Киселёв Е.С. Теплофизика правки шлифовальных кругов с применением СОЖ
Подождите немного. Документ загружается.

65
где
w′
−
относительная скорость движения жидкости на выходе из радиального отвер-
стия при повышении давления до
P
max
, м/с;
Z
и
Z
m
−
координаты сечений, где избыточ-
ное давление изменяется от 0 до
P
max
, м [77].
Окружную скорость ролика, при превышении которой в потоке СОЖ возникает кавитация, опреде-
лим по формуле [27]:
()
()
()
()
,K
FF
FFdfPP
V
−
⋅−⋅−
⋅−+⋅⋅−−
=
−
−
−
−
2
с
2
п
2
so
2
0
2
п
2
so
в
1
пгнпa
жкав
1
12
εε
ξ
ρ
"
(49)
где
Р
а
−
атмосферное давление, Па;
0
ξ
−
безразмерный коэффициент сопротивления
круглого отверстия;
ε
−
коэффициент сжатия струи;
F
so
−
площадь радиального от-
верстия, м
2
;
F
п
−
приведенная к одному отверстию площадь поперечного сечения по-
тока СОЖ перед входом в отверстие, м
2
;
f
г
−
безразмерный коэффициент гидравличе-
ского трения;
ξ
ξξ
ξ
в
−
коэффициент местного
сопротивления;
К
с
−
коэффициент:
К
=
D
0
/
D
p
, где
D
0
и
D
p
−
диаметры ролика, м (см. рис. 20).
При турбулентном течении жидкости для определения коэффициента
f
г
можно
использовать формулу Блазиуса [21]:
,
Rе
,
f
4
г
3160
=
(50)
где
Rе
−
число Рейнольдса:
.
dw
Rе
ж
ν
⋅
=
(51)
Наиболее эффективно процесс гидроочистки рабочей поверхности круга будет
происходить при окружной скорости ролика
V
p
=
V
кав
, определяемой из зависимости
(49). При меньшей скорости давление в “сжатом сечении” выше давления насыщен-
ных паров и растворенные газы из жидкости в этом сечении выделяться не будут. При
большей скорости резко снижается расход СОЖ через радиальные отверстия [27].
Другим параметром, оказывающим влияние на процесс гидроочистки, является
величина зазора
0
δ
между роликом и рабочей поверхностью круга. При отношении
зазора
0
δ
к диаметру
d
0
радиального отверстия в ролике
0
δ
/
d
0
>1/4 в зазоре между ро-
ликом и рабочей поверхностью круга реализуется отрывный режим течения жидкости.
Давление
Р
жидкости на рабочую поверхность шлифовального круга в этом случае
можно определить как
.wP
⋅=
ж
ρ
(52)
Уменьшение зазора
0
δ
приводит к образованию между роликом и кругом гидро-
динамического клина. Учитывая аналогию явлений, происходящих при подаче СОЖ в
зазор между кругом и роликом и при подаче СОЖ в зону контакта круг
−
заготовка,
применим к описанию гидродинамических процессов, развивающихся в зазоре круг -
ролик, гидродинамическую теорию смазки. Давление в сечении, находящемся на рас-
стоянии
Z
от сечения, где
δ
=
0
δ
, определим из выражения [168]:
66
()
()
,Zd
Za
ZZ
DVZP
Z
Z
m
∫
+
−
⋅⋅=
1
3
2
к
2
2
п
6
µ
(53)
где
Z
,
Z
1
,
Z
m
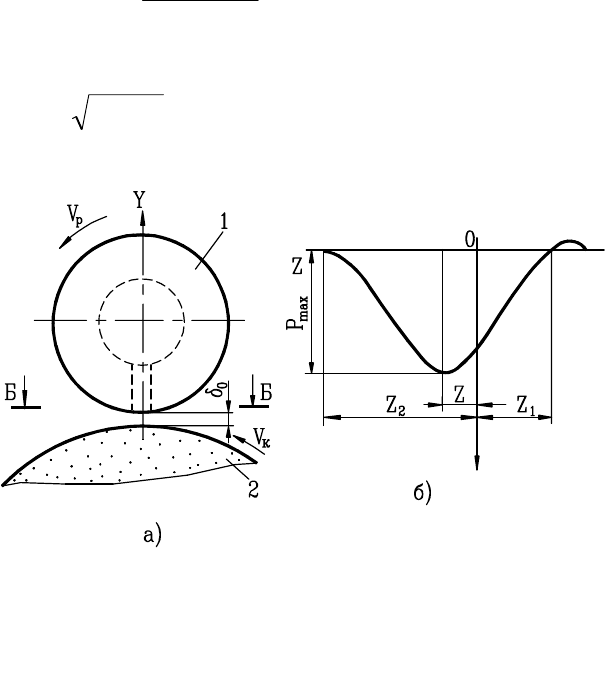
- координаты сечений, м (рис. 21);
;Da
01к
δ
⋅=
(54)
V
п
=
V
p
±
V
к
.
