Jones D.S.J., Pujado P.R. Handbook of Petroleum Processing
Подождите немного. Документ загружается.

252 CHAPTER 6
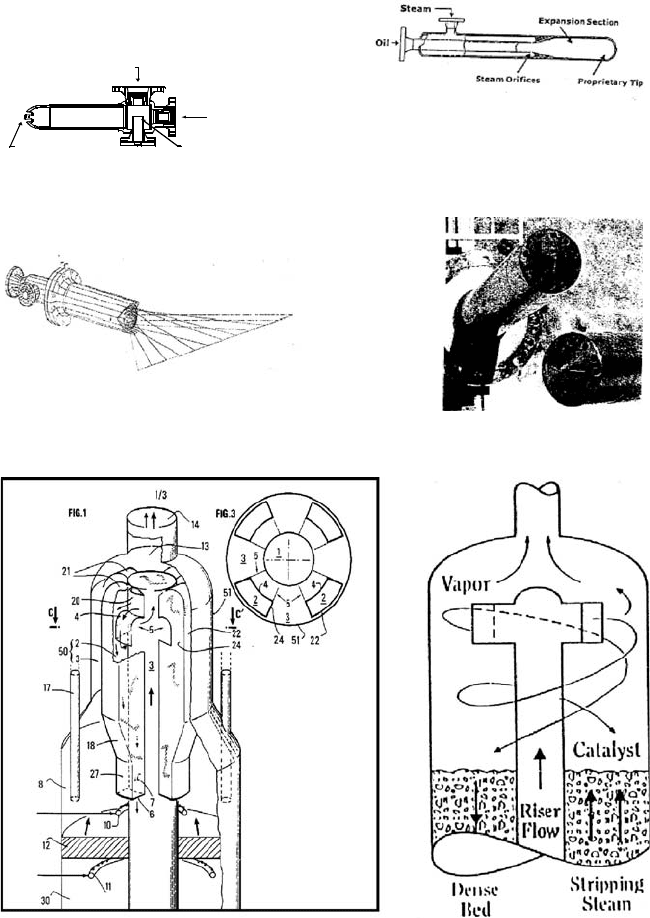
Stone & Webster Kellogg ATOMAX II
Dual Slot Impact
Lummas MicroJet UOP OPTIMIX
Oil Inlet
Steam Inlet
Target BoltBolt
Figure 6.8. Commercial feed injection systems.
RISER SEPARATOR STRIPPER
VORTEX SEPARATOR
Figure 6.9. Riser separators.
FLUID CATALYTIC CRACKING 253
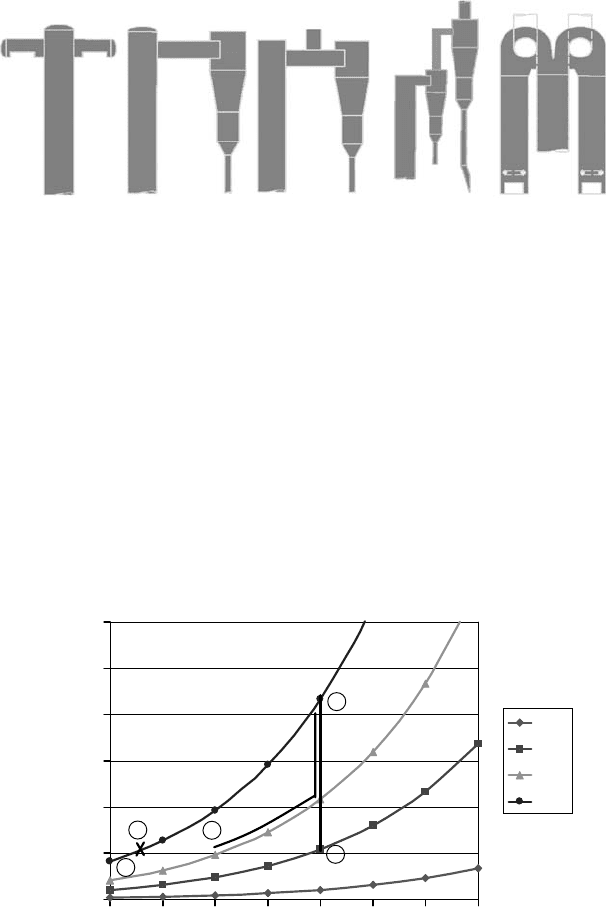
Tee Rough Cut
Cyclones
Vented
Riser
Linear
Disengaging
Device
Close-Coupled
Cyclones
Figure 6.9. (Cont.)
