Jones D.S.J., Pujado P.R. Handbook of Petroleum Processing
Подождите немного. Документ загружается.


THE DISTILLATION OF THE ‘LIGHT ENDS’ FROM CRUDE OIL 211
Table 4.12. Valve metal densities
(in lbs/cuft)
Metal Density, ρ
m
C.S. 480
S.S. 510
Nickel 553
Monel 550
Titanium 283
Hastelloy 560
Aluminum 168
Copper 560
Lead 708
Total tray, P· ht
Total Tray P = h
cl
+ h
ed
Head loss under downcomer, h
ud
h
ud
= 0.06[GPM ÷ (cL
i
− N
p
)]
2
where
h
ud
= Head loss under downcomer in inches of hot liquid
c = Constant = 1.5
L
i
= Length of inlet weir in inches
Inlet head in inches of hot liquid, h
i
When there is an inlet weir use:
h
i
= 0.06[GPM ÷ (N
p
· L
i
)]
2/3
+ h
wi
where
h
i
= Tray inlet head in inches of hot liquid
L
i
= Length of inlet weir in inches
h
wi
= Height of inlet weir in inches
Table 4.13. Values of K
1
and K
2
Type of unit K
1
K
2
Deck Thickness ins 0.074 0.104 0.134 0.25
Normal valves 0.2 1.05 0.92 0.82 0.58
Vacuum valves 0.1 0.50 0.39 0.38 –
212 CHAPTER 4
where there is no inlet weir then h
i
= h
cl
.
Downcomer filling in inches of hot liquid
L
d
= h
i
+ (h
t
+ h
ud
) · [ρ
l
÷ (ρ
l
− ρ
V
)] + 1.0
where
L
d
= Downcomer filling in inches of hot liquid.
Example. The following is an example of tower sizing and hydraulic analysis. Tray
loading data that is used for this example are those calculated for the debutanizer
column earlier in this chapter. Thus, all data at tray conditions of temperature and
pressure:
Vapor Top Tray Liquid Top Tray
Moles/hr 1,012 lbs/hr 46,803
lbs/hr 57,297 GPM 187
ACFS 14.3 CFS 0.147
ρ
v
lbs/cuft 1.11 ρ
L
lbs/cuft 31.18
Vapor Bottom Tray Bottom Tray
Moles/hr 1,223.9 lbs/hr 239,860
lbs/hr 107,695 GPM 768.4
ACFS 8.7 CFS 1.715
ρv lbs/cuft 3.44 ρ
L
lbs/cuft 38.9
Bubble area on top tray at Flood:
G
f
= K
√
(ρ
v
× (ρ
l
− ρ
v
)).
where
G
f
= Load at Flood in lbs/hr sqft.
K = 1,110
ρ
v
= 1.11
ρ
l
= 33.37
G
f
= 6,415.8 lbs/hr sqft
Tower diameter will be designed to 80% of Flood. Then G
A
= 5,132.6 lbs/hr sqft
Bubble section A
B
of tray at 80% flood will be
57,297
5,132.6
= 11.16 sqft.
Down comer area (inlet and outlet) A
dc
:
Down comer velocity will be 0.4 ft/sec (see Table 4.10).
THE DISTILLATION OF THE ‘LIGHT ENDS’ FROM CRUDE OIL 213
Then area of one downcomer will be 0.417 ÷ 0.4 = 1.04 sqft.
Total downcomer area A
dc
= 2.08 sqft.
Waste area of tray A
w
will be 15% (see Table 4.10).
Total tray area A
s
= A
B
+ A
dc
+ A
w
Then for the top section of the tower the diameter will be:
A
s
− 0.15 A
s
= 2.08 + 11.6 sqft
A
s
= 15.58 sqft. diameter = 4.45 ft. say 4.5ft.
Similarly for the stripping side of the tower
G
f
= 1,110
√
3.44 × (38.9 − 3.44)
= 12,259 lbs/hr sqft. and at 80% flood Ga = 9,807 lbs/hr sqft
Downcomer area = 1.715/0.4 = 4.29 sqft andA
dc
= 8.58 sqft.
A
s
= 24 sqft and diam is 5.53 ft say 6 ft.
Tower hydraulics and downcomer filling
Using the pressure drop equations defined earlier the percentage of downcomer filled
by liquid is calculated. This calculation is based on the stripping section of the tower
only. A similar one will be completed for the rectifying section. Thus:
Clear Liquid Height, h
cl
h
cl
= 0.5 × [V
L
÷ (N
p
× L
o
)]
2/3
V
L
=768.4 GPM
N
p
=2 (Liquid loading is relatively high so the option of a 2 pass tray is used)
L
o
=58.8 inches. Use the correlation given in the appendix to this chapter.