При наличии между
кругом и роликом гидрав-
лического клина с избыточ-
ным давлением в опреде-
ленный момент времени
давление в сечении Б-Б рез-
ко увеличивается и достига-
ет значения
P
max
(см. рис.
21). Вследствие этого
относительная скорость
жидкости в отверстии роли-
ка изменяется и возникает
гидравлический удар, ха-
рактеризующийся чередо-
ванием резкого повышения
и понижения давления.
Предварительные экспериментальные исследования эффективности предла-
гаемого способа правки показали [68], что при
ρ
ж
= 1000 кг/м
3
,
Р
=
05 10
5
,
⋅
⋅⋅
⋅
Па и
D
p
= 60 мм (см. рис. 20) оптимальными значениями следует считать
V
p
=12,5 м/с,
0
δ
=
0,3 мм,
d
0
= 2,5 мм (при этом
Z
−
Z
m
= 4 мм). Расчеты, выполненные для этих условий
по зависимости, приведенной в работе В.В. Демидова [27], показали, что для возник-
новения кавитации в чистой воде минимальная длина радиальных отверстий должна
составлять 12 мм.
Экспериментальным путем была определена длина “зоны кавитации” в радиаль-
ном канале ролика для подачи СОЖ. При этом жидкость подавали через прозрачный
насадок с отверстием
d
0
= 2,5 мм со скоростью 10 м/с ( именно с такой скоростью дви-
жется СОЖ в радиальных отверстиях ролика, вращающегося с окружной скоростью
V
p
= 12,5 м/с). Длина “зоны кавитации” по визуальным наблюдениям составляла 2 мм
[68].
С другой стороны, расчет, выполненный по зависимостям (46) и (47), показал,
что для того, чтобы паровоздушные пузырьки, образовавшиеся в “сжатом сечении”
потока, находящемся на расстоянии
d
0
/2 от входа в радиальное отверстие, захлопыва-
лись на рабочей поверхности круга, длина радиальных отверстий в ролике
"
п
должна
быть не более 6,5
−
7,0 мм.
Экспериментальные исследования, предпринятые с целью нахождения опти-
мального значения
"
п
были проведены при шлифовании заготовок из стали 07Х16Н6
кругом 24А16НС17К26 1–600
×
63
×
305 при
V
к
= 50 м/с. Скорость врезной подачи со-
Рис. 21. Схема для расчета гидродинамического давления
в зазоре между кругом и роликом (а) и эпюра распределе-
ния давления в этом зазоре (б): 1
−
ролик; 2
−
шлифоваль-
ный круг
67
ставляла
V
t
= 0,6 мм/мин, окружная скорость заготовки
−
50 м/мин. При выборе режимов
шлифования и правки руководствовались рекомендациями [48]. Гидроочистку осуще-
ствляли с помощью ролика, в котором выполнены 20 радиальных отверстий диамет-
ром
d
0
= 2,5 мм, вращающегося с окружной скоростью
V
p
= 12,5 м/с. Наружный диа-
метр ролика
D
p
составлял 60 мм, зазор
0
δ
= 0,3 мм. В качестве СОЖ использовали 3
%-ный водный раствор продукта Аквапол-1. Наибольшая эффективность шлифования
обеспечивалась при
"
п
= 10 мм (
"
п
/
d
0
= 4) (табл. 7).
