Киселёв Е.С. Теплофизика правки шлифовальных кругов с применением СОЖ
Подождите немного. Документ загружается.

42
прерывной правкой круга, так как в этом случае, как упоминалось выше, возрастает
уровень колебаний в технологической системе.
Анализ известных функциональных действий СОЖ показывает их значимость
при правке круга алмазным инструментом. В зависимости от условий контакта круга с
правящим инструментом и ряда других факторов функциональные действия СОЖ бу-
дут проявляться по-разному. Наиболее сложно обеспечить реализацию смазочного
действия СОЖ, достаточно просто
−
охлаждающего. Как и при шлифовании, эффек-
тивность функциональных действий СОЖ во-многом определяется техникой подачи
их в зону правки. Изменяя условия транспортирования СОЖ в зону правки, можно
усиливать те или иные функциональные действия одной и той же СОЖ. Так, напри-
мер, смазочное действие СОЖ можно усилить путем использования УЗ-техники пода-
чи СОЖ в зону правки через клиновые полуоткрытые насадки, расположенные с тор-
цов круга [63
−
66]. В этом случае основная часть СОЖ поступает в зону контакта зе-
рен круга и правящего инструмента сквозь поровое пространство круга. Демпфирую-
щее действие существенно увеличивается с использованием поэтапного способа пода-
чи СОЖ [139] и т.д.
1.2.2. Влияние условий правки с применением СОЖ на
показатели процесса шлифования
Как следует из пункта 1.2.1, функциональные действия СОЖ при правке по-
существу аналогичны тем же действиям СОЖ при шлифовании. Ожидаемые резуль-
таты их влияния на процесс правки кругов представлены на рис. 11.
Снижение силы правки позволит уменьшить величину деформации связки, ее
растрескивание или разрушение, что повысит плотность распределения а.з. по рабочей
поверхности круга и приведет к уменьшению высотных и шаговых параметров шеро-
ховатости шлифованных поверхностей. Увеличение сил правки приведет к росту глу-
бины разрушенности рабочего слоя круга [136, 137], что скажется на динамике шли-
фования, периоде стойкости круга и качественных характеристиках шлифованных де-
талей. Колебательный характер сил правки является причиной возникновения вибра-
ций в системе “правящий инструмент
−
шлифовальный круг”, которые в свою очередь
приводят к возникновению волн на рабочей поверхности круга. Длина волн зависит от
рабочей скорости круга и частоты вынужденных колебаний в технологической систе-
ме [83]. Вибрации при правке приводят к изменению степени разрушенности различ-
ных участков режущего рельефа круга. Интенсивный и неравномерный износ разру-
шенных участков круга в процессе шлифования является причиной усиления колеба-
ний. Волнистость круга может передаваться на шлифованные поверхности детали.
При этом увеличивается вероятность возникновения прижогов и микротрещин, неста-
бильность получения заданных характеристик шероховатости и эксплуатационных ха-
рактеристик качества.
43
Высокочастотные вынужденные колебания правящего инструмента
могут оказывать благоприятное воздействие на образование развитого режущего рель-
ефа круга [84, 91]. Поэтому целенаправленное изменение силы правки, а следователь-
но, и изменение амплитуды колебаний правящего инструмента в совокупности с вы-
нужденными изменениями их частоты позволит управлять режущими свойствами кру-
га и качеством шлифованных деталей. Как следует из рис. 11, составляющие силы
правки и уровень вибраций во многом зависят от функциональных действий СОЖ.