Then h
cl
= 1.74 inches of hot liquid.
Effective dry tray, P
(a) P
po
= 1.35t
m
· ρ
m
/ρ
l
+ K
1
· (V
2
o
) · ρ
v
/ρ
l
(b) P
fo
= K
2
(V
o
)ρ
v
/ρ
l
Use A
o
/A
B
= 12% giving A
o
as 1.32 sqft.
214 CHAPTER 4
Valve thickness is 0.05 inches, and metal density is 480 lbs/cuft.
K
1
= 0.2, K
2
= 0.92
V
o
= 6.6 ft/sec
P
po
= 1.603 inches of hot liquid
P
fo
= 3.54 inches of hot liquid.
Total tray, P · h
t
h
t
= 1.74 + 3.54 = 5.28 inches of hot liquid
Head loss under downcomer, h
ud
h
ud
= 0.06[GPM ÷ (cL
i
· N
p
)]
2
c = 3.2 (estimated)
L
i
= 58.8 inches.
h
ud
= 0.96 inches of hot liquid.
Inlet weir head, h
i
There is no inlet weir therefore h
i
= h
cl
.
Total downcomer filling, L
D
L
D
= 1.74 + (5.28 +0.96)(38.9/35.46) + 1
= 9.54 inches of hot liquid.
= 40% of tray spacing, which is satisfactory.
Checks for light end tower operation and performance
Most light end towers are very stable in their operation. That is, once they are lined
out for an operating requirement normal unit control maintain their stability. When
performance falls off it can be attributed to one of a few reasons. This item looks at
some of these reasons and how they can be evaluated and checked. By performance
in this case is meant the ability of the unit to make product quality at the prescribed
throughput.
Cold feed
The condition of the feed entering the tower is very important to the tower operation.
Ideally the feed should enter the tower at as close to a calculated feed tray temperature
as possible. If the feed is well below its bubble point on entering the tower, several
trays below the feed tray are taken up for heat transfer before effective mass transfer
can begin. This could prevent the specified product separation occurring and tray
THE DISTILLATION OF THE ‘LIGHT ENDS’ FROM CRUDE OIL 215
efficiency in this section of the tower falls off dramatically. Feed condition can be
checked by bubble point calculation and a flash calculation (Item 3.7).
Hot feed
This situation is probably the more serious regarding feed condition. If the feed enters
at a temperature far above its bubble point its resulting enthalpy will be such as
to reduce the reboiler duty. This will occur automatically as the tower must always
be in heat balance. The tower controls will maintain the product quantity and split.
However, if the reboiler duty is drastically reduced insufficient stripper vapors will
be available for the stripping function. Poor separation will result.
As a rule of thumb the stripping vapor to the bottom tray must be at least 70% mole
of the bottom product make. In super fractionation such as a de-isopentanizer this
figure would be at least 80–100% of bottoms make.
Heat balances as shown in items and will quickly determine the stripping vapor status.
Ideal feed condition
Ideally the feed should enter the tower close to feed tray temperature. Usually then
at the inlet pressure the feed will be in a mixed phase with the vapor portion very
close in quantity to the distillate product. As the feed to these units are generally
heated by the bottoms product heat exchange, the approach temperatures are always
a consideration. To maintain good feed conditions however it is often beneficial to
include a separate steam (or hot oil) feed pre-heater.
Entrainment
A common cause of poor plant performance at high throughout or high reflux rates
is liquid entrainment or carry over from tray to tray. Very often in a high load and
entrainment situation the problem is further agitated by increasing reflux to attempt
separation improvement.
A well designed light end tower can operate up to about 120% of allowable flood
before substantial carry over occurs. Loading above this figure would result in some
degree of entrainment.
Downcomer backup and flooding
If tower loadings are increased well above allowable flood point there is a real danger
that down comers become unable to cope with the liquid load. They would fill and the
tower would be in a state of flood. This will be very apparent with very high abnormal
216 CHAPTER 4
pressure drop occurring across the tower. Separation by fractionation is not possible
under these conditions. Heat input (and feed rate) to the tower must be reduced to
bring the units back to a normal pressure drop.
Low tower loading
Most towers have been designed with at least a 50% turndown ratio for the trays. This
means that the trays should operate satisfactorily at 50% of their loading. Nevertheless
tray performance does fall off at these low loadings. At below this turndown ratio
performance particularly in sieve trays is drastically reduced. This is almost certain to
be due to “weeping” where liquid falls from tray to tray. If the low loads are to be for
only a short time due to temporary reduced throughput tray loading can be increased
by increasing reflux. If the low throughput is to continue for an extended period of
time a tray blanking schedule should be considered to reduce the active tray area.
