Киселёв Е.С. Теплофизика правки шлифовальных кругов с применением СОЖ
Подождите немного. Документ загружается.

145
шлифовании с правкой круга алмазным карандашом С3 (три прохода по 0,03 мм
после шлифования каждой заготовки). Последнее объясняется следующими причина-
ми: после правки точением шлифовальные круги приобретают большую режущую
способность [16]; правка алмазными карандашами наиболее распространена в про-
мышленности. При экспериментах варьировали скоростями врезной подачи круга
(
V
t
= 0,5
−
7,0 мм/мин) и ролика (
V
tп
= 0,036; 0,047; 0,058; 0,07; 0,084; 0,093 мм/мин),
снимаемым с заготовки припуском на обработку (
Z
пз
= 0,15; 0,30; 0,45; 0,60 мм) и ши-
риной шлифования (
ш
"
= 7,5; 10,0; 12,5; 15,0 мм).
При обработке результатов исследований, с целью построения математических
моделей, описывающих зависимость выходных параметров шлифования (составляю-
щих силы шлифования
P
y
,
P
z
, относительного изменения амплитуды колебаний шпин-
деля или коэффициента устойчивости
A
∆
, среднего арифметического отклонения
профиля шлифованных поверхностей
R
a
) от времени шлифования
Т
, длины шлифова-
ния
ш
"
, скоростей врезной подачи круга
V
t
и алмазного ролика
V
tп
, использовали со-
временные методы математической статистики и в частности регрессионный анализ
[24, 39].
Установлено, что для каждого материала шлифуемой заготовки (при прочих
равных условиях) существует определенная минимальная скорость врезной подачи
алмазного ролика, при которой процесс шлифования стабилизируется. Это подтвер-
ждается постоянством во времени составляющих силы шлифования
Р
у
и
Р
z
, коэффи-
циента устойчивости
∆
А
и среднего арифметического отклонения профиля
R
a
во
времени. Так для алмазного ролика АСК 400/3/5 при шлифовании заготовок из жаро-
прочного и титанового сплавов и стали 13Х15Н4АМ3 скорость врезной подачи
V
t п
=
0,084 мм/мин, а из стали 07Х16Н6
−
0,07 мм/мин. Любопытно, что при уменьшении
зернистости алмазного ролика до АСК 250/200 процесс шлифования заготовок из ста-
ли 07Х16Н6 стабилизируется при меньшем значении скорости врезной подачи (
V
t
п
=
0,043 мм/мин), однако при этом наблюдается существенный рост сил резания: для
АСК 400/315
−
P
y
= 250
−
270 Н, для АСК 250/200
−
P
y
= 400
−
450 Н. Таким образом,
большие значения сил резания для алмазного ролика АСК 250/200 характеризуют про-
цесс правки с меньшей величиной
V
t п
. По-видимому, это вызвано тем, что увеличение
зернистости ролика приводит к увеличению режущей способности круга, вследствие
чего силы резания уменьшаются, но одновременно увеличиваются высотные парамет-
ры микропрофиля шлифованной поверхности заготовки. Отмечено, что с увеличением
скорости врезной подачи мелкозернистого алмазного ролика АСК 250/200 коэффици-
ент устойчивости
∆Α
технологической системы заметно уменьшается, тогда как при
использовании ролика средней зернистости (АСК 400/315) изменений величины
∆Α
практически не зафиксировано. Вероятно, это связано с увеличением в первом случае
числа контактов в единицу времени алмазных зерен с рабочей поверхностью круга.
Любопытно, что величина минимальной скорости врезной подачи, при которой процесс шлифова-
ния с непрерывной правкой стабилизируется во времени, зависит от условий транспортирования
146
СОЖ к зонам контакта круга с алмазным правящим роликом и заготовкой. Как следует из
сопоставления результатов исследований, представленных на рис. 61 и 62, применение УЗ-техники
подачи СОЖ через клиновые полуоткрытые насадки с торцев круга [104] позволяет заметно сни-
зить и стабилизировать как радиальную
Р
у
, так и касательную
Р
z
составляющие силы шлифования.
Учитывая, что плотность теплового потока внутреннего источника теплоты при обработке
q
ν
=
f
(
P
z
), то стабилизируется во времени и контактная температура в зоне шлифования заготовки (см.
