Jones D.S.J., Pujado P.R. Handbook of Petroleum Processing
Подождите немного. Документ загружается.

CATALYTIC REFORMING 221
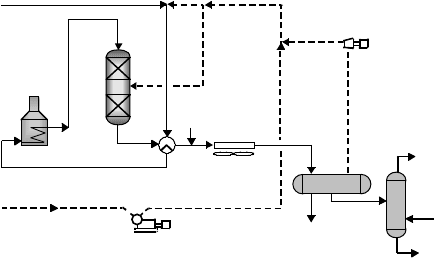
Heater
Reactor
Separator
Stripper
Fresh
Feed
Recycle Gas
Compressor
Light Ends
Stea
Desulfurized
Product
Hydrogen
Makeup
Makeup
Compressor
Sour
Water
Wash
Water
Steam
Figure 5.3. Naphtha hydrotreater flow scheme.
the second stage for the hydrogenation of olefins and the removal of sulfur and nitrogen
compounds.
The reformate stream from a catalytic reforming unit is invariably used either as a high-
octane gasoline blending component or as a source of aromatics—BTX (benzene,
toluene, and xylenes), and C
9
+ aromatics. Reforming for motor fuel applications
still represents the majority of existing reforming capacity. Reformate specifications
(octane, vapor pressure, end point, etc.) are set to provide an optimum blending prod-
uct. The octane requirement is met through the production of high-octane aromatics,
the isomerization of paraffins, and the removal of low octane components by cracking
them to gaseous products. Feedstocks to these units are typically “full range” naph-
thas, consisting of hydrocarbons with 6–12 carbon atoms; however, the initial boiling
point may be varied to limit the presence of benzene precursors.
Reforming units for the production of aromatics are often called BTX reformers.
Naphthas for these units are specified to contain mostly naphthenes and paraffins of
6–8 carbons. The desired reaction is aromatization through dehydrogenation of the
naphthenes, and cyclization and dehydrogenation of the paraffins to the analogous
aromatic.
Mercaptans Di–sulfides Thiophene
R ⎯ SH R ⎯ S ⎯ R
C
S
C ⎯ C
C
⏐⏐⏐⏐
⏐
⏐
Figure 5.4. Sulfur types.

222 CHAPTER 5
Table 5.2. Reformate composition
mass% liq-vol%
Aromatics
Benzene 3.72 3.39
Toluene 13.97 12.93
Ethylbenzene 3.13 2.90
p-Xylene 3.39 3.14
m-Xylene 7.47 6.91
o-Xylene 4.83 4.47
C9+ Aromatics 36.05 33.30
Total aromatics 72.56 67.04
Total olefins 0.82 1.02
Paraffins and naphthenes
Propane 0.00 0.00
Isobutane 0.14 0.20
n-Butane 0.94 1.32
Isopentane 2.52 3.29
n-Pentane 1.74 2.29
Cyclopentane 0.10 0.10
C6 Isoparaffins 3.91 4.77
n-Hexane 1.74 2.12
Methylcyclopentane 0.28 0.30
Cyclohexane 0.03 0.03
C7 Isoparaffins 7.70 9.02
n-Heptane 2.22 2.60
C7 Cyclopentanes 0.33 0.35
Methylcyclohexane 0.04 0.04
C8 Isoparaffins 2.86 3.24
n-Octane 0.62 0.70
C8 Cyclopentanes 0.14 0.14
C8 Cyclohexanes 0.06 0.06
C9 Naphthenes 0.04 0.04
C9 Paraffins 0.90 0.99
C10 Naphthenes 0.04 0.04
C10 Paraffins 0.24 0.26
C11 Naphthenes 0.00 0.00
C11 Paraffins 0.03 0.04
C12 P + N 0.00 0.00
Poly Naphthenes 0.00 0.00
> 200 P + N 0.00 0.00
Total Paraffins 25.56 30.84
Total Naphthenes 1.06 1.10
CATALYTIC REFORMING 223
Reformate properties
Table 5.2 shows a typical reformate composition. For motor fuel applications, the
octane number is the dominant parameter of product quality. A higher octane number
reflects a lower tendency of the hydrocarbon to undergo a rapid, inefficient detonation
in an internal combustion engine. This rapid detonation is heard as a knocking sound in
the engine, so octane is often referred to as the antiknock quality of a gasoline. Motor
fuel octanes are measured at low engine speeds (research octane number or RON) or
at high engine speeds (motor octane number or MON). In the United States, the octane
values posted on gasoline pumps are the arithmetic average of the MON and the RON.