Operating close to critical conditions
De-ethanizer in particular operate close to critical pressure in the bottom of the tower.
Careful attention should be paid to avoid any pressure surges in this unit. Feed to the
unit and reflux streams should be on flow control.
No separation by fractionation can occur at pressures in excess of critical. Very often
chilled water is used for overhead condensing to reduce reflux drum pressure but
maintaining minimum C
3
loss in the case of de-ethanizers.
Chapter 5
Catalytic reforming
Peter R. Pujad´o and Mark Moser*
Catalytic reforming is a process whereby light petroleum distillates (naphthas) are
contacted with a platinum-containing catalyst at elevated temperatures and hydrogen
pressures ranging from 345 to 3,450 kPa (50–500 psig) for the purpose of raising the
octane number of the hydrocarbon feed stream. The low octane, paraffin-rich naphtha
feed is converted to a high-octane liquid product that is rich in aromatic compounds.
Hydrogen and other light hydrocarbons are also produced as reaction by-products. In
addition to the use of reformate as a blending component of motor fuels, it is also a
primary source of aromatics used in the petrochemical industry (1).
The need to upgrade naphthas was recognized early in the 20th century. Thermal pro-
cesses were used first but catalytic processes introduced in the 1940s offered better
yields and higher octanes. The first catalysts were based on supported molybdenum
oxide, but were soon replaced by platinum catalysts. The first platinum-based reform-
ing process, UOP’s Platforming™ process, came on-stream in 1949. Since the first
Platforming unit was commercialized, innovations and advances have been made con-
tinuously, including parameter optimization, catalyst formulation, equipment design,
and maximization of reformate and hydrogen yields. The need to increase yields and
octane led to lower pressure, higher severity operations. This also resulted in increased
catalyst coking and faster deactivation rates.
The first catalytic reforming units were designed as semiregenerative (SR), or fixed-
bed units, using Pt/alumina catalysts. Semiregenerative reforming units are peri-
odically shut down for catalyst regeneration. This involves burning off coke and
reconditioning the catalyst’s active metals. To minimize catalyst deactivation, these
units were operated at high pressures in the range of 2,760 to 3,450 kPa (400–500 psig).
High hydrogen pressure decreases coking and deactivation rates.
*
c
UOP LLC
217
218 CHAPTER 5
Catalytic reforming processes were improved by introducing bimetallic catalysts.
These catalysts allowed lower pressure, higher severity operation: ∼1,380–2,070 kPa
(200–300 psig), at 95–98 octane with typical cycle lengths of one year.
Cyclic reforming was developed to allow operation at increased severity. Cyclic re-
forming still employs fixed-bed reforming, but each reactor in a series of reactors
can be removed from the process flow, regenerated, and put back into service without
shutting down the unit and losing production. With cyclic reforming, reactor pressures
are approximately 200 psig, producing reformates with octanes near 100.
Another solution to the catalyst deactivation problem was the commercialization of the
Platforming process with continuous catalyst regeneration, or the CCR Platforming
process, by UOP in 1971. The Institut Fran¸cais du P´etrole announced the commer-
cialization of a similar continuous regeneration reforming process a few years later.
With CCR small amounts of catalyst are continuously removed from the last reac-
tor, regenerated in a controlled environment, and transferred back to the first reactor.
The CCR Platforming process has enabled the use of ultra low pressures at 345 kPa
(50 psig) with product octane levels as high as 108. More than 95% of all new cat-
alytic reformers are designed with continuous regeneration. In addition, many units
that were originally built as SR reforming units have been revamped to continuously
regenerable reforming units.
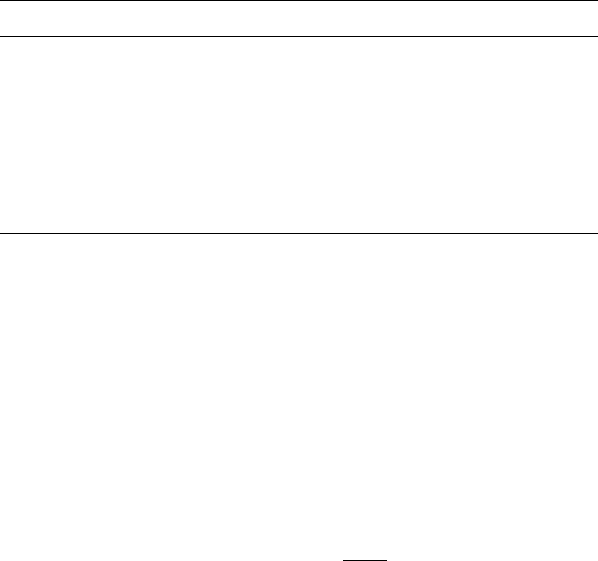
Figure 5.1 illustrates the evolution of catalytic reforming, in terms of both process
yields and octane numbers.
