Hoffman D.M., Singh B., Thomas J.H. (Eds). Handbook of Vacuum Science and Technology
Подождите немного. Документ загружается.

2.1.8 Pump System Relationships
77
Fig.
6.
Inlet pressure
•
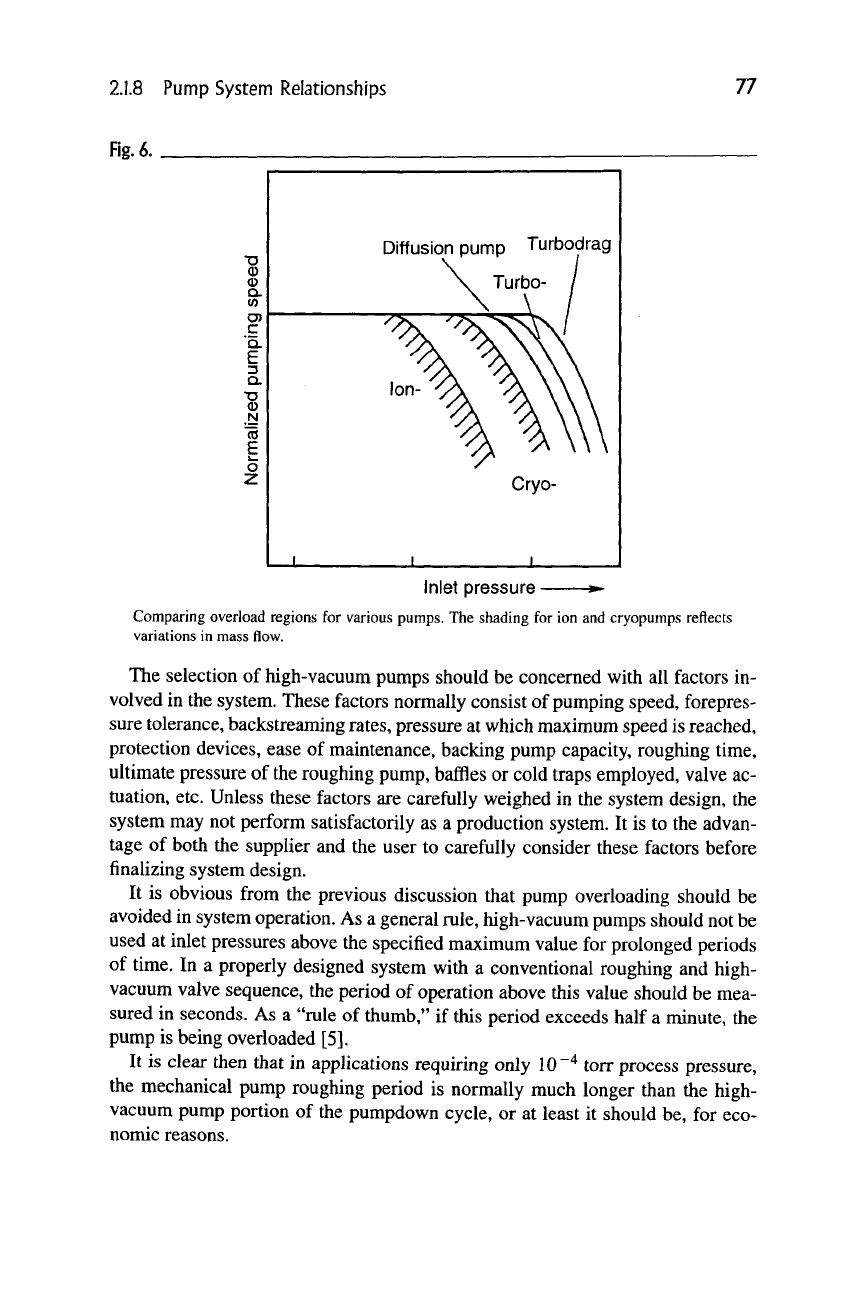
Comparing overload regions for various pumps. The shading for ion and cryopumps reflects
variations in mass flow.
The selection of high-vacuum pumps should be concerned with all factors in-
volved in the system. These factors normally consist of pumping speed, forepres-
sure tolerance, backstreaming
rates,
pressure at which maximum speed is reached,
protection devices, ease of maintenance, backing pump capacity, roughing time,
ultimate pressure of the roughing pump, baffles or cold traps employed, valve ac-
tuation, etc. Unless these factors are carefully weighed in the system design, the
system may not perform satisfactorily as a production system. It is to the advan-
tage of both the supplier and the user to carefully consider these factors before
finalizing system design.
