Киселёв Е.С. Теплофизика правки шлифовальных кругов с применением СОЖ
Подождите немного. Документ загружается.

125
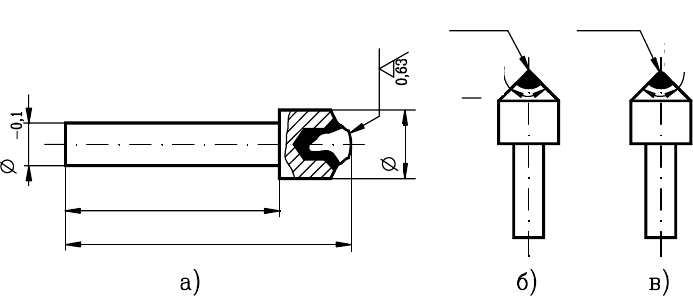
В качестве исследуемых образцов использовали абразивные слитки
наиболее распространенного в машиностроении на операциях шлифования труднооб-
рабатываемых материалов хромтитанистого электрокорунда 92А, которые дробили и
запаивали в державку из латуни припоем ПОС40, после чего поверхность абразивного
монолита полировали (
R
a
= 0,63 мкм) до достижения
R
1
= 125 мм (
ε
= 180
°
) непосред-
ственно на экспериментальной установке (см. рис. 56) алмазной пластиной (хонбру-
ском) и алмазным полировальным кругом (2720-0139 ГОСТ 16167-80) в плоскости,
перпендикулярной оси державки. В качестве правящего инструмента использовали
алмаз в оправе (ГОСТ 22908-78Е, тип I I, см. рис. 57, в) и специально изготовленный
образец по форме ал-
r = 0,8
R125
10
90
°
8
26
38
90
°
r = 0,1
Рис. 57. Образцы для исследований: а
−
державка с абразивным монолитом; б, в
−
алмаз в оправе
маза в оправе в соответствии с ГОСТ 22908-78Е, тип I I, режущим элементом которого
являлся синтетический алмаз АС32, запаянный в державку и заточенный на электро-
эрозионном алмазно-заточном станке (см. рис. 57, б). Радиус закругления алмаза при
вершине индентора устанавливали как для алмазных карандашей типа “Славутич” (см.
рис. 57, б) и СЗ (см. рис. 57, в).
В процессе резания-царапания контролировали составляющие силы правки
P
yп
и
P
zп
(с использованием динамометра УДМ-100, усилителя 8АНЧ-7М и светолучевого
осциллографа “Нева МТ-2”), рассчитывали коэффициент резания
K
т
=
P
yп
⋅
P
1
пz
−
. Учи-
тывая единичный характер взаимодействия, в нашем случае коэффициент резания
можно использовать для приближенных расчетов в качестве коэффициента трения
()
-1
т
Kf
=
в контакте электрокорунд
−
алмаз [84].
Варьировали составом СОЖ (5 % - ные водные СОЖ Аквол-15 и Укринол-1М) и
радиусом закругления алмаза при вершине (см. рис. 57). Расход СОЖ, подаваемой к
зоне резания-царапания,
−
Q
с
= 5
−
7 дм
3
/мин. УЗК частотой 18,6 кГц и амплитудой 5
мкм накладывали на алмаз в оправе и клиновой полуоткрытый насадок. Элементы ре-
жима резания-царапания соответствовали элементам режима правки при получисто-
вом шлифовании (
V
к
= 35 м/с, глубина резания-царапания
S
пн
= 0,01 мм, продольная
подача стола при правке
V
s
= 0,20 м/мин).
Как и ожидалось, наибольшие значения составляющих силы правки и коэффи-
циента резания (
K
т
=
f
- -1
) отмечены при резании-царапании в воздушной среде

126
(всухую) (табл. 10). Подача СОЖ в зону контакта при резании-царапании
приводит к уменьшению значений
P
zп
и
P
yп
на 12
−
22 %, причем в большей степени
это наблюдается при увеличении радиуса вершины алмаза. Одновременно с уменьше-
нием составляющих силы правки с применением СОЖ уменьшаются значения коэф-
фициента трения
f
.
Наложение УЗК на индентор приводит к существенному уменьшению сил
P
zп
и
P
yп
(на 18
−
31 %) и коэффициента трения
f
, причем
f
уменьшается в большей сте-
пени при резании-царапании в присутствии СОЖ.
