Jones D.S.J., Pujado P.R. Handbook of Petroleum Processing
Подождите немного. Документ загружается.


242 CHAPTER 6
1500
1000
500
0
1975
1975
1980
1980
1985
1985
1990
1990
1995
1995
2000
2000
2005
2005
Start-Up Year
Start-Up Year
Resid Capacity (1000’s B/D)
2000
Figure 6.2. Growth in resid cracking worldwide.
While the olefins in gasoline have become a concern in the gasoline pool, the light
olefins for petrochemicals are a valuable product, often exceeding the revenue ob-
tained for transportation fuels. As a consequence, distinctive processes for making
much larger amounts of propylene than a normal FCC unit have been developed. The
Deep Catalytic Cracking Process (1991) was the first commercial scale process that
was designed to maximize propylene. Specially formulated catalysts, more severe
process conditions and equipment made to handle the unique product distribution
are all components of this technology. Table 6.3 compares the yields from the DCC
technology with those obtained in a normal FCCU. Commercial yields have verified
the laboratory data.
Table 6.2. Typical resid cracking yields
Unit A Unit B
Feed properties
API gravity 0.922 0.963
Conradson carbon 3.8 8.0
Ni + V 4 7.5
Wt% Wt%
Conversion 70.0 70.0
Dry gas 2.1 3.4
LPG 15.3 14.4
Gasoline 46.2 43.1
LCO 16.3 16.0
Decant oil 13.7 14.0
Coke 6.5 9.1
FLUID CATALYTIC CRACKING 243
Table 6.3. Deep oil cracking versus FCCU
Process FCC DCC type 1 DCC type 2
Yields, wt%
Dry gas 3.5 11.9 4.0
LPG 17.6 42.2 34.5
C
5
+ Gasoline 55.1 27.2 41.6
LCO 10.2 6.6 9.8
DO 9.3 6.1 5.8
Coke 4.3 6.0 4.3
Ethylene 1.1 6.1 1.6
Propylene 4.9 21.0 14.3
Butylenes 8.1 14.3 14.7
Feedstock: Chinese Waxy VGO
Even more severe cracking conditions are used in the Catalytic Pyrolysis Process
(2002), where the desire is to produce all petrochemical products, i.e. ethylene, propy-
lene, butenes, and aromatics. This process is really a substitute for a steam cracking
furnace in an ethylene plant. It allows the operator to use cheaper feedstocks and
vary the ratio of ethylene to propylene over a wider range than is possible with only
thermal cracking.
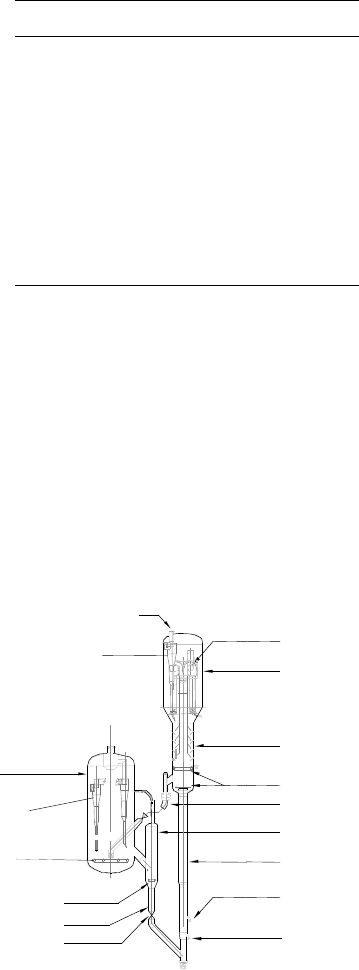
A diagram of the reactor-regenerator of a modern fluid cracking unit is shown in
Figure 6.3. Hot regenerated catalyst contacts the oil near the base of the reactor
riser. Virtually all of the cracking takes place in the feed riser which connects to a
Riser Termination Device
Regenerator
Two Stage Cyclones
Product Vapors
Reactor
Single Stage Cyclones
Reactor
Stripper
Spent Cat. Standpipe
Steam Rings
Withdrawal Well
Reactor Riser
Recycle Nozzles
Feed Nozzles
Regenerator
Regenerator
Air Distributor
Air Ring
Regen Cat. Standpipe
Slide Valve
Figure 6.3. Reactor-regenerator of modern FCCU.
244 CHAPTER 6
catalyst/vapor separator. The hot catalyst is discharged into the catalyst stripper while
the vapor is routed through secondary cyclones to remove any remaining catalyst and
then to the main fractionator and gas plant for separation of the products.