рис. 61 и 62). При этом, по сравнению с подачей СОЖ поливом стабилизация теплосиловой напря-
женности шлифования обеспечивается при меньших значениях скорости врезной подачи
V
tп
(80
мкм/мин вместо 100 мкм/мин), а значит и при меньшем (приблизительно на 20 %) расходе дорого-
стоящих шлифовальных кругов и алмазных правящих инструментах. При таких значениях скорости
врезной подачи ролика суммарный расход круга на непрерывную правку за время его эксплуатации
близок к суммарному расходу круга при периодической правке алмазным карандашом при сущест-
венно большей производительности шлифования заготовок даже из легкошлифуемой стали 45
(
HRC
36 … 40).
При правке карандашом с увеличением времени шлифования (количества шли-
фованных заготовок) наблюдается почти прямопропорциональное увеличение состав-
ляющих
P
y
и
P
z
силы резания, контактной температуры
Т
к
, коэффициента устойчиво-
сти
A
∆
и среднего арифметического отклонения профиля
R
a
(см. рис. 61, 62, табл.
12). Однако включение в технологическую систему устройства для непрерывной прав-
ки круга приводит к увеличению амплитуды колебаний шпинделя (см. рис. 63). Изме-
рения относительного изменения амплитуды колебаний шпинделя без съема припуска
с устройством, смонтированным на шлифовальной бабке и без него, показывают, что в
первом случае “фон” выше, чем во втором. Результаты исследований, направленные на
установление взаимосвязей элементов режима шлифования и правки с амплитудой ко-
лебания шпинделя, представлены в пункте 4.3.3.
147
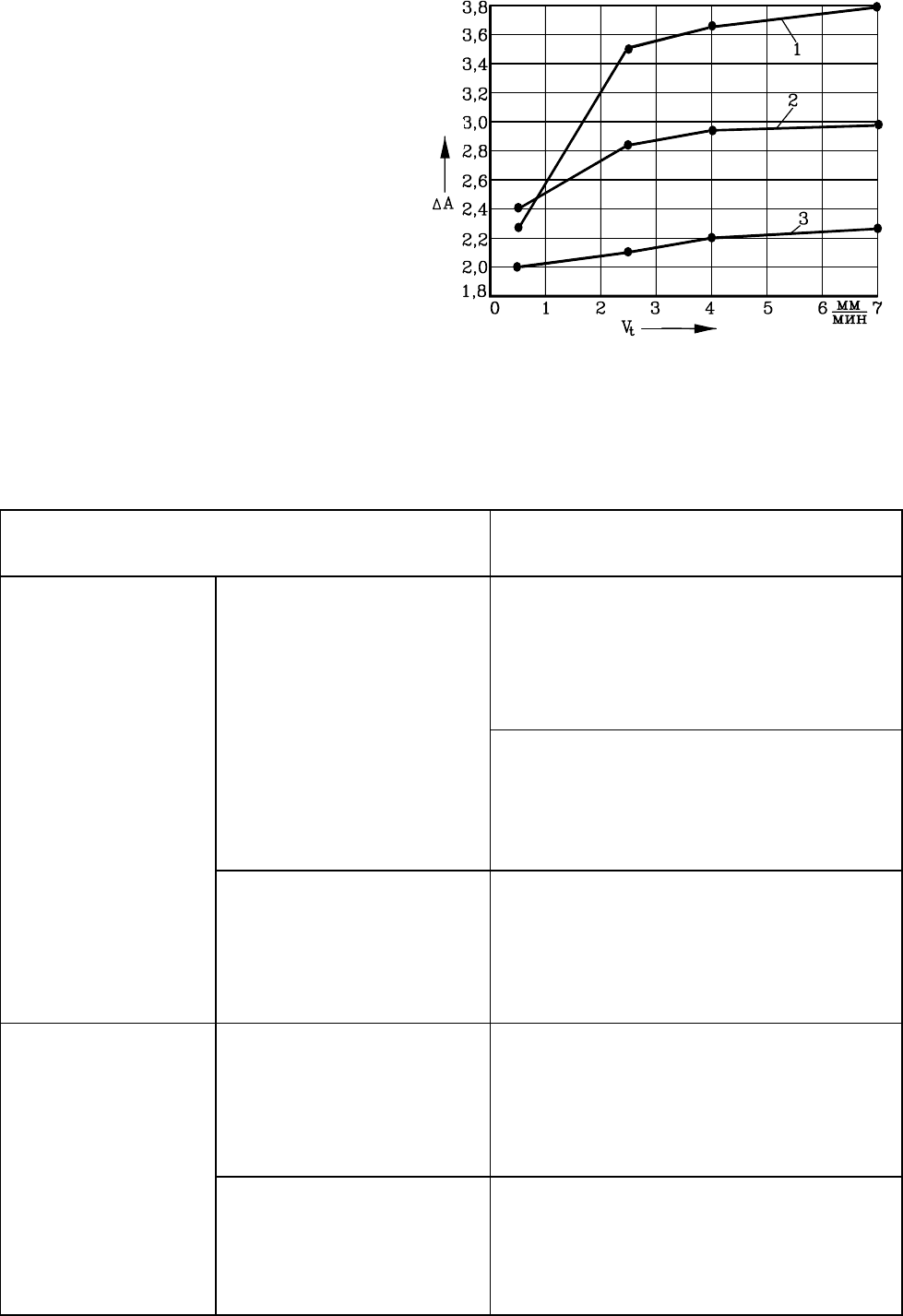
При изменении скорости врезной подачи шлифовального круга с 0,5 до 7,0
мм/мин (что возможно лишь при шлифовании с непрерывной алмазной правкой), на-
блюдается сначала некоторый рост, а затем стабилизация относительного изменения
амплитуды колебаний шпинделя (см. рис. 63).