Как было предложено ранее (см. параграф 4.1), величину коэффициента трения
для расчета максимальной силы удара, действующей в плоскости скалывания абразив-
ного зерна при правке круга, в соответствии с зависимостью (189) для рассматривае-
мого случая представим в виде
n
2
m
1
fff
⋅=
, (205)
где
f
1
,
f
2
−
коэффициенты, учитывающие уменьшение трения вследствие действия со-
ответственно УЗК и СОЖ.
При увеличении
S
пн
с 0,01 до 0,018 мм силы
P
zп
и
Р
уп
уменьшались в среднем
на 25
−
31 % (соответственно без наложения и с наложением УЗК) (см. табл. 10), одна-
ко выполнить эксперименты в полном объеме не удалось, так как наблюдалось объем-
ное разрушение (раскалывание) а.з. Это косвенным образом согласуется с расчетами
величины
кр
пф
S
, по зависимостям параграфа 4.1.
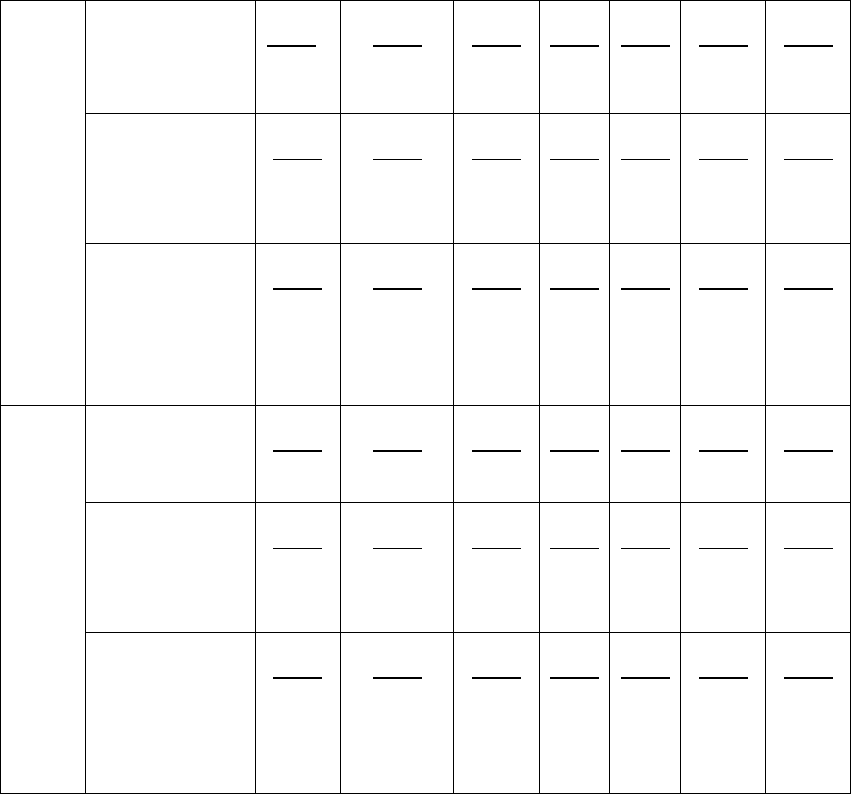
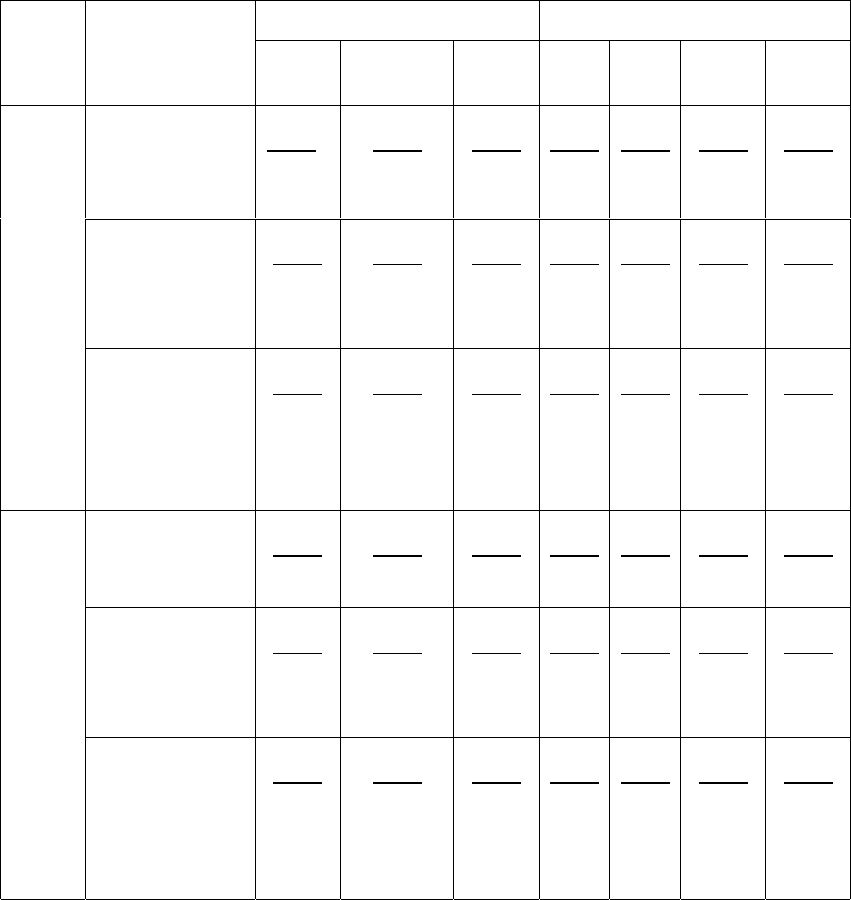
10. Коэффициенты трения при резании
−
царапании
абразивного зерна алмазным индентором
Эксперимент
Расчет
УЗК
Состав
СОЖ
Р
zп
,
Н
Р
уп
, Н
ff
1
f
2
mn
127
Всухую
(воздух)
0,99
*
)
1,26
1,02
1,29
0,97
0,98
1,00
1,00
0,97
0,98
1,00
1,00
1,00
1,00
5 %-ный
раствор Ак-
вол-15
0,81
0,99
0,91
1,08
0,89
0,92
1,00
1,00
0,91
0,94
1,00
1,00
1,24
1,35
Без
УЗК
5 %-ная
эмульсия
Укринол-
1М
0,79
0,99
0,92
1,10
0,86
0,90
1,00
1,00
0,91
0,92
1,00
1,00
1,59
1,12
Всухую
(воздух)
0,78
0,95
0,91
1,07
0,86
0,89
0,88
0,90
0,97
0,98
0,94
0,92
1,00
1,00
5 %-ный
раствор Ак-
вол-15
0,55
0,76
0,71
0,92
0,77
0,83
0,88
0,90
0,91
0,94
1,13
0,98
1,24
1,35
С
УЗК
5 %-ная
эмульсия
Укринол-
1М
0,56
0,76
0,74
0,95
0,76
0,80
0,88
0,90
0,91
0,92
0,97
1,12
1,59
1,12
*)
В числителе приведены результаты исследований алмазом, радиус вершины
которого
r
a
= 0,1 мм; в знаменателе
−
0,8 мм.
Таким образом, экспериментальные исследования позволяют, во-первых, найти
значения коэффициентов, учитывающих уменьшение трения контактирующих при
правке объектов вследствие наложения УЗК на алмаз в оправе и функциональных дей-
ствий СОЖ. Во-вторых, косвенным образом подтверждена правильность расчетов
критической глубины врезания алмаза в а.з.
4.3. Аналитические и экспериментальные исследования
правки круга шлифованием и шлифования заготовок
с непрерывной правкой
4.3.1. Особенности контактных взаимодействий в зоне правки круга
алмазным роликом с применением СОЖ
128
Многокристальный правящий инструмент (алмазный ролик, пластина,
карандаш) с некоторым приближением можно рассматривать как обычный режущий
инструмент, у которого лезвия, ранее находившиеся на одной, заранее выбранной по-
верхности, были раздроблены на неправильные по форме осколки и хаотически раз-
бросаны по поверхности корпуса инструмента. Согласно исследованиям J. Verkerk
