Jones D.S.J., Pujado P.R. Handbook of Petroleum Processing
Подождите немного. Документ загружается.

262 CHAPTER 6
High Quality Parafrfinic Resids
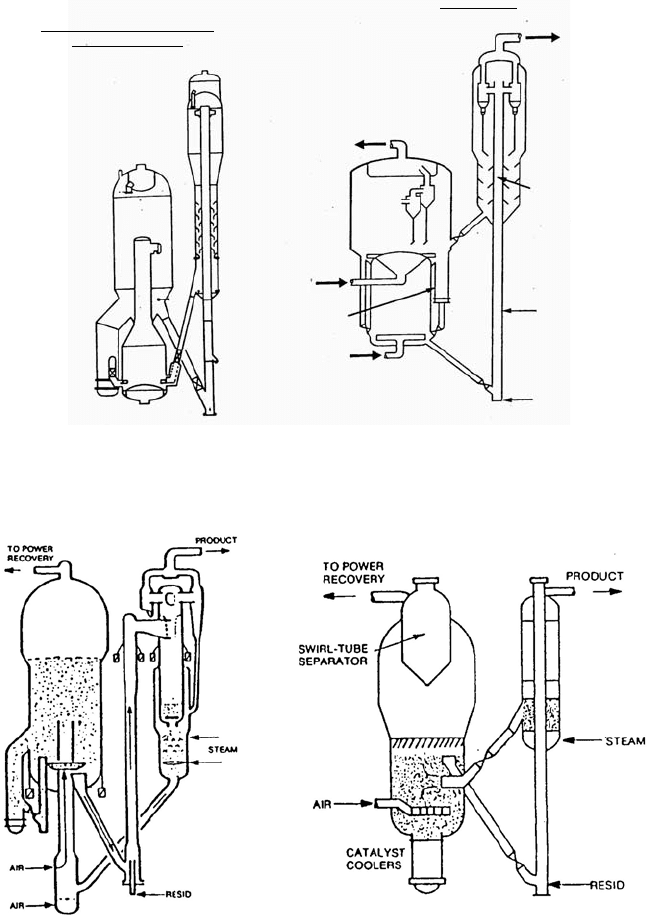
Commercial Design
RCC Process
Reactor product
Reactor riser
Residue diluents
Diluents
Secondary
air
Primary air
Flue gas
Two stage
regenerator
Catalyst
cooler
High Eff Regen
Total Combustion
Sox Acceptor
Catalyst Cooler
Lift Gas/Feed Distributor
Feed Temp
Diluents
Vented Riser
•
•
•
•
•
•
Figure 6.18. UOP resid designs.
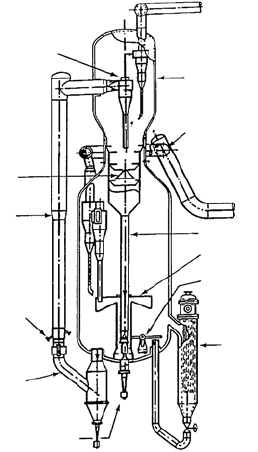
Figure 6.19. Shell resid cracker.
FLUID CATALYTIC CRACKING 263
DISENGAGER
EXTERNAL PLENUM
REGENERATOR
DENSE PHASE CATALYST COOLER
SPENT CATALYST DISTRIBUTION
AIR DISTRIBUTOR
CLOSED CYCLONE
SYSTEM
STAGED
STRIPPER
SPLIT FEED
QUENCH
ATOMIZING
FEED INJECTION
LATERAL
CATALYST PLUG VALVE
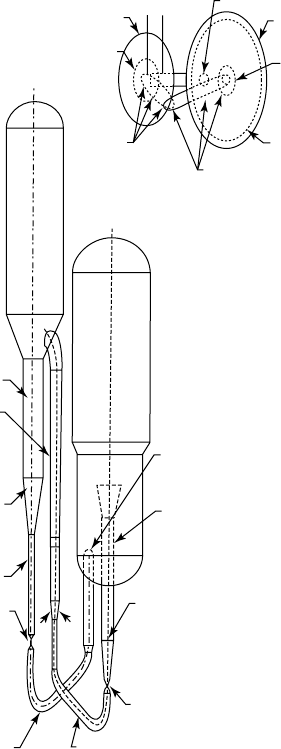
Figure 6.20. Kellogg resid cracker.