The acronym RONC, research octane number clear, is used to denote that there are no
additives, such as lead, used to increase octane number. Table 5.3 provides a listing
of the various octanes of pure hydrocarbons according to the American Petroleum
Institute, API (2).
Octane numbers of a hydrocarbon or hydrocarbon mixture are determined by com-
paring its antiknock qualities with various blends of n-heptane (zero octane) and
2,2,4-trimethylpentane, or iso-octane (100 octane). Hydrocarbons may appear to
have different octane numbers when blended with other hydrocarbons of a differ-
ent composition—these are denoted as “blending octanes” and may be significantly
different from the actual octane numbers of the individual hydrocarbon components
(Table 5.4) (3).
Other property specifications of the reformate include volatility or vapor pressure,
often given in terms of the Reid vapor pressure or RVP, end point, color, etc. (3) High-
end point reformates, for example, may not combust well in an internal combustion
engine.
Table 5.3. Examples of research and motor
octanes of pure hydrocarbons
RON MON
Paraffins
n-heptane 0 0
2-methylhexane 42.4 46.3
3-ethylpentane 65.0 69.3
2,4-dimethylpentane 83.1 83.8
Aromatics
Toluene 120.1 103.2
Ethylbenzene 107.4 97.9
Isopropylbenzene 113.0 99.3
1-methyl-3-ethylbenzene 112.1 100.0
1,3,5-trimethylbenzene >120 >120

224 CHAPTER 5
Table 5.4. Octane and blending octane numbers by
research method
RON Blending Octane
2,2-dimethyl butane 92.8 89
2-methyl-1-butene 102 146
Cyclopentane 101 141
1,4-dimethylbenzene 117 146
Reformulated gasolines, a requirement of the 1990 Clean Air Act, are the subject
of much legislation. Specifications require a lower benzene content, lower volatility,
and lower end point. Other specifications may pertain to the oxygenate content and
other factors that affect the burning characteristics. The gasolines available to the
consumer consist of a mixture of gasoline fractions from many refinery sources,
including: straight run (unprocessed fraction), isomerate, alkylate, reformate, and
FCC fractions, and, on occasion, polymer gasolines.
Reforming reactions
In BTX production, the objective is to transform paraffins and naphthenes into ben-
zene, toluene, and xylenes with minimal cracking to light gases. The yield of desired
product is the percentage of feed converted to these aromatics. In motor fuel ap-
plications, octane values of the feed may be raised via aromatization or through
isomerization of the paraffins into higher octane branched species without sacrificing
yield. Yield is typically defined as liquid product with five or more carbons.
Typical catalysts that consist of platinum supported on alumina (with or without other
metals or modifiers) are bifunctional in that separate and distinct reactions occur on the
platinum site and on the alumina. The platinum typically performs dehydrogenation
and hydrogenolysis, while the acidic alumina isomerizes, cyclizes, and cracks.
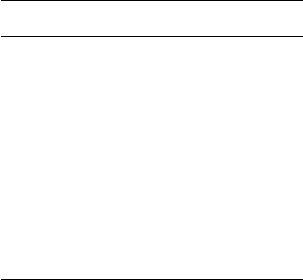
The dehydrogenation of naphthenes to aromatics is probably the most important
reaction. Feeds contain cyclopentanes and substituted cyclopentanes, as well as cy-
clohexanes and their homologues. Six carbon ring cyclohexanes, for example, can be
directly dehydrogenated to produce aromatics and hydrogen.