Выполненные исследования показывают, что расход круга при шлифовании заго-
товок из труднообрабатываемых материалов с непрерывной правкой существенно
меньше, чем при шлифовании
традиционными
способами с периодической правкой
круга после потери его режущей способности.
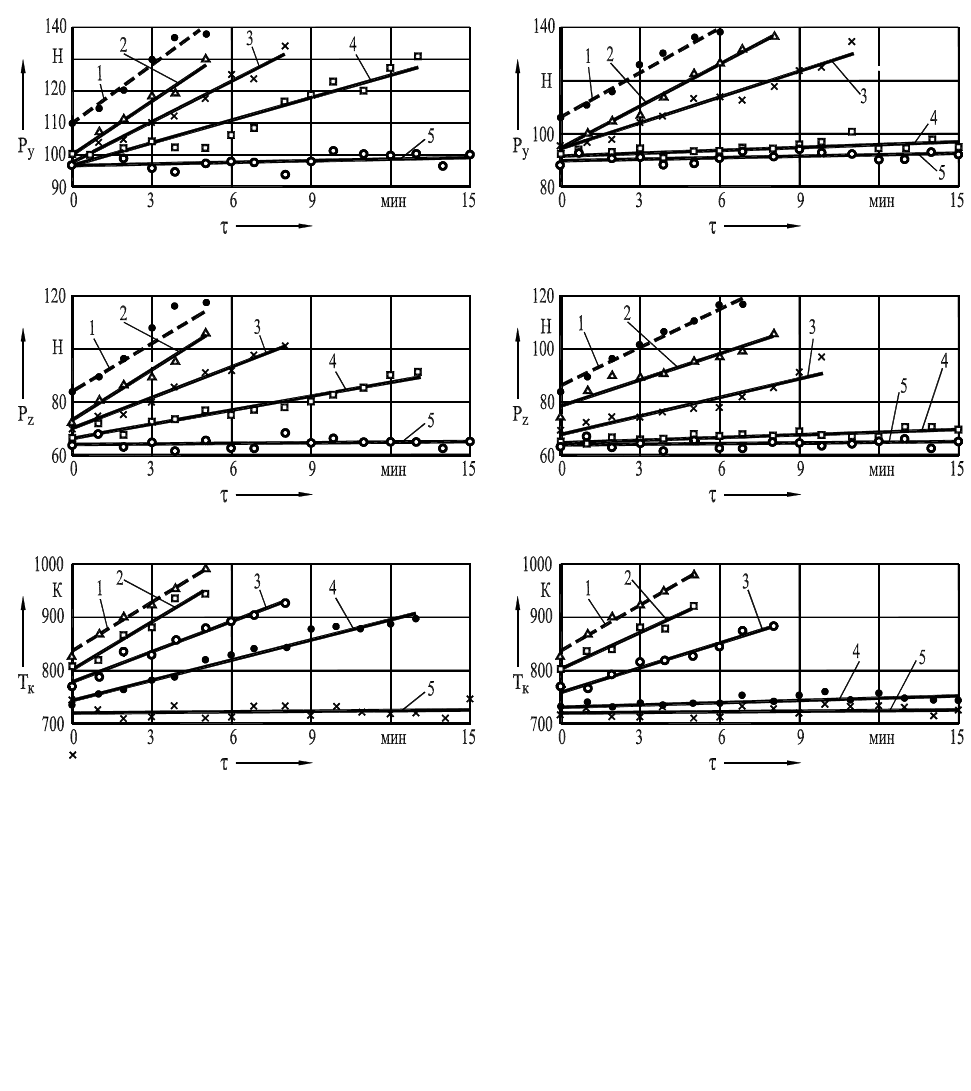
Рис. 61. Зависимость радиальной
Р
у
(а),
касательной
Р
z
(б) составляющих силы
шлифования и контактной температу-
ры
Т
(в) от времени шлифования
τ
и
скорости врезной подачи ролика
V
tp
при подаче СОЖ поливом: 1
−
шлифо-
вание с периодической правкой; 2, 3, 4,
5
−
то же с непрерывной правкой с
V
tп
= 20; 60; 80; 100 мкм/мин соответст-
венно. Круг 24А16НС17К5, материал
заготовки
−
сталь 45 Алмазный ролик
в
б
а
в
б
а
Рис. 62. То же при подаче СОЖ с
использованием УЗ-техники
[104]. Условия обработки см. в
надписи к рис. 61
148
Рис. 63. Влияние скорости врезной подачи
круга
V
t
на коэффициент устойчивости
колебаний шпинделя
∆
А
при шлифова-
нии с непрерывной правкой круга: 1, 2
−
соответственно заготовка из коррозионно-
стойкой стали 13Х15Н4АМ3 и сплава ВЖ-
98; 3
−
без шлифования (“фон”). Условия
обработки см. на с. 144
−
145
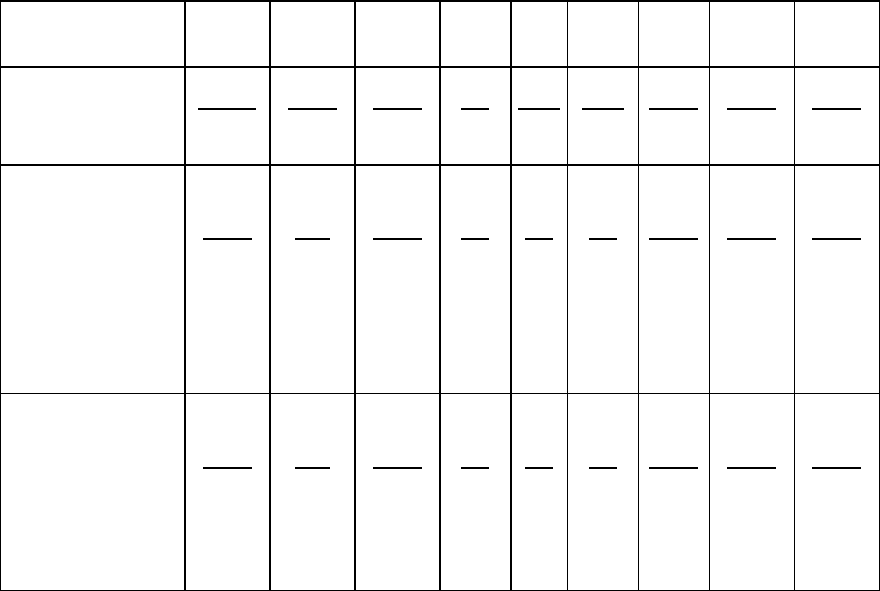
12. Влияние режима шлифования с непрерывной (алмазным роликом) и
периодической (алмазным карандашом) правкой на показатели эффективности
процесса шлифования заготовок из коррозионностойких сталей (условия
экспериментов см. на с. 143
−
144)
Переменные условия
проведения экспериментов
Математические зависимости
Р
у
= 325 exp(
−
7,0/
"
ш
) [H]
Р
z
= 179 exp(
−
6,0/
"
ш
) [H]
∆
А
=
"
ш
/(2,48 + 0,34
"
ш
)
R
a
=
"
ш
/(1,55 + 0,28
"
ш
), [мкм]
Р
у
= 340,9
V
t
1,09
[H]
P
z
= 248,8
V
t
−
43,2
[H]
∆
A = V
t
/(0,54
V
t
−
3,03
⋅
10
-2
)
Сталь 13Х15Н4АМ3
V
tп
= 0,084 мм/мин
R
a
=
V
t
/(0,12 + 0,40
V
t
), [мкм]
P
y
= 3,26 exp(
−
7,0/
V
t
)