On the regenerator side, the two approaches are to use a single stage regenerator and
add a catalyst cooler or split the regenerator into two stages and make the catalyst
coolers optional. The two stage designs offered differ in the sequence of catalyst flow
and how the air is introduced and utilized.
The Ashland/UOP design has the first regenerator on top of the second. Spent catalyst
flows into regenerator one, is partially regenerated and flows to the second regenerator
where the carbon burn is completed. Air is introduced into both regenerators but the
flue gas from number two passes up through arms into regenerator one. Entrained
catalyst is carried with the flue gas. All of the regeneration air goes through the top
regenerator and a CO boiler to reduce the CO content of the flue gas to permitted
levels.
Stone & Webster/Axens have reversed the regenerators so that the spent catalyst enters
the bottom regenerator and the partially regenerated catalyst is vertically conveyed
with lift air to regenerator two where the coke burn is finished. Air goes to both
regenerators and the catalyst lift line. The flue gas from regenerator one contains CO
since the regenerator is run with no excess oxygen. A CO incinerator or CO boiler is
used to produce an acceptable flue gas composition. Lift gas and the air to regenerator
two are burned and exit the second regenerator and is recombined with the flue gas
from regenerator one. Several flue gas combination schemes have been used.
264 CHAPTER 6
SPENT CATALYST
J-BEND
SPENT CATALYST RISER
UPPER
REGENERATOR
REGENERATED
CATALYST
STANDPIPE
LOWER
REGENERATOR
REGENERATED
CATALYST J-BEND
REGENERATED
CATLAYST
STANDPIPE
REGENERATED
CATALYST
STANDPIPE
PLAN VIEW
REACTOR
RISER
REACTOR
STRIPPER
VESSEL
CYCLONE
STRIPPER
STRIPPER
STRIPPER
REACTOR
RISER
COKE
SPENT
CATALYST
STANDPIPE
THROTTLING
SUDE VALVE
SPENT
CATALYST J-BEND
REGENERATOR
FEED
PKL
REGENERATED
CATALYST J-BEND
SLIDE
VALVE
SPENT
CATALYST
STANDPIPE
Figure 6.21. Exxon flexicracking IIIR unit.
The reason for splitting the regeneration is to produce CO rather than CO
2
so that
the heat removal can be eliminated or reduced. Depending on the capacity of the
FCC Unit, the heat removal by this technique can reach 100 million BTUs per hour.
Another benefit is that the hydrogen in the coke burns faster than the carbon as shown
in Figure 6.22. This hydrogen is the chief source of moisture in the regeneration
process that has been shown to deactivate the catalyst. The carbon burn is typically
adjusted so that 45–75% is accomplished in the first stage.
FLUID CATALYTIC CRACKING 265
0
20
40
60
80
100
1 st
Stage
2 nd
Stage
Hydrogen Burned,
% of Initial
Hydrogen
Carbon Burned, % of Initial Carbon
Either
Stage
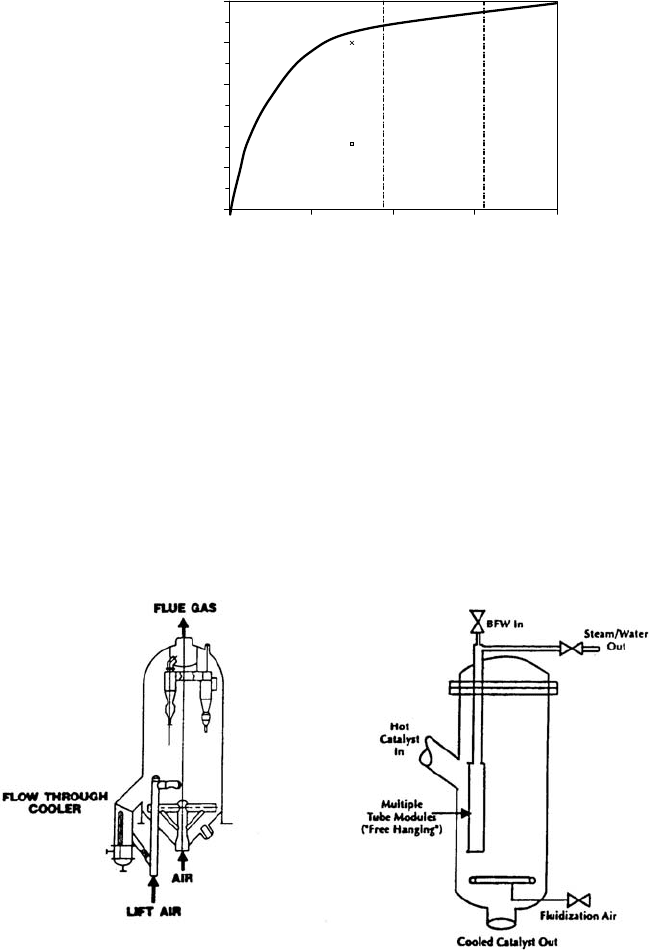
Figure 6.22. Carbon and hydrogen burning rates of coke.