+
3H
2
Dehydrogenation is typically catalyzed by the platinum function on the reforming
catalyst.
CATALYTIC REFORMING 225
Five member ring cyclopentanes must be hydroisomerized to give a cyclohexane
intermediate prior to dehydrogenation to aromatics.
+ 3H
2
Acid-catalyzed reactions together with the Pt-catalyzed dehydrogenation function are
largely responsible for hydro-isomerization reactions that lead to the formation of
aromatics.
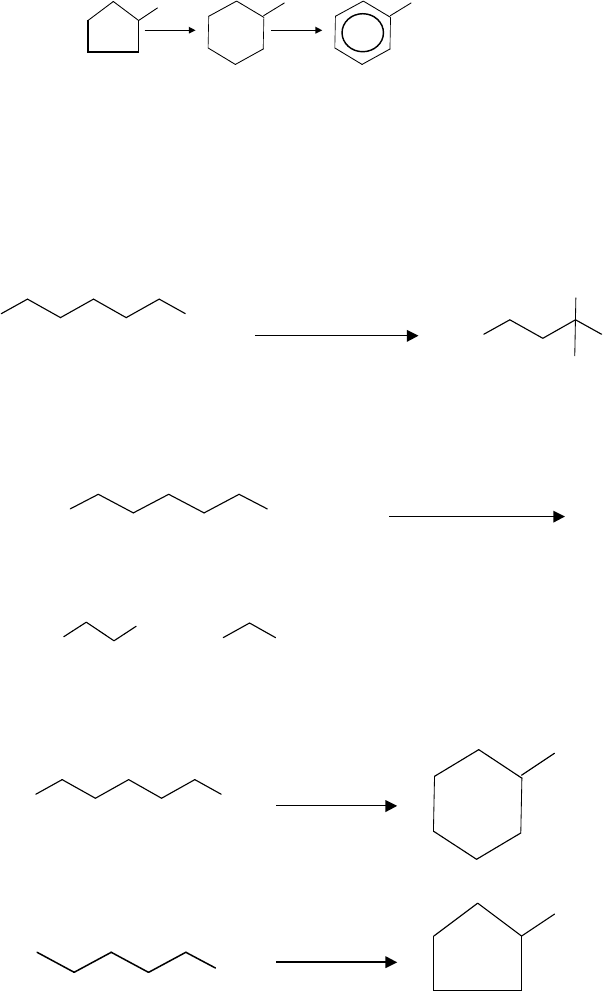
Paraffin conversion is the most difficult step in reforming. For that reason, the ability
to convert paraffins selectively is of paramount importance in reforming. Paraffins
may be isomerized over the acidic function of the catalyst to provide higher octane
branched paraffins.
CH
3
CH
3
CH
3
CH
3
CH
3
CH
3
Another acid catalyzed paraffin reaction is cracking to lighter products, thus remov-
ing them from the liquid product. Octane is improved through the removal of low
octane paraffinic species from the liquid product by their conversion to gaseous,
lower molecular weight paraffins.
H
3
CCH
3
+
H
2
H
3
C
CH
3
+
H
3
CCH
3
Paraffins also undergo cyclization to cyclohexanes. This reaction is believed to pro-
ceed through an olefin intermediate, produced by Pt-catalyzed dehydrogenation (4).
The cyclization of the olefin may be catalyzed by the alumina support.
+ H
2
+ H
2
CH
3
CH
3
CH
3
H
3
C
226 CHAPTER 5
After cyclization, cyclohexane undergoes dehydrogenation to aromatics. Cyclopen-
tanes undergo hydroisomerization to cyclohexane, followed by dehydrogenation to
aromatics. Aromatics are stable species and relatively inert. Reactions of substi-
tuted aromatics involve isomerization, hydrodealkylation, disproportionation, and
transalkylation.