The spent catalyst enters a multi-stage stripper where the absorbed hydrocarbons are
displaced with steam and leave with the product from the overhead of the reactor.
This prevents unwanted hydrocarbons from entering the regenerator, consuming air
and possibly causing excessive catalyst deactivation. Staging is accomplished by
the use of baffles or packing and is similar in concept to a multi-tray distillation
tower.
Spent-stripped catalyst enters the regenerator where the coke is burned off the catalyst
to restore its activity. The heat generated in the combustion process can supply all
of the needed heat for the process. If excess heat is produced it can be removed by
external catalyst coolers. The regenerated catalyst flows back to the base of the riser
where the cycle is completed. Typical catalytic cracking units undergo 100–400 such
cycles a day.
There have been many advances in the fluid catalytic cracking process. The high
capacities of a unit (typically a third of the crude oil a fuels refinery runs goes to a
standard gas oil FCC unit), and its positive influence on overall refinery economics
has made it a prime target for innovation. A list of most of the major innovations in the
process is given in Table 6.4. These include catalyst, equipment and process changes
that have occurred on a continual basis over the 60 years that FCCUs have been
operating. By being able to both improve its performance and evolve its functions,
the catalytic cracking process has remained a staple in the modern refinery.
Fluidization
The basic circulating, fluid bed reactor system that is widely used today in many
other applications got its start in fluid catalytic cracking. It was the development of
the standpipe that made the process possible. The fine powder acts as a fluid when
contacted with a gas and it is the standpipe that allows the catalyst to be circulated from
a vessel at lower pressure to one of higher pressure, thus completing the circulating
catalyst loop.
In Figure 6.4, the head gain from the fluidized catalyst is given as a function of the bed
density. The latter depends on the catalyst properties, the amount of aeration being
used and the rate at which catalyst is being added to the system.
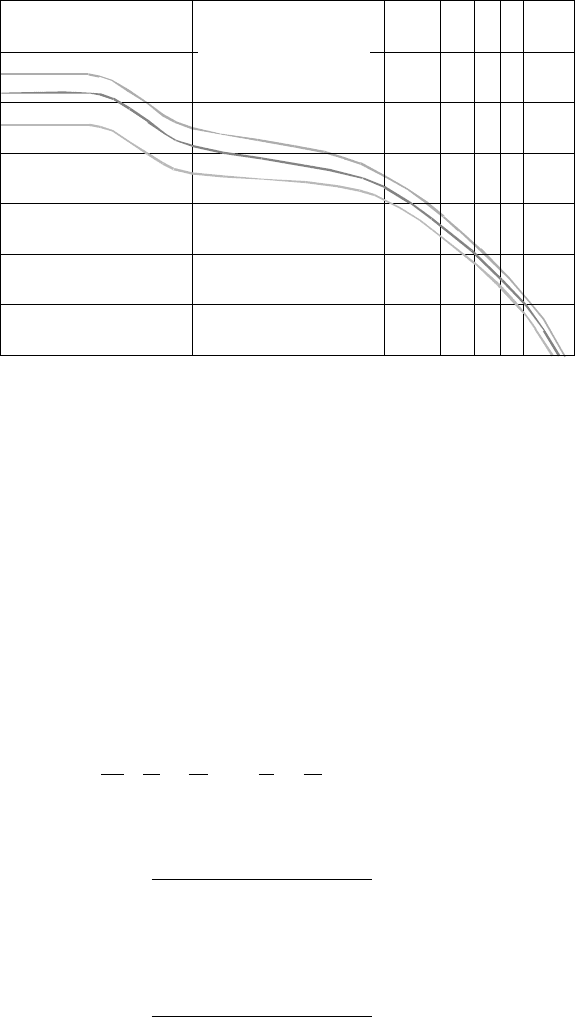
The change in density of a bed of cracking catalyst with gas velocity is shown in Fig-
ure 6.5. At very low velocities the bed is stationary but soon reaches a point where

FLUID CATALYTIC CRACKING 245
Table 6.4. Major advances in fluid catalytic cracking
1942 First FCC unit on stream (Exxon)
1947 Stacked configuration (UOP)
Compact with small inventory
1948 Spray dried catalyst (improved fluidization)
1952 Synthetic high alumina
1955 Reactor riser cracking (shell)
1959 Semi-synthetic catalyst (addition of clay)
1960 Improved metallurgy
(Higher regenerator temperatures)
1961 Heavy oil cracking (Phillips-Kellogg)
1964 Zeolitic catalysts introduced (Mobil)
1972 Complete CO combustion process (Amoco)
1974 Combustion promoters (Mobil)
1975 Metals passivation (Phillips)
1981 Two independent regenerators for unlimited
Regeneration temperature (Total)
1982 High performance feed injectors
1982 Dense bed catalyst coolers (Ashland/UOP)
1987 Vapor quench (Amoco)
1987 Mix temperature control (Total)
1988 Close-coupled cyclones (Mobil)
1991 Deep catalytic cracking (RIPP/Sinopec)
1996 Enhanced stripping designs
2002 Catalytic pyrolysis (RIPP/Sinopec)
the upward force of the gas balances the weight of the catalyst (minimum fluidiza-
tion velocity) and the catalyst becomes suspended in the gas. More gas expands the
fluidized bed to a point where the next bit of gas enters and forms bubbles. This
is the minimum bubbling velocity and the two phases are referred to as the emul-
sion and bubble phases, respectively. Once bubbles are formed all of the added gas
0.0
01020
30
40 50 60
1.0
2.0
3.0
4.0
5.0
STATIC HEAD GAIN - PSI
CATALYST DENSITY – LBS / FT
3
Figure 6.4. Static head gain per 10
of standpipe versus catalyst density.