It is obvious from the previous discussion that pump overloading should be
avoided in system operation. As a general rule, high-vacuum pumps should not be
used at inlet pressures above the specified maximum value for prolonged periods
of time. In a properly designed system with a conventional roughing and high-
vacuum valve sequence, the period of operation above this value should be mea-
sured in seconds. As a "rule of thumb," if this period exceeds half a minute, the
pump is being overloaded [5].
It is clear then that in applications requiring only
10
""^
torr process pressure,
the mechanical pump roughing period is normally much longer than the high-
vacuum pump portion of the pumpdown cycle, or at least it should be, for eco-
nomic reasons.
78 Chapter
2.1:
Technology of Vacuum Pumps—An Overview
2.1.9
CROSSOVER FROM ROUGH TO HIGH-VACUUM PUMPS
During the evacuation of a vessel, the question arises regarding the proper time to
crossover (switch) from rough pumping to the high-vacuum pump or, in other
words, when the high-vacuum valve should be opened. Ideally, the answer should
be:
when the gas flow into the high-vacuum system is below the maximum
throughput of the next pump. In practice, the transfer from roughing to high-
vacuum pumping is normally made between 50 and 150 mtorr. Below this pres-
sure region, the mechanical pumps rapidly lose their pumping effectiveness and
the possibility of mechanical pump oil backstreaming increases. Although the
throughput of the high-vacuum pump is nearly constant in the region of inlet
pressures of 1-100 mtorr, the initial surge of air into the pump, when the high-
vacuum valve is opened, will overload the high-vacuum pump temporarily. [6]
The general recommendation is to keep the period of inlet pressure exceeding
approximately 1 mtorr (0.5 mtorr for large pumps) very short, a few seconds, if
possible. Consider the following example. For constant throughput, the evacua-
tion time (between 100 and 1 mtorr) is
t={P,- P2)V/Q
(See Equation (6), Section 2.1.5.)
For a common 45-cm-diameter bell jar, the volume is about 120 L and, using a
high-vacuum pump with a maximum throughput of about 3 torr L/sec, we obtain
r = 120 L 0.1 torr/3 torr L/sec = 4 sec
If the high-vacuum valve were to open slowly to admit the gas into the high-
vacuum pump at the maximum throughput rate, it would take only 4 sec to reach
the stable pumping region. This transition occurs with a time constant
r=V/S
where V is the volume of the chamber and S the pumping speed of the high-
vacuum pump. In typical vacuum chambers, this time constant is less than 1 sec-
ond. On the other hand, the decay function associated with the outgassing rate has
a time constant of minutes or hours. For purposes of this discussion, the out-
gassing rate can be assumed to have a quasi-steady-state constant value. Thus, we
may say that
Q = PS„et = Q' =
P'S'„,,
= PjSj (17)
where: P is pressure before crossover
5net = the net rough pumping speed near the chamber
P'
= pressure after crossover
2.1.10 Pumping System Design
79
5net = the net high-vacuum pump speed
F2 = discharge pressure at the high-vacuum pump
(which must never rise above the tolerable forepressure)
^2 = backing speed at the outlet of the high-vacuum pump
The crossover pressure, then, is
P = gmax/^net (18)
where |2max is the maximum mass flow capacity of
the
high-vacuum pump (maxi-
mum throughput) and 5net is the net pumping speed of the rough pump at the
chamber.
It may be expected that the effect of outgassing will increase when the pressure
drops after crossover. Usually this is not significant because the interdiffusion of
gases,
at pressures considered here, is very high.
Traps are often employed to minimize oil backstreaming from the roughing
pump to the system during roughing and to the high-vacuum pump during the
"backing" stage. Traps are typically located in the foreline and provide a large
area surface on which the backstreaming fluid is adsorbed. To be effective, fore-
line traps require regular maintenance. Adsorbed matter must be removed by bak-
ing or cleaning. An overloaded foreline trap simply moves the source of contam-
ination from the roughing pump to the trap
itself.
2.1.10
PUMPING SYSTEM DESIGN
High-vacuum pumps are used, together with mechanical pumps, in applications
where system operating pressures of 10"^ torr and below are desired. The physi-
cal arrangement of system components depends on the characteristics of the pro-
cess to be carried out, such as the pressure level, cycle time, cleanliness, etc. To
some extent, the availability and compatibility of components influence the sys-
tem design. In some instances, the economic aspects of component selection may
determine the system layout. The following paragraphs illustrate briefly the most
common component arrangements, referred to as valved and unvalved systems,
and outline their major respective advantages and disadvantages. A recommended
operating procedure to ensure minimum work chamber contamination is outlined
for each type.