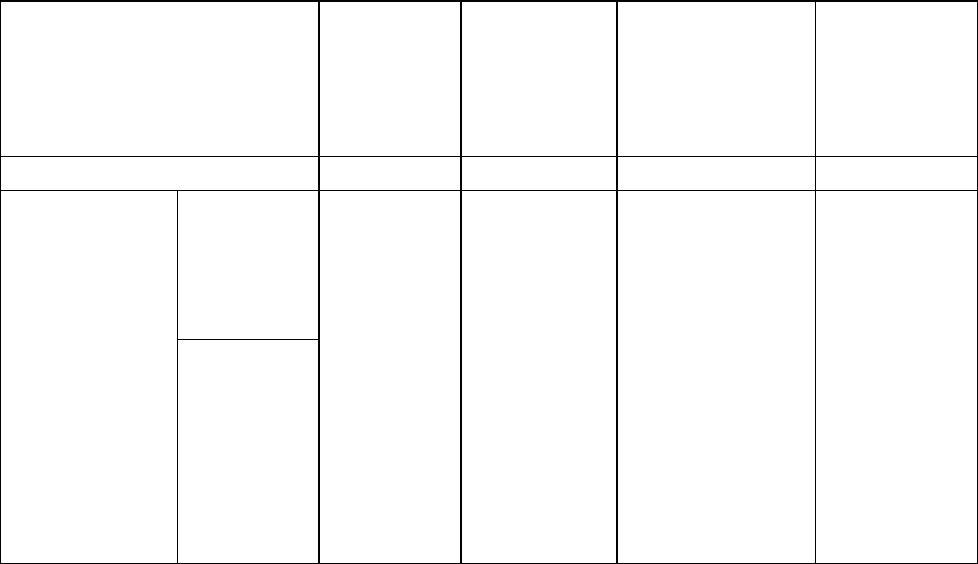
7. Эффективность гидроочистки при шлифовании заготовок из
стали 07Х16Н6 (условия экспериментов см. на с. 65)
Способ подачи СОЖ
Период
стойкости
круга
c
τ
, мин
Параметр
шерохова-
тости
R
a
, мкм
Коэффициент
режущей спо-
собности круга
К
р
, мм
3
/(с
⋅
Н)
Коэффици-
ент шлифо-
вания по
объему
К
ш
Полив 0,71 1,59 0,49 4,23
Длина ра-
диального
отверстия
"
п
, мм
4 1,1 1,29 0,67 29,5
6 1,2 1,30 0,63 29,9
8 1,8 1,21 0,63 30,0
10 2,1 1,20 0,68 33,7
Полив и гид-
роочистка с
помощью
вращающе-
гося ролика
12 1,9 1,27 0,62 34,6
15 1,6 1,27 0,67 30,4
Максимальные значения периода стойкости шлифовального круга (
τ
с
= 2,4 мин)
и коэффициента режущей способности круга (
К
р
= 0,68 мм
3
/(с
⋅
Н)) и наименьшее значе-
ние
R
a
зафиксированы при
"
п
= 10 мм (см. табл. 7). Уменьшение длины отверстия до 4
мм и увеличение до 15 мм приводят к существенному снижению эффективности гид-
роочистки и ухудшению показателей процесса шлифования. Выполненные исследова-
ния позволяют сделать вывод, что на процесс гидроочистки рабочей поверхности
шлифовального круга доминирующее влияние оказывает кавитация, возникающая в
радиальных отверстиях ролика вследствие гидравлического удара. При этом длина ра-
диальных отверстий превышает длину “зоны кавитации”. Расхождения эксперимен-
тальных значений (
"
п
= 10 мм) с расчетными (
"
п
= 12 мм), по-видимому, объясняется
тем, что 3 %-ная СОЖ Аквапол-1 представляет собой коллоидную эмульсию с нали-
чием в ее составе мелкодисперсных частиц абразива и стружки. Все это вносит опре-
деленные изменения в процесс возникновения кавитации [168].
