Киселёв Е.С. Теплофизика правки шлифовальных кругов с применением СОЖ
Подождите немного. Документ загружается.

40
Проанализировав условия шлифования, В.В.Ефимов [36] пришел к выводу, что
СОЖ, находящаяся в зоне контакта круга c заготовкой, проявляет диспергирующее
действие. При этом он исходил из того, что скорость движения заготовки
V
з
соответст-
вует скоростям, присущим лезвийному резанию, где наличие эффекта пластифициро-
вания и адгезионного понижения прочности доказано [36]. На наш взгляд, такая анало-
гия неправомерна. Дело в том, что скорость резания при шлифовании определяется не
скоростью движения заготовки, а рабочей (окружной) скоростью шлифовального кру-
га. Учитывая, что скорость распространения деформации в сплавах железо - углерод
(стали) составляет 5140
−
5240 м/с [132], а окружная скорость круга
V
к
≥
35 м/с, адсорб-
ционное понижение прочности при шлифовании будет проявляться далеко не в той
мере, как при лезвийной обработке, где скорость резания составляет 0,5
−
1,5 м/с. Если же
в качестве деформируемого объекта выступает алмаз, скорость распространения де-
формаций в котором на порядок выше, чем в сталях (
V
деф
= (5,1
−
5,3)
⋅
10
4
м/с), то при
наличии СОЖ в зоне контакта круга с правящим инструментом эффект адсорбционно-
го понижения прочности и пластифицирования может иметь место гораздо в большей
степени, чем при шлифовании. Возможно, этими причинами объясняется проявление
способности к макроскопически заметной пластической деформации у алмаза при по-
даче жидкости в зону контактного взаимодействия [19, 97, 98].
Так как шлифовальный круг и правящий инструмент являются твердыми телами,
поглощение теплоты смазочно-охлаждающей технологической средой (СОТС) (твер-
дый или пластичный смазочный материал, жидкость или газ) осуществляется путем
конвективного теплообмена, интенсивность которого пропорциональна величине ко-
эффициента теплообмена (теплопередачи). Последний зависит главным образом от те-
плофизических и скоростных характеристик среды [143]. В наибольшей степени на не-
го оказывают влияние: теплопроводность среды, скорость обтекания охлаждаемой по-
верхности, теплоемкость, температуропроводность, плотность и вязкость среды, а
также разность температур СОТС и контактирующих поверхностей. Если в зоне прав-
ки СОТС переходит из твердого состояния в жидкое или из жидкого в газообразное, то
приобретает существенное значение скрытая теплота плавления или парообразования.
Обеспечение надлежащего охлаждения зоны контакта круга с правящим инструмен-
том способствует снижению и стабилизации температуры технологической системы,
уменьшению химической активности материала зерен круга и правящего инструмен-
та.
На основе вышеизложенного можно наметить следующие пути интенсификации
охлаждения зоны правки: использование в качестве СОЖ жидкости, обладающие вы-
сокой теплопроводностью, теплоемкостью, плотностью и наименьшей кинематиче-
ской вязкостью, хорошими смазочными свойствами; создание условия перехода СОЖ
в смежное агрегатное состояние; увеличение скорости относительного перемещения
объектов; целенаправленное изменение теплофизических характеристик контакти-
рующих объектов.
41
В работах [117, 127] утверждается, что охлаждающее действие СОЖ проявляет-
ся только после выхода а.з. круга из контакта с правящим инструментом. По-
видимому, авторы исходят из предпосылки, что СОЖ не может находиться в зоне кон-
такта и выполнять там охлаждающее действие. На наш взгляд, более справедливым
являются выводы работ [36, 37], в которых доказывается наличие СОЖ в зоне контак-
та, а следовательно, и возможность ее функциональных действий. При этом количест-
во жидкости, попадающей в зону правки, определяется главным образом техникой по-
дачи СОЖ. Таким образом, интенсивность охлаждающего действия СОЖ зависит как
от ее теплофизических характеристик, так и от техники подачи.