To furnish maximum effective pumping speed at the processing chamber, it is
generally desirable to make the interconnecting ducting between the chamber and
the pump inlet as large in diameter and as short in length as practical. The amount
of baffling, trapping, or throttling required depends on the desired level of process
gas
flow,
cleanliness in the chamber, the necessary reduction of
the
inherent back-
80 Chapter
2.1:
Technology of
Vacuum
Pumps—An Overview
streaming characteristics of the pump, and the migration of the pumping or lubri-
cating fluid, or reemission of previously pumped gases.
The size of roughing and foreline manifolding is governed by the capacity of
the mechanical pump, the length of the line, and the lowest pressure region in
which it is expected to function effectively. In addition, the size of the foreline
is influenced by the forepressure and backing requirements of the high-vacuum
pump under full-load operating conditions.
The need for a holding pump, which can be used to maintain the forepressure
of the high-vacuum pump during system roughing, is determined by several fac-
tors,
including the forepressure characteristics of the high-vacuum pump, time
cycle requirements, manifold configuration, and leak-tightness. The selection of
the type and capacity of mechanical pump will depend on the desired operating
cycle, the throughput and forepressure requirements of the pump, and the pro-
posed operating procedures for a system pumpdown.
Usually, in a high-vacuum system that is expected to be pumped to
10 ~^
torr in
less than half an hour, the outgassing will be negligible (compared to the maxi-
mum throughput of the pump) during the initial period after the high-vacuum
valve is opened. In practice, due to lack of precise valve control, the period be-
tween the time when the valve is opened and the time when inlet pressure of
1 mtorr is reached can be shorter than that computed using Equation (6). This is
due to the expansion of air across the high-vacuum valve into the higher-vacuum
space downstream. This downstream space (part of the valve, trap, baffle, upper
part of the pump) can be significant compared to the chamber
volume.
On the other
hand, when outgassing is severe the pump may be overloaded for longer periods
of time. The same is true if the pump is too small for the chamber volume. This
can be encountered in furnaces having porous insulating materials and in coaters
where large drums of thin film plastic are present in the vacuum chamber. In such
cases,
it may be better to extend the rough pumping period before returning to
the high-vacuum pump. When throughput is nearly constant, the pumping time
will be the same whether the high-vacuum valve is only slightly cracked or fully
opened. In general, the high-vacuum valves should be opened slowly; very slowly
at the start to minimize turbulence and particulate generation. The motion of or-
dinary pneumatic valves can be controlled to some extent with the air inlet and
exhaust adjustments. Special valve controls can be made either to maintain ap-
proximate constant throughput during initial opening or to have a two-position in-
terrupted operation. When the valve is almost closed, it serves as a baffle.
2.1.10.1 Valveless Systems
Valveless vacuum pumping systems are generally considered for applications
where the length of the pumpdown is of less importance, and process or test cy-
2.1.10 Pumping System Design
81
Fig.
7.
IONIZATION GAUGE
WORK
CHAMBER
ii
V.
CRYO-BAFFLE
WITH CIRCULAR
CHEVRON
y I
WATER
COOLED
BAFFLE
DIFFUSION
PUMP WITH
COLD CAP
.^1
y
T.C. GAUGE
<S:
=
:±>
AIR INLET VALVE
2
^
ISOLATION
VALVE
^ ISOLATION
X^^ VALVE
TC.