If even more heat removal is required one or more catalyst coolers can be added to
the top regenerator. The two basic designs used are shown in Figure 6.23.
Both are dense bed catalyst coolers. Dilute phase coolers were used in the past but
frequent leaks made them too unreliable to use for commercial applications. One of
the designs features a shell and tube exchanger while the other has tube clusters that
have isolation valves. The latter is more expensive but allows isolation of the leaking
cluster without shutting down the catalyst cooler. If steam leaks into the regenerator
unabated, excessive catalyst deactivation occurs. The advantage of a catalyst cooler
UOP/Ashland BDI/S&W
Figure 6.23. Commercial catalyst coolers.
266 CHAPTER 6
is that its duty can be varied over virtually its entire heat load range. This allows the
refiner to adjust the coke make to the feedstock and desired reaction severity.
Many early FCC units had steam coils but these must be run at full load to prevent a
mechanical failure. All of these systems require a high water to steam ratio to ensure
vaporization does not occur in the regenerator coils or tubes, which leads to hot spots
and subsequent holes. Older heat removal systems were designed with coils and trim
coolers, but this concept has been rejected in modern resid crackers.
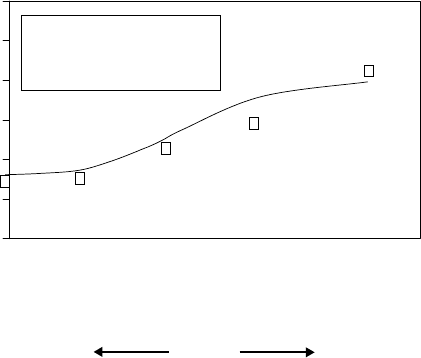
The demand for residual fuels has steadily declined and it is unlikely that it will ever
return. Consequently, residual catalytic cracking is a high growth area as shown in
Figure 6.2.
Heavy fuel oil will not be sold without hydroprocessing in the future. Concern over
acid rain and the severe desulfurization required for transportation fuels will focus
attention to all the other fuels (off-road diesel, bunkers, etc.) and make desulfuriza-
tion mandatory. Refiners will find feedstock preparation, while costly, will greatly
improve overall yields and install hydroprocessing where the crude warrants. For
high metals laden crude or those deficient in hydrogen, coking will be the preferred
bottoms processing route followed by hydroprocessing of the coker gas oils or the
FCC products.
Fluid cracking catalysts
The FCC process has been shaped and reshaped to accommodate the advances made
in fluid cracking catalysts. Early catalysts were relatively inactive and amorphous
in nature and required a lot of recycle of the uncracked feed to achieve the desired
conversions. Carbon on regenerated catalyst was usually around 0.3–0.6 wt% and
had little effect on unit performance. In the early 1960s zeolite containing catalysts
were introduced that were much more active and selective than previous catalysts but
required the removal of residual coke for optimum commercial performance. This
allowed the refiner to substitute fresh feed for the large amounts of recycle being used
and resulted in greatly expanded capacity and gasoline yields.