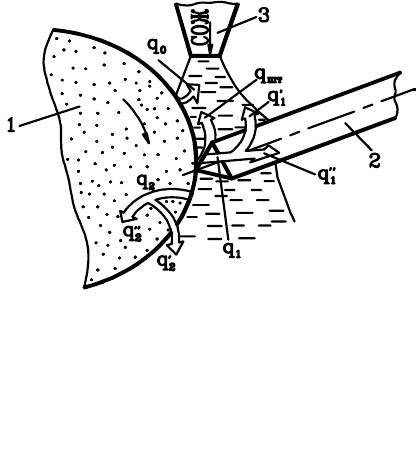
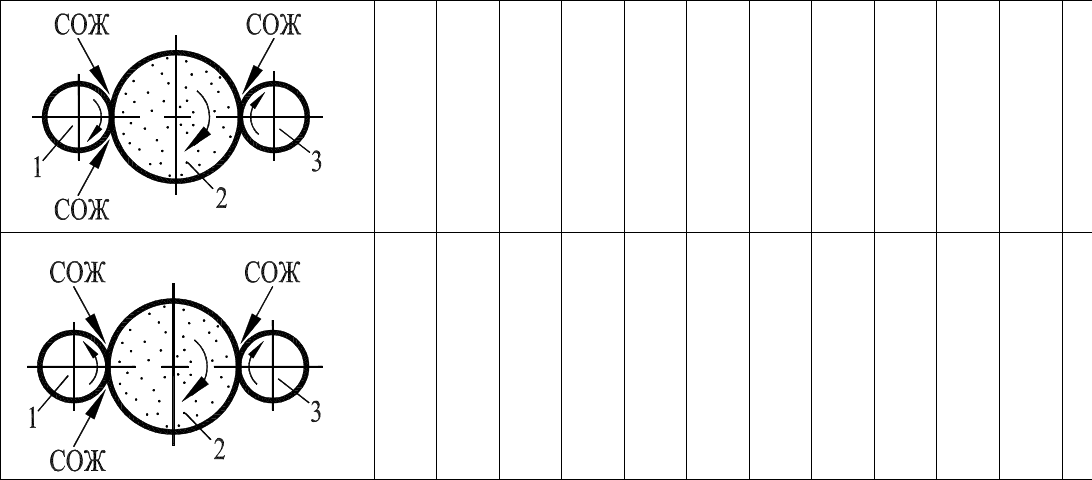
Рассмотрим влияние охлаждающего
действия СОЖ на теплообмен в зоне прав-
ки. Жидкость, вытекающая из насадка 3
(рис. 7), отбирает теплоту: 1) от участка
обрабатываемой поверхности круга, при-
ближающегося к зоне правки, в виде пото-
ка
q
0
; 2) от отходов правки (связка, зерна) в
виде потока
q
ш
; 3) от поверхностей правя-
щего инструмента, не находящихся в кон-
такте с отходами шлифования и кругом, в
виде потока
q
1
′
; 4) от проправленной по-
верхности круга
−
в виде потока
q
2
′
. Есте-
ственно, что в зависимости от условий ве-
личины составляющих теплового потока
будут изменяться, что может привести и к изменениям их соотношений [118]. Все эти
потоки в той или иной мере оказывают влияние на температуру контактирующих по-
верхностей, однако степень их влияния неодинакова. Учитывая незначительную раз-
ницу между температурой рабочей поверхности круга перед зоной правки и темпера-
турой СОЖ, вытекающей из насадка 3 (см. параграф 3.2), становится очевидным, что
поток q
0
практически не оказывает влияния на температуру в зоне правки. В ряде ра-
бот по резанию металлов большое значение придавалось тепловому потоку
q
ш
, по-
скольку априорно было принято, что охлажденные отходы обработки уносят из зоны
контакта больше теплоты, чем неохлажденные, а значит меньше теплоты остается на
долю правящего инструмента, вследствие чего температура последнего должна сни-
жаться. Однако теплофизический анализ условий правки не подтверждает этого. Со-
отношение между скоростью схода отходов правки и скоростью распространения теп-
лоты при практически применяемых режимах правки и материалов кругов таково, что
температура контактной площадки “правящий инструмент - отходы правки” не успе-
вает снизиться за счет теплопередачи от отходов правки в СОЖ. Как отметил
А.Н.Резников, только при очень тонких стружках и низких скоростях резания этот
фактор может иметь некоторое значение [118].