Small amounts of olefins are formed that also undergo a number of isomerization,
alkylation, and cracking reactions. In particular, they appear to play an important role
as an intermediate in cyclization reactions.
The dehydrogenation of naphthenes and paraffins is rapid and equilibrium concentra-
tions are established in the initial portions of a catalyst bed. Isomerization reactions
are sufficiently fast that actual concentrations are near equilibrium. The observed re-
action rate for dehydrocyclization is reduced by the low concentrations of the olefin
intermediates that exist at equilibrium. Hydrogen partial pressure significantly affects
olefin equilibrium concentrations and has a significant impact on aromatization and
dehydrocyclization of paraffins. Lowering hydrogen partial pressures results in an
increase in the rate of aromatization, a decrease in the rate of hydrocracking, and an
increase in the rate of coke formation.
Table 5.5 provides thermodynamic data for typical compounds in reforming reactions
at a reference temperature of 800
◦
K. Thermodynamic data can be obtained from
Table 5.5. Thermodynamic data for reforming compounds at 800
◦
K,
ideal gas in kcal/mol
Reforming reactions are typically dehydrogenations of the form
A ↔ B + nH
2
with equilibrium expressed in the form
K
P
=
p
B
(p
H
2
)
n
p
A
such that they are a strong function of the partial pressure of hydrogen.
H
o
f
G
o
f
Typical C
6
’s
n-hexane −48.26 73.08
2-methylpentane −49.68 72.74
3-methylpentane −49.32 73.67
Cyclohexane −37.19 75.94
Methyl cyclopentane −33.73 71.92
Benzene 15.51 52.84
Typical C
7
’s
n-heptane −54.20 87.43
2-methylhexane −55.91 87.23
3-methylhexane −55.28 87.07
Methyl cyclohexane −45.10 86.15
Toluene 6.65 61.98
CATALYTIC REFORMING 227
standard sources (e.g., 2 and 5). Production of aromatics is favored by the reforming
conditions. Current designs at low hydrogen partial pressures ensure full conversion
to the equilibrium limits.
Catalysts
The platinum must be dispersed over the alumina surface such that the maximum
number of active sites for dehydrogenation is available. Platinum cluster size dimen-
sions are on the order of angstroms, or 10
−10
meters. The interaction of the platinum
with the alumina surface is such that the platinum clusters are relatively immobile and
do not agglomerate during reforming. Sulfidation of the platinum is sometimes used
to partially poison the platinum, or reduce its activity; this has the beneficial effect
of reducing a major portion of the hydrogenolysis, or metal-catalyzed cracking reac-
tions. Liquid product yields are improved and the light gas production, particularly
methane, is reduced.
The alumina support is usually in the eta (η) or gamma (γ ) phase, but most often
gamma is used in reforming. Chloride is added to promote acidity. A simplified
schematic diagram of the alumina functionality is given in Figure 5.5.
Catalysts that are used in reactors where the catalyst bed is not easily removed after
deactivation must have long catalyst life cycles. A typical fixed bed catalyst life cycle
may be a year or longer. Modifiers are added to reduce the effect of coke buildup and to
lengthen the catalyst cycle length, either by hydrogenating the coke to a less graphitic
species (6) or by cracking the coke precursors (7). Elements that are commonly added
to the catalysts are rhenium and, to a lesser extent, iridium.
In moving bed units (8) the catalyst flows through the reactors and is regenerated
continually in a sepaarte regeneration vessel that is part of the reactor–regenerator
loop. Process conditions are much more severe, thus shortening catalyst life and
requiring regeneration cycles of only a few days. In moving bed catalysts elements
are added, such as tin and germanium, to increase liquid, aromatic, and hydrogen
yields by reducing the activity of the platinum for hydrogenolysis or metal-catalyzed
cracking reactions. These components also provide some stabilization of the catalyst
relative to Pt alone.