GAUGE
SECONDARY
BACKING
5
PUMP
%
AIR INLET
VALVE
O
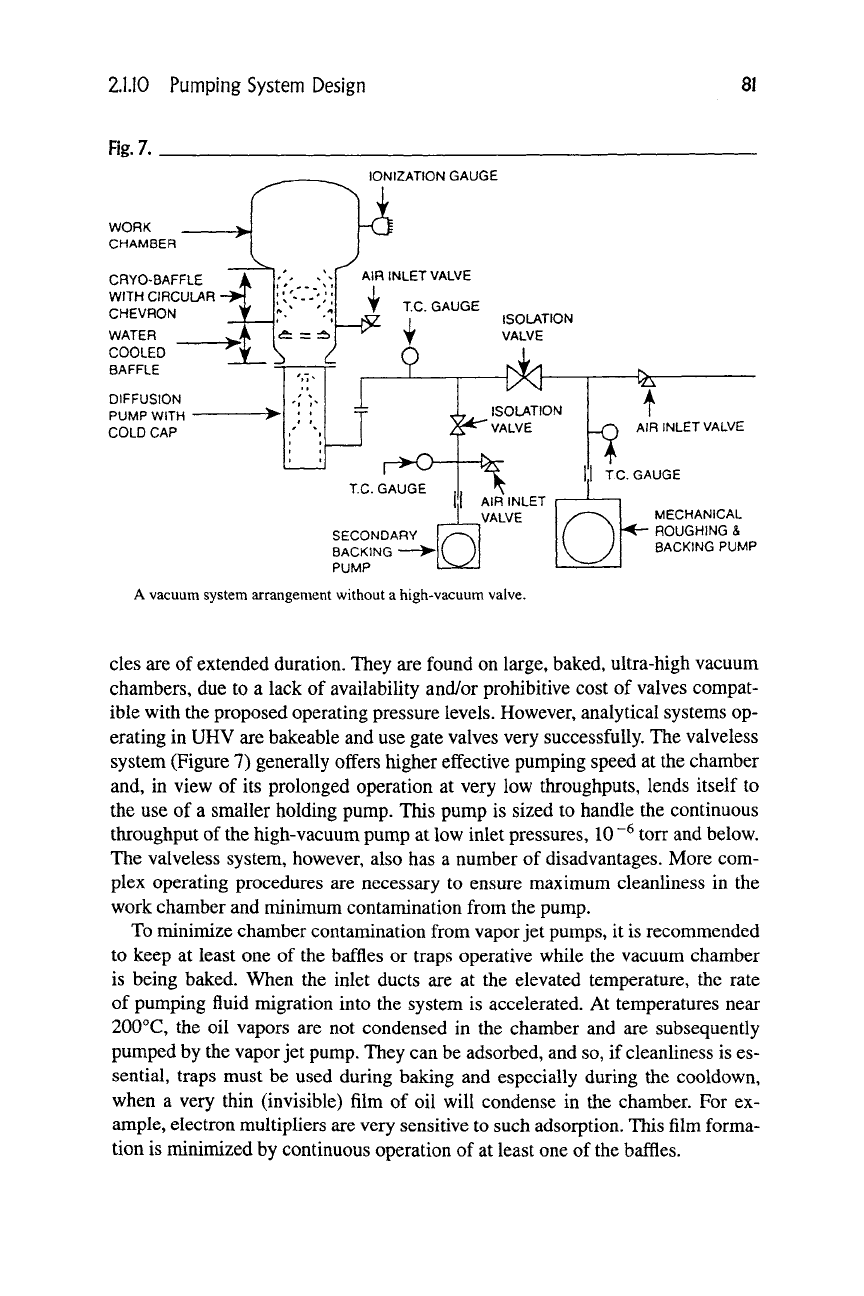
A vacuum system arrangement without a high-vacuum valve.
-fc
AIR INLET VALVE
Ij TC. GAUGE
MECHANICAL
ROUGHING
&
BACKING PUMP
cles are
of
extended duration. They are found on large, baked, ultra-high vacuum
chambers, due
to a
lack
of
availability and/or prohibitive cost
of
valves compat-
ible with the proposed operating pressure levels. However, analytical systems op-
erating in UHV are bakeable and use gate valves very successfully. The valveless
system (Figure 7) generally offers higher effective pumping speed at the chamber
and,
in
view
of
its prolonged operation
at
very
low
throughputs, lends itself
to
the use
of a
smaller holding pump. This pump
is
sized
to
handle the continuous
throughput of the high-vacuum pump
at
low inlet pressures,
10 ~^
torr and below.
The valveless system, however, also has
a
number
of
disadvantages. More com-
plex operating procedures
are
necessary
to
ensure maximum cleanliness
in the
work chamber and minimum contamination from the pump.
To minimize chamber contamination from vapor jet pumps,
it
is recommended
to keep
at
least one
of
the baffles
or
traps operative while
the
vacuum chamber
is being baked. When
the
inlet ducts
are at the
elevated temperature,
the
rate
of pumping fluid migration into
the
system
is
accelerated.
At
temperatures near
200°C,
the oil
vapors
are not
condensed
in the
chamber
and are
subsequently
pumped by the vapor jet pump. They can be adsorbed, and so,
if
cleanliness is es-
sential, traps must
be
used during baking
and
especially during
the
cooldown,
when
a
very thin (invisible) film
of oil
will condense
in the
chamber.
For ex-
ample, electron multipliers are very sensitive to such adsorption. This film forma-
tion is minimized by continuous operation
of
at least one
of
the baffles.
82
Chapter
2.1:
Technology of
Vacuum
Pumps—An Overview
The vapor jet pump must be cooled down to a safe level before the chamber can
be repressurized. This makes servicing cumbersome and time consuming. Failure
of utilities necessitates immediate shutdown of the system to protect the workload
and equipment. Operating costs
of
cryogenic baffles are higher, leak testing and
leak hunting are less convenient and more time consuming.