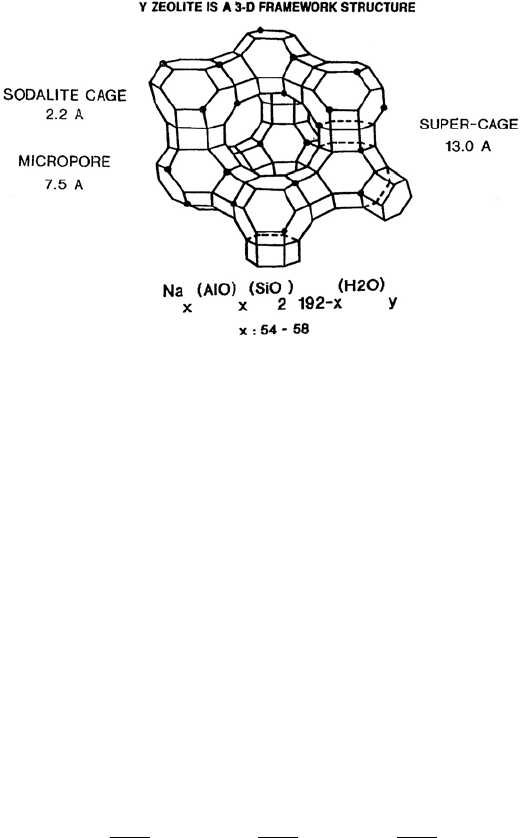
The preferred FCC zeolite is a crystalline silica-alumina compound that has the
sodium removed. The Type Y or Ultrastable Y zeolite commonly employed has a fau-
jasite structure and as produced formula as shown in Figure 6.24. The important prop-
erties of these zeolites that make them suitable for use in fluid cracking catalysts are:
r
High stability (>1,600
◦
F) to heat and steam
r
Three-dimensional structure
r
High activity (acidity)
r
Large pores (7.5
˚
A)
FLUID CATALYTIC CRACKING 267
Figure 6.24. Fautasite zeolite structure.
Without all these characteristics the zeolite will not standup to the high temperatures
in the regenerator or let in large molecules so that the interior of the crystal can be
utilized. Rapid coking is mitigated by the three-dimensional structure. The acidity or
activity of the zeolite is associated with the hydroxyl groups attached to the aluminum
atoms in the crystal structure.
The type of zeolites contained in fluid cracking catalysts are variations of the basic
faujasite or Type Y zeolite structure. These are made and characterized as illustrated
in equation (8). The products are referred to as Ultrastable Y’s (US–Y), Hydrogen Y’s
(H-Y), Calcined Rare Earth Y (CREY) or Rare Earth Ultrastable Y (RE–US–Y). Each
of these has been used as the primary cracking component in commercial cracking
catalysts. Variations of the structures and compositions of the above products are
made by new methods of zeolite syntheses and secondary treatment. These include
controlling the amount of alumina in the crystal structure and occluded in the zeolites
pores, substituting other cat ions for alumina in the zeolite framework and using other
cat ions for ion exchange to replace the sodium.
Na-Y
Exc
−→
NaHY
Cal
−→
HY
Cal
−→
US-Y
Exc. Stm
NaREY CREY RE-US-Y
Na
2
O13.03.0 <1 <1
(8)
where
Exc = Exchange (NH
3
or RE)
Cal = Calcine
Stm = Steam
268 CHAPTER 6
Table 6.12. Effect of rare earth exchange of Y zeolite on
activity and selectivity
Rare earth on zeolite 0 4 8 16
Activity (C/(100-C)) 2.55 2.8 3.0 4.0
Conversion 71.8 73.7 75 80
Coke 2.55 3.5 4.8 6.1
C
3
=/TC
3
0.81 0.75 0.72 0.65
C
4
=/TC
4
0.39 0.32 0.29 0.23
In Table 6.12 the effect of rare earth exchange of the Type Y zeolite used in FCC
catalysts is shown. Rare earths stabilize the zeolite and results in higher activity and
more hydrogen transfer. Coke selectivity declines along with the olefinicity of the
LPG and catalytic gasoline.