[
мкм
]
P
z
= 248,8
V
t
−
43,2
[H]
∆
A
=
0,57
"
ш
0,4
Алмазный ролик
АСК 400/315
Сталь 07Х16Н6;
V
tп
= 0,084 мм/мин
R
a
=
V
t
/(1,55 + 0,28
V
t
), [мкм]
Р
у
= 711,9 exp(
−
9,2/
"
ш
) [H]
Р
z
=
"
ш
/(2,7
⋅
10
-2
+ 4,5
⋅
10
-2
"
ш
)
[
H
]
∆
А
= 0,57
"
ш
0,4
Сталь 13Х15Н4АМ3
R
a
= 0,295 + 0,042
"
ш
, [мкм]
P
y
= 826,6
V
t
/(0,2 +
V
t
) [H]
P
z
= 706,6
V
t
/(2,8 +
V
t
) [H]
∆
A
=
V
t
/(0,67
V
t
−
1,42
⋅
10
-2
)
Алмазный
Карандаш С3
Сталь 07Х16Н6
R
a
=
V
t
/(1,18 + 0,53
V
t
) [мкм]
149
4.3.3. Исследование динамики шлифования заготовок из
труднообрабатываемых материалов с непрерывной правкой круга
Как показано выше, использование узла непрерывной правки для повышения ре-
жущей способности шлифовального круга при обработке заготовок из труднообраба-
тываемых материалов сопряжено с возникновением дополнительных колебаний в тех-
нологической системе. И если на режущую способность шлифовального круга эти ко-
лебания в исследуемом диапазоне амплитуд и частот практически не оказывают нега-
тивного влияния, то взаимосвязь их с микрогеометрией, волнистостью и макрогеомет-
рией шлифованных поверхностей заготовок сомнению не подлежит. Важно лишь вы-
явить, какие из параметров процесса шлифования с непрерывной правкой круга ока-
зывают доминирующее влияние на геометрические параметры качества шлифованной
детали.
Исследования выполняли в несколько этапов [70]. На первом этапе оценивали
влияние непрерывной правки на микрогеометрию шлифованных поверхностей. На
втором и третьем этапах исследовали соответственно влияние местоположения уст-
ройства для непрерывной правки относительно зоны шлифования и элементов режима
шлифования на уровень колебаний, волнистость обработанной поверхности и состав-
ляющие силы резания. Исследования первого и второго этапов выполняли при плос-