[188], алмазные зерна правящего ролика описывают относительно поверхности шли-
фовального круга циклоиды, которые и определяют его макропрофиль. Исследования
А.К. Байкалова [16] показали, что зерна, находящиеся на поверхности алмазного роли-
ка, описывают относительно поверхности круга архимедову спираль. По его мнению,
отличительной особенностью работы правящих инструментов, осуществляющих прав-
ку врезанием, является переменная глубина резания, функционально зависящая от со-
отношения угловых скоростей и диаметров круга и алмазного ролика. При этом глу-
бина резания, как доказано аналитически и подтверждено экспериментально, опреде-
ляется законом распределения а.з. в поверхностном слое шлифовального круга: скоро-
стью сближения центров круга и ролика и соотношением их угловых скоростей. Ана-
логичные выводы сделаны и по шлифованию с врезной подачей [16]. В целом же при
шлифовании с врезной правкой круга алмазным роликом, по мнению W. Koning [179],
важнейшими факторами как процесса правки, так и последующего (или одновременно-
го) шлифования являются время шлифования, отношения
V
p
⋅
V
к
-1
и
V
к
⋅
V
з
-1
, а также
поперечная (врезная) подача алмазного ролика на оборот круга. Эти факторы оказы-
вают определяющее влияние на параметры шероховатости, составляющие силы прав-
ки, уровень колебаний в технологической системе, а следовательно, на волнистость
шлифованных поверхностей. Отношение
V
p
⋅
V
к
-1
, как утверждает E.Parrott [184], ока-
зывает влияние на расход энергии в процессе правки топографию поверхности шли-
фовального круга. По его мнению оптимальным является диапазон 0,55 <
V
p
⋅
V
к
-1
<
0,85. В университете г. Киото (Япония) [183] аналитически установлено и подтвер-
ждено экспериментально, что топография рабочей поверхности шлифовального круга
при правке алмазным роликом создается в основном геометрическим копированием
профиля ролика, а такие разрушения как раскалывание зерен и их выпадение под дей-
ствием сжимающих нагрузок невелики. Вследствие этого делается вывод, что правя-
щие инструменты, характеризующиеся большой репродуцируемостью профиля (ро-
лик, пластина, карандаш), не могут образовывать острые режущие кромки зерен; при
шлифовании кругами, проправленными такими инструментами, возникают значитель-
ные силы шлифования. Использование в качестве правящих инструментов вращаю-
щихся алмазных роликов, по мнению E.Salie [186], сопряжено с опасностью возникно-
вения дополнительных динамических нагрузок (особенно при
V
p
≥
5 м/с). Поэтому уг-
ловая скорость роликов должна находиться в области частот, исключающих возникно-