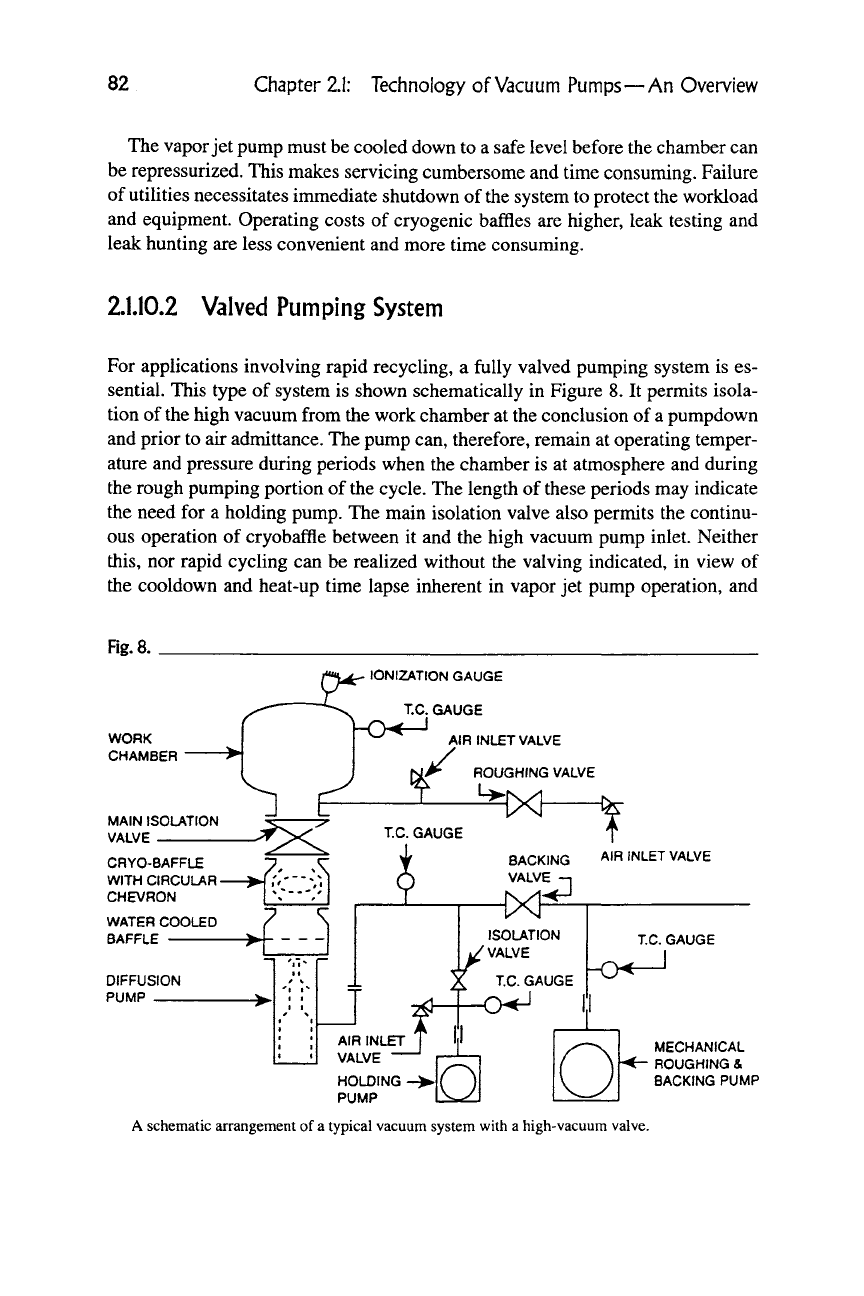
2.1.10.2 Vaived Pumping System
For applications involving rapid recycling,
a
fully vaived pumping system
is es-
sential. This type
of
system
is
shown schematically
in
Figure
8. It
permits isola-
tion of the high vacuum from the work chamber at the conclusion
of
a
pumpdown
and prior to air admittance. The pump can, therefore, remain at operating temper-
ature and pressure during periods when the chamber is
at
atmosphere and during
the rough pumping portion
of
the cycle. The length
of
these periods may indicate
the need
for a
holding pump. The main isolation valve also permits the continu-
ous operation
of
cryobaffle between
it
and the high vacuum pump inlet. Neither
this,
nor rapid cycling can
be
realized without
the
valving indicated,
in
view
of
the cooldown and heat-up time lapse inherent
in
vapor jet pump operation,
and
Fig.
8.