Наибольшая эффективность шлифования заготовок из стали 07Х16Н6 достига-
ется при
δ
0
= 0,3 мм (т.е. когда
δ
0
/
d
0
= 0,12 < 1/4)
[
69
]
. Период стойкости шлифоваль-

68
ного круга при этом имеет максимальное значение
τ
с
= 2,1 мин, а скорость износа кру-
га
−
наименьшее (о чем свидетельствует наибольшее значение
К
ш
), энергетические за-
траты на процесс шлифования меньше, чем при других значениях
δ
0
(на что указывает
минимальное значение
K
N
). Уменьшение зазора
δ
0
до 0,15 мм приводит к снижению
эффективности шлифования, что, вероятно объясняется уменьшением площади сече-
ния потока СОЖ на выходе из радиального отверстия. Увеличение
δ
0
свыше 0,3 мм
также привело к ухудшению всех показателей процесса шлифования. Меньшая эффек-
тивность зафиксирована при
δ
0
= 0,75 и 1,0 мм, т.е. при отрывным режиме течения
жидкости.
Варьирование окружной скоростью ролика [69]
подтвердило предположение, что наибольшая
эффективность гидроочистки достигается при скорости,
обеспечивающей возникновение кавитации в радиальных
отверстиях ролика: расчет по зависимости (49) показал, что
для условий, в которых проведен эксперимент,
V
кав
= 12,5 м/с.
Возникновение кавитации в данном случае
объясняется следующими причинами. При попадании
жидкости из центрального осевого канала ролика в
радиальные каналы (см. рис. 20), ее скорость резко
возрастает, а давление уменьшается. Кроме того, по
результатам исследований [27] известно, что при входе в
радиальные каналы (рис. 22) в сечении С-С на
расстоянии (0,5 ... 1)
d
0
от поверхности центрального канала
происходит дополнительное поджатие потока. Вследствие этого в сечении С-С давле-
ние жидкости может уменьшиться до
Р
нп
, что приведет к образованию кавитационного
потока в канале.
Для гидроочистки рабочей поверхности круга необходимо, чтобы на ней проис-
ходила пузырьковая или зональная кавитация, а в зазоре между роликом и кругом су-
ществовал отрывный режим течения СОЖ (см. рис. 20). Нетрудно показать на кон-
кретных примерах, что это возможно при величине зазора
δ
⁄
d
0
/4. В соответствии с за-
висимостью (45) сила гидродинамического воздействия на поверхность круга примет
для нашего случая максимальное значение. При меньших
значениях
δ
0
кавитационный поток будет
образовываться в радиальном канале, что может привести
к его закрытию или к износу стенок. Эффективность
гидроочистки рабочей поверхности круга возрастет, если
шлифовальный круг и правящий ролик будут
вращаться в одном направлении (см. рис. 23). Взазоре
между роликом и кругом образуется вихревая об- ласть,
вращающаяся с угловой скоростью
ω
в
:
Рис. 22. Схема исте-
чения СОЖ из вра-
щающегося алмазного
ролика [68, 69]
Рис. 23. Эпюра скоростей
в зазоре между алмазным
роликом и
кругом
69
0
pк
в
δ
ω
VV +
=
.
(55)
При встречном вращении круга и
ролика уменьшение угловой скорости
ω
в
со-
ставит
1
0p
2
−
⋅=
δω∆
V
. Например, при
V
р
= 10 м/с;
δ
0
=
0,001 м,
∆
ω
= 20000 с
-1
.
Таким образом определены условия,
при которых образовавшиеся пузырьки па- ра,
попадая в зазор между вращающимися
рабочими поверхностями круга и подведен- ного к
нему алмазного ролика, захлопываются и,
вследствие кавитационной эрозии,
осуществляют их гидроочистку. После
гидроочистки рабочей поверхности шлифо-
вального круга выполняют его правку. Затем
алмазный ролик отводят от круга на ве-
личину зазора
δ
δδ
δ
0
и до очередного момента
правки
он осуществляет интенсивную гидроочистку
рабочей поверхности круга. Как показали эксперименты, в этом случае с рабочей по-
верхности круга при правке достаточно снять слой абразива толщиной не более 0,05
мм, в то время как при обычной правке
−
0,15
−
0,5 мм.