Рис. 7. Схема тепловых стоков
при правке круга алмазом в оп-
раве с применением СОЖ: 1 -
круг; 2 - алмаз в оправе; 3 - наса-
СОЖ
42
Теплофизический анализ [118] показывает, что наибольшую роль играет тепло-
вой поток
q
1
′
, т.е. отвод теплоты от контактной площадки “правящий инструмент - от-
ходы правки” через правящий инструмент в СОЖ. Чем интенсивнее теплообмен меж-
ду свободными поверхностями правящего инструмента и жидкостью, тем выше плот-
ность теплового потока
q
1
и ниже температура контактной площадки на передней по-
верхности правящего инструмента. Поэтому основным объектом охлаждения должен
быть правящий инструмент.
Перераспределение тепловых потоков, а следовательно, и изменение охлаждаю-
щего действия СОЖ возможно, как впервые установлено в работе [60], путем измене-
ния теплофизических характеристик контактирующих объектов, в частности шлифо-
вального круга. Последний представляет собой гетерогенную систему, состоящую из
а.з., связки и порового пространства. Замещение воздуха, заполняющего поры круга
жидкостью, увеличивая теплопроводность круга, приводит к возрастанию величины
теплового потока, отводимого в шлифовальный круг. При этом величина теплового
потока, переходящего в правящий инструмент, уменьшается.
Теплопроводность
λ
2
круга, пропитанного СОЖ, можно рассчитать по формуле
[89]:
λ
2
=
λ
са
⋅
(1
−
П
) +
λ
в
⋅
(
П
−
Р
ж
) +
λ
ж
⋅
Р
ж
, (19)
где
λ
са
,
λ
в
,
λ
ж
−
соответственно теплопроводность двухкомпонентной системы “связка
−
абразив”, воздуха и жидкости, Вт/(м
⋅
К).
Для расчета теплопроводности двухкомпонентной твердой фазы “связка-абразив”
воспользуемся соотношением [89]:
()
[]
()
⋅−+⋅−−⋅
−=
−
−
−
1
c
1
1
акcк
c
акса
3111
1
V
V
λλ
λλ
, (20)
где
λ
ак
и
λ
ск
−
соответственно теплопроводность а.з. и связки, Вт/(м
⋅
К);
V
c
−
относи-
тельная объемная концентрация связки в двухкомпонентной системе “связка-абразив”.
Зная относительные объемные концентрации связки
Р
с
и абразива
Р
ак
в единице
объема круга, можно определить
V
c
:
aкc
c
c
PP
P
V
+
=
. (21)
Относительную объемную концентрацию СОЖ в круге, как упоминалось ранее,
можно рассчитать по зависимости (16) [60], а удельную теплоемкость круга, пропи-
танного СОЖ,
−
по зависимости (15) [70].