The dilute phase of the reactor-stripper is a place where secondary thermal reactions
can occur and the extent of these reactions can be estimated from equation (3).
Delta Dry Gas = Ke
E/RT
t = (8.3 × 10
12
)
e
−93,000/(1.987
∗
T (R))
t (3)
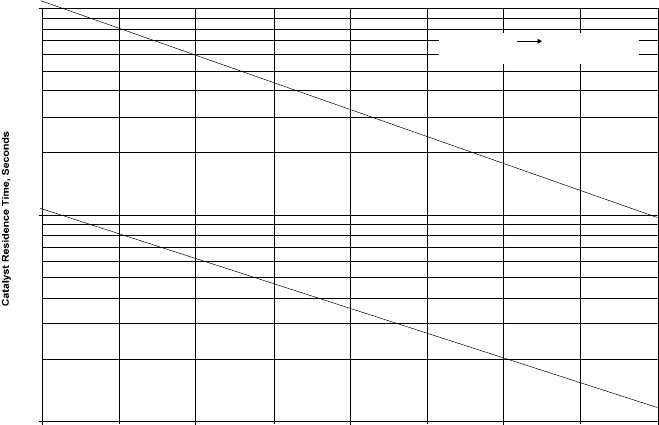
A plot of this equation (Figure 6.10) shows that high reactor temperatures and long
dilute phase residence times lead to high dry gas yields. At low reactor temperatures,
0
0.5
1
1.5
2
2.5
3
500 510 520 530 540 550 560 570
1 s
5 s
10 s
20 s
Reactor Temperature, °C
Dry Gas, wt%
1
2
3
4
5
Dry Gas Production v T & t
Figure 6.10. Post riser dry gas production.
254 CHAPTER 6
External
External
Roughcut Cyclone
Roughcut Cyclone
Internal
Internal
Roughcut Cyclone
Roughcut Cyclone
LD
LD
2
2
Axial Cyclone
Axial Cyclone
QuenchQuench
QuenchQuench QuenchQuench
Figure 6.11. Reaction systems with post riser quench.
below 505
◦
C (941
◦
F), the impact of the dilute phase is small and the use of advanced
termination technology is difficult to justify especially if there is a chance of downtime
due to equipment malfunction. The value of K can be determined for an individual
unit by measuring the amount of dry gas produced at two different temperatures and
measuring the vapor residence time with tracers. A number of factors can add to the
dry gas make such as catalyst type, feed properties, the amount of dilute phase catalyst
and carbon on regenerated catalyst.
Another approach to reducing the post gas dry gas make is to reduce the temperature at
the end of the riser. This has been done at the end of the riser before the separator and
just downstream of the catalyst/vapor separator at the end of the riser. Quenching in
the riser will reduce gas make and may be needed if there is a metallurgical limit in the
reactor-stripper vessel. However, the amount of quench is high due to the catalyst that is
cooled and the stripper must operate at a lower temperature. The coke make and air re-
quirements are increased since this is a recycle stream from a heat balance perspective.
Downstream quenching only cools the vapor and does not add to the coke yield. It
can be applied to any unit that has a rapid/effective catalyst/vapor separator as shown
in Figure 6.11. The quench material is taken from the main fractionator and from
a heat balance perspective acts the same as a pump around on the main column. It
can be adjusted to accommodate changes in the reactor temperature and discontinued
at low temperatures. Benefits from three different units are listed in Table 6.8. As
equation (3) implies and Figure 6.10 illustrates, the effects of time and temperature
are equivalent. However, the vapor quench also reduces the cracking that occurs in the
secondary cyclones, plenum changer and overhead vapor line. Care must be exercised
when using quench to avoid coke formation. These precautions include the choice of
the quench medium, operating above minimum operating temperatures and automatic
shut-offs and purges.