вение автоколебаний.
Попытаемся осуществить переход от микрорезания единичным алмазным зерном
поверхности а.з. к правке круга многокристальным правящим инструментом на при-
мере алмазного ролика.

129
Пренебрегая малой по сравнению сдиаметром круга разновысотностью
зерен, можно записать, что площадь мгновенного контакта
HLDHF
⋅⋅=⋅=
ккк
π
"
,
где
к
"
−
длина дуги контакта, м;
L
к
−
длина дуги контакта в долях окружности круга.
Определим время контакта алмазного зерна ролика с кругом:
pк
кк
pк
к
np
к
к
VV
LD
VVV
±
⋅
=
±
==
π
τ
""
. (206)
Время одного оборота ролика
1
ppp
−
⋅= VD
πτ
.
Учитывая, что число алмазных зерен, находящихся в среднем на единице пло-
щади контакта при правке
,nn
1
pккpкu
−
τ⋅τ⋅=
получим
,L
D
D
VV
V
nn
к
p
к
pк
p
кpкu
⋅⋅
±
⋅=
(207)
где
n
кр
−
общее число алмазных зерен в рабочем поверхностном слое правящего инст-
румента.
По данным работы [16] величина
n
кр
пропорциональна величине подачи ролика
на оборот круга
V
sao
:
n
кр
=
f
( П
0
⋅
V
sao
) , где
П
0
−
число оборотов ролика до полного пе-
рекрытия царапин на поверхности круга при правке. Величина
П
0
= const и зависит
только от
ω
р
⋅
ω
-1
или от
()
[]
1
кpкpp
−
⋅±⋅⋅ DVVDV
.
Как следует из вышеизложенного, длина дуги контакта алмазного зерна правя-
щего ролика с кругом
к
"
и число алмазных зерен на площади контакта определяются
не абсолютными значениями рабочих и угловых скоростей, диаметров круга и ролика,
а их отношениями. Отсюда следует подтверждение выводов, сделанных А.К. Байкало-
вым и И.Л. Сукенником [16]: если
-1
pкp
)(
VVV
±⋅
,
D
к
⋅
D
р
-1
и
ω
р
⋅
ω
-1
постоянны при
правке круга роликом, то постоянны площадь мгновенного контакта, число алмазных
зерен на площади контакта и удельные силы на алмазном зерне. Последнее вытекает
из выражения
()
()
const
ккpкp
pк
2
xп
2
yп
2
п
кu
п
удi
=
⋅⋅⋅
±⋅++
==
LDVn
VVPPP
n
P
P
z
. (208)
Сила резания для всех находящихся в контакте зерен
.PdP;PdP
n
z
n
∫∫
==
кu
i
кu
i
0
zпп
0
yпyп
(209)
Для интегрирования уравнений (209) необходимо знать изменения начального
радиуса округления вершины режущей кромки алмазного зерна по глубине алмазосо-
держащего слоя. Учитывая, что алмазосодержащий слой правящего ролика представ-
ляет собой пуассоновское поле, имеющее в каждой единице объема равное количество
зерен [16, 31, 79, 80], можно предположить, что в любом сечении круга сохраняется
картина изоморфизма. Отсюда легко допустить, что радиус округления вершин режу-
130
щих кромок алмазов правящего инструмента не зависит от глубины
внедрения зерен, и для всех контактирующих неизношенных зерен его математическое
ожидание представляет собой среднее значение радиуса
M
(
r
i
) =
r
ср
=
r
.