Конструктивно иначе создают гидродинамическую кавитацию при правке круга
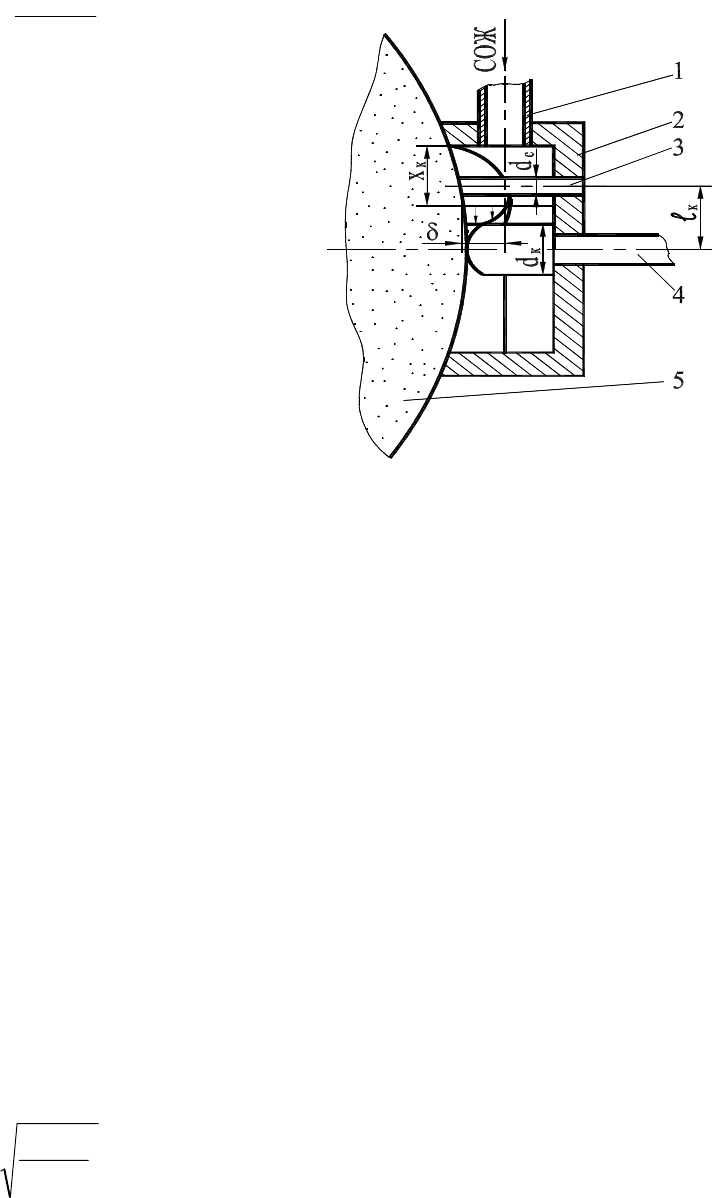
алмазом в оправе или алмазным карандашом (рис. 24 [108]). В процессе правки СОЖ
подают через трубопровод 1 в замкнутую полость, образованную поверхностями ста-
кана 2 и периферией круга 5. Воздушные потоки, генерируемые вращающимся кругом,
отсекаются стенками стакана, благодаря чему вблизи рабочей поверхности круга
СОЖ движется в виде пограничных слоев,
причем максимальная скорость слоев СОЖ, непосредственно примыкающих к поверх-
ности шлифовального круга, совпадает с его рабочей скоростью. Толщину погранич-
ного слоя
к
δ
можно определить по зависимости [164]
,
V
X
к
к
к
5
⋅
=
ν
δ
(56)
где
Х
к
−
координата рассматриваемого сечения, м (рис. 24).
При обтекании потоком СОЖ цилиндрического стержня 3 (см. рис. 24) за счет
местного сужения скорость потока жидкости увеличивается, а давление уменьшается
до уровня, при котором может возникнуть гидродинамическая кавитация. Путем пре-
образования уравнения Бернулли получена зависимость для расчета давления СОЖ Р
вблизи обтекаемого цилиндрического стержня
Рис. 24. Устройство для правки шли-
фовального круга с возбуждением гид-
родинамической кавитации: 1
−
трубо-
провод; 2
−
стакан; 3
−
цилиндрический
стержень; 4
−
правящий инструмент; 5
−
шлифовальный круг

70
()
,VPP
1
2
1
2
ц
2
11
−⋅−=
αρ
(57)
где
V
1
−
скорость движения СОЖ в пограничном слое, м/с;
α
ц
−
коэффициент (при
обтекании цилиндрического стержня
α
ц
= 2 [77]).