FLUID CATALYTIC CRACKING 255
Table 6.8. Impact of vapor quench on FCC yields
Unit A B C
Temperature (
◦
C)
Riser outlet 513 549 532
After quench 484 519 494
Yield shifts (wt%)
Dry gas −0.23 −0.80 −0.66
Gasoline +0.43 +1.80 +2.89
LPG – – −1.58
LCO – – +0.25
DO – – −0.86
Stripping technology
After the cracking reactions are completed, the spent catalyst needs to be stripped of
the hydrocarbons that would accompany it to the regenerator. This is done in a staged-
fluidized bed where steam enters from the bottom and pushes the hydrocarbons in
the gas phase out of the top of the bed. Design parameters for new units are given in
Figure 6.12, which is a common disk and donut design.
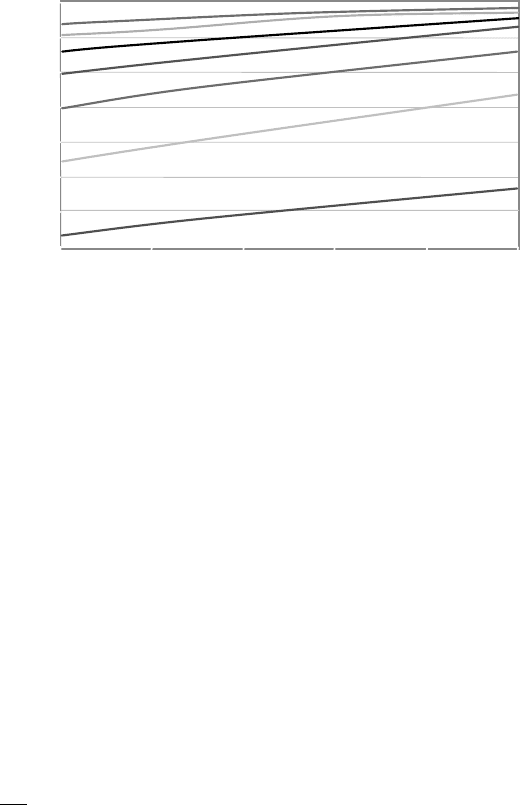
The baffles improve contacting between the steam and catalyst and increases the
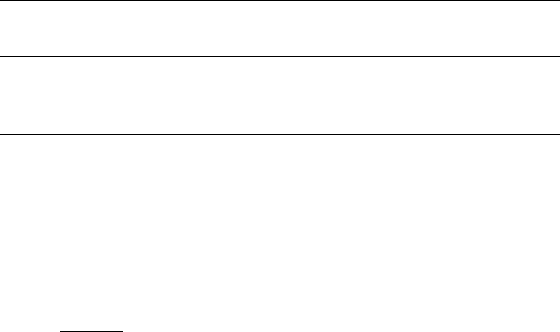
number of contacting stages. As shown in Figure 6.13, seven stages of stripping is
sufficient to remove at least 95% of the hydrocarbons. Each of the design parameters
are important to the proper operation of the stripper. A minimum amount of steam is
necessary to displace the hydrocarbons in the emulsion and bubble phases of the fluid
bed. The flux rate determines the catalyst velocity through the bed. If the downward
velocity of the catalyst gets too high, it will sweep hydrocarbons and steam with it
and adversely affect the stripper performance. The residence time is a function of the
stripper’s catalyst inventory and the catalyst circulation rate and relates to the number
of stages and their efficiency that the stripper can obtain.
Disc and Donut Trays
Steam
2-3 lb/1000 lb
Catalyst Circulated
Design Catalyst Flux
600-900 lb/ft
2 Min
Cat. Residence Time
60-90 Seconds
Figure 6.12. Disk and donut stripper.
256 CHAPTER 6
30
30
40
40
50
50
60
60
70
70
80
80
90
90
100
100
1
1
2
2
3
3
4
4
5
5
Stripping Gas
Stripping Gas
Overall Stripping Efficiency (%)
Overall Stripping Efficiency (%)
N=1
S
E
= T
E (n =1)
N=2
N=3
N=4
N=5
N=6
N=7
(lb./1000 lb Catalyst)
(lb./1000 lb Catalyst)
Figure 6.13. Disk and donut fray efficiency/stage efficiency.