IONIZATION GAUGE
WORK
CHAMBER
MAIN ISOLATION
VALVE
CRYO-BAFFLE
WITH CIRCULAR
CHEVRON
WATER COOLED
BAFFLE
T.C.
GAUGE
•^-^^ AIR INLET VALVE
ROUGHING VALVE
M-
TO.
GAUGE
DIFFUSION
PUMP
AIR INLET
VALVE
HOLDING
PUMP
jT
BACKING
VALVE
-,
-ixj^
ISOLATION
I
^
VALVE
X T.C GAUGE
Q
1
AIR INLET VALVE
T.C.
GAUGE
I
MECHANICAL
ROUGHING &
BACKING PUMP
A schematic arrangement of a typical vacuum system with a high-vacuum valve.
2.1.10 Pumping System Design
83
cooldown and reheat time of the cryobaffle. Judicious operation of the main valve
at the changeover phase from roughing to vapor jet pumping can significantly re-
duce the backstreaming of oil vapors to the work chamber. Valved systems are
generally confined to operating pressures in the 10"^ torr range and above. Most
large commercially available valves contribute too high a gas load to the system
to allow operation at pressures lower than
10 ~^
torr.
Leak testing and leak hunting are considerably easier in valved systems, and
repair procedures are also generally less time consuming than in unvalved sys-
tems.
However, the following disadvantages are noted. Valved systems are ini-
tially more expensive, especially when large valves are involved. In addition, the
use of valves inevitably adds to the system complicity and generally results in
lower effective pumping speed at the chamber. For operation below 10~^-10~^
torr and for use with large, baked, ultra high vacuum chambers, the availability
and/or cost of valves may make their use prohibitive.
REFERENCES
1.
S. Dushman and J. Lafferty, Scientific
Foundations
of
Vacuum Technique
(John Wiley & Sons,
New York; London, 1962, p 90).
2.
G. Lewin,
Fundamentals
of
Vacuum
Science and
Technology
(McGraw-Hill, New York, 1965).
3.
F. J. Schittko and S. Schmidt,
Vak.
Tech.,
24 (1975) 4.
4.
H. G. Noller,
Vacuum
13 (1963) 539.
5. M. H. Hablanian, High
Vacuum Technology
(Marcel Dekker, New York) 1990; 2nd edition 1997.
6. M. H. Hablanian,
J. Vac.
Sci. &
Technol.,
A10(4) (1992).
CHAPTER
2.2
Diaphragm Pumps
F.J.EckIe
VACUUBRAND GMBH + CO
2.2.1
INTRODUCTION:
BASICS
AND OPERATING PRINCIPLE
Modern diaphragm pumps have become well-established devices for the genera-
tion of rough and fine vacuum. Physical, technical, and economical challenges
have led to diaphragm pumps covering ultimate vacua from 100 torr to 0.1 torr
with pumping speeds up to 200 L/min. Diaphragm pumps, in contrast to other
mechanical vacuum pumps, can be made of materials with high resistance against
chemical attack. Therefore, one of their major applications as stand-alone pumps
has become vacuum generation in "chemical laboratories." As backing or auxil-
iary pumps for modern oil-free high-vacuum pumps, they open the gateway to oil-
free high and ultra-high vacuum. Numerous applications result in the coating and
semiconductor industry, vacuum metallurgy, and analytical instruments business.