ком шлифовании заготовок из коррозионностойкой стали мартенситно-ферритного
класса 14Х17Н6 и титанового сплава ВТЗ-1 кругом 33А25НСМ17К5 1–250
×
20
×
76 на
станке ЗГ71. Элементы режима шлифования и правки: рабочая скорость круга
V
к
= 35
м/с; скорость продольной и поперечной подачи стола соответственно
V
s
= 12 м/мин и
t
2x
= 1,0 мм/дв.х. За один проход снимали припуск
Z
пк
= 0,03 мм. Правку круга осуще-
ствляли алмазным роликом АСК 400/315 (его рабочая скорость
V
p
= 3,5 м/с, скорость
врезной подачи
V
tп
= 0,035 мм/мин) и алмазным карандашом С3 (
V
s
= 0,2 м/мин, 3
прохода по 0,03 мм). 3 %-ную эмульсию Укринол-1 подавали поливом и одновременно
к торцам круга через полуоткрытые клиновые насадки с наложением УЗК.
На третьем этапе исследовали круглое наружное шлифование кругом
92А25ПС27К5 1 600
×
63
×
305 заготовок из жаропрочного сплава ВЖ-98 и коррозион-
ностойкой стали переходного (аустенитно-мартенситного) класса 13Х15Н4АМ3 на
станке ЗМ151. Элементы режимов шлифования и правки:
V
к
= 50 м/с;
V
p
= 10 м/с;
V
з
=
50 м/мин;
V
tп
= 0,035 мм/мин; алмазный ролик АСК 400/315. При правке круга алмаз-
ным карандашом С3 осуществляли три прохода по 0,03 мм со скоростью
V
s
= 0,2
м/мин.
На всех этапах исследований алмазный ролик устанавливали в специальном уст-
ройстве на шлифовальной бабке [70]. Виброустойчивость станков оценивали с помо-
щью датчиков перемещения ДН-5 № 92, установленных на шпиндельной бабке (изме-
ряли амплитуду
А
2
и частоту колебаний
f
2
) и на столе станка (
А
1
,
f
1
) или бабке изделия
(
А
3
,
f
3
), усилителя колебаний М60Т, регулятора ПИ 19 и осциллографа МТ-1. Кроме
того, измеряли с помощью динамометра УДМ-100 или тензометрических центров,
150
усилителя 8АНЧ и осциллографа МТ-1
P
y
и
P
z
,
а на профилометре-профилографе
201 и кругломере ВЕ20
−
параметры шероховатости и некруглости шлифованных по-
верхностей.