246 CHAPTER 6
60
50
40
30
20
10
0.01 0.1
1
3
10
Catalyst Density (lb/ft
3
)
Bulk 55.0
Densities 51.2
lb/ft
3
C
B
A
45.6
Gas Velocity (ft/sec)
C
B
A
2
4
5
Figure 6.5. Fluidization curves FCC catalysts.
contributes to this phase. At even moderate velocities the catalyst is entrained with
the gas and must be captured and returned to the bed. This allows operation of the
catalyst beds at much higher superficial velocities than would otherwise be possible.
Typical velocities in the reactor-regenerator system are given in Table 6.5.
Bubbles play a key part in the operation of a fluid bed system. They are the ‘engine’
that stirs the bed of catalyst making the high heat and mass transfer rates possible. In
the standpipes bubbles can have a profound effect on the smoothness of catalyst flow
and care must be exercised to avoid over-aerating as well as under-aerating the catalyst.
A formula for adding the proper amount of air to a standpipe, Q, was presented by
Zenz and is shown below:
Q = 2000
P
B
P
t
1
ρ
f
−
1
ρ
p
−
1
ρ
t
−
1
ρ
p
(1)
Table 6.5. Superficial velocities
for FCC (ft/sec)
Minimum fluidization 0.01
Minimum bubbling 0.10
Bubbling bed 0.3–2
Turbulent bed 2–4
Fast-fluidized bed 4–8
Pneumatic conveying 12
FLUID CATALYTIC CRACKING 247
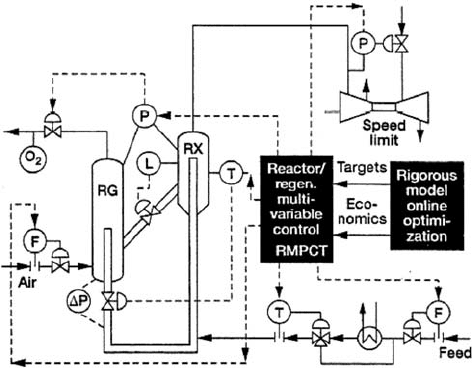
Figure 6.6. Advanced FCC process control scheme. Reprinted with permission from HYDROCARBON
PROCESSING, by Gulf Publishing Co., Copyright 2001; all rights reserved.
Typically 70% of the above calculated aeration rate is about optimum and it should be
added at even intervals, around the standpipe, about six to eight feet apart. Fine-tuning
is done once the unit is in operation and a single gauge pressure survey can be taken
to aid in the operation of the system. It is critical that the catalyst be properly fluidized
entering the standpipe since refluidizing catalyst is very difficult. Over-aeration is a
more common problem than under aeration in commercial operations.
Process control
While there are a number of ways to configure the controls of the cat cracker, Fig-
ure 6.6 shows the typical scheme used in the industry for a slide valve controlled unit.
The reactor pressure is controlled by the inlet pressure to the wet gas compressor
but the actual pressure at the top of the reactor in the dilute phase is this pressure
plus the pressure drop taken through the main fractionator overhead system, the main
fractionator and the reactor overhead system (cyclones, plenum, and overhead vapor
line). At steady state this pressure should be constant. The regenerator pressure is
controlled by the flue gas slide valve and is maintained to give a constant differential
pressure between the reactor and regenerator. This is adjusted to provide optimum
catalyst circulation, adequate pressure drops across the control valves and to balance
the wet gas compressor and air blower.