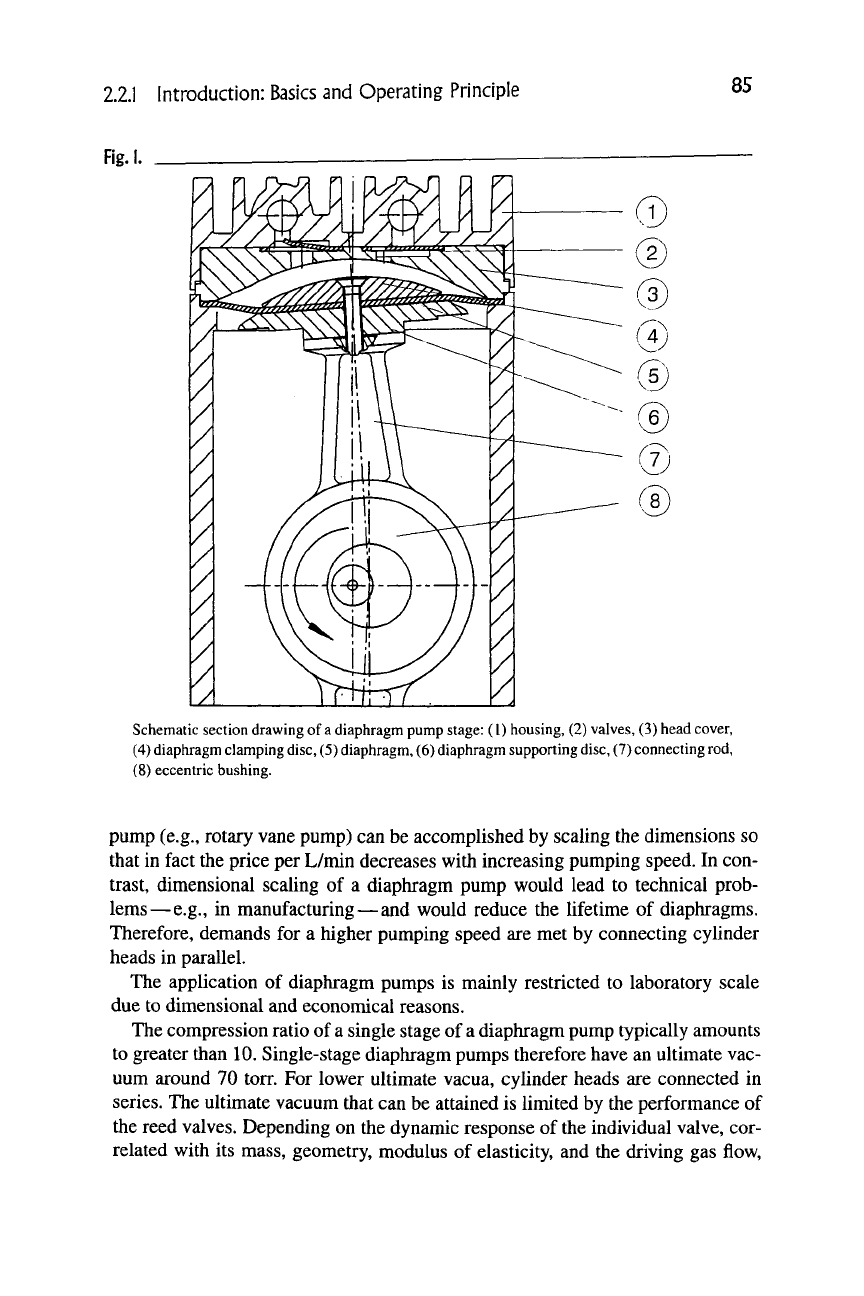
Figure
1
shows the setup of a modem diaphragm pump. The pumping chamber
is defined as the volume between the cylinder head and the diaphragm, which is
attached to the connecting rod by means of the diaphragm clamping disc. Due to
the movement of the connecting rod, the size of the actual volume of the pumping
chamber is altered periodically from expansion to compression. The connecting
rod is attached to a crankshaft driven by the motor. The inlet and outlet valves are
located between the head cover and housing cover. These are gas-flow-operated
reed valves.
An enlargement of the pumping chamber of a rotational positive displacement
ISBN 0-12-325065-7 Copyright © 1998 by Academic Press
$25.00 All rights of reproduction in any form reserved.
84
2.2.1 Introduction: Basics and Operating Principle
85
Fig.
I.
Schematic section drawing of
a
diaphragm pump stage: (1) housing, (2) valves, (3) head cover,
(4) diaphragm clamping disc, (5) diaphragm, (6) diaphragm supporting
disc,
(7) connecting rod,
(8) eccentric bushing.
pump (e.g., rotary vane pump) can be accomplished by scaling the dimensions so
that in fact the price per L/min decreases with increasing pumping speed. In con-
trast, dimensional scaling of a diaphragm pump would lead to technical prob-
lems—e.g., in manufacturing — and would reduce the lifetime of diaphragms.
Therefore, demands for a higher pumping speed are met by connecting cylinder
heads in parallel.
The application of diaphragm pumps is mainly restricted to laboratory scale
due to dimensional and economical reasons.
The compression ratio of
a
single stage of a diaphragm pump typically amounts
to greater than 10. Single-stage diaphragm pumps therefore have an ultimate vac-
uum around 70 ton*. For lower ultimate vacua, cylinder heads are connected in
series.
The ultimate vacuum that can be attained is limited by the performance of
the reed valves. Depending on the dynamic response of the individual valve, cor-
related with its mass, geometry, modulus of elasticity, and the driving gas flow.
86 Chapter 2.2: Diaphragm Pumps
this limit is near
1
torr. Therefore, only serial connections of up to four stages are
of practical use.
In multistage diaphragm pumps, the outlet of one stage is connected with the
inlet of the next stage. The connecting rods of two stages connected to one crank-
shaft have in general a phase shift of half a cycle: During expansion in the first
stage, the second one compresses, and vice versa. This design is convenient but
not indispensable. The stages could be arranged as well in V-shape or line con-
figuration.