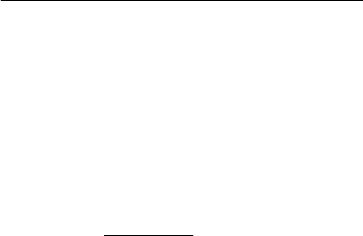
На рис. 8 представлены графики зависимости температуропроводности, удель-
ной теплоемкости и теплопроводности круга 24А16НС17К26 (
Р
ак
= 0,48;
Р
с
= 0,13;
П
=
0,39;
λ
2
= 1,63 Вт/(м
⋅
К);
λ
с
= 0,75 Вт/(м
⋅
К);
λ
в
= 0,027 Вт/(м
⋅
К);
С
а
= 685 Дж/(кг
⋅
К);
С
с
=
670 Дж/(кг
⋅
К);
С
в
= 1000 Дж/(кг
⋅
К), рассчитанных с использованием формул (14), (15),
(19), (20), (21), от относительной объемной концентрации СОЖ Аквол-10М (5 %) в
круге (
λ
ж
= 0,42 Вт/(м
⋅
К);
С
ж
= 4050 Дж/(кг
⋅
К). Замена воздуха, находящегося в порах
круга, жидкостью суще-
43
Рис. 8. Влияние относитель-
ной объемной концентрации
СОЖ Аквол-10М (5 %) в
круге
р
ж
на его теплофизи-
ческие характеристики
−
те-
плопроводность
λ
2
(1),
удельную теплоемкость
С
к
⋅р
к
(2), коэффициент тем-
пературопроводности
а
2
(3) [60]
ственно изменяет значения теплофизических характеристик шлифовального круга, что
приводит к перераспределению тепловых потоков, идущих в правящий инструмент,
круг и СОЖ. Прямым подтверждением этого являются приведенные на с. 26
−
28 рас-
четы доли теплоты
Ω
3
, поступающей в шлам. К аналогичным результатам пришли, но
несколько позднее, В.В.Ефимов [35, 36] и В.В.Щипанов [165].
Таким образом, изменяя величину объемной концентрации жидкости в круге,
прежде всего за счет совершенствования техники подачи СОЖ в зону правки, от кото-
рой зависит величина объемного расхода СОЖ, можно перераспределять тепловые по-
токи и, в некоторой степени, управлять тем самым состоянием рабочих поверхностей
правящего инструмента и шлифовального круга.
Создание условий для перехода СОЖ в газообразное агрегатное состояние пред-
полагает достижение определенного значения величины теплового потока
Ф
, необхо-
димого для нагрева до температуры кипения и испарения СОЖ, находящейся в зоне
контакта круг
−
правящий инструмент. Величина
Ф
определяется по зависимости
[130]:
Ф
= (
С
ж
⋅
Т
s
+
L
)
⋅
G
c
, (22)
где
T
s
−
температура кипения СОЖ, К;
L
−
скрытая теплота парообразования СОЖ,
Дж/кг;
G
с
−
массовый расход СОЖ через контактную зону, кг/с.
Как следует из зависимости (22), чем больше расход СОЖ через контактную зо-
ну
G
с
, тем больший тепловой поток
Ф
требуется для перевода СОЖ из жидкого в газо-
образное состояние и наоборот. Однако известно, что для уменьшения теплового по-
тока в первую очередь стремятся увеличить расход СОЖ через контактную зону. По-
этому, на наш взгляд, использование в качестве средства интенсификации охлаждения
зоны правки перевода СОЖ в смежное агрегатное состояние путем увеличения тепло-
вого потока имеет весьма ограниченную область применения. Однако, переход в
0,6
м
3
с
0,5
0,4
0,3
0,2
а
2
180
170
160
150
140
1,1
1,0
0,9
0,8
0
0,1 0,2 0,3
%
0,4
1
2
3
р
ж
λ
2
С
к
⋅
р
к
Вт
м
⋅
К
Дж
м
3
⋅
К

44
смежное агрегатное состояние жидкости (в пар) может быть осуществлен путем созда-
ния условий для кавитации, что будет рассмотрено в дальнейшем.
Для правки круга и шлифования важное значение имеет моющее действие СОЖ,
заключающееся в удалении частиц абразива и связки с рабочей поверхности круга и
правящего инструмента, с деталей станка, в предотвращении засаливания круга и в
очистке его порового пространства за счет гидромеханического воздействия струи
жидкости, “выламывающей” отходы из межзеренного пространства и смывающей их с
рабочей поверхности круга. Механизм моющего действия весьма сложен. Однако яс-
но, что для усиления моющего действия в состав СОЖ необходимо вводить специаль-
ные моющие присадки, состоящие главным образом из поверхностно-активных ве-
ществ (ПАВ), способных образовывать вокруг твердой частицы отходов правки ад-
сорбционно-смачивающие пленки, обладающие низким поверхностным натяжением
на поверхностях раздела или способных создавать двойной электрический слой или
сольватную оболочку, результатом чего являлось бы отделение частиц от твердых по-
верхностей.