Снизить теплообразование при правке можно путем рационального применения
СОЖ. Особенно остро стоит вопрос использования СОЖ на операциях скоростного
шлифования при правке кругов алмазными правящими роликами, когда интенсивность
тепловыделения в контактных зонах существенно возрастает [111]. Причиной этого
являются изменения как в условиях трения контактирующих объектов, так и в гидро-
динамике процесса правки. Общеизвестно, что увеличение окружной скорости шли-
фовального круга приводит к почти пропорциональному увеличению интенсивности
воздушных потоков, генери-
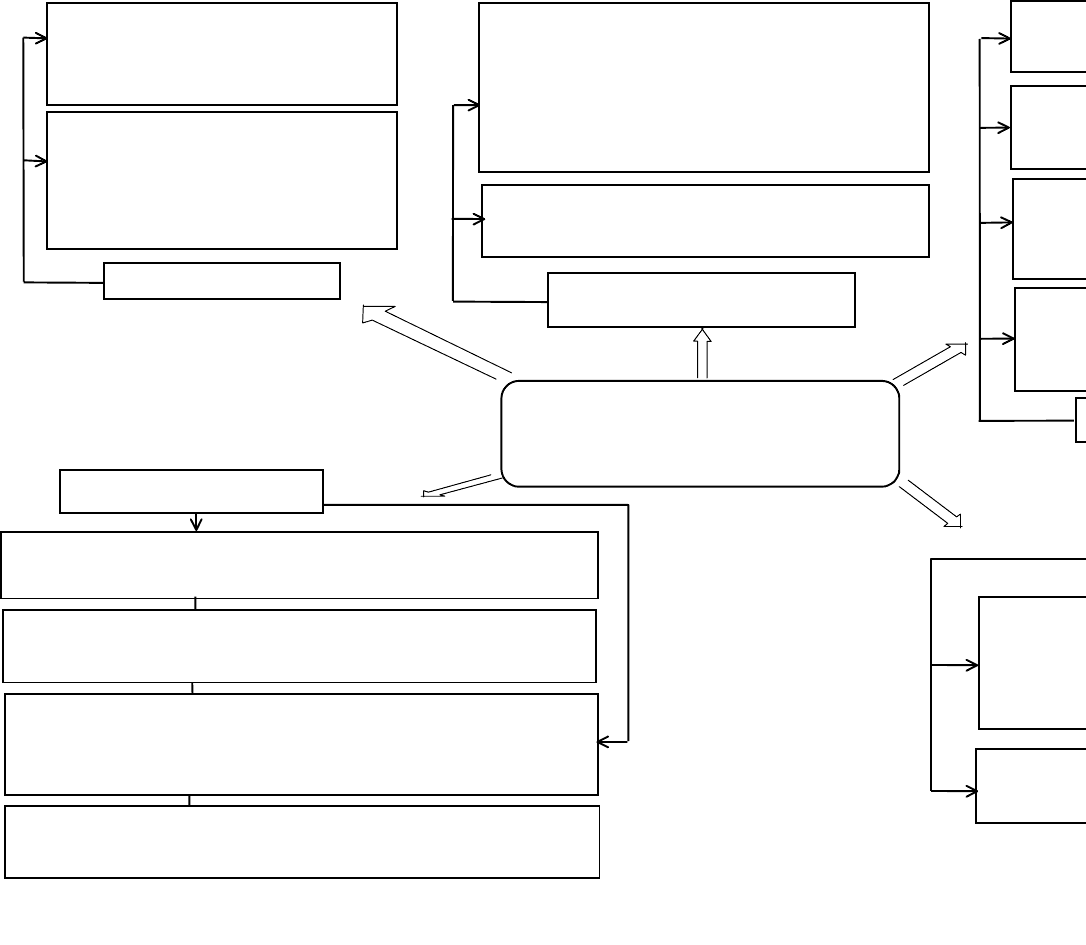
Диспергирующее
Функциональные действия
СОЖ при правке
шлифовального круга
Охлаждающее
Уменьшение контактной
температуры в зоне правки
Уменьшение диффузионно-
го износа контактирующих
зерен и вероятности размяг-
чения связки
Создание субмикропрофиля на по-
верхности абразивного инструмента
и уменьшение высотных
параметров шероховатости
шлифованных деталей
Уменьшение составляющих
силы правки
Уме
н
Умен
ь
пе
р
Ста
б
Уме
н
тиру
ю
ст
и
Эвакуац
и
зоны
инс
т
стабил
и
Умень
ш
Демпфирующее
Уменьшение уровня вибраций в
технологической системе
Уменьшение износа алмазных зерен
вследствие механического выкрашивания
Уменьшение мгновенной температуры
в зоне контакта шлифовального круга
с п
р
авящим инст
ру
ментом
Уменьшение диффузионного износа алмазных
зерен и вероятности размягчения связки
Рис. 11. Функциональные действия СОЖ и их влияние на процесс правки шли
ф
54
руемых кругом, которые препятствуют попаданию СОЖ в зоны шлифования и правки
[26, 37, 124].