В то же время
известно, что не все контактирующие алмазные зерна принимают участие в резании
[31, 171, 172]: часть зерен упруго деформирует материал круга, часть
−
пластически
деформирует, а остальные
−
диспергируют обрабатываемый материал. Доля упруго и
пластически деформирующих зерен при правке невелика и ею можно при описании
сил резания пренебречь [171, 172].
СОЖ через гидродинамическую силу действует как самостоятельная состав-
ляющая на радиальную силу резания. Поэтому выражение (209) следует несколько ви-
доизменить.
В общем случае имеем систему сил
.
PdР
PPdP
n
n
=
+=
∫
∫
кu
i
кu
i
0
zпzп
г
yn
0
yпyп
(210)
Величина силы
г
уп
P
в контактной гидродинамической зоне определяется гидро-
динамической силой
1
г
уп
P
в контакте поверхность шлифовального круга
−
поверхность
правящего инструмента и гидродинамической силой
2
г
уп
P
в контакте алмазное зерно
−
круг [36, 76]:
.PPP
21
г
yп
г
yп
г
yп
+=
(211)
Определим величину
1
г
yп
P
с помощью известных положений теории гидродина-
мической смазки. Эту теорию можно использовать в случае так называемых ползущих
движений [164], т.е. когда силами инерции по сравнению с силами вязкости можно
пренебречь. Численным критерием ползущего движения является условие, при кото-
ром приведенное число Рейнольдса
R
е
х
меньше единицы [164]
,
h
V
еR
2
з
0
зрп
x
ν
⋅
=
"
"
(212)
где
з
"
−
длина безотрывного течения пограничного слоя СОЖ, м;
h
0
−
минимальная
толщина слоя смазки безотрывного течения, м.
Если движение СОЖ в зоне безотрывного течения подчиняется теории
гидродинамической смазки, то его можно описать уравнением Рейнольдса [76]:
,
h
hh
V
hd
Pd
3
pп
6
−
⋅⋅=
µ
(213)
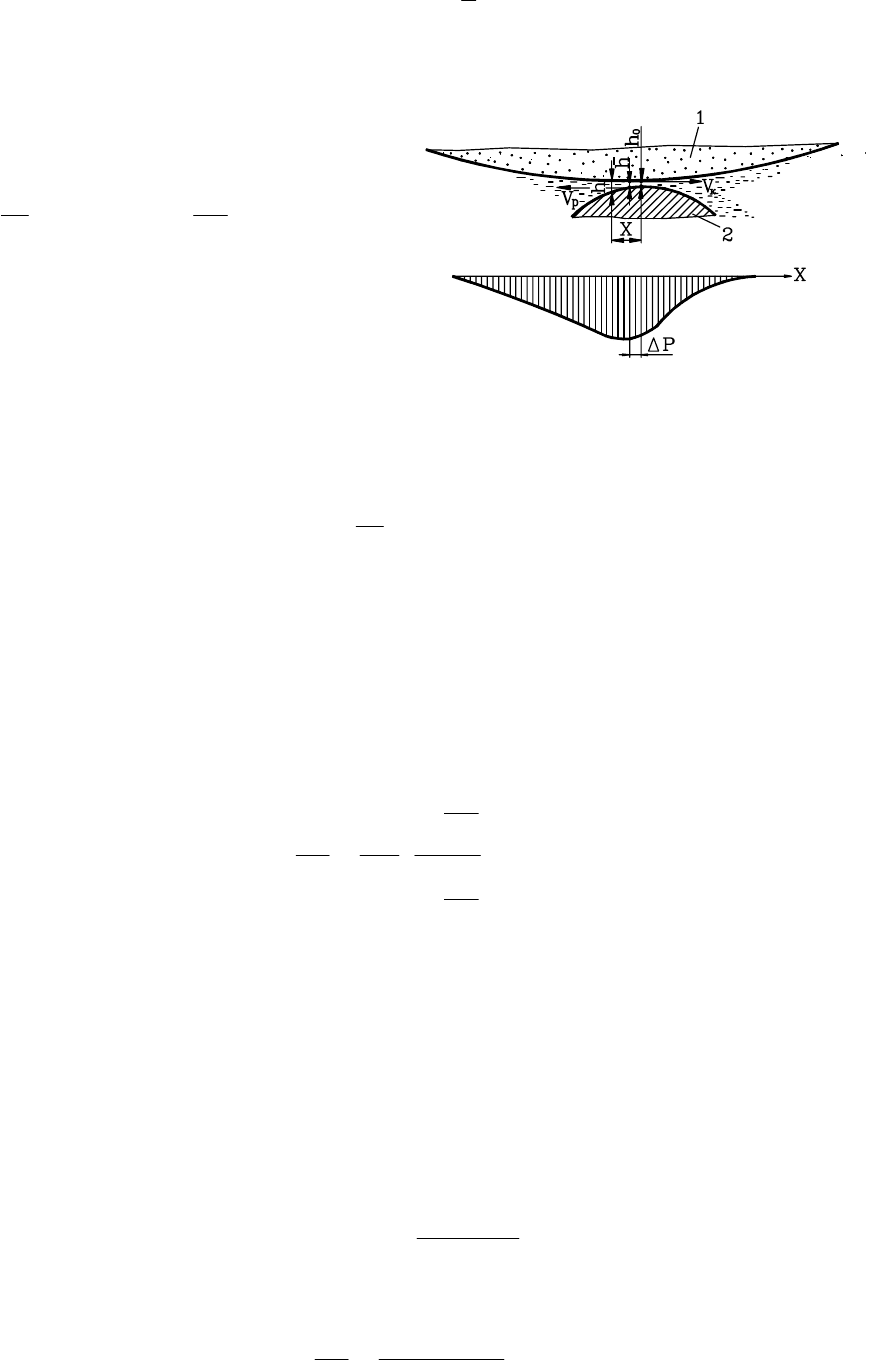
131
где
h
−
текущая толщина слоя смазки, м;
h
−
толщина слоя смазки, при которой вы-