Хорошими моющими свойствами обладают немногие СОЖ, прежде всего, керо-
син и керосино-масляные смеси, применение которых ограничено из-за низкой темпе-
ратуры вспышки и токсичности. Большинство же остальных СОЖ обладает избира-
тельным действием по отношению к отходам правки и шлифования (шламу), материа-
лам шлифуемой заготовки, круга, правящего инструмента, лакокрасочным покрыти-
ям деталей станка и др. При этом чрезвычайно
рируе
мыми
кру-
гом,
около
его рабочей поверхности и также попадает в зону правки [25]; третья часть (в) отбра-
сывается силами инерции от поверхности круга. При правке методом шлифования
частицы шлама могут, вероятно, удерживаться также около рабочей поверхности ал-
мазного ролика воздушными потоками, генерируемыми вращающимся с высокой ок-
ружной скоростью роликом [123, 124].
Рис. 9. Схема движения шлама, образующегося при правке
шлифовального круга: 1
−
круг; 2
−
правящий карандаш; а
−
частицы шлама в порах круга; б
−
частицы шлама, удержи-
ваемые воздушными потоками около рабочей поверхности
б й
важно не только удаление отходов правки и шлифования, но и
предотвращение их реэвакуации с постоянно циркулирующей
СОЖ. После выхода из зоны правки весь объем шлама разде-
ляется на три части [124]: первая часть (а, рис. 9) удерживается
в порах и микровпадинах поверхности круга и вторично попа-
дает в зону правки после совершения кругом одного оборота;
вторая часть (б) удерживается воздушными потоками, гене-
45
Известно, что наибольшее количество шлама образуется при непрерывной правке
круга алмазным роликом. Наши исследования показали [57], что условия и техника
подачи СОЖ в зону непрерывной правки оказывают существенное влияние на эвакуа-
цию шлама, а следовательно, и на эффективность шлифования заготовок (табл. 5). Бы-
ло предложено [6] с целью повышения производительности предварительного шлифо-
вания подавать СОЖ против равнодействующей векторов окружных скоростей круга и
ролика, а при окончательном шлифовании
−
по направлению указанной равнодейст-
вующей.