While the disk and donut design shown has proven to be both reliable and effective,
there are other variations on this design. Holes can be placed in the baffles to improve
contacting, the skirts can be lengthened to provide a larger gas P, vent tubes have
been used to allow the gas from the bottom of the baffles to pass to the next stage and
rods or shed decks can be substituted as the contacting devices. The use of structured
packing has been reported recently with excellent results. Lower steam usage, better
contacting, and utilization of almost the entire cross-sectional area of the stripper are
benefits claimed with the new design. Horizontal trays with small holes configured as
distillation trays have been tested in the lab and will also be implemented in the field.
Regeneration technology
The object of the regenerator is to remove the coke that builds up on the catalyst in the
reactor without damaging the catalyst. Many studies have been made on the burning
rates of coke in a fluidized bed of cracking catalyst. Equation (4) describes the major
regeneration operating variables
dC
dt
= K × C
i
× L
m
O
2
× e
A/ RT
(4)
The contacting between the oxygen and catalyst is improved significantly as the air
rate or superficial velocity is increased in the regenerator. As the velocity increases
the bed goes through three stages. A bubbling bed occurs at low superficial velocities
(up to about 1.5 ft/sec or 46 cm/sec). Here relatively distinct bubbles are formed and
pass through the bed. A turbulent bed (1.5–4.0 ft/sec or 46–122 cm/sec) exists at
higher superficial velocities in which an emulsion is formed and the diffusion rate of
oxygen is significantly increased. At higher velocities a fast-fluidized bed (4–8 ft/sec
or 122–244 cm/sec) exists in which turbulence is maximized. A return line from the
recovered catalyst to the combustor is required to provide enough residence time and a
FLUID CATALYTIC CRACKING 257
10
100
1000
1150 1200 1250 1300 1350
Regeneration Temp.°F
50
30
700
300
500
70
Plug Flow
Bubbling
Bed
Carbon 0.85 0.05 wt%
Constant Pressure & XS Oxygen
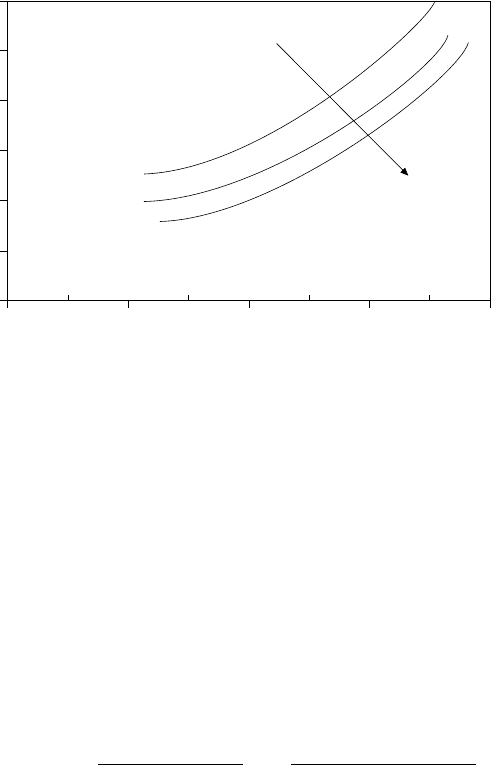
Figure 6.14. Comparison plug flow and Backmix regenerators (ideal).
sufficient mix temperature for the coke to completely burn. The difference in burning
rates between these idealized regenerator designs is shown in Figure 6.14.
A few observations can be made from Figure 6.14 and equation (4). At high tem-
peratures (>1,300
◦
For704
◦
C) the burning rate is very high. Oxygen availability
limits the burning rate though the small size of the fluid cracking catalyst eliminates
or minimizes diffusion as a reaction barrier at normal regenerator temperatures. The
plug flow curve moves up, as catalyst is recycled in the combustor since the effect is
to increase the residence time. Regenerators with larger inventories will reduce the
carbon satisfactorily even if there is a partial malfunction of the air distributor while
smaller inventories allow faster change outs of the catalyst inventory. Over the years,
the regenerator temperatures have increased due to better metallurgy and the need
to burn all of the carbon off the catalyst to restore the zeolite catalysts’ activity and
product selectivity.
At 1,100
◦
F (593
◦
C) the regenerator inventories had to be large to provide enough time
to burn the coke. Full CO combustion raised these temperatures to 1,300–1,350
◦
F
(704–732
◦
C). CO promoters are also frequently employed to assist the carbon burn
and prevent the afterburning of CO in the dilute phase or downstream hardware
where serious equipment damage can occur. The differences in catalyst inventory are
illustrated in Table 6.9 for a 50,000 B/D unit that circulates between 30 and 40 tons/
min of catalyst.