H
O
O
O
Cl
Al Al
Al
Figure 5.5. Alumina schematic.
228 CHAPTER 5
Deactivation mechanisms for reforming catalysts include coking, poisoning, and ag-
glomeration of the platinum. Under normal conditions coke accumulates on the cata-
lyst. In a fixed bed or SR unit, this coke will deactivate the catalyst such that, in time,
the temperature limit of the reforming unit will be reached, or the selectivity to desired
products is too much reduced, or the octane of the liquid product is declining. When
this occurs, the refiner will shut down the process unit and regenerate the catalyst to re-
turn it to its original state. In a moving bed unit, some of the catalyst is continually being
regenerated outside the process and returned to the reactors. High selectivity and ac-
tivity are maintained. New, degradation-resistant catalysts allow the refiner to operate
continuous regeneration units for more than eight years before removing the catalyst.
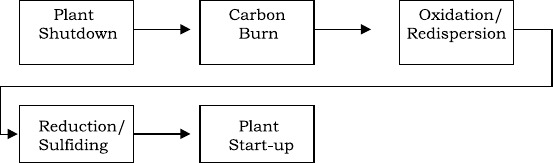
The actual chemistry and steps for regeneration for all process units are very similar.
In the following discussion, catalyst regeneration for a SR reformer is described. For
cyclic or continuous reformers, plant shutdown and start-up are unnecessary and the
remaining steps are accomplished in equipment outside the process stream.
The objective of regeneration is to return the catalyst to its initial, fresh state. If
the regeneration is successful, there is no difference between fresh and regenerated
catalyst. To do this, the coke must be burnt off the catalyst, the platinum should be well
dispersed and in a reduced state, and the acidity should be properly adjusted through
chloride adsorption. These needs account for the steps in regeneration; carbon burn,
chloride redispersion and metals reduction.
In order to conduct a regeneration, the heater temperatures and feed rates are reduced
gradually. The circulation of recycle gas is continued to strip hydrocarbons from the
catalyst, leaving only coke. If the coke is to be burnt in the unit, higher temperatures
are maintained and the coke burning procedure is initiated. If the coked catalyst is
to be removed from the unit, temperatures are lowered, to about 100–150
◦
F before
unloading. Since coked catalyst is often pyrophoric, nitrogen blanketing is often used
to protect the catalyst from air contact and combustion.
The coke burning step must be carefully monitored. The combustion of coke to car-
bon dioxide and water is exothermic, and the oxygen concentration must be kept low
to limit the reaction and temperature rise. Excessive temperature can cause agglom-
eration of the platinum or, in more extreme cases, can cause the alumina to change
CATALYTIC REFORMING 229
from the desired phase or crystal structure to a higher temperature phase. The water
produced in the combustion also facilitates sintering of platinum. Due to the need to
gradually burn coke, the carbon burn is usually the most time-consuming part of a
regeneration.
Coke burning is usually done in the range of 400–500
◦
C, and at oxygen concentrations
initially in the 1–2 mol% range. Oxygen content and temperature are often increased
during burning to ensure that all coke has been combusted by the end of the burn.
Oxygen consumption is monitored to determine the total amount of coke combusted
and the extent of the burn.
Since platinum can agglomerate even at relatively moderate exothermic conditions,
the platinum must be redispersed after the carbon burn. The temperature is first
increased to approximately 500
◦
C, oxygen content to approximately 5–6 mol%, and
chlorine or an organic chloride that breaks down to HCl and Cl
2
is injected into the
air/nitrogen stream. Platinum oxychlorides or chlorides form that redisperse platinum
over the alumina surface, ensuring that almost all the platinum is exposed for reaction.
This also adds chloride to the catalyst to enhance its acidity.
