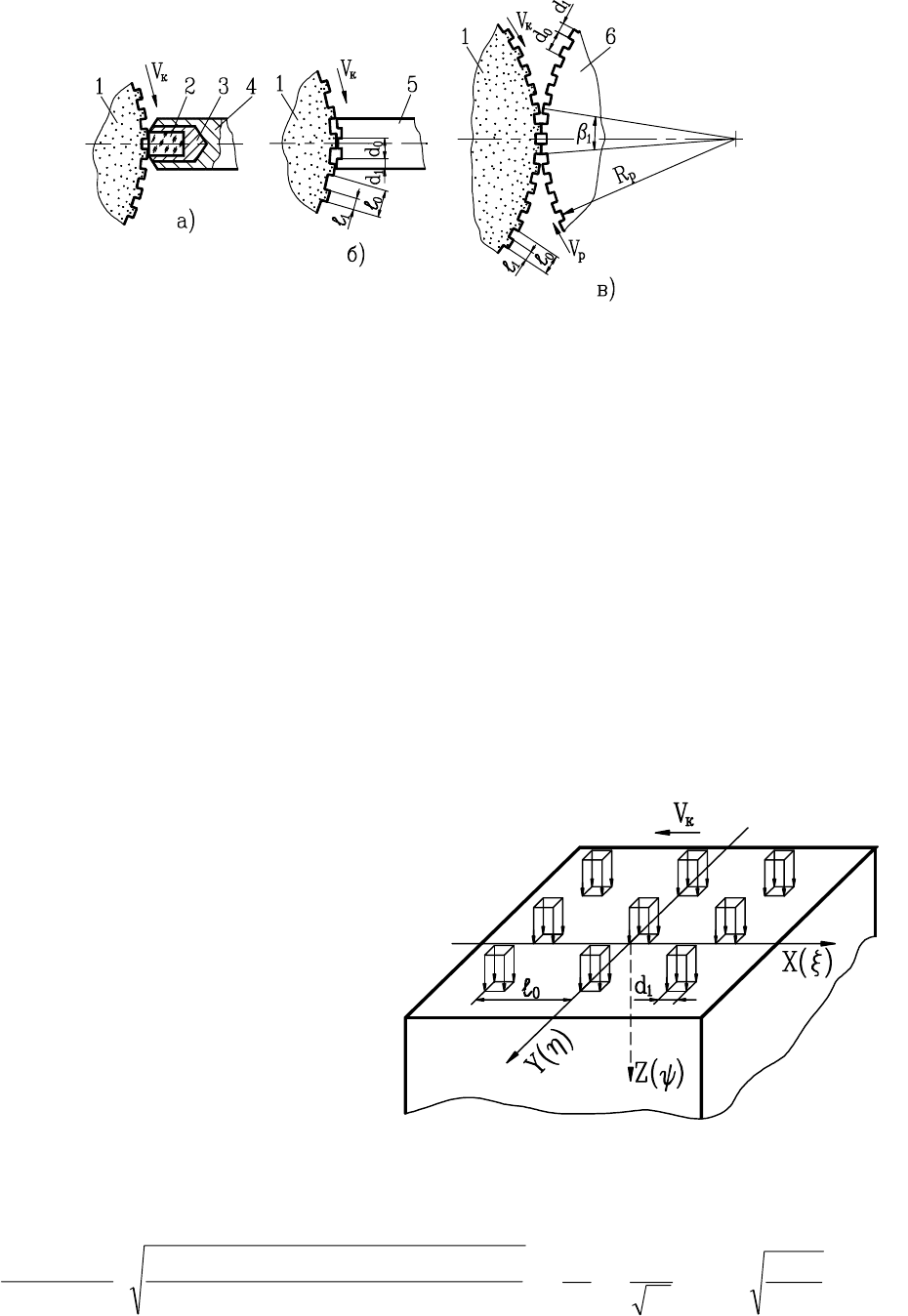
Попытка учета дискретности контакта зерен круга и правящего инструмента
предпринята в работах В.И.Малышева [91, 92]. Схемы правки шлифовального круга
алмазными правящими инструментами, принятые В.И. Малышевым для расчета, при-
ведены на рис. 4. Рабочая поверхность круга представлена им в виде чередующихся
выступов
−
абразивные зерна размером
"
1
и впадины размером (
"
0
−
"
1
). Рабочая по-
верхность алмазного правящего инструмента, также как и круга, представлена в виде
чередующихся “выступов
−
алмазных зерен” размером
d
1
и впадин размером (
d
0
-
d
1
).
Искусственное и мало связанное с действительной характеристикой круга (в ча-
стности с его структурой, зернистостью, плотностью) представление его рабочей
поверхности в виде чередующихся выступов и впадин усложнило
30
Рис. 4. Принципиальная схема правки
[
91
]
: а
−
однокристальным инструментом; б
−
многокристаль-
ным карандашом; в
−
правящим роликом; 1
−
шлифовальный круг; 2
−
алмаз; 3
−
связка; 4
−
одно-
кристальный инструмент; 5
−
карандаш; 6
−
ролик
В.И.Малышеву задачу получения достаточно простых выражений для расчета кон-
тактных температур. Между тем, еще в семидесятые годы П.И.Ящерицын и
И.П.Караим [169] ввели в практику рассмотрения процессов шлифования понятие
“пористости” шлифовального круга и дали на основании большого объема экспери-
ментальных исследований обширную соответствующую справочную информацию.
Использование этих достоверных данных может существенно облегчить задачу учета
дискретности контакта зерен круга и правящего инструмента.
При расчете контактных температур в работах [91, 92] сделаны следующие до-
пущения: процесс теплообмена принят квазиустановившимся; рабочие поверхности
круга и правящего инструмента взаимодействуют по элементарным пятнам контакта,
равномерно распределенным с интервалом
"
0
(рис. 5); вся тепловая энергия в ходе
правки выделяется на пятнах кон-
такта, а среднеинтегральные тем-
пературы на них со стороны пра-
вящего инструмента и круга одина-
ковы; инструмент и круг вращают-
ся с окружными скоростями соот-
ветственно
V
к
и
S
пр
.
Выражения для расчета кон-
тактных температур при правке
единичным алмазом, алмазным ка-
рандашом и алмазным роликом
имеют следующий вид [91, 92]:
для алмаза в оправе
+
⋅
⋅⋅+
⋅
⋅⋅
=
−−
P
f))d(h()h(dd
F
VP
T
c
r3
1
э
1
ээ
н1
кzп1
к
2
4ln]4[1
λ
λ
λ
Ω
;1,46
1,33
к
01
п
2
п
п
⋅
⋅
−
V
a
π
ν
µ
ν
"
(3)
для алмазного карандаша
Рис. 5. Расчетная схема теплового нагружения
правящего инструмента
[
91
]