Из уравнения (57) можно определить скорость
V
1
, при которой обеспечивается
отрицательное давление
Р
, а следовательно, создаются условия возникновения кавита-
ции.
Расчетами установлено, что для СОЖ на водной основе гидродинамическая ка-
витация при обтекании цилиндрического стержня может возникать при рабочих ско-
ростях круга
V
к
≥
≥≥
≥
15 м/с. В соответствии с исследованиями С.П.Ко-зырева [77] область
максимальной кавитации наблюдается на расстоянии от цилиндрического стержня 3
"
к
= (2,0
−
3,0)
d
c
, где
d
c
−
диаметр стержня, мм. Очевидно, именно в этой области следу-
ет располагать ось алмазного карандаша 4 (см. рис. 24). При этом, если
d
c
= (0,6
−
1,0)
d
к
, где
d
к
−
диаметр алмазного карандаша 4 в мм, зона контакта круга с алмазным ка-
рандашом будет перекрыта площадью зон кавитации [77]. Выбор граничных значений
параметра
"
к
обусловлен следующими соотношениями: если
"
к
> 3,0
d
c
, то кавитаци-
онные пузырьки захлопнутся перед зоной правки; если
"
к
< 2,0
d
c
, то пузырьки за-
хлопнутся за зоной правки. В обоих случаях зона правки будет за пределами зоны ка-
витации и эрозионного разрушения засаленного слоя рабочей поверхности шлифо-
вального круга в зоне контакта алмазного карандаша с кругом не произойдет.
Правильность приведенных рассуждений проверяли при шлифовании. Исследо-
вания проводили в два этапа. На первом этапе выявили оптимальное значение величи-
ны
"
к
и степень соответствия его расчетным значениям (см. рис. 24), на втором
−
про-
вели сравнительные испытания нового и других устройств для правки круга, в том
числе с наложением УЗК [63, 64]. Шлифовали заготовки из коррозионностойкой стали
14Х17Н2 и жаропрочного сплава ВЖЛ-12 кругом 14А25ПС17К15 при скорости врез-
ной подачи соответственно 1,2 и 0,5 мм/мин. Рабочая скорость круга составляла 35
м/с, окружная скорость заготовки
−
35 м/мин. Правку круга осуществляли после обра-
ботки 4
−
6 заготовок алмазным правящим карандашом СФ в три прохода с попереч-
ной подачей 0,03 мм/дв.ход и продольной подачей 0,25 м/мин, подавая СОЖ различ-
ными способами (табл. 8). Режимы правки круга и шлифования заготовок выбирали
в соответствии с рекомендациями [47]. Для наложения УЗ-колебаний использовали
УЗ-генератор УЗУ-0,25. После правки круга заготовки шлифовали с подачей 5 %-ного
водного раствора продукта Аквол-15 с расходом
Q
с
= 40 дм
3
/мин.
Установлено (см. табл. 8), что наибольшая эффективность шлифования загото-
вок при правке круга с возбуждением гидродинамической кавитации обеспечивается,
когда ось цилиндрического стержня 3 (см. рис. 24) расположена на расстоянии
"
к
=
(2,1
−
4,3)
d
c
мм от оси алмазного карандаша. В этом случае на рабочей поверхности
круга формируется режущий профиль, позволяющий осуществить шлифование с ми-
нимальными силами и удельной мощностью (в среднем на (20
−
40) % меньшими, чем
71
с подачей СОЖ поливом), обеспечить минимальный износ круга и минимальные зна-
чения
R
a
. Полученные результаты можно объяснить тем, что при
"
к
< 2,1
d
c
мм и
"
>
4,3
d
c
мм зона кавитации не охватывает зону правки; вследствие этого интенсивного
эрозионного разрушения, осуществляемого совместно с механическим воздействием
на засаленный слой круга, и интенсивной эвакуации отходов шлифования не происхо-
дит. В случае, когда
d
c
< 0,6
d
к
, эффективность применения устройства уменьшается.