Анализ результатов исследований [57] подтвердил, что под зоной контакта двух
вращающихся объектов (круг
−
заготовка или круг
−
ролик) складывается более бла-
гоприятная аэродинамическая обстановка для подачи СОЖ в зону шлифования. Впер-
вые это было отмечено при исследованиях аэродинамических явлений, сопровождаю-
щих процесс круглого наружного шлифования, Л.В.Худобиным, В.Ф.Гурьянихиным и
В.В.Ефимовым [147, 151]. После правки с подачей СОЖ сверху круг имеет бо
;
льшие
значения высотных параметров рельефа в сравнении с другими способами подачи
жидкости, а следовательно, и бо
;
льшую режущую способность. Этим объясняются и
большие значения высотных параметров шероховатости шлифованных поверхностей
деталей. СОЖ, подаваемая снизу, очевидно, создает гидравлическое сопротивление
эвакуации шлама из зоны правки, в результате чего рельеф (микропрофиль) шлифо-
вального круга сглаживается, а высотные параметры шероховатости обработанных де-
талей уменьшаются. Разумеется, все это в большой степени зависит от гранулометри-
ческого состава шлама, мощности воздушных потоков и аэродинамической обстанов-
ки в зоне правки и других факторов. Косвенным подтверждени-
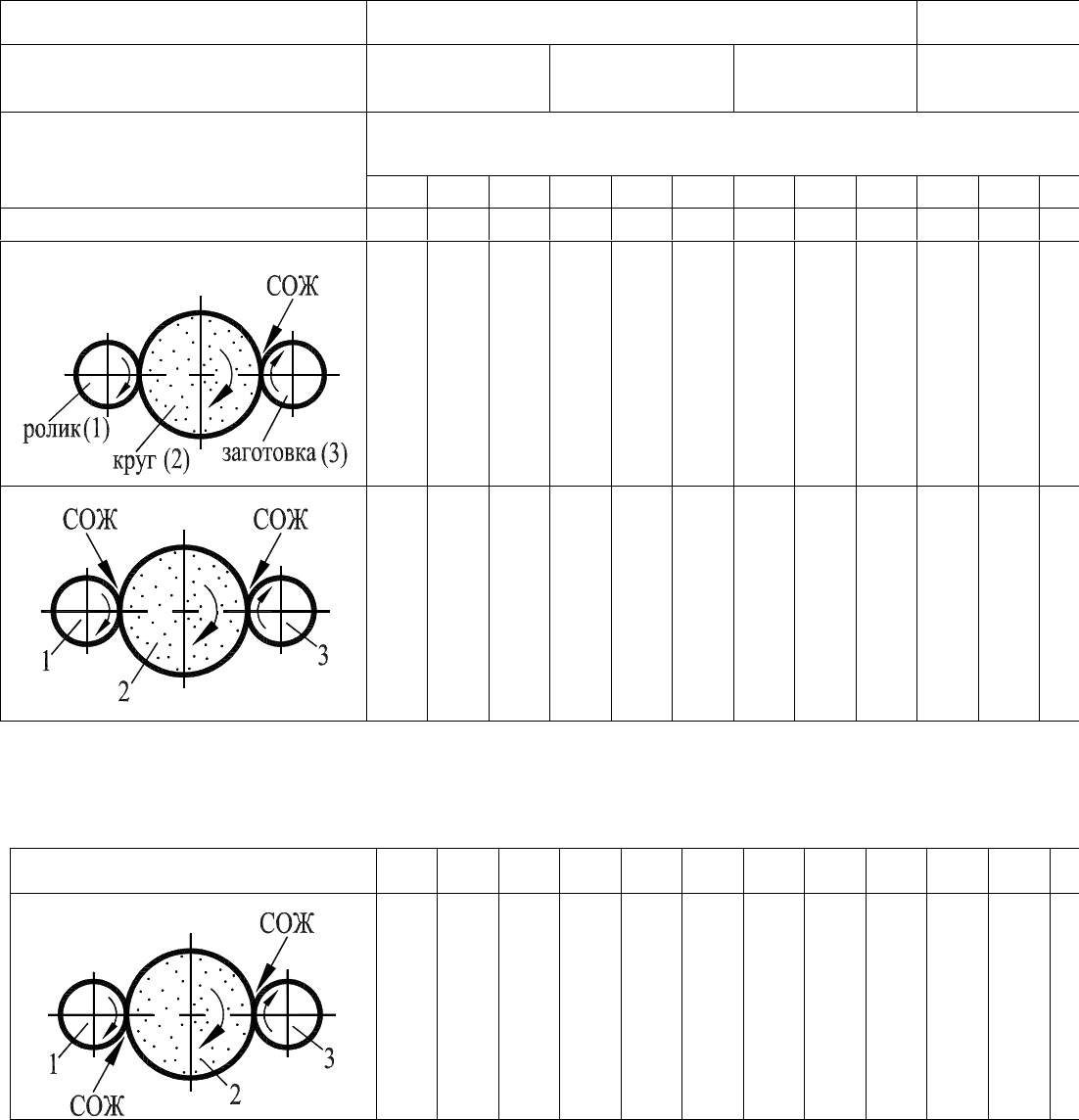
5. Влияние направления транспортирования СОЖ в зону правки по внутренним
трактам и окружной скорости алмазного ролика на эффективность шлифования за-
готовок с непрерывной правкой (алмазный ролик АСК 400/315, круг
24А16НС17К26 1–600
×
20
×
305,
V
к
= 50 м/с, скорость врезной подачи ролика
V
tп
=
0,1 мм/мин, окружная скорость заготовки
V
з
= 50 м/мин, скорость врезной подачи
круга
V
t
= 2 мм/мин)
Материал заготовки
Жаропрочный сплав ВЖ-98 Жар
Окружная скорость
алмазного ролика, м/с
10 13 16 10
Среднее арифметическое отклонение профиля шлифов
а
и составляющие силы шлифования
Р
Схема правки
R
a
Р
у
Р
z
R
a
Р
у
Р
z
R
a
Р
у
Р
z
R
a
Р
у
Р
z
1 2 3 4 5 6 7 8 9 10 11 12 1
3
1,91 174 161 1,83 168 157 1,39 140 130 1,87
154
15
0
1,81 166 158 1,70 155 143 1,38 140 130 1,79 150 14
0
Продолжение табл. 5
1 234567891011121
1,73 172 160 1,65 160 150 1,37
5
140 130 1,75
5
154 1