Finally, the last step in the regeneration process is the reduction of the metals on the
catalyst and sulfiding, if necessary. This is done in a dry hydrogen atmosphere. At
the temperatures required for reduction, greater than 350
◦
C, high moisture levels can
lead to platinum agglomeration. Since water is formed in the reduction process as
platinum oxide is reduced to platinum metal, water is drained from the unit during
reduction. The reduction hydrogen is recirculated at as high a rate as possible in order
to minimize moisture content.
Sulfiding is typically done by injection of H
2
S or of an organic sulfide into the unit at
the end of reduction. Sulfiding is continued until the specified sulfur level is reached
or until sulfur is no longer adsorbed by the catalyst and is detected at the outlet of the
catalyst bed.
Reactor performance
The major process variables that affect unit performance are reactor pressure, reactor
temperature, space velocity, H
2
/HC molar ratio, and catalyst type. The relationship
between the variables and process performance is generally applicable to both SR and
continuous regeneration modes of operation.
The reactor pressure declines across the various reaction stages. The change in reactor
pressure across the unit, known as pressure drop, can be quite high for high-pressure
reforming units, often 50–60 psig or more. The average reactor operating pressure is
generally referred to as reactor pressure. For practical purposes, a close approximation
230 CHAPTER 5
is the last reactor inlet pressure. The reactor pressure affects reformer yields, reactor
temperature requirements, and catalyst stability.
Practical operating constraints have led to a historical range of operating pressures
from 345 to 4,830 kPa (50–700 psig). Decreasing the reactor pressure increases
hydrogen and reformate yields, decreases the required temperature to achieve product
quality, and shortens the catalyst cycle because it increases the catalyst coking rate. The
high catalyst deactivation rate associated with lower operating pressure requires CCR.
The primary control for product quality in catalytic reforming is the temperature of
the catalyst beds. Platforming catalysts are capable of operating over a wide range of
temperatures. By adjusting the heater outlet temperatures, a refiner can change the
octane of the reformate and the quantity of the aromatics produced.
The reactor temperature can be expressed as the weighted average inlet temperature
(WAIT). The WAIT is the summation of the product of the fraction of catalyst in
each reactor multiplied by the inlet temperature of the reactor. The weighted average
bed temperature (WABT) is also used to describe catalyst temperature and is the
temperature of the catalyst integrated along the catalyst bed. Temperatures in this
chapter refer to the WAIT calculation. Typically, SR Platforming units have a WAIT
range of 490–525
◦
C (914–977
◦
F). CCR Platforming units operate at a WAIT of 525–
540
◦
C (977–1,004
◦
F). CCR Platforming units operate at even higher temperatures to
produce a more aromatic-rich, high-octane product. The amount of naphtha processed
over a given amount of catalyst over a set length of time is referred to as space velocity.
Space velocity corresponds to the reciprocal of the residence time or time of contact
between reactants and catalyst. When the hourly volume charge rate of liquid naphtha
is divided by the volume of catalyst in the reactors, the resulting quotient, expressed in
units of h
−1
, is the liquid hourly space velocity (LHSV). Typical commercial LHSV
range from 1 to 3 with the volumetric rates measured at standard conditions (60
◦
F
and 1 atm.abs.).
Alternatively, if the weight charge rate of naphtha is divided by the weight of catalyst,
the resulting quotient, also expressed in units of h
−1
, is the weight hourly space
velocity (WHSV). Whether LHSV or WHSV is used is based on the customary way
that feed rates are expressed at a given location. Where charge rates are normally
expressed in barrels per stream day, LHSV is typically used. Where the rates are
expressed in terms of metric tons per day, WHSV is preferred.
The combination of space velocity and reactor temperature is used to set the octane
of the product. The greater the space velocity, the higher the temperature required to
produce a given product octane. If refiners wish to increase the severity of a reformer
operation, they can either increase reactor temperature or lower the space velocity by
decreasing the reactor charge rate.