Increase in Catalytic Reforming
Performance with Catalyst and Process Innovation
RON Clear
86 90 94 98 102 106
Theoretical Yield
90
C5 Yield, LV%
86
82
78
1950s
1960s
1970s
1980s
1990s
Figure 5.1. Increased yields and octane with Platforming advances (reprinted with permission from UOP
LLC).
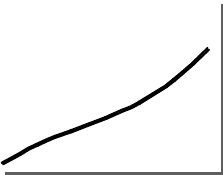
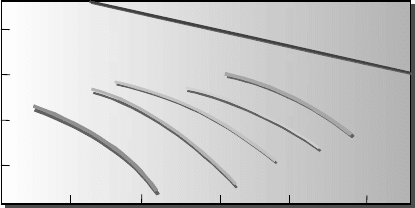
CATALYTIC REFORMING 219
150
200
250
300
350
400
IBP 10 30 50 70 90 EP
Percent Over
Temperature, °F
Figure 5.2. ASTM D-86 distillation curve for naphtha (1).
Feedstocks
Naphtha feedstocks to reformers typically contain paraffins, naphthenes, and aromat-
ics with 6–12 carbon atoms. Most feed naphthas have to be hydrotreated to remove
metals, olefins, sulfur, and nitrogen, prior to being fed to a reforming unit. A typical
straight run naphtha from crude distillation may have a boiling range of 150–400
◦
F
(65–200
◦
C).
In addition to naphthas from crude distillation, naphthas can be derived from a variety
of other processes that crack heavier hydrocarbons to hydrocarbons in the naphtha
range. Cracked feedstocks may be derived from catalytic cracking, hydrocracking,
cokers, thermal cracking, as well as visbreaking, fluid catalytic cracking, and synthetic
naphthas obtained, for example, from a Fischer–Tropsch process.
Light paraffinic naphthas are more difficult to reform than heavier naphthenic hydro-
carbons. Distillation values for the initial boiling point, the mid-point at which 50%
of the naphtha is distilled over, and the end point are often used to characterize a
naphtha (Figure 5.2). If available, however, it is best to have a detailed component
breakdown as provided by gas chromatographic analysis (Table 5.1).
Feed hydrotreating is used to reduce feedstock contaminants to acceptable levels
(Figure 5.3). Common poisons for reforming catalysts that are found in naphtha
are sulfur, nitrogen, and oxygen compounds (Figure 5.4). Removing these requires
breaking of a carbon-sulfur, -nitrogen or -oxygen bond and formation of hydrogen
sulfide, ammonia, or water, respectively. Hydrotreaters will also remove olefins and
metal contaminants.
Some hydrotreaters are two-stage units. The first stage operates at low temperature
for the hydrogenation of diolefins and acetylenes that could polymerize and plug the
second, higher severity stage. The effluent from the first stage is cooled and fed to

220 CHAPTER 5
Table 5.1. Composition of a typical naphtha
Concentration (wt%)
Aromatics
Benzene 1.45
Toluene 4.06
Ethylbenzene 0.52
p-Xylene 0.92
m-Xylene 2.75
o-Xylene 0.87
C9+ Aromatics 3.31
Total Aromatics 13.88
Total Olefins 0.11
Paraffins and Naphthenes
Propane 0.79
Isobutane 1.28
n-Butane 3.43
Isopentane 5.62
n-Pentane 6.19
Cyclopentane 0.64
C6 Isoparaffins 6
n-Hexane 5.3
Methylcyclopentane 2.58
Cyclohexane 3.26
C7 Isoparaffins 4.55
n-Heptane 4.65
C7 Cyclopentanes 2.77
Methylcyclohexane 7.57
C8 Isoparaffins 4.24
n-Octane 3.43
C8 Cyclopentanes 1.52
C8 Cyclohexanes 5.23
C9 Naphthenes 3.63
C9 Paraffins 5.93
C10 Naphthenes 1.66
C10 Paraffins 3.41
C11 Naphthenes 1.04
C11 Paraffins 0.53
C12 P + N0
> 200 P + N0
Total Paraffins 55.35
Total Naphthenes 30.7