5
1,84 160 150 1,66 141 136 1,35 139 130 1,82 152 1
5
1,72 176 150 1,53 148 141 1,35 140 130 1,78 155 1
5

40
ем полученных результатов являются экспериментальные исследования Е.П.Гульнова
[25], в ходе которых уменьшение высотных параметров микрогеометрии
шлифованных поверхностей заготовок достигалось “искусс-твенным” транспортиро-
ванием шлифовального шлама в зону обработки.
Наиболее развитый рельеф круга образуется при алмазной правке всухую, однако
при этом существенно уменьшается период стойкости алмазного ролика и возрастают
составляющие силы шлифования. Подача СОЖ в зону правки одновременно через оба
насадка снизу и сверху занимает промежуточное положение по эффективности шли-
фования с непрерывной правкой. Эксперименты показали, что с увеличением окруж-
ной скорости правящего ролика различия между схемами подачи СОЖ в зону правки
уменьшаются и при окружной скорости ролика 16 м/с становятся несущественными.
В работах [17, 83, 84] показано, что для восстановления режущего рельефа круга
при получистовом и чистовом шлифовании достаточно 1
−
3 проходов алмазного ка-
рандаша с подачей на двойной ход не более 0,03 мм. На практике это подтверждается
только при наличии интенсивного моющего действия СОЖ, или каких-либо иных ме-
тодов эффективной очистки рабочей поверхности круга, например электромагнитной
[10], магнитной [150] или гидромагнитной [148]. Известно, что даже при чистовых ре-
жимах шлифования глубина проникновения отходов шлифования и правки в поровое
пространство шлифовального круга (а следовательно, и его засаливание) составляет
бо
;
льшую величину, чем минимальный припуск, снятие которого при правке позволя-
ет восстановить режущий рельеф круга. В этом случае неудаленные из порового про-
странства круга правкой и СОЖ отходы шлифования и правки являются причиной бы-
строго засаливания круга и малого периода его стойкости. Поэтому на практике при
правке снимают достаточно большие припуски, в 3
−
5 и более раз превышающие ми-
нимальный припуск, необходимый для восстановления режущего рельефа круга.