Анализ результатов исследований по первому этапу показал (табл. 13), что по
сравнению с правкой круга алмазным карандашом непрерывная правка алмазным ро-
ликом обеспечивает большую режущую способность шлифовального круга, а вследст-
вие этого и большие значения высотных и шаговых параметров шероховатости шли-
фованных поверхностей. Любопытно, что только установка устройства для непрерыв-
ной правки на шлифовальной бабке уже приводит к изменению параметров шерохова-
тости, особенно стальных заготовок. Последнее объясняется увеличением амплитуды
колебаний в технологической системе, что подтверждено последующими эксперимен-
тами.
13. Параметры шероховатости шлифованных плоских
поверхностей (условия экспериментов см. на с. 148
−
149)
Вид правки
R
a
,
мкм
S
1
,
мкм
R
p
,
мкм
η
25
η
50
η
75
R
v
/
R
p
R
max
/
R
a
R
a
/
S
mв
Непрерывная
правка
0,70
*
1,49
6,00
9
0,73
1,60
38
31
200
45
350
290
1,10
1,12
2,14
2,35
1,16
0,070
Правка ка-
рандашом
−
устройство
непрерывной
правки нахо-
дится на
станке
0,56
0,36
5,4
2,5
0,54
0,30
25
10
50
30
75
65
0,79
1,13
1,96
1,88
1,03
0,50
Правка ка-
рандашом
−
устройство
непрерывной
правки де-
монтировано
0,48
0,33
5,0
3,1
0,46
0,25
30
19
50
28
70
50
0,88
1,08
2,02
1,85
0,95
0,55
* В числителе приведены результаты для заготовок из сплава ВТЗ-1, в знамена-
теле
−
для заготовок из стали 14Х17Н6
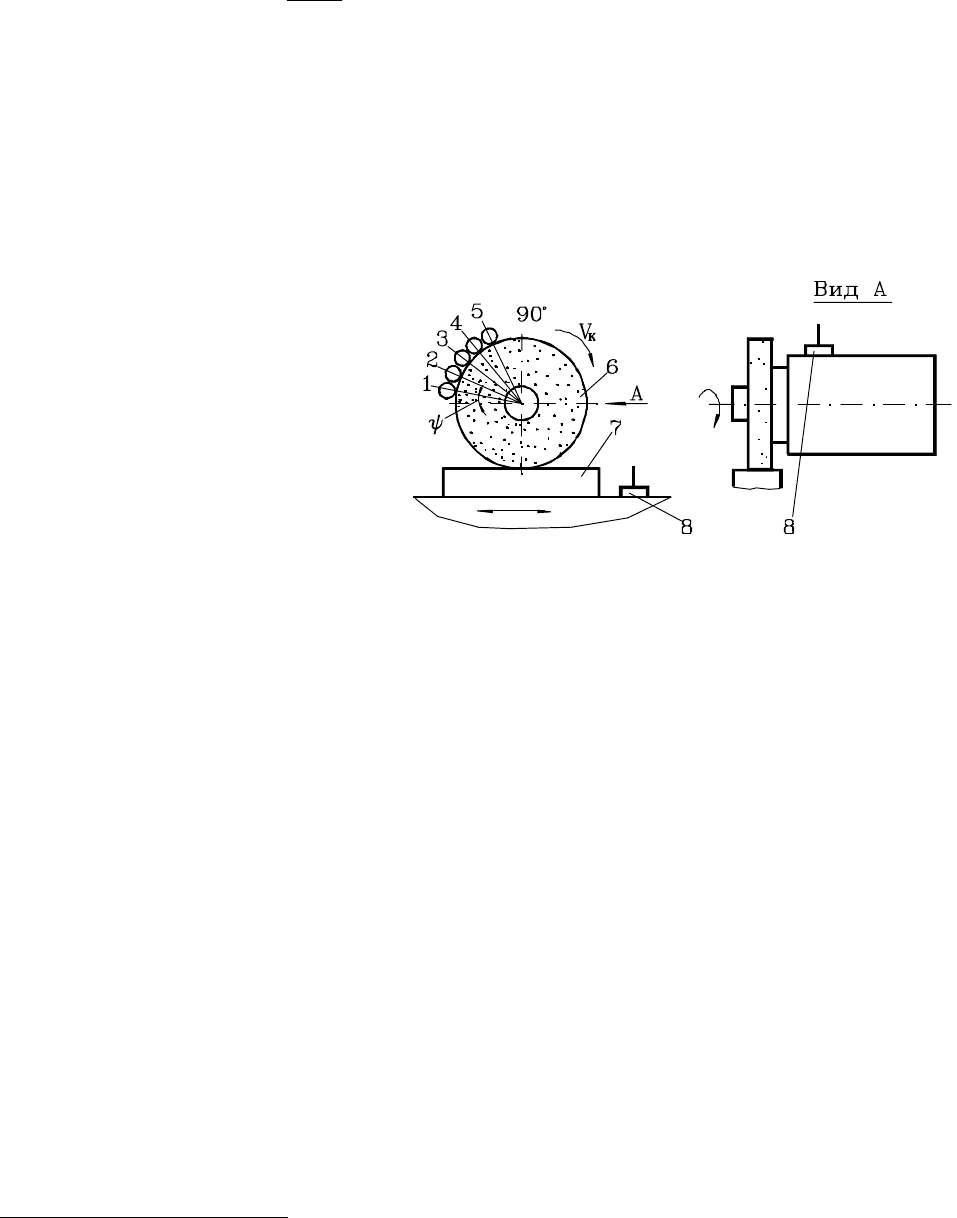
Исследованиями второго этапа установлено, что амплитуда колебаний в техно-
логической системе возрастает с увеличением угла
ψ
(см. рис. 64) и становится макси-
мальной при
ψ
→
90
°
(табл. 14). Запись профилограмм микрогеометрии в продольном
151
сечении шлифованных образцов позволила оценить взаимосвязь
параметров волнистости с углом
ψ
по рис. 64, учитывающим расположение устрой-
ства для непрерывной правки относительно зоны резания. При этом, если шаг волни-
стости
S
mв
практически не зависит от расположения алмазного ролика и равен расчет-
ному значению
==
мм354
60
1
s
p