The reactor temperature is controlled by the regenerated catalyst slide valve. More
hot catalyst is circulated to raise the reactor temperature or accommodate increased
248 CHAPTER 6
feedrates. The feed going to the unit is preheated by exchange with the hot products.
While heat exchange is adequate for feed temperatures ranging up to about 500
◦
F, a
fired heater is included for higher temperatures.
The regenerator temperature is a function of the coke on the catalyst entering the
regenerator, its composition and the mode of coke burning. Full combustion or the
complete burning of the carbon to CO
2
is most common due to the necessity of
limiting the CO concentration in the flue gas to 500 ppm or less to meet environmental
regulations. Partial combustion resulting in CO/CO
2
ratios ranging up to one are
practiced in units that do not have the needed metallurgy in the regenerator to operate
at high temperatures or wish to maximize regenerator coke burning capacity or limit
the heat produced in the regeneration process. Such units are equipped with CO
incinerators or boilers where the CO is converted to CO
2
before being discharged to
the atmosphere. Typical regenerator temperatures in these two operating modes are
1150–1250
◦
F (620–675
◦
C) and 1275–1350
◦
F (690–732
◦
C), respectively for partial
and complete combustion.
The spent catalyst slide valve controls the catalyst level in the stripper or reactor bed
if one is being used. No direct control of the regenerator catalyst bed level is made and
its level floats depending on the catalyst losses and the catalyst withdraw and addition
policies. Most units are capable of retaining most of the fresh catalyst added daily and
must periodically withdraw equilibrium catalyst to keep the regenerator level from
getting too high. The regenerator is used as the ‘floating’ vessel because it is larger
and it is desirable to withdraw regenerated rather than spent catalyst.
With the advent of computers and advanced process controllers, many refinements
to the basic scheme are possible. The biggest benefits come from operating closer to
several limits at one time. Better analysis of the feedstocks could allow feed-forward
control in the future. While these control systems can improve refining profitability
from 20 to 40 cents/barrel processed, they require more instrumentation, which must
be maintained to achieve the stated benefits.
Reaction chemistry and mechanisms
Many studies have been performed elucidating the difference between thermal and
catalytic cracking. Two separate reaction mechanisms are attributed to the methods
of cracking, i.e., thermal cracking goes through free radicals and catalytic cracking
via carbenium ions. The latter are generally associated with the bronsted acid sites
on the catalyst. In Table 6.6, the major differences between the two mechanisms are
shown. Thermal cracking is minimized as much as possible in current FCC units by
the use of advanced equipment such as radial feed injectors, riser termination devices
and post riser quench. Catalyst selection is also critical.
FLUID CATALYTIC CRACKING 249
Table 6.6. Characteristics of cracking mechanism
Thermal—Free radical Catalytic—Carbenium ion
r
C
1
–C
2
Principle products
r
C
+
3
Principle products
r
Little skeletal isomerization
r
Much skeletal isomerization
r
Cracking at beta position with little
preference for free radical type
r
Aromatics dealkylate at ring if
chain is at least 3 carbons long
r
Alpha olefins primary product
r
cracking occurs at
tertiary > secondary > primary
carbeniums ions
r
Products contain an olefin
r
Largest molecules crack fastest
unless steric hindrance controls
There are many reactions that occur during the cracking process. These are listed
below as primary or secondary reactions (Table 6.7). Most of the secondary reactions
are undesirable and are controlled through reactor and catalyst design. Numerous
cracking reactions occur with the large feed molecules before the desired products
are achieved. Typical feeds to a catalytic cracking unit contain molecules boiling above
the diesel end point (650–700
◦
F or 343–371
◦
C) and may boil as high as 1500
◦
F. The
consecutive reactions that occur are shown in equation (2):
ABCD
Gas Oil or Resid −→ Diesel −→ Gasoline −→ LPG + Coke
(2)
Table 6.7A. Primary cracking reactions for hydrocarbon types
Paraffin Paraffin + Olefin
C
n
H
2n+2
−→ C
p
H
2p+2
+ C
m
H
2m
Naphthene (cyclic paraffin) Olefin + Olefin
C
n
H
2n
−→ C
p
H
2p
+ C
m
H
m
Alkylaromatic Aromatic (base) + Olefin
ArC
n
H
2n+1
−→ ArH + C
n
H
2n
Olefin Olefin + Olefin
C
n
H
2n
−→ C
p
H
2p
+ C
m
H
2m
Aromatic −→ No reaction
Table 6.7B. Secondary reactions of olefins
Naphthene + Olefin −→ Aromatic + Paraffin
Hydrogen + Olefin
−→ Paraffin
Normal Olefin
−→ Iso-Olefin
Olefin + Olefin
−→ Larger Olefin
Aromatic + Olefin −→ Alkylaromatic −→ Cyclization
Multi-ring aromatic (Coke) ←− Dehydrogenation ←−
250 CHAPTER 6
While this is an over simplification of what occurs, it does give an overall view to
the cracking process. From the above equation it is clear that separate processes or
applications can center around either product or feed differences.