258 CHAPTER 6
Table 6.9. Regenerator parameters (50,000 B/D)
Residence time Regenerator inventory
Regenerator type (Min) Temperature (
◦
F) (tons)
Bubbling bed 5–20 1,100 300–800
Turbulent bed 3–5 1,250–1,350 200
Fast-fluidized bed 1–3 1,275–1,350 120
Shorter contact times and smaller catalyst inventories limit operable regeneration
conditions and need higher internal catalyst recycle rates for increased throughput or
coke burn. Since catalyst is frequently added on a pound per barrel basis each of these
units would use about 5 tons/day of fresh catalyst. Equation (5) relates the catalyst
activity to S, the daily fractional replacement rate or age of the catalyst:
A =
A
O
S
K
D
+ S
. (5)
This equation implies the smaller inventory would give the highest equilibrium or unit
activity. However, K is also a function of the contacting between the spent catalyst
and air, the mix temperature, the catalyst type and activity and the number of cycles
the catalyst makes through the system. This latter fact implies there is an optimum
unit inventory for a given processing capacity.
Commercial regenerator designs are shown in Figure 6.15. These utilize either turbu-
lent beds or fast-fluidized beds. Cocurrent or countercurrent contacting of the catalyst
and air is practiced and care is taken to prevent short-circuiting of the catalyst from
the regenerator inlet to the outlet to ensure an even, low carbon distribution on the
regenerated catalyst.
Resid catalytic cracking
Processing heavier feeds poses challenges to the normal FCC design due to the higher
coke laydown on the catalyst during the cracking reactions. The coke layed down in
the cracking process has been shown to come from four main sources as shown in
Table 6.10.
The catalytic coke comes from the secondary cracking reactions and are caused by
polymerization and condensation of hydrocarbons. Strippable coke are the hydro-
carbons that are entrained with the spent catalyst that enters the regenerator. Heavy
metals that lay down on the catalyst surface promote dehydrogenation and lead to
extra coke and hydrogen. Nickel, vanadium, and Iron are the main contaminates
though occasionally copper, zinc, and lead have been known to cause problems. Feed
coke has been associated with the carbon residue in the feed as measured in the
Conradson Carbon Test (ASTM). This has been also referred to as additive coke.

FLUID CATALYTIC CRACKING 259
EXXON FLEXICRACKER
UOP HIGH EFFICIENCY DESIGN
M. W. KELLOGG
S&W SINGLE STAGE DESIGN
Figure 6.15. Commercial FCC regenerator designs.
As Table 6.10 shows the sources of coke shift dramatically when resid is in the
feed. The percentages given in Table 6.10 are not fixed and shift as the composition
of the feed and operating parameters change. The total coke make is different in each
case. There are other factors that lead to coke formation that are included in the four
categories. Basic nitrogen is known to cause coke since these molecules are strongly
adsorbed on the acid sites in the reactor and are burned off in the regenerator.
Table 6.10. Sources of coke production
Feedstock Gas Oil Residue
Coke categories
Catalytic 65 45
Strippable 25 5
Contaminant 5 20
Feed Coke 5 20
260 CHAPTER 6
Contaminant Coke from Con. Carbon
10
20
30
40
50
60
70
Far East Brent Arab Lt.
Con. Carbon to Coke, %
FCC Feed Resid Factor
Increased
Reactor Temp
Figure 6.16. Percentage of conradson carbon going to coke. Reprinted with permission from HYDRO-
CARBON PROCESSING, by Gulf Publishing Co., Copyright 1987; all rights reserved.
Some of the very heavy hydrocarbons in resid may not be vaporized and be laid
down on the catalyst surface where they eventually coke. Figure 6.16 shows that the
percentage of Conradson Carbon that goes to coke is a function of the feedstock and
reactor temperature.
Both desorption of basic compounds and feedstock vaporization would be improved
by raising the reactor temperature (and consequently the stripper temperature) so the
relationship shown in Figure 6.16 is directionally correct. The carbon laydown or delta
coke can be represented by equation (6). The first term in is the Voohries relationship
for carbon laydown for gas oil feedstocks while the second term reflects the feed coke
contribution. A, B, and C are constants that depend on operating conditions, feed
properties and catalyst tested.