Это связано с тем, что площадь зоны контакта круга с алмазным карандашом не пол-
ностью перекрывается площадью зоны кавитации, и эрозионное разрушение происхо-
дит не по всей зоне правки. Аналогичные результаты зафиксированы при рабочих ско-
ростях круга 30 и 50 м/с. Скорость подачи СОЖ по трубопроводу от электронасоса
(помпы) большого значения не имеет, поскольку скорость движения СОЖ в полости
стакана определяется, в основном, окружной скоростью шлифовального круга. Одна-
ко, испытания нового устройства показывают, что наибольшую эффективность шли-
фования за-
72
8. Результаты экспериментальных исследований процесса шлифования с подачей СОЖ
различными способами при правке (условия экспериментов см. на с. 68, 69)
Составляющие силы
шлифования, Н
Способ подачи СОЖ при правке
P
z
P
y
Коэффици-
ент
шлифования
по объему
К
ш
Удельная мо-
щность шли-
фования
К
N
,
Вт
⋅
мин/мм
3
Среднее арифмети-
ческое отклонение
профиля шлифован-
ной поверхности
R
a ,
мкм
"
к
, мм
d
c
, мм
10,5 (1,05
d
c
) 10 (1,0
d
к
) 28,0 34,5 3,0 10,0 0,61
21,0 (2,1
d
c
) _”_ 25,0 33,3 4,5 9,0 0,72
35,0 (3,5
d
c
) _”_ 23,5/38,0
*)
30,3/42,1 3,5/1,75 8,5/24,0 0,58/0,48
49,0 (4,9
d
c
) _”_ 26,5 34,5 3,8 9,2 0,60
70,0 (7,0
d
c
) _”_ 29,0 35,5 2,0 9,5 0,82
12,0 (3
d
c
) 4,0 (0,4
d
к
) 27,0 35,0 - - 0,81
18,0(3
d
c
) 6,0 (0,6
d
к
) 24,0 31,0 - - 0,65
24 (3
d
c
) 8,0 (0,8
d
к
) 23,5 30,5 - - 0,62
30 (3
d
c
) 10 (1,0
d
к
) 23,5 30,5 - - 0,65
С возбужде-
нием гидроди-
намической
кавитации в
зоне правки
алмазным ка-
рандашом
36 (3
d
c
) 12 (1,2
d
к
) 24,0 31,0 - - 0,65
37,5/44,0 38,0/46,0 3,5/1,45 11,5/33,0 0,82/0,93Свободно-падающей струей (поливом) к
зоне правки
24,0/32,0 27,0/28,0 4,3/2,0 6,7/21,0 0,71/0,43Одновременно поливом и гидроаэродинами-
ческим способом с наложением УЗК [63]
22,4/25,0 26,0/26,5 4,5/2,12 7,2/18,1 0,75/0,55
Одновременно поливом и к торцам шлифо-
вального круга через клиновые полуоткрытые
насадки с наложением УЗК [64]
*)
В числителе приведены результаты шлифования заготовок из стали 14Х17Н2 , в знаменателе
−
из жаропрочного сплава ВЖЛ-12.
**)
При шлифовании СОЖ подавали свободно-падающей струей (поливом) с расходом
Q
с
= 40 дм
3
/мин
.
70
73
готовок из труднообрабатываемых материалов обеспечивает правка круга с
использованием УЗ-техники подачи СОЖ [63]. Эффективность шлифования с подачей
СОЖ при правке одновременно поливом и гидродинамическим способом с наложени-
ем УЗК (см. рис. 13) занимает промежуточное положение между правкой с возбужде-
нием гидродинамической кавитации и с подачей СОЖ к торцу круга с наложением
УЗК.
Таким образом, во-первых, выявлен оптимальный диапазон расстояний
"
к
между
осями цилиндрического стержня и правящего карандаша в устройстве по рис. 24; во-
вторых, установлено, что эффективность правки кругов с возбуждением гидродинами-
ческой кавитации в СОЖ выше, чем при подаче СОЖ поливом, однако ниже, чем при
использовании УЗ-техники подачи СОЖ.