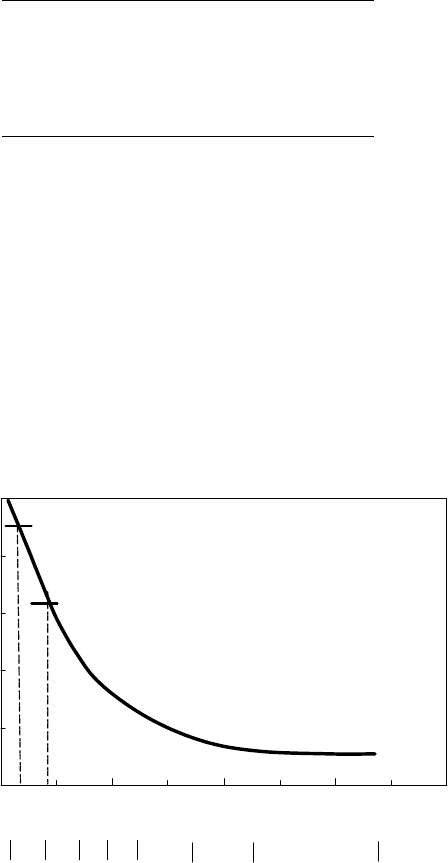
In commercial use, the zeolites undergo dealumination due to contacting with steam
at elevated temperatures such as those encountered in the regenerator. This is shown
in Figure 6.25 where the dealumination is measured by x-ray defraction to obtain the
corresponding unit cell size of the zeolite crystal.
The commercial performance of the cracking catalyst depends on a number of factors,
but the equilibrium unit cell size of the catalyst is a principle variable. As illustrated
24.20
24.30
24.40
24.50
24.60
24.70
10
030506070 80 85
604030
20
50
Unit Cell Size (a
o
) of Nay Zeoliete
SODIUM-Y TYPE
SiO
2
/AL
3
O
3
MOL RATIO IN UNIT CELL
90
% DEALUMINATION (STARTING WITH 5.0 SiO
2
/A
L2
O
3
)
24.66
24.52 (US-Y)
Figure 6.25. Unit cell size versus SiO
2
/Al
2
O
3
ratio for NaY zeolite.
FLUID CATALYTIC CRACKING 269
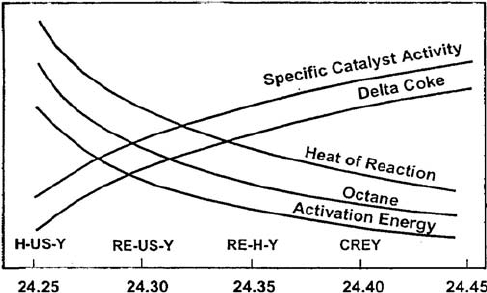
Figure 6.26. Effect of unit cell size on catalytic properties.
in Figure 6.26 many of the important properties of the catalyst are determined by this
number. The zeolite types tend to equilibrate around the levels shown but it should be
understood that both hydrogen and rare earth can be used for exchange on the same
zeolite to give to a mixed result.
As the aluminum atoms are removed from the zeolite structure the activity goes down
and much more zeolite needs to be used to give an equivalent conversion. Lower unit
cell sizes increases C
3
and C
4
olefinicity, gasoline octane, and reduces coke formation.
The catalyst’s activity is measured by a standard laboratory (MAT) test. The base
catalyst without zeolite can have an activity as low as four MAT though numbers
ranging from 20 to 45 MAT are more typical. Commercial FCC operations have
activities that range from 58 to 77 MAT with 62 to 72 being the most common range.
The matrix is the rest of the catalyst and contains clay, additives and/or a binder that
holds all the components together. Important properties such as the catalyst’s attrition
characteristics, density, CO burning rate, coke selectivity, bottoms cracking and dry
gas make are a direct function of the matrix composition.
Clay is used as filler and provides some pore structure. Additives such as alumina
and silica-alumina are used to increase the matrix cracking activity and crack large
molecules. Binders can consist of silica, alumina or silica-alumina, and can also
enhance activity. In the new catalysts, more than one additive can be incorporated
into the catalyst and small amounts of secondary compounds such as titanium or
phosphorous can modify the catalyst’s performance.