mв
,
f
V
S
, то амплитуда волнистости
А
в
увеличивается
почти пропорционально увеличению угла
ψ
. Аналогичная взаимосвязь выявляется при
анализе экспериментальных значений шероховатости и в меньшей степени для состав-
ляющих силы резания.
Подача СОЖ к зонам шлифования и правки одновременно поливом и к торцам
круга с наложением УЗК на клиновой полуоткрытый насадок существенно повысила
виброустойчивость технологической системы: амплитуда колебаний шпиндельной
бабки уменьшилась (схему рас-
положения датчиков см. на рис.
64) в 1,8
−
2,0 раза, стола станка
−
в 1,6
−
1,8 раза.
Уменьшение уровня коле-
баний благоприятно сказывается
на высоте волнистости шлифо-
ванных поверхностей, которая
уменьшилась благодаря наложе-
нию УЗК в 1,7
−
1,8 раза. Однако
это не отразилось на величине
шага волнистости и оказывает
небольшое влияние на высотные
параметры шероховатости.
*
При этом зафиксированы минимальные значения сил
P
y
и
P
z
. Полученные результаты можно объяснить только одним: транспортирование СОЖ
сквозь поровое пространство круга при подаче через клиновые полуоткрытые насадки,
расположенные у торцов круга, с наложением УЗК обеспечивает существенно лучшую
реализацию демпфирующих свойств жидкости. При таком методе подачи СОЖ гаран-
тируется наличие жидкости в контактных зонах круга и ролика, а также круга и заго-
товки, а жидкость гасит колебания, возникающие в технологической системе.
*
Любопытно, что единственный отечественный станок ЛШ-233 для глубинного шлифования, осна-
щенный устройством для непрерывной правки круга алмазным роликом, имеет угол
ψ
= 90
°
.
Рис. 64. Схема взаимного расположения круга и
алмазного ролика на плоскошлифовальном станке:
(1
−
5)
−
положение ролика относительно круга; 6
−
шлифовальный круг; 7
−
заготовка; 8
−
датчик
152
14. Виброустойчивость технологической системы при
плоском шлифовании заготовок
(условия экспериментов приведены. на с. 149
−
150 )
Угол
ψ
по
рис. 64,
град
2
А
1
,
мм
осц.
2
А
2
,
мм
осц.