Ряд аспектов влияния условий правки с применением СОЖ на показатели про-
цесса шлифования рассмотрен в работах Л.В.Худобина и С.В.Семенова [123, 124, 153].
В частности ими показано, что в процессе правки алмазные зерна правящего инстру-
мента прорезают в абразивных зернах канавки, поперечный профиль которых (высота
и число режущих кромок) зависят от силы правки. Изменение высоты и числа ре-
жущих кромок приводит к изменению режущих свойств круга, что в свою очередь
сказывается на силе шлифования и показателях качества шлифованной детали. По
мнению Л.В.Худобина и С.В.Семенова, сила правки в существенной степени зависит
от смачивающей способности СОЖ, подаваемой в зону правки, что следует учитывать
при силовых расчетах введением в известные зависимости соответствующего
коэффициента. Экспериментально ими показано, что путем рационального
применения СОЖ можно уменьшить силу правки и, соответственно, толщину
суммарного слоя абразива, который должен быть удален за одну правку для
обеспечения требуемой геометрической формы круга.
Кроме того, на основе анализа условий взаимодействия шлифовального круга с
алмазным правящим роликом, С.В.Семенов установил, что воздушные потоки, гене-
рируемые алмазным роликом, способствуют повышению давления воздуха в зоне
правки (рассмотрен случай совпадения векторов рабочих скоростей круга и алмазного
ролика). Естественно, это затрудняет транспортирование СОЖ в контактную зону при
подаче ее поливом. На наш взгляд, сводить все аспекты действия СОЖ при правке к их
смачивающей способности не вполне правильно. Смачивающая способность является
однозначным свойством любой СОЖ (при близких к постоянным значениям давления
и температуры в зоне контакта круга с правящим инструментом). Однако, изменяя ус-
ловия транспортирования СОЖ в зону правки с помощью устройств для их подачи,
можно, не изменяя смачивающей способности применяемых жидкостей, в существен-
ной степени изменять силу правки и контактную температуру. Это подтверждено мно-
гочисленными экспериментальными исследованиями (см. табл. 2, а также [57, 64]).
Условия транспортирования СОЖ в зону правки определяют расход жидкости
через зону контакта правящего инструмента с кругом, а следовательно, и тепловой ба-
ланс зоны правки, что может оказать влияние на эффективность шлифования. Предпола-
гается, что последнее связано с состоянием режущего профиля круга, а также с микро-
и субмикропрофилем а.з. Чтобы выяснить, насколько значим этот фактор, подавали
СОЖ в зону правки круга 24А40НСМ17К5 1–600
×
25
×
305 алмазным карандашом СЗ пя-
тью различными способами, обеспечивающими различный расход СОЖ через кон-
тактную зону: традиционным способом
−
поливом; одновременно гидроаэродинами-
ческим способом
[
78
]
и поливом; одновременно гидроаэродинамическим способом и
поливом с наложением на правящий карандаш и гидроаэродинамическое сопло УЗК
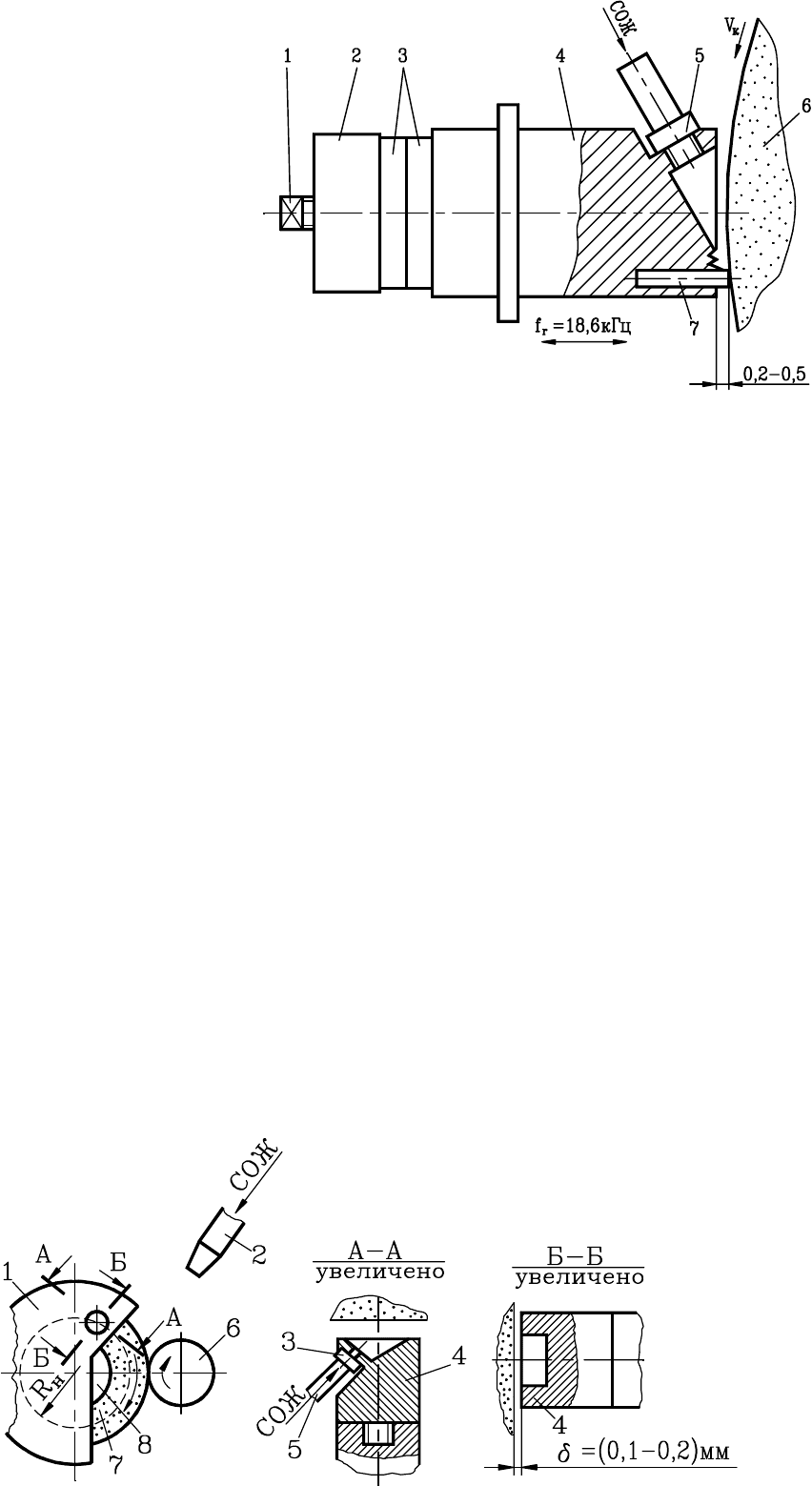
(рис. 12); одновременно поливом и к торцу круга через клиновой полуоткрытый наса-
док с наложением УЗК (рис. 13)
[
149, 104
]
.
Суммарный расход СОЖ (3 %-ного водного раствора продукта Аквол-15) был во
всех опытах постоянным (
Q
∑
= 40 дм
3
/мин). Устройства для подачи СОЖ поливом и
гидроаэродинамическим способом обеспечивают транспортирование жидкости в ос-
Рис. 12. Устройство для подачи СОЖ в зону правки
гидроаэродинамическим способом с наложением
УЗК: 1
−
шпилька; 2
−
гайка; 3
−
пьезокерамические
кольца; 4
−
волновод-насадок для подачи СОЖ; 5
−
штуцер; 6
−
круг; 7
−
алмазный карандаш
55
новном по внешним трактам, устройства для подачи к торцу круга через клиновой по-
луоткрытый насадок
−
по
Рис. 13. Устройство для подачи СОЖ к торцу круга через полуоткрытый клиновой насадок с наложе-
нием УЗК [104]: 1
−
защитный кожух; 2
−
шлифовальный круг; 3
−
полуоткрытый клиновой насадок;
4
−
патрубок для подвода СОЖ; 5
−
волновод; 6
−
обрабатываемая заготовка
внутренним. Наложение УЗК во всех случаях обеспечивает интенсификацию движе-
ния СОЖ через зону контакта шлифовального круга с правящим карандашом. После
правки круга (три прохода с подачей 0,03 мм/ход при продольной подаче 0,2 м/мин)
шлифовали заготовки из коррозионностойкой стали 14Х17Н2 и жаропрочного сплава
ВЖЛ-12 при постоянных элементах режима шлифования (соответственно для стали
14Х17Н2 и сплава ВЖЛ-12 скорость врезной подачи круга 1,20 и 0,15 мм/мин, снимае-
мый припуск 0,3 и 0,15 мм, рабочая скорость круга
V
к
= 50 м/с; окружная скорость за-
готовки
V
з
= 50 м/мин, станок 3М151). В процессе шлифования контролировали со-
ставляющие силы шлифования и параметры шероховатости шлифованных поверхно-
стей.
Анализ результатов экспериментальных исследований привел к следующим вы-
водам:
а) однозначна взаимосвязь между способом подачи СОЖ при правке круга и
технологическими показателями процесса шлифования. Переход от полива к более
эффективным способам подачи СОЖ изменяет условия попадания жидкости в контакт
между кругом и алмазным карандашом. Это приводит к уменьшению составляющих
силы шлифования
P
y
и
P
z
, что свидетельствует об увеличении режущей способности
круга. С другой стороны, уменьшаются высотные и шаговые параметры шероховато-
сти шлифованных поверхностей. По-видимому, последнее связано с изменениями
микро- и субмикропрофиля а.з. и может быть вызвано двумя причинами:
- уменьшением теплосиловой напряженности процесса правки, вследствие чего
снижается вероятность пластической деформации абразивных и алмазных зерен [19,
88], что приводит к образованию более развитого микро- и субмикрорельефа;
- образованием в СОЖ при подаче ее гидроаэродинамическим способом и через
клиновые полуоткрытые насадки с наложением УЗК кавитации в зоне правки [132]. В
кавитационной области возникают мощные гидродинамические возмущения в виде
сильных импульсов сжатия, что является одной из причин диспергирования частиц
а.з.;
б) по всем параметрам лучшие результаты обеспечивает одновременная подача
СОЖ гидроаэродинамическим способом и поливом с наложением на правящий алмаз-
ный карандаш и гидроаэродинамическое сопло УЗК. Это вполне объяснимо, так как в
этом случае, кроме вышеупомянутых причин, воздействие УЗК непосредственно на
правящий инструмент приводит к уменьшению трения [132] в контактной зоне.
Известны конструктивные сложности разработки надежных и простых устройств
для наложения УЗК на обрабатывающий инструмент. Такие сложности минимальны
при использовании УЗ-техники подачи СОЖ в зону шлифования или правки [104
−

56
106]. При этом устройство для подачи СОЖ одновременно поливом и к торцу круга
через клиновой полуоткрытый насадок с наложением УЗК по эффективности лишь на
(5
−
7) % уступает устройству, в котором УЗК накладываются непосредственно на
правящий инструмент. К тому же устройства [104
−
106] более универсальны, так как
их можно использовать не только при правке, но и при шлифовании. Выясним далее
основные причины интенсификации функциональных действий СОЖ в зонах правки и
шлифования при наложении на СОЖ УЗК.
1.3. Физические основы действия СОЖ в зоне правки
с наложением ультразвуковых колебаний
Информация об использовании УЗК для интенсификации действия СОЖ появи-
лась еще в начале пятидесятых годов [4, 175]. Многочисленными исследованиями [23,
30, 71, 72, 81, 82, 87, 112, 132] установлены следующие основные эффекты действия
УЗК в жидкостях: кавитация, охлаждение, понижение коэффициента трения, звукока-
пиллярный эффект.
Явление кавитации или нарушения сплошности жидкости за счет образования на
поверхностях твердого тела мельчайших пульсирующих пузырьков (каверн) достаточ-
но широко исследовано при очистке рабочей поверхности шлифовальных кругов от
отходов шлифования [116]. Интенсивность кавитации резко возрастает, если газовые
пузырьки в жидкости войдут в резонанс с колебаниями поверхности излучателя. При
этом снижается пороговое значение кавитации, что происходит также при повышении
температуры СОЖ до 50
°
С [135]. При снижении порога кавитации увеличивается
число кавитационных пузырьков, способных обеспечить очистку рабочей поверхности
круга.
В работе [86] утверждается, что для УЗ-очистки рабочей поверхности круга не-
обходимы затраты энергии
Э
на отрыв стружки от а.з., диспергирование зерен и отрыв
блоков зерен и связки:
ж
51
п
21
0
52
A
50
r
ρ
⋅
⋅⋅
≈
,
,,,
P
PPf
Э
. (23)
Из зависимости (23) следует, что эффективность очистки повышается с увеличе-
нием частоты УЗК
f
r
, гидростатического
Р
0
и особенно звукового давления
Р
А
. С уве-
личением упругости парогазовой смеси в пузырьке
Р
п
и плотности жидкости
ρ
ж
эф-
фективность очистки снижается. Зависимость (23) находится в противоречии с мнени-
ем авторов работы [133] о необходимости оптимизации величины f
r
путем доведения
ее до резонансной (примерно 20 кГц).
УЗ-очистка рабочей поверхности шлифовальных кругов сопровождается про-
никновением СОЖ в поры круга и последующим выбросом из пор под действием цен-
57
тробежных сил. С.А.Кобелеву [72] удалось получить зависимость для определения оп-
тимального расстояния
S
по дуге рабочей поверхности круга от излучателя УЗК до
точки выброса:
пкж
пж
2
к
кmax
4
KV
R
V
RP
S
⋅⋅⋅
⋅
−
⋅⋅⋅
=
ρ
ρ
σ
τ
µ
. (24)
Количественно кавитационную эрозию предложено оценивать безразмерным кри-
терием эрозионной активности жидкости [132]
rs
3
minп
3
maxп
э
ftR
R
К
⋅⋅
=
∆
, (25)
где
∆
t
s
−
время захлопывания пузырька, с;
R
п max
и
R
п min
−
максимальный и минималь-
ный радиус пузырька, м.
Эрозионная активность зависит от параметров звукового поля, физико-
химических свойств жидкости и избыточного давления в ее объеме [135]
−
от поверх-
ностного натяжения, плотности жидкости, частоты УЗК, вязкости СОЖ, упругости на-
сыщенного пара, амлитуды звукового давления
Р
А
, избыточного статического давле-
ния
Р
0
(параметры перечислены в последовательности возрастания их влияния на
К
э
).
Величиной кавитационной эрозии можно управлять путем подбора определенных со-
отношений между звуковым и статическим давлением.
С кавитацией связано инициирование химических реакций в СОЖ: под воздей-
ствием кавитации происходит расщепление молекул (в основном воды) на радикалы и
их ионизация [23]. С появлением кавитации усиливается дегазация СОЖ [132, 135].
Исследованиями А.Л.Глузман [23], на примере прохождения СОЖ через зазор между
торцем УЗ-концентратора и кругом, установлено наличие в жидкости структурно-
чувствительных изменений: уменьшается вязкость и увеличивается растекаемость ак-
тивированных СОЖ, изменяется значение водородного показателя; повышается ста-
бильность водо-масляных эмульсий; усиливается антикоррозионное действие среды.
Все это сопровождается улучшением моющих, смазочных и охлаждающих свойств
СОЖ.
Однако было бы неправильно интенсификацию действия СОЖ наложением УЗК
сводить только к кавитационным эффектам. Так известно, что в газах и аэрозолях при
возбуждении УЗК возникают акустические течения, вызывающие интенсивное пере-
мещение среды и ускоряющие процессы тепломассообмена в несколько раз [132], что
может иметь место при подаче СОЖ в зоны правки и шлифования. Высокодисперсные
воздушно-жидкостные смеси сами по себе обладают высокой адсорбционной и прони-
кающей способностью, а наложение УЗ-поля должно интенсифицировать теплоотвод
от зоны контакта круга с правящим инструментом. По данным [112] темп охлаждения
в кавитируемых водомасляных СОЖ повышается до 40 %. Улучшение охлаждающих
свойств СОЖ в данном случае, по-видимому, объясняется переходом жидкости в па-
рообразное состояние.

58
Общеизвестно [132], что если каким-либо образом в одном из соприкасающихся
объектов возбудить УЗК, то сила трения в контакте существенно уменьшится. Этот
эффект лежит в основе УЗ-правки [84, 86, 87, 91, 98, 116], обеспечивающей высокие
технологические показатели шлифования заготовок из различных материалов. УЗ-
правка отличается от обычной наложением осевых колебаний УЗ-частоты на алмазный
правящий инструмент (рис. 11). Б.М.Левин и В.И.Малышев [86] утверждают, что при
УЗ-правке на рабочей поверхности круга вдоль его образующей формируется волни-
стость. Круг с регулярной волнистостью работает в режиме прерывистого шлифова-
ния, что благоприятно сказывается на снижении теплонапряженности процесса абра-
зивной обработки. Однако расчеты для условий круглого наружного шлифования на
станке 3М151 (круг
D
= 600 мм, n = 2000 об/мин) показывают, что в этом случае дли-
на волны при
f
r
= 20 кГц составляет 15 мкм, что на порядок меньше размера а.з. По-
видимому, причина высокой технологической эффективности
−
формирование на по-
верхности а.з. микро- и субмикропрофиля, отличающегося высокими режущими свой-
ствами.
В.И.Малышевым [91] установлено, что эффективность УЗ-правки зависит от
размера контактной поверхности правящего инструмента и круга. Так наложение УЗК
на острый алмаз в оправе (контакт по относительно малой площадке) обеспечило уве-
личение периода стойкости круга в 1,6
−
2,3 раза по сравнению с правкой без УЗК. На-
ложение УЗК на многокристальный алмазный карандаш (большая площадь контакта)
дало гораздо меньший эффект:
τ
с
увеличился в 1,2
−
1,3 раза.
Поверхность преобладающего числа а.з., прошедших правку роликом без нало-
жения УЗК, как показывают результаты фотомикроскопии [91], имеет следы, остав-
ленные гранями алмазных кристаллов правящего инструмента с наличием траков пла-
стической деформации, чередующихся с трактами хрупкого разрушения. При наложе-
нии УЗК на правящий инструмент на а.з. после правки образуется относительно разви-
тая сеть микротрещин. Следует отметить, что указанные результаты были получены
при правке всухую. Можно предположить, что наложение УЗ-поля на СОЖ в зоне
контакта круга с правящим инструментом приведет к возникновению кавитации. Про-
цесс формирования режущего профиля круга будет явно отличным от УЗ-правки
всухую или при правке с СОЖ, но без использования энергии УЗ-поля. Однако, по
нашим данным, исследования в этой области не проводились.
Большинство шлифовальных кругов представляют собой пористые тела, в связи
с чем даже подаваемая по внешним трактам СОЖ, вследствие капиллярного эффекта
пропитывает их поровое пространство. Наложение УЗК способствует более интенсив-
ной пропитке круга. Вследствие неоднородного звукового поля в жидкости, пропиты-
вающей круг, кавитационный пузырек наряду с пульсациями движется поступательно.
Скорость пузырька радиуса
R
п
, находящегося в звуковом поле, при гидростатическом
давлении
Р
0
равна [132]:
()
х
P
P
RP
R
u
∂
∂
σµ
A
A
1-
п00
2
п
)3(410
⋅
+
=
, (26)
59
где
σ
0
−
поверхностное натяжение, Н/м.
Из зависимости (26) следует, что с ростом давления СОЖ
Р
0
скорость движения
пузырьков
u
уменьшается, а с ростом звукового давления
Р
А
увеличивается.
При возникновении кавитации в реальных условиях механизмы роста и трансля-
ции пузырьков в большей или меньшей степени определяются состоянием жидкости
и характеристиками звукового поля. Количественно момент возникновения кавитации
и степень ее развития характеризуются числом
(
= =
()
1
А
п0
−
⋅− РРР
, которое в свою
очередь зависит от содержания воздуха в СОЖ и ее температуры, наличия в СОЖ ме-
ханических примесей, а также частоты и длительности излучаемого импульса. По дан-
ным [132], с увеличением частоты колебаний
f
r
и уменьшением процентного содержа-
ния воздуха в СОЖ критические значения амплитуды звукового давления возрастают.
Таким образом, для интенсификации движения СОЖ сквозь поровое пространство
круга следует по возможности увеличивать частоту УЗК.
Звукокапиллярный эффект, лежащий в основе ультразвуковой пропитки, иссле-
дован Е.Г.Коноваловым с сотрудниками [81, 82], В.И.Дрожаловой и
Ю.И.Китайгородским [30, 71] и другими исследователями. Установлено, что в резуль-
тате действия импульса давления, возникающего при захлопывании кавитационных
полостей, под воздействием УЗК жидкость поднимается по капиллярам в десятки и
сотни раз быстрее, чем при обычной пропитке и на бо
;
льшую (до 10 раз) высоту. Ско-
рость и высота подъема жидкости в капилляре зависят от числа захлопывающихся пу-
зырьков и величины возникающих при этом сил, от трения на стенках капилляра, от
вязкости и температуры СОЖ.
Расчет высоты и скорости движения жидкости по капиллярам под действием
УЗК выполнен в работе [30] с рядом допущений: кавитационная полость захлопывает-
ся в безграничной жидкости, ее форма является сферической и симметричной на всех
стадиях процесса пульсации, влияние соседних полостей не учитывается. При реаль-
ных значениях давления
Р
max
, времени захлопывания кавитационной полости
τ
к
и ее
радиуса
R
п min
cкорость движения жидкости по капилляру под действием единичного
i
-
го импульса определяется зависимостью
1iж
кmax
i
1
−
⋅
⋅
=
h
P
V
ρ
τ
, (27)
где
h
i-1
−
высота столба жидкости в капилляре к моменту воздействия на жидкость
i
-
го импульса давления, м.
За время
τ
к
жидкость приобретает скорость
V
i
и далее продолжает двигаться по
инерции до момента следующего захлопывания кавитационной полости. Высота
∆
h
,
на которую поднимается жидкость за один период колебаний
Т
, составит
()
Т
P
TVh ⋅
⋅
=−=
ж
кmax
кii
ρ
τ
τ∆
.
Тогда
h
i
=
h
0п
+
∑
n
i
h
i
∆
, (28)

60
где
h
0п
−
высота подъема жидкости, определяемая силами поверхностного натяжения,
мм;
n
−
число колебаний на момент отсчета.
Пропитка порового пространства шлифовального круга СОЖ аналогична про-
цессу проникновения жидкости по капиллярам пористого тела.
Функциональную зависимость высоты подъема СОЖ от параметров круга и УЗК
при постоянной величине
Р
max
можно представить в виде
h
к
=
f
(
f
r
;
Т
ж
;
r
к
;
δ
к
), (29)
где
r
к
−
радиус капилляра, м;
Т
ж
−
температура СОЖ, К;
δ
к
−
зазор между волноводом
и капилляром, м.
Однофакторные зависимости высоты подъема СОЖ в капилляре
h
к
от радиуса
капилляра, температуры СОЖ, частоты УЗК и зазора между волноводом и капилляром
получены после обработки результатов модельных экспериментальных исследований
УЗ-очистки круга в работе [42]:
−
=
28540
45581
exp
к
к
,
r,
h
; (30)
−
=
41334
0788199
exp
ж
к
,
Т,
h
; (31)
−
=
−
=
50
31517
exp
7781
655629
exp
2r
к
1r
к
,
,f
h
,
f,
h
; (32)
−
=
8542
55814
exp
к
к
,
,
h
δ
. (33)
В условиях модельных экспериментов максимальная высота поднятия СОЖ
обеспечивалась при частоте 20,02 кГц, радиусе капилляра 0,1 мм, зазоре между излуча-
телем (волноводом) и капилляром 0,1 мм, температуре СОЖ 80
°
С
[
42
]
. Эти результаты
могут быть приняты в качестве основы для расчетов величины
h
к
только с определен-
ной степенью приближения к реальным условиям шлифования, особенно зависимость
(32), так как условия модельного эксперимента неадекватно отражали гидродинамику
движения СОЖ во вращающемся шлифовальном круге. Об этом свидетельствуют так-
же данные, приведенные в работе [133].
Механизм пропитки вращающегося шлифовального круга СОЖ, подаваемой на
торец круга через клиновой полуоткрытый насадок без наложения каких-либо энерге-
тических воздействий [105], рассмотрен в работах [36, 37, 40]. В.В.Ефимов [36, 37] по-
лучил уравнение движения жидкости, подаваемой на торец круга, в порах под дейст-
вием центробежных сил:
µ
τω
ρ
⋅⋅⋅
=
жп
п
к
К
R
R
ln
, (34)
где
R
н
−
радиус окружности на торце круга, на касательной к которой находится про-
екция неподвижного полуоткрытого клиновидного насадка для подачи СОЖ, м.