Очевидными средствами усиления моющего действия СОЖ являются увеличение
ее расхода через зоны правки и шлифования, увеличение скорости потока и создание
условий возникновения кавитации на рабочей поверхности круга. Все это в сущест-
венной степени зависит от технологических средств реализации потенциальных воз-
можностей СОЖ или от техники подачи ее в контактные зоны. Высокое моющее дей-
ствие СОЖ обеспечивают гидроаэродинамический способ ее подачи [20] и УЗ-очистка
рабочей поверхности круга [86]. Исследованиями Л.В.Худобина [9, 141
−
148] уста-
новлено, что практически высокое моющее действие любой водной СОЖ по отноше-
нию к шлифовальному кругу можно обеспечить путем подачи ее через сопла с отвер-
стиями (каналами) малого диаметра (до 1 мм) на рабочую поверхность круга под дав-
лением 3
−
10 МПа и более струйно-напорным внезонным способом (СНВС). Даль-
нейшие исследования [7] позволили еще более повысить эффективность гидроочистки
рабочей поверхности круга и снизить энергозатраты на правку и шлифование путем
оптимизации формы выходных каналов сопла (рис. 10): при прохождении СОЖ через
двойную конусную часть отверстия с определенной
Увеличено
41
Рис. 10. Устройство для гидроочистки рабочей
поверхности шлифовального круга [7]: 1
−
круг;
2
−
сопло для подачи СОЖ; 3
−
защитный кожух
скоростью давление в минимальном сечении канала становится равным давлению на-
сыщенных паров СОЖ; в этом сечении, как установлено визуальными наблюдениями
(насадок был изготовлен из оргстекла), появляется зона кавитации; в расширяющейся
части канала, где скорость потока уменьшается, а давление возрастает, происходит
конденсация пузырьков пара и сжатие пузырьков газа; в момент завершения конден-
сации (схлопывания пузырьков) происходят местные удары, т.е. значительное повы-
шение давления в отдельных точках; конденсация пузырьков происходит на поверхно-
сти круга, что обеспечивается определенной длиной конусного участка канала на вы-
ходе из сопла и расстояния от сопел до рабочей поверхности круга; создаваемые при
захлопывании пузырьков гидроудары способствуют разрушению засаленных участков
круга, т.е. очищению а.з. и пор круга от налипшего металла и других отходов шлифо-
вания. В результате исследований предложено использовать сопла с двойными конус-
ными участками (см. рис. 10) при
α
вх
= 45
°
−
80
°
;
α
= 25
°
−
30
°
;
d
= 0,6
−
3,0 мм, а от-
ношение длины
"
расширяющегося участка к диаметру
d
минимального сечения кана-
ла принимают равным 4
−
6, при этом отношение расстояния
δ
от сопла до рабочей
поверхности круга к диаметру
d
принимают 0,75
−
1,5, а давление подаваемой в сопло
СОЖ
−
0,06
−
10,00 МПа. Как следует из результатов выполненных исследований, в
отличие от основного изобретения [9], предлагаемая конструкция
[
7
]
допускает ис-
пользование низконапорных насосов типа Х14-2у для подачи водных СОЖ (рабочее
давление до 0,4 МПа), хотя при этом несколько усложняется конструкция сопла и
предъявляются более жесткие требования к величине расстояния
δ
от сопла до рабочей
поверхности круга.
Использование кавитации для интенсификации моющего действия СОЖ с целью
уменьшения снимаемого при правке слоя абразива реализовано в способах правки
шлифовального круга по авторским свидетельствам (а.с.) 1523320 и 1710317 [51, 8]. В
работах [68, 69] аналитически обоснована и экспериментально подтверждена возмож-
ность использования гидродинамической кавитации, возникающей в радиальных от-
верстиях вращающегося алмазного ролика, для усиления моющего действия СОЖ.
При этом оптимизированы окружная скорость ролика, длина и диаметр канала, через
который подается СОЖ в зону правки, и величины зазора между роликом и кругом
(см. параграф 1.4).
Понижение уровня колебаний в зоне контакта круг
−
правящий инструмент, как
и при шлифовании, вероятно, может быть достигнуто в том случае, когда СОЖ создаст
пленки, разделяющие трущиеся поверхности зерен круга и правящего инструмента
(демпфирующее действие [139]). Снижение уровня колебаний сил правки приведет к
уменьшению амплитуды и частоты колебаний в технологической системе.
Учитывая ударный характер взаимодействия зерен круга и правящего инстру-
мента, демпфирующее действие СОЖ, по-видимому, способствует уменьшению веро-
ятности объемного разрушения контактирующих объектов и выпаданию а.з. из связки.
Проявление демпфирующего действия СОЖ особенно важно при шлифовании с не-