полняется условие
d P
⋅
(
d h
)
-1
= 0, т.е. имеет место максимум давления (рис. 58).
Решение уравнения Рейнольдса
для смазки контактов качения имеет
вид [76]:
,
h
R
V,
H
W
0
n
pп
452
⋅⋅=
µ
(214)
где
W
−
несущая гидродинамическая
сила, Н.
W
можно определить, зная ха-
рактер распределения давления жид-
кости по длине зоны безотрывного те-
чения
з
"
:
.xdp
H
W
∫
=
з
0
"
(215)
С учетом изложенного, по аналогии с шлифованием [35
−
37], можно сформиро-
вать понятие контактной гидродинамической зоны правки роликом как области, в ко-
торой имеет место безотрывное течение СОЖ.
Как упоминалось ранее (см. главу 2) определенный интерес представляет оценка
величины объемного
Q
С
и массового
G
Ж
расходов СОЖ через контактную зону.
Согласно [164] величину
Q
С
можно определить из следующего выражения:
∫
∫
⋅=
з
з
0
3
0
2
пр
с
2
"
"
h
xd
h
xd
V
H
Q
. (216)
По-видимому, расход СОЖ можно определить, если задана форма зазора
h
(
X
).
Для контактов качения с большим радиусом (например при правке роликом, ал-
мазной пластиной или карандашом) с погрешностью 8
−
40 % [35] можно принять за-
зор между кругом и правящим инструментом на длине безотрывного течения СОЖ
изменяющимся по линейному закону:
h
=
h
0
+
k x
. (217)
Из начальных условий при x =
3
"
, h = h
max
:
()
.x
hh
hxh ⋅
−
+=
з
0max
0
"
(218)
Подставив (218) в уравнение (216) , после несложных преобразований получим
.
hh
hV
Q
1
max0
0np
с
1
H
−
⋅+
⋅
=
(219)
Рис. 58. Эпюра давления СОЖ в зоне кон-
такта шлифовального круга с правящим
роликом: 1
−
круг; 2
−
ролик
-
132
Таким образом, чем длиннее зона безотрывного течения, тем больше
расход жидкости через контактную зону. Максимальный объемный расход:
0np
max
c
hV
H
Q
⋅=
;
минимальный объемный расход:
2
0np
min
c
hV
H
Q ⋅
=
;
массовый расход
G
ж
:
.