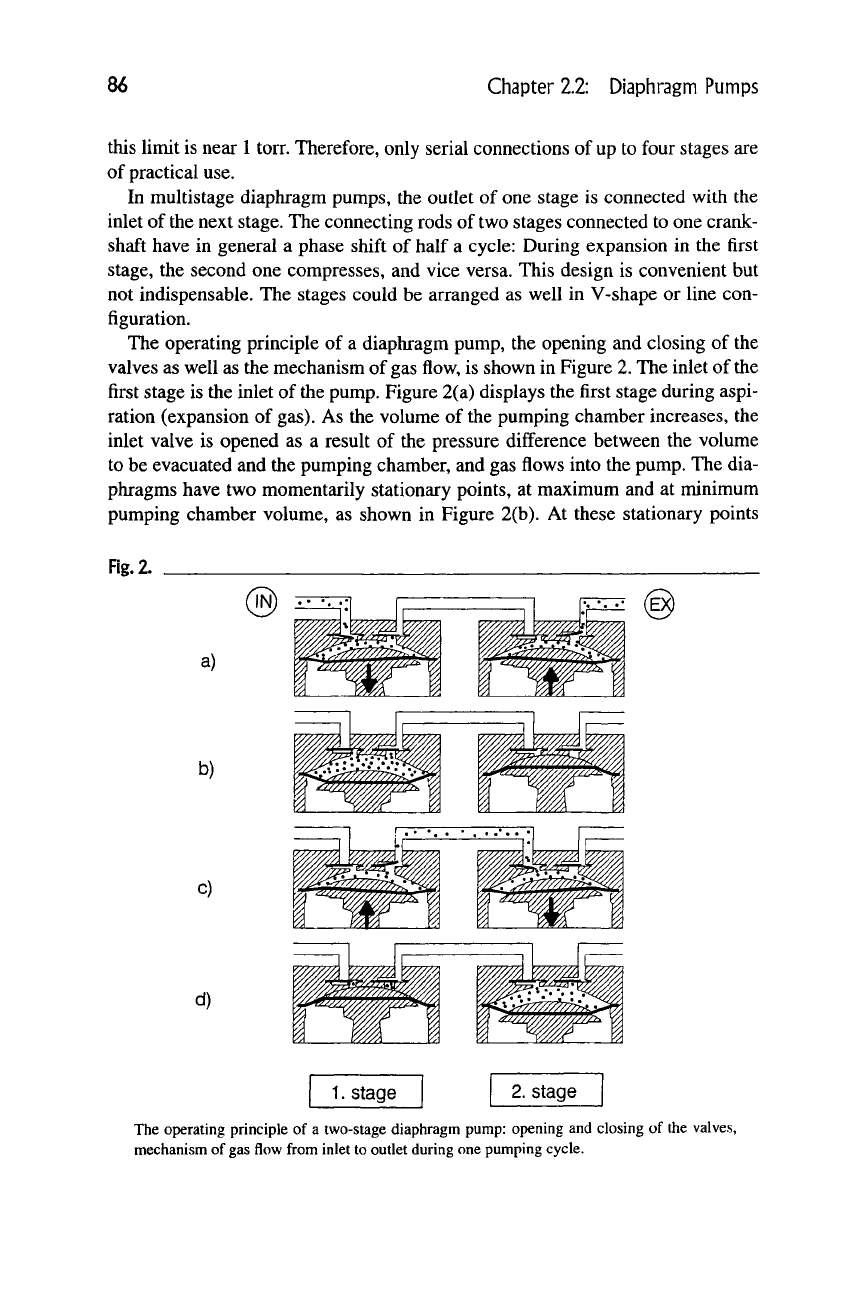
The operating principle of a diaphragm pump, the opening and closing of the
valves as well as the mechanism of gas flow, is shown in Figure 2. The inlet of the
first stage is the inlet of the pump. Figure 2(a) displays the first stage during aspi-
ration (expansion of gas). As the volume of the pumping chamber increases, the
inlet valve is opened as a result of the pressure difference between the volume
to be evacuated and the pumping chamber, and gas flows into the pump. The dia-
phragms have two momentarily stationary points, at maximum and at minimum
pumping chamber volume, as shown in Figure 2(b). At these stationary points
Rg.2.
a)
b)
c)
d)
1.
stage
2.
stage
The operating principle of a two-stage diaphragm pump: opening and closing of the valves,
mechanism of gas flow from inlet to outlet during one pumping cycle.