As such, there are three basic catalytic cracking applications, today. These are:
Application Feedstock Products
1. Gas oil cracking Vacuum gas oils Motor gasoline
LCO and LPG
2. Resid cracking Atmospheric resid
VGO + Vacuum resid
Motor gasoline
LCO and LPG
3. Cracking for
petrochemicals
Vacuum gas oils and
added resids.
Light olefins—C
2
’s , C
3
’s ,
and C
4
’s
Plus aromatics
The driving forces behind these applications are the need for gasoline, the lack of
demand for bottom of the barrel and the increase in demand for light olefins and aro-
matics. The technologies for each of these process configurations are reviewed in turn.
Gas oil cracking technology features
Reaction technologies
All of the reaction systems offered today consist of a feed injection system, reactor
riser, riser termination device, and sometimes vapor quench technology. Each licensor
approaches the design with different equipment and configurations.
The feed injection system is probably the most important part of the reaction system
since it provides the initial contacting between the oil and catalyst. A good system must
vaporize the feed quickly, quench the hot catalyst as fast as possible and provide plug
flow of the hydrocarbons and catalyst. Other features are important but are beyond
this limited description.
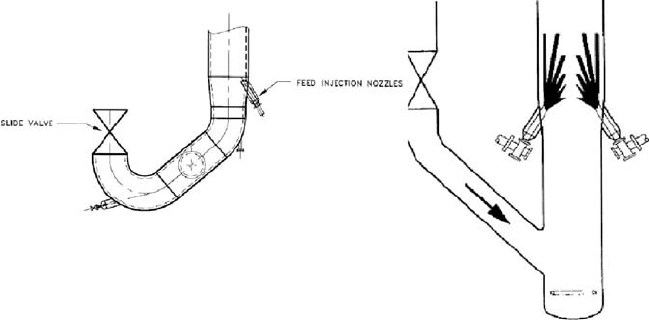
The hot-regenerated catalyst generally comes to the feed riser either through a wye
section or a J-bend depending on the proximity of the regenerated catalyst standpipe
and the feed riser (see Figure 6.7). Feed nozzles are usually located from 10 to 30
ft downstream of the base of the riser. Since raising the nozzles increases the back
pressure on the regenerated catalyst slide valve, lift gas may be incorporated to control
the pressure balance and minimize the back-mixing of the catalyst. The lift gas is
normally light gas from the product recovery section and adds to the load in the main
fractionator and wet gas compressor. Steam is sometimes substituted either whole or
in part to reduce the processed gas but can cause some catalyst deactivation if the
regenerator temperature gets too high.
FLUID CATALYTIC CRACKING 251
J-Bend
Wye Section
Figure 6.7. Regenerated catalyst/feed contacting configurations.
The feed injection systems (Figure 6.8) employed by the various licensors all use
different nozzle designs. Oil pressure and dispersion steam rates vary by both licensor
and application. Typical oil pressure drops and dispersion steam rates are 30–150 psi
and 1–7 wt% and depend on the type of feedstock processed, i.e. vacuum gas oils or
residual feeds (BP > 1050
◦
C (565
◦
C)).
The feed injection systems being offered by the licensors are shown in Figure 6.8.
These are all two fluid nozzles that mix an oil feed and steam and distribute them
across the riser cross-sectional area. Differences exist in the methods of contacting the
steam and oil, the amount of steam and pressures used and in the tip design. Refiners
are concerned about both performance and reliability when choosing a system.
Reactors are vertical pipes that are generally straight and are about 100 ft long. The
diameters at each end are controlled to give adequate lift to the catalyst. Velocities
of 20–30 ft/sec at the base and 50–65 ft/sec at the vapor outlet are typical with vapor
residence times of about 2 sec based on the vapor outlet velocity. Bends in the riser
pipe do not change the vapor residence time but increases the catalyst residence time
(or slip) and usually results in poorer oil/catalyst contacting.
A termination or separation system is used at the top of the riser. These have been
simple Tee’s, rough cut cyclones or specialized inertial separators. Most recently the
riser termination devices have been close-coupled cyclones, linear disengagers, riser
separator strippers, or vortex separators. These are pictured in Figure 6.9 and all can
be or are directly connected to the secondary cyclones.