hh
hV
H
G
1
max0
0np
ж
1
−
⋅+
⋅⋅
=
ρ
(220)
Определение составляющей гидродинамической силы по уравнению (214) пред-
полагает наличие максимально заполненной зоны безотрывного течения СОЖ. В ре-
альных условиях правки с подачей СОЖ по внешним трактам заполнению контактной
гидродинамической зоны жидкостью препятствуют пограничные воздушные потоки
[124], что приводит к снижению давления и несущей гидродинамической силы. По-
этому при расчете массового расхода СОЖ и несущей гидродинамической силы необ-
ходимо, как и при шлифовании [35 – 37], учитывать полноту заполнения контактной
зоны жидкостью коэффициентом заполнения
3
ξ
, который зависит от числа
R
е
воз-
душных потоков, скорости струи СОЖ, способа ее подачи:
.
h
R
V,
H
W
0
n
np3
452
⋅⋅⋅=
µξ
(221)
Минимальная толщина слоя СОЖ
h
0
между поверхностями круга и правящего
ролика отличается от толщины слоя при
контактировании гладких дисков. В реаль-
ных условиях правки алмазные зерна ро-
лика внедряются в круг и СОЖ течет в
стесненном контакте, определяемом мик-
ронеровностями как круга, так и ролика
(рис. 59). В связи с тем, что правящие ро-
лики изготовляют на металлической связке
и в их алмазосодержащем слое нет пор, а
после вскрытия высота микронеровностей
рабочей поверхности ролика существенно
меньше микронеровностей круга [31],
влиянием последних на толщину слоя
СОЖ между поверхностями круга и пра-
вящего ролика пренебрегаем.
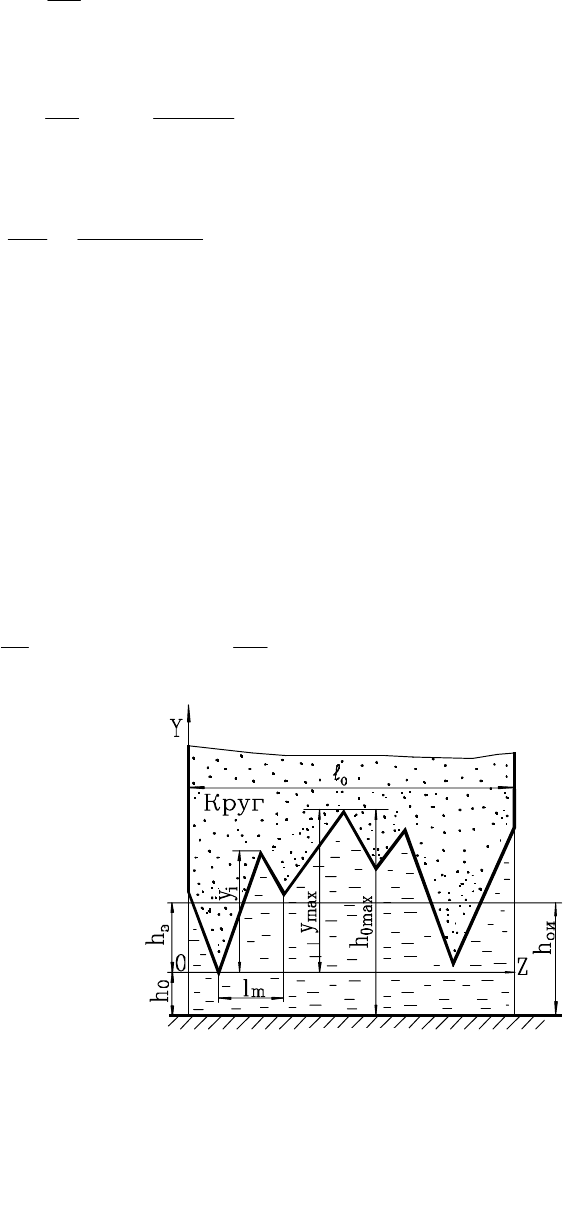
Среднюю толщину слоя СОЖ в контактной гидродинамической зоне можно оп-
ределить как эквивалентную высоту
h
э
заполняемого жидкостью пространства между
Рис. 59. Схема для определения
эквивалентной
h
э
и интегральной
h
ои
толщин гидродинамического
контакта
Ролик

133
зернами, связкой и роликом в плоскости сечения режущего профиля круга по его
высоте:
,zdyh
∫
⋅=
0
0
i
0
э
1
"
"
(222)
где
y
i
−
текущее расстояние от вершины
i
-го абразивного зерна до ролика;
0
"
−
база
измерения эквивалентной высоты контактной зоны (см. рис. 59).