270 CHAPTER 6
Amorphous
Cracking
36
37
38
39
40
41
42
43
44
45
46
47
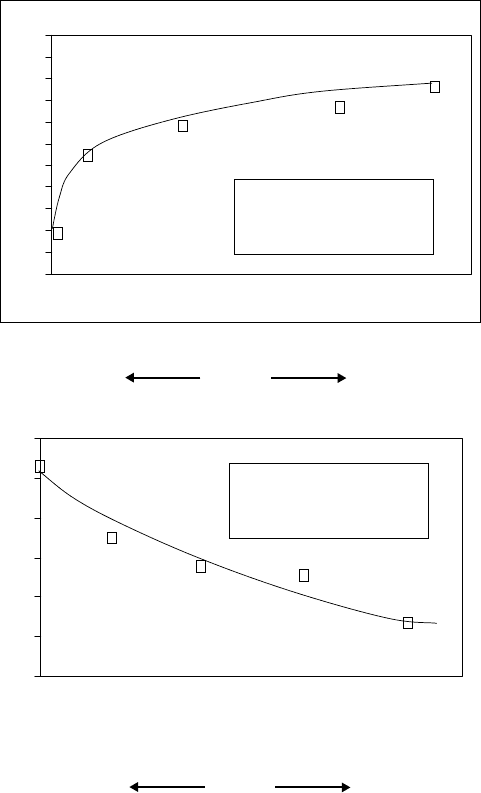
Gasoline Yield Wt% vs Z/M Surface Area
Gasoline Yield Wt%
Zeolite/Matrix Surface Area
Of Steamed Catalst
Zeolite
Cracking
204
Constant 60 wt% Conversion
MAT Operating Conditions
930 deg F 3c/o 16 WHSV
MAT Feed 225 API/11.5K
A
0
2
0
4
1
2
3
4
5
6
Coke Yield vs Z/M Surface Area
Coke Yield Wt%
Zeolite/Matrix Surface Area
Of steamed Catalyst
Amorphous
Cracking
Zeolite
Cracking
Constant 60 wt% Conversion
MAT Operating Conditions
930 deg F 3c/o 16 WHSV
MAT Feed 225 API/11.5K
B
Figure 6.27. (A–C) Effect Zeolite/Matrix SA ratio on gasoline, coke, and 640+ bottoms yield.
The ratio of zeolite to matrix is used to vary the yields from an FCC and must be
optimized for each matrix and zeolite system. Each feedstock with different proper-
ties such as molecular weight and aromaticity require a unique catalyst formulation.
Figures 6.27A–C show how the ratio of zeolite to matrix affects yields for a 22.5
◦
API (11.5 K) feed.
FLUID CATALYTIC CRACKING 271
12
13
14
15
16
17
18
04
640 + Bottoms Yield vs Z/M Surface Area
640 + Bottoms Yield Wt%
Zeolite/Matrix Surface Area
Of steamed Catalyst
Amorphous
Cracking
Zeolite
Cracking
Constant 60 wt% Conversion
MAT Operating Conditions
930 deg F 3c/o 16 WHSV
MAT Feed 225 API/11.5K
C
2
Figure 6.27. (Cont.)
In addition to FCC catalysts, there is now a long list of FCC additives to meet specific
processing needs. These include products for:
r
SO
x
removal
r
NO
x
removal
r
Octane enhancement
r
Metals passivation
r
Bottoms cracking
r
Fluidization aids
r
Olefin generation
A compilation of all the commercially available products is given in Appendix A.
Cracking for light olefins and aromatics
The demand for propylene as a petrochemical feedstock is outpacing the need for
ethylene. As a result, the traditional source of propylene, i.e. as byproduct of the
steam cracker, is not sufficient for future propylene projections.
Catalytic cracking is the other major source of the propylene with propane dehydro-
genation making up the balance. Worldwide market shares (2001) are 68:28:4, though
recently in the United States, catalytic cracking has overtaken steam cracking as the
largest single source of propylene used for petrochemicals.