Hoffman D.M., Singh B., Thomas J.H. (Eds). Handbook of Vacuum Science and Technology
Подождите немного. Документ загружается.

2.2.2 State-of-the-Art Design and Manufacturing 87
there is no gas flow into the pump —
the
valves are in an indifferent equilibrium.
The pressure in the volume to be evacuated corresponds to the pressure in the first
stage, and the pressure in the second stage to that at the exhaust of the first stage.
The pumping process continues as displayed in Figure 2(c). The pumped
amount of gas is transferred from the first stage to the second. The diaphragm in
the first stage moves in the opposite direction and the inlet valve is closed. The
outlet valve of the second stage is closed due to the atmospheric pressure. The
pressure difference between the two stages keeps the outlet valve of the first stage
and the inlet valve of the second stage open, and therefore the gas flows from the
first into the second stage. Figure 2(d) represents the mirror image of Figure 2(b)
with regard to the functional characteristics of the pump stages.
2.2.2
STATE-OF-THE-ART DESIGN AND MANUFACTURING
The enclosed dead volume in the pump chamber (minimum volume of the pump-
ing chamber at the corresponding stationary point) limits the attainable ultimate
vacuum of a single pumping stage. In addition to that limit, which is correlated
with the theoretical compression ratio, in practice the ultimate vacuum is often
limited by an external leakage or internal backstreaming due to a time delay in
closing of the valves with regard to the corresponding stationary point.
The compression ratio is given as the ratio of the pressure at the outlet, to the
pressure at the inlet of a pump stage:
k = po/p,
The theoretical compression ratio, in the case of zero gas flow, is defined as
k = Vp/Vo
where
Vp
= volume of the pumping chamber
VD
= dead volume
Typical values of k range from 10 to 30.
Pumping speed per pump head is typically in the range of 5 to 40 L/min. By
connecting up to 8 medium-sized pump heads in parallel, pumps with a pumping
speed of up to 320 L/min are made.
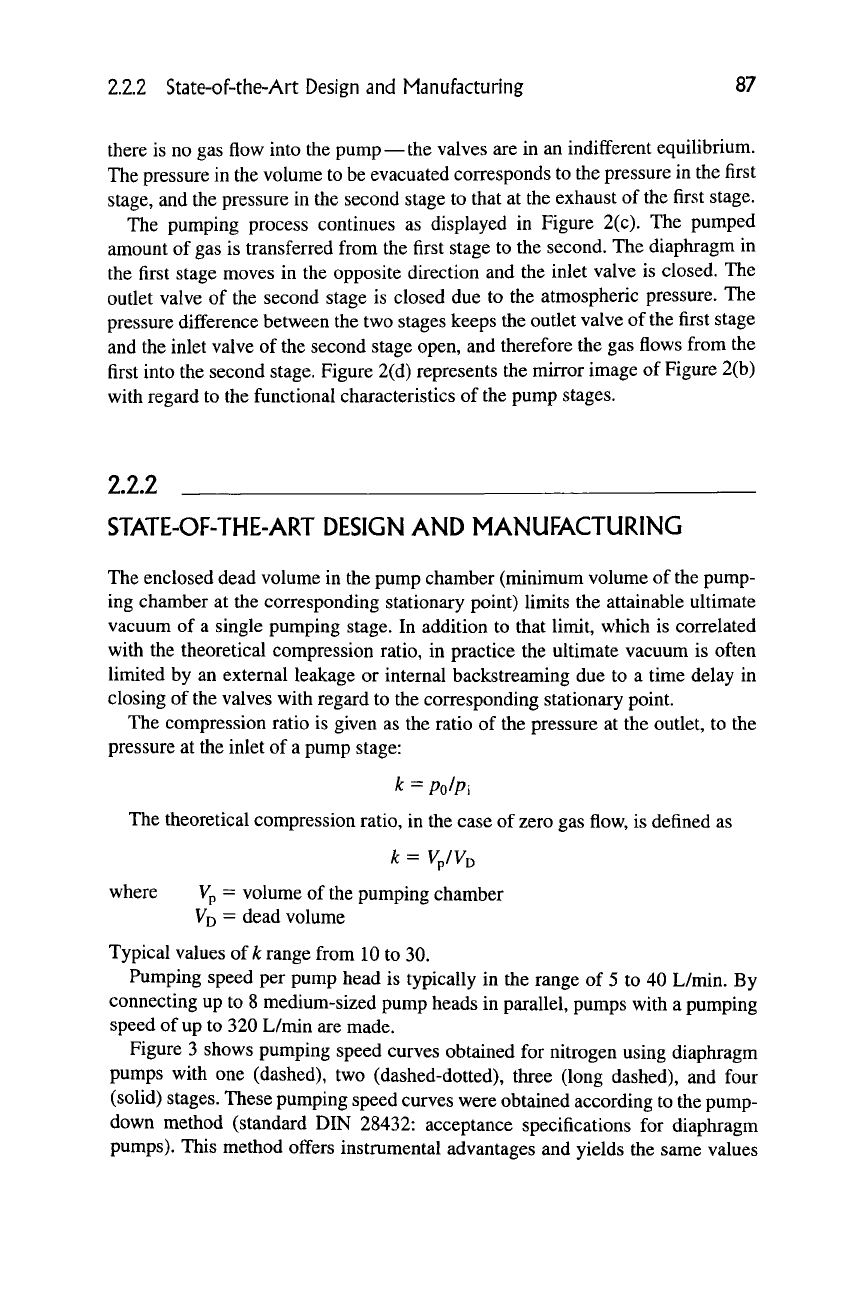
Figure 3 shows pumping speed curves obtained for nitrogen using diaphragm
pumps with one (dashed), two (dashed-dotted), three (long dashed), and four
(solid) stages. These pumping speed curves were obtained according to the pump-
down method (standard DIN 28432: acceptance specifications for diaphragm
pumps). This method offers instrumental advantages and yields the same values
88
Fig.
3.
Chapter 2.2: Diaphragm Pumps
pumping speed
321
241
I
E
10-^ 10'
10^
inlet pressure [torr]
Pumping speed curves of diaphragm pumps with one (dashed) to four (solid) stages.
of the pumping speed when compared to results obtained with measurements ac-
cording to the Pneurop [1] standard for oil-sealed rotary vane pumps or roots
pumps within the experimental uncertainty of about
3%.
[2]
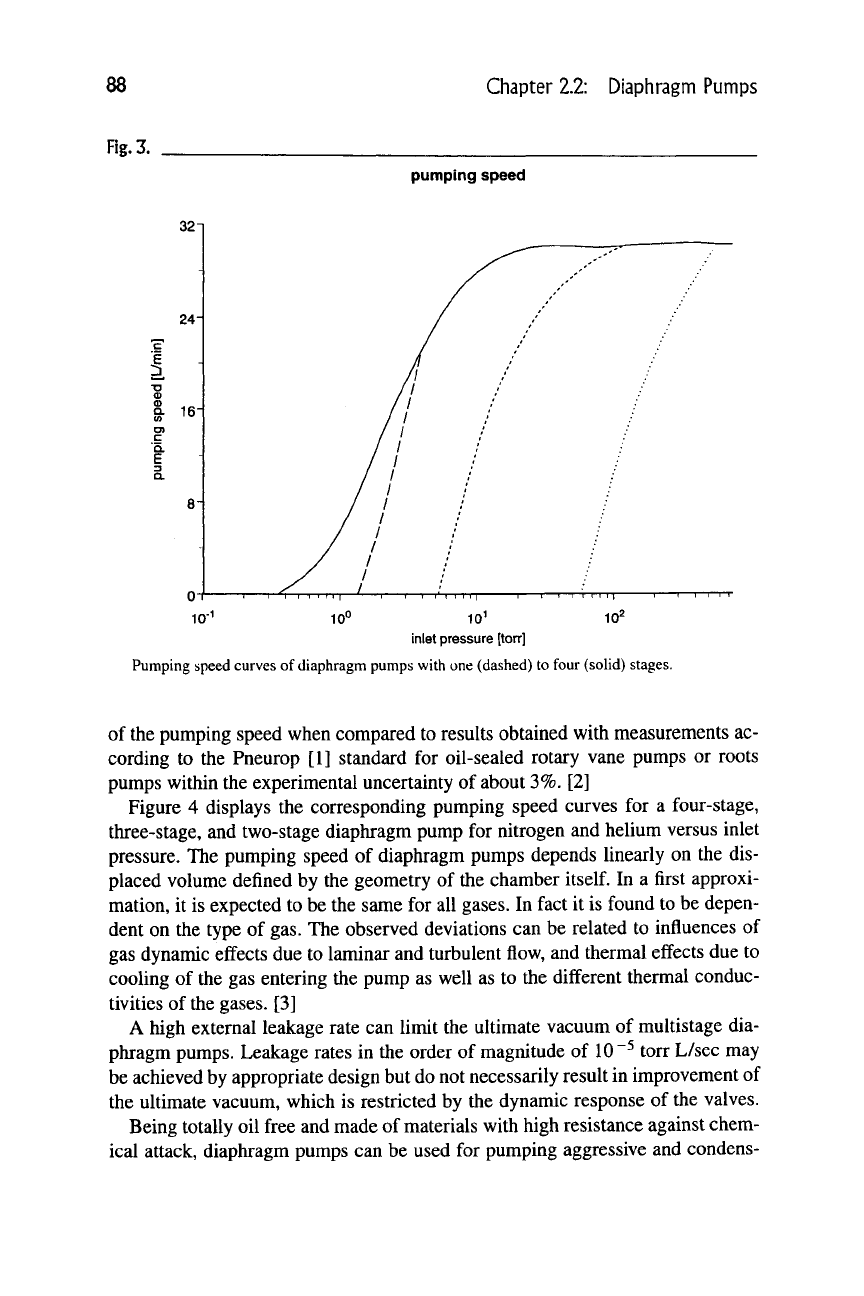
Figure 4 displays the corresponding pumping speed curves for a four-stage,
three-stage, and two-stage diaphragm pump for nitrogen and helium versus inlet
pressure. The pumping speed of diaphragm pumps depends linearly on the dis-
placed volume defined by the geometry of the chamber
itself.
In a first approxi-
mation, it is expected to be the same for all gases. In fact it is found to be depen-
dent on the type of gas. The observed deviations can be related to influences of
gas dynamic effects due to laminar and turbulent flow, and thermal effects due to
cooling of the gas entering the pump as well as to the different thermal conduc-
tivities of the gases. [3]
A high external leakage rate can limit the ultimate vacuum of multistage dia-
phragm pumps. Leakage rates in the order of magnitude of 10"^ torr L/sec may
be achieved by appropriate design but do not necessarily result in improvement of
the ultimate vacuum, which is restricted by the dynamic response of the valves.
Being totally oil free and made of materials with high resistance against chem-
ical attack, diaphragm pumps can be used for pumping aggressive and condens-
2.2.2 State-of-the-Art Design and Manufacturing
89
Fig.
4.
pumping speed at 50 Hz
c
1
9- 20
10'
inlet pressure [torr]
Pumping speed for a four-stage (4
St.),
three-stage (3 st.) and two-stage (2 st.) diaphragm pump
versus the inlet pressure for heHum and nitrogen.
able solvents. Large amounts of condensates may cause mechanical damage and
thus reduce the lifetime of diaphragms and valves. It is therefore recommended
that a gas ballast be used on chemical versions of diaphragm pumps. The gas bal-
last reduces the formation of condensates and may purge formed condensate out
of the pump.
The low noise level of diaphragm pumps, typically below 50 dBA, favors the
diaphragm pump for use in laboratories.
Outstanding benefits, such as comparatively high pumping speed, low ultimate
vacuum, long lifetime of diaphragms and valves, as well as easy maintenance and
favorable prices of modem diaphragm pumps, are based on CAD design, calcula-
tions on stability and strength properties using the finite element method, CNC
(computerized numerical control) manufacturing, and the use of modem materials.
Early diaphragm pumps had ahready been very much improved, compared to
reciprocating piston pumps, in regard to leakage rate and dead volume. The ulti-
mate vacuum was comparatively good. The major restriction was mainly the wear
of the diaphragms caused by the rocking of the connecting rod. In addition, the
stroke was comparatively small, and the pumping speed and ultimate vacuum per
90
Chapter 2.2: Diaphragm Pumps
"cylinder" were thus limited. When replacing the rocking by a linear movement,
the flexing work of
the
diaphragm is reduced, but the diaphragm is deformed elas-
tically, which, for example, is not desirable with PTFE (Polytetrafluoroethylene,
e.g. Teflon® of DuPont) diaphragms.
Current designs are mainly characterized by the use of comparatively long
connecting rods, prolonging typical lifetimes of diaphragms from the range of
several weeks to more than 5000 hours. This became possible due to improve-
ments in modem elastomer materials, e.g., laminated, textile-reinforced materi-
als.
CAD design and CNC manufacturing allow smooth radia and transitions in
radia at the head cover and diaphragm clamping discs, which are essential for a
long diaphragm lifetime.
Modem intrinsically corrosion-resistant diaphragm pumps use PTFE-com-
pound materials for parts coming into contact with vapors and gases and are
therefore ideal vacuum pumps for the chemical laboratory.
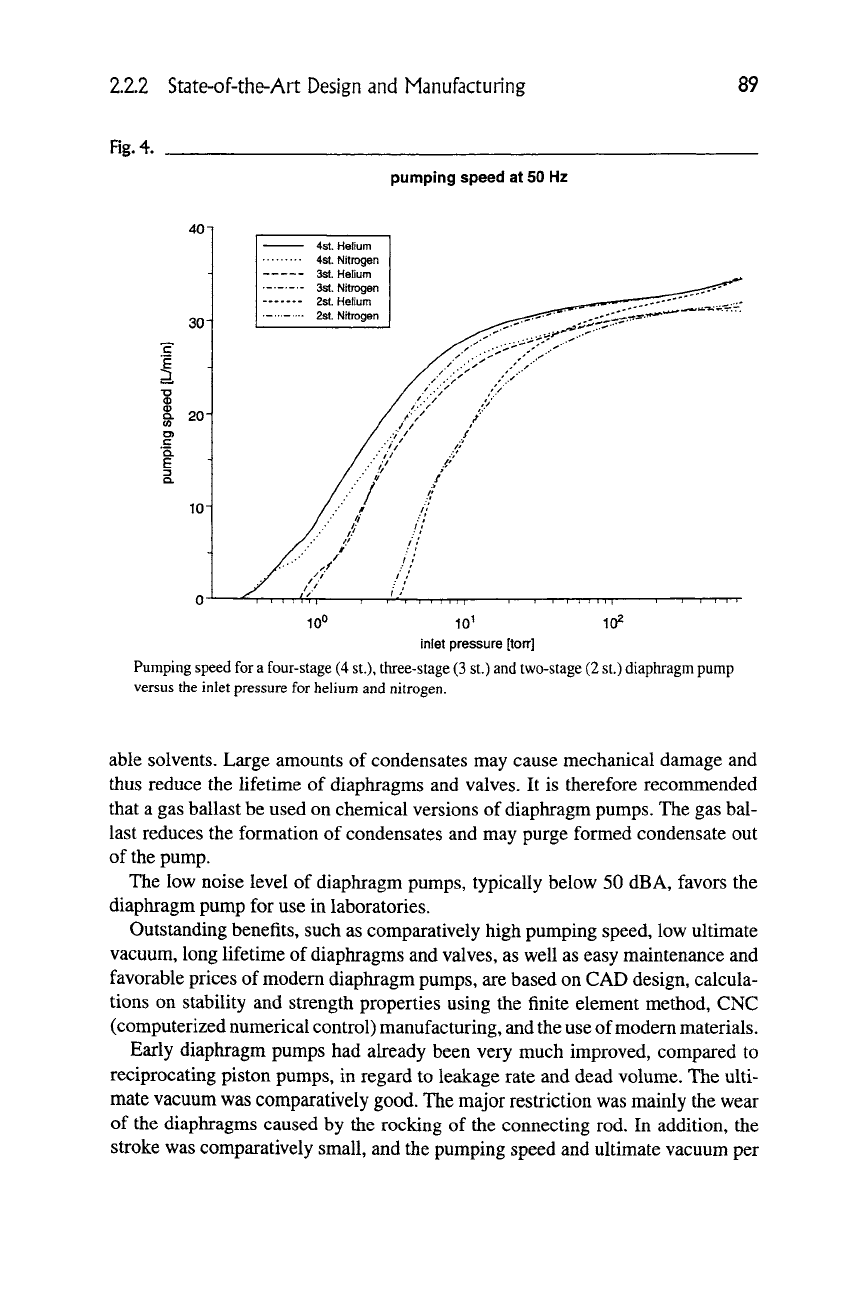
Figure 5 shows the design of
a
pump head in a chemical version: the head cover
itself is made of a ceramic-reinforced PTFE with high mechanical stability and
Rg.5.
®
®
®
Exploded view of
a
pump head of
the
chemical pump version: (1) housing cover, (2) housing
cover insert (reinforced carbon, PTFE strengthened), (3) valves, (4) head cover (ceramic-
reinforced PTFE), (5) diaphragm clamping disc (special steel with E/CTFE (e.g.,
Halar®
of
Allied Chemicals)
coating, (6) PTFE Perbunan sandwich diaphragm, (7) diaphragm sup-
port disc, (8) connecting rod.
2.2.3 Performance and Technical Data
91
high resistance to creeping. The housing cover insert itself is made of a carbon-
reinforced PTFE with high thermal conductivity to remove the heat generated by
compression.
The complete cylinder head is surrounded by an aluminum housing to contain
the mechanical forces due to clamping of the parts. This construction ensures
long-term stability against creeping of the PTFE material, the necessary small
clearances, and proper clamping of diaphragms and valves for long-term use.
In diis design of a chemical diaphragm pump, the diaphragtn itself is a PTFE/
Perbunan sandwich flat diaphragm. The PTFE foil is an extruded foil of high den-
sity having the advantage of small gas permeation. This diaphragm is clamped
by a polyfluoroelastomer-coated clamping disc. The setup reduces the deforma-
tion of the diaphragm significantly, compared to diaphragms with an embedded
clamping disc. The valves are made of a polyfluoroelastomer (such as Kalrez® of
DuPont) combining high elasticity compared to PTFE and low leakage rates with
high resistance against chemical attack.
2.2.3
PERFORMANCE AND TECHNICAL DATA
The requirements resulting from applications for a vacuum system are usually de-
fined by the type and the amount of gas to be pumped and the vacuum range or
operating pressure. The corresponding pump features are the technical parame-
ters of the individual pumps such as pumping speed, ultimate vacuum, resistance
against chemical attack, and the capability of handling vapors.
The pumping speed of
a
one-stage diaphragm pump is defined by the maximum
volume of the pumping chamber, the dead volume, and the number of revolutions
per unit time. With every stroke of the connecting rod, the amount of gas Gi is
compressed to the pressure po at the outlet of the stage (atmospheric pressure).
G, = Vi
Vp denotes the maximum volume of the pumping chamber of the diaphragm
pump and
p^
the pressure in the volume to be evacuated.
This amount of gas does not correspond to the quantity of gas actually pumped
because of the remaining dead volume V^ resulting in the quantity of gas
G2
ex-
panding in the subsequent expansion stroke of the rod.
G2= VDPO
The actual flow of gas
q^^
is therefore defined by
^pv = (O1-G2) = niV^pi-V^po)
where n - number of revolutions per time.
92
Chapter 2.2: Diaphragm Pumps
This gas flow defines the effective pumping speed of a one stage pump accord-
ing to
S = q.Wlp,
Backflow due to a time delayed opening and closing of the valves or due to inter-
nal leakages as well as external leakage is neglected. The pumping speed of a
multistage pump is to be calculated by solving a system of equations to be formed
by arranging the corresponding equations for each pump stage.
2.2.4
MODULAR CONCEPT FOR
SPECIFIC
APPLICATION SETUPS:
STANDALONE OPERATION
Chemical versions of diaphragm pumps have outstanding advantages for vacuum
generation in the chemical laboratory. Compared, for example, to the commonly
used water aspirators, neither water is consumed nor waste water is produced.
Due to the complete freedom from oil, no reactions of the pumped gases or va-
pors with the lubricant or sealing oil can occur and therefore, no additional acces-
sories for protection of the pump such as cold traps are required. In addition, the
Fig.
6.
©rv
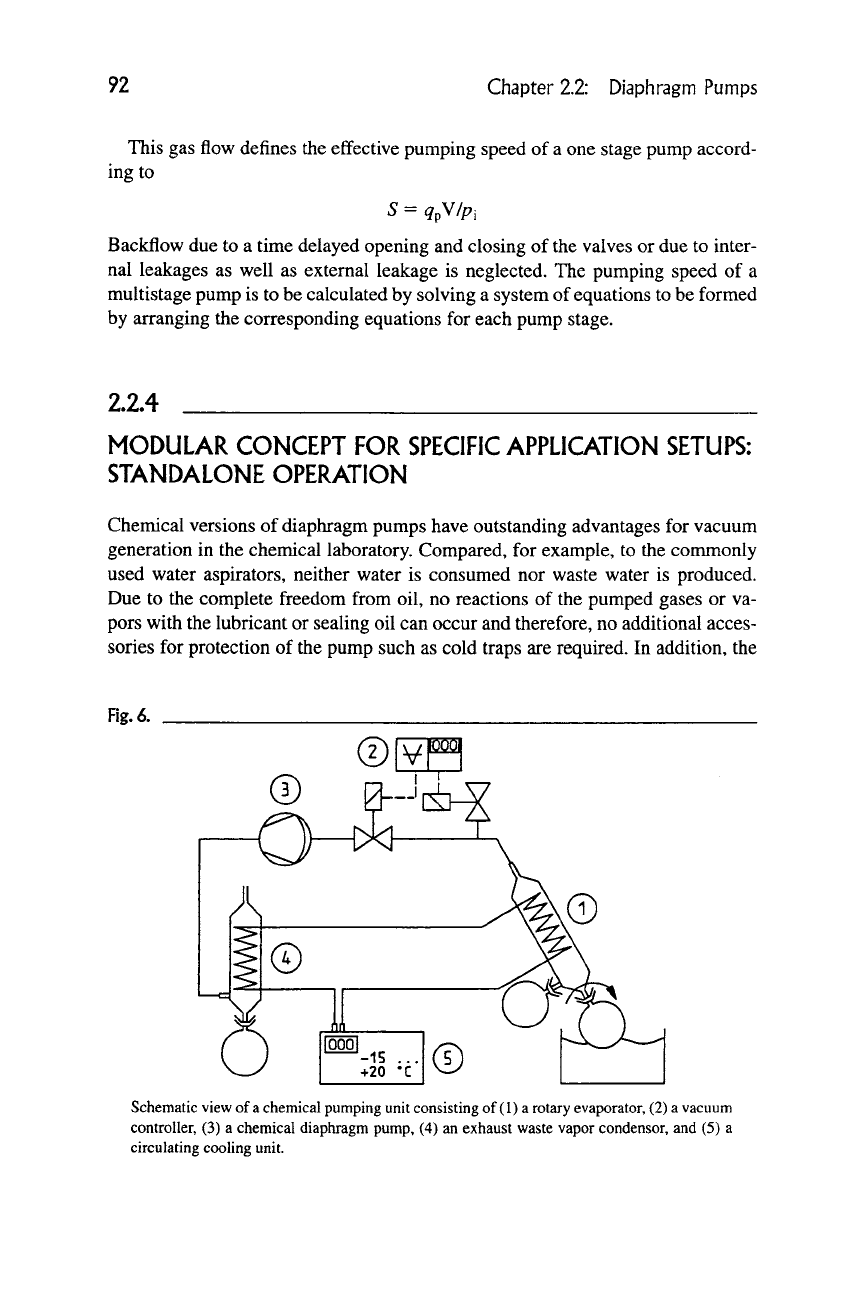
Schematic view of