Delta Coke = A
Catalyst Res. time
in the reactor
B
+
C ∗ Conradson Carbon
Catalyst/oil ratio
. (6)
The overall heat balance equation for any cracking unit is:
Wt% Coke = Delta Coke × Catalyst/Oil ratio. (7)
The dependent variable is the catalyst/oil ratio, which needs to be high enough to
give the desired conversion. Weight percent coke is strictly a function of the operating
variables (i.e. fresh feed and recycle rates, feed temperature, reactor temperature,
steam rates, heat of cracking, air rates, and carbon burning mode). Since higher delta
FLUID CATALYTIC CRACKING 261
Table 6.11. Methods of increasing coke make for resid processing
Modification Objective Consequence
Partial burn Lower regen temp.
Burn more coke
CO emissions rise, carbon on
catalyst increases
Mix temp. control Cool regen
Aid vaporization feed
Higher coke
Water injection Cool regen More coke
CAT deactivation?
Oxygen enrichment Increase coke burn
Maintain superficial
Air velocity
Higher regen temperature
Auxiliary air Burn more coke Inc. regen superficial velocity
Catalyst cooler Reduce regen
Temperature
Higher coke
More air
Second regenerator Increase throughput
and resid
Cost
cokes are caused by heavier feeds, the resulting cat/oil ratio becomes too low for
medium to high conversion levels. The coke make must be increased to raise the
catalyst/oil ratio and this can be done by any of the means shown in Table 6.11. For
the heaviest feeds a catalyst cooler will be required.
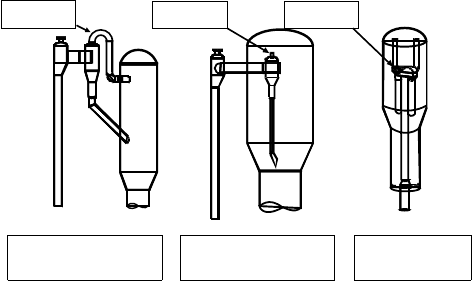
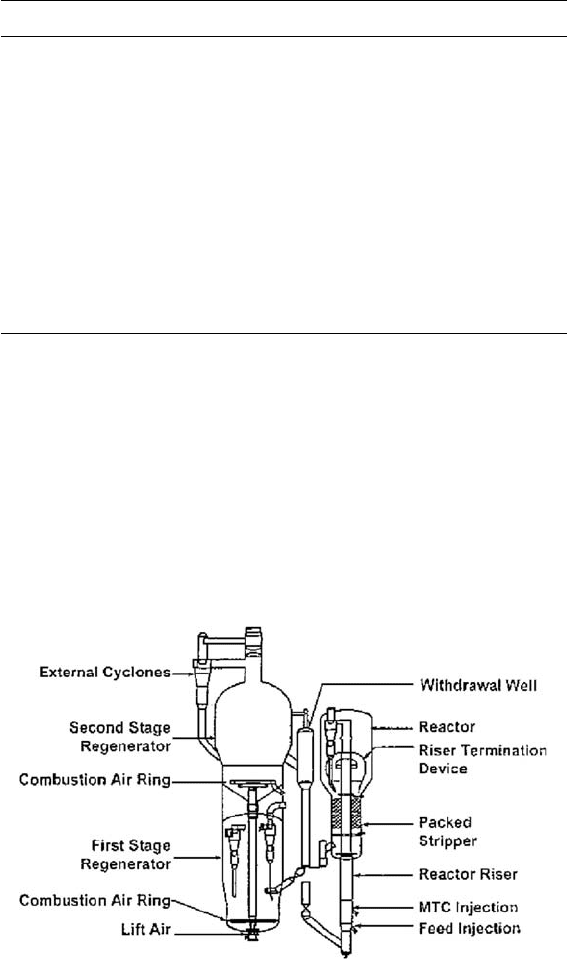
In Figures 6.17–6.21 the commercially offered resid FCC units are pictured.
Much of the reactor-stripper design is the same for resid crackers as it is for gas oil
designs. However, there are feed injectors designed specifically to process residual
feeds that require more dispersion steam than the normal gas oil models.
Figure 6.17. S&W/Axens R2R.