А
в
мкм
R
a
мкм
P
z
H
P
y
H
S
mв
мм
22,0 2,9
*
2,3
11,8
7,8
2,7
3,2
0,58
1,20
7,0
5,0
25,0
21,0
4,25
4,28
37,0 3,1
2,8
13,2
10,5
3,0
4,5
0,60
1,24
7,2
6,4
27,5
22,5
4,31
3,30
49,0 3,6
3,9
18,2
15,6
3,8
5,5
0,70
1,41
10,3
7,8
30,1
26,0
4,28
4,38
63,0 4,0
4,1
22,2
16,0
4,6
5,9
0,85
1,49
10,4
7,7
29,8
32,0
4,31
4,41
80,0 4,6
4,8
27,1
20,2
5,2
6,5
0,92
1,51
10,4
7,9
29,9
33,1
4,30
4,38
80,0
**
2,9
2,6
13,5
11,2
2,9
3,8
0,75
1,40
5,8
3,9
20,0
40,0
4,33
4,33
* В числителе приведены значения для заготовок из сплава ВТЗ-1, в знаменателе
−
из
стали 14Х17Н6.
** Подача СОЖ одновременно поливом и к торцам круга с наложением УЗК на кли-
новые полуоткрытые насадки.
При увеличении частоты вращения заготовки (табл. 15) амплитуда колебаний
увеличивается и достигает максимального значения при
n
= 400 об/мин как при
правке роликом, так и при правке алмазным карандашом. Однако во втором случае
амплитуда колебаний на (20
−
30) % больше, чем в первом: при шлифовании без не-
прерывной правки существенно возрастают составляющие силы резания, а следова-
тельно, и амплитуда колебаний. Необходимо отметить, что частота колебаний шпин-
дельного узла при непрерывной правке круга выше (27 Гц) чем при правке каранда-
шом (21 Гц), но не зависит от частоты вращения заготовки и от скорости врезной по-
дачи
V
t
. Последняя практически не оказывает влияния на амплитуду колебаний, одна-
ко при больших значениях
V
t
заметно ее влияние на среднюю высоту волнистости
шлифованных поверхностей.
153
Полученные результаты необходимо учитывать при проектировании устройств
непрерывной правки шлифовальных кругов и назначении режима шлифования загото-
154
вок с непрерывной правкой круга. Установлена прямая взаимосвязь между
возникающими из-за непрерывной правки круга колебаниями и качеством шлифован-
ных поверхностей. Уменьшить колебания можно за счет оптимального положения
правящего ролика и путем оптимизации режима шлифования.
Выполненные исследования позволили разработать оригинальную конструкцию
устройства для непрерывной правки шлифовального круга (а.с. № 1266717) и вне-
дрить ее в действующее производство.
4.4. Выводы
1. Получена математическая модель (189), (199) сил резания единичным алма-
зом, учитывающая трение контактирующих при правке круга объектов и свойства ок-
ружающей среды. Показана важная роль величины поперечной подачи правящего ин-
струмента
S
п
в процессах местного и объемного разрушения а.з. круга при правке.
2. Экспериментально подтверждена правильность определения расчетным путем
критической величины подачи правящего инструмента, определены значения коэффи-
циентов, учитывающих трение и свойства окружающей среды при использовании раз-
личных СОЖ и наложении УЗК на алмазный индентор.
3. Аналитическим путем показано, что гидродинамическую составляющую силы
правки
г1
уп
Р
следует учитывать в расчетах лишь при правке мелкозернистых кругов ал-
мазным роликом. Неизбежный нагрев жидкости при прохождении зоны правки приво-
дит к уменьшению вероятности возникновения режима гидродинамической смазки.
4. Применение устройств для непрерывной правки шлифовального круга алмаз-
ным роликом позволяет стабилизировать теплосиловую напряженность в контактных
зонах в течение всего времени обработки. Транспортирование СОЖ по внутренним
трактам к контактным зонам с использованием энергии УЗ-поля обеспечивает термо-
силовую стабилизацию при существенно меньших значениях скорости врезной подачи
ролика. Установлено, что расход круга при шлифовании заготовок из труднообраьаты-
ваемых материалов с непрерывной правкой существенно меньше, чем при шлифова-
нии с периодической правкой алмазным карандашом (в расчете на одну заготовку).
5. Установлено, что амплитуда колебаний в технологической системе при шли-
фовании с непрерывной правкой круга зависит от местоположения устройства для
правки. При этом, если шаг волнистости шлифованной поверхности практически не
зависит от положения алмазного ролика, то амплитуда волнистости увеличивается
пропорционально углу
ψ
.