В.В.Ефимов [36] путем обработки профилограмм рабочей поверхности кругов из
электрокорунда зернистостью 16
−
40 и твердостью от М3 до Т2 установил, что значе-
ния
h
э
могут изменяться от 35 до 150 мкм, внес уточнения в зависимость (221) и полу-
чил зависимость для определения несущей гидродинамической силы в контактной зо-
не двух вращающихся объектов (на примере контакта круга с заготовкой) с учетом
средней толщины слоя СОЖ
h
э
. В нашем случае эту формулу можно использовать для
определения несущей гидродинамической силы в контакте поверхность круга
−
по-
верхность алмазного правящего ролика:
()
()
,ln
h
R
V,
H
W
ээ
эn
np3
1
1
1
221
э
ϕϕ
ϕ
µξ
⋅
−⋅
+⋅
⋅⋅⋅=
(223)
где
;
h
h
max0
0
=
ϕ
h
0 max
−
максимальная толщина слоя СОЖ в контактной гидродинамиче-
ской зоне, м (см. рис. 59).
Длина безотрывного течения пограничного слоя
3
"
СОЖ в первом приближении
определяется длиной контакта круга с алмазным роликом
к
"
. По мнению
А.К.Байкалова [16] величина
к
"
не зависит от глубины врезания ролика и определяет-
ся лишь законом распределения царапин на самом круге. Последний определяется со-
отношением чисел оборотов контактирующих тел. При установившемся процессе
правки (
ω
⋅
ω
р
-1
= const)
кк
040
D,
π
=
"
.
Экспериментальные исследования В.В.Ефимова, выполненные для условий кон-
такта шлифовального круга с заготовкой, показывают, что величина
3
"
зависит от
расхода СОЖ и, в меньшей степени, от пористости и зернистости круга [36]. В то же
время, несмотря на это, предлагается определять длину зоны гидродинамического
контакта
3
"
без учета результатов этих исследований по зависимости (для круглого
наружного шлифования):
,Ra
RR
RRa
nc
3к
3кc
3
2
2
⋅=
+
⋅⋅
="
(224)
где
а
с
−
критическое расстояние между контактирующими поверхностями круга и
заготовки на границе контактной гидродинамической зоны,
а
с
≈
≈≈
≈
0,5 мм = = const [36];
R
з
−
радиус заготовки, м.
134
Воспользуемся результатами экспериментальных исследований
В.В.Ефи-мова [36], выполненных при средних для кругов различных характеристик
значениях
h
э
. Из уравнения (212) определим максимальные значения рабочей скорости
шлифовального круга
max
к
V
(для конкретных условий правки роликом), при которых
еще сохраняется режим гидродинамической смазки. При этом используем приведен-
ную ранее зависимость (224) и выражение
h
0
= (0,7
−
0,8)
h
э
[36]:
10. Коэффициенты трения при резании
−
царапании
абразивного зерна алмазным индентором
Эксперимент
Расчет
УЗК
Состав
СОЖ
Р
zп
,
Н
Р
уп
, Н
ff
1
f
2
mn
Всухую
(воздух)
0,99
*
)
1,26
1,02
1,29
0,97
0,98
1,00
1,00
0,97
0,98
1,00
1,00
1,00
1,00
5 %-ный
раствор Ак-
вол-15
0,81
0,99
0,91
1,08
0,89
0,92
1,00
1,00
0,91
0,94
1,00
1,00
1,24
1,35
Без
УЗК
5 %-ная
эмульсия
Укринол-
1М
0,79
0,99
0,92
1,10
0,86
0,90
1,00
1,00
0,91
0,92
1,00
1,00
1,59
1,12
Всухую
(воздух)
0,78
0,95
0,91
1,07
0,86
0,89
0,88
0,90
0,97
0,98
0,94
0,92
1,00
1,00
5 %-ный
раствор Ак-
вол-15
0,55
0,76
0,71
0,92
0,77
0,83
0,88
0,90
0,91
0,94
1,13
0,98
1,24
1,35
С
УЗК
5 %-ная
эмульсия
Укринол-
1М
0,56
0,76
0,74
0,95
0,76
0,80
0,88
0,90
0,91
0,92
0,97
1,12
1,59
1,12
*)
В числителе приведены результаты исследований алмазом, радиус вершины
которого
r
a
= 0,1 мм; в знаменателе
−
0,8 мм.