1.6. Выводы
Анализ отечественной и зарубежной литературы, изучение технологий шлифо-
вания на предприятиях авиационной, энергомашиностроительной, автотракторной,
станкостроительной промышленности, а также результаты собственных исследований
позволяют сделать следующие выводы:
1) накоплен обширный теоретико-экспериментальный материал по разным аспек-
там технологии и техники шлифования и правки: теоретически и экспериментально
исследовано поведение СОЖ в зоне контакта круга с шлифуемой заготовкой, разрабо-
тан комплекс математических моделей шлифования с применением СОЖ, включаю-
щий в себя модели сил резания и производительности обработки; известны математи-
ческие модели контактного "сухого" взаимодействия шлифовального круга с правя-
щим инструментом (А.К.Байка-лов, А.В.Королев, А.Н.Резников, И.Л.Сукенник,
Х.Г.Тхагапсоев и др.); рассмотрены различные аспекты механизма износа правящих
инструментов; теоретически исследованы без учета действия СОЖ тепловые процес-
сы, развивающиеся при правке без применения СОЖ (Н.П.Дубовик, В.И.Малышев);
предложены модели тепловых процессов при шлифовании всухую и с учетом действия
СОЖ (Д.Г.Евсеев, В.В.Ефимов, А.Н.Сальников, В.А.Сипайлов, С.Г.Редько,
А.В.Якимов и др.); экспериментально установлено, что сила правки в существенной
степени зависит от смачивающей способности СОЖ (Л.В.Худобин и С.В.Семенов), а
также от условий эвакуации шлама из зоны правки.
2) Процессы правки и шлифования с применением СОЖ рассматривали до сих
пор, как правило, раздельно, без учета влияния жидкости, подаваемой в зону правки,
на формирование рабочей поверхности шлифовального круга. Однако, как показали
наши исследования, а также исследования сотрудников СарГТУ
[
79, 80
]
, такая взаимо-
связь существует.
3) Не изучено тепловое взаимодействие объектов, контактирующих при правке
круга и шлифовании заготовок с непрерывной правкой и с применением СОЖ. Из-
74
вестные физические и математические модели контактного взаимодействия
шлифовального круга с правящим инструментом и с заготовкой при непрерывной
правке круга не учитывают или недостаточно полно оценивают влияние СОЖ на теп-
ловое состояние и износостойкость контактирующих объектов.
4) Недостаточно исследованы технологические возможности использования УЗК
в технологии применения СОЖ на операциях шлифования и правки, особенно при по-
даче ее по внутренним трактам.
5) Отсутствуют приемлемые для практики зависимости между технологическими
показателями шлифовальных операций, параметрами качества деталей и элементами
режима шлифования и правки с применением СОЖ (в том числе с непрерывной прав-
кой).
6) Вопросам экономного расходования шлифовальных и правящих инструментов
и СОЖ на промышленных предприятиях не уделяется должного внимания: превали-
руют открытые способы подачи СОЖ по внешним трактам с большими расходами и
под высоким давлением, реализуемые с помощью дорогостоящих крупногабаритных
систем нагнетания и очистки жидкости. Шлифование заготовок из труднообрабаты-
ваемых материалов сопряжено с особенно большим расходом дорогостоящих шлифо-
вальных и правящих инструментов, что объясняется малыми периодами стойкости
шлифовальных кругов и большой вероятностью возникновения дефектов поверхност-
ных слоев шлифуемых заготовок.
Таким образом, чтобы обеспечить возможность повышения производительности
бездефектного шлифования заготовок необходимо снизить теплосиловую напряжен-
ность контактных взаимодействий при правке и непосредственно при шлифовании.
Радикальным средством для этого может послужить рациональное применение СОЖ
оптимального для условий данной технологической операции состава.
В последующих главах настоящей монографии представлен комплекс теоретико-
экспериментальных исследований, результаты которых создают основу для решения
этой актуальной научно-технической проблемы.
Глава 2. ТЕПЛОВОЕ ВЗАИМОДЕЙСТВИЕ ОБЪЕКТОВ,
КОНТАКТИРУЮЩИХ ПРИ ПРАВКЕ КРУГА
И ШЛИФОВАНИИ ЗАГОТОВОК
2.1. Тепловое взаимодействие шлифовального круга и
алмазного правящего инструмента при правке точением
2.1.1. Граничные условия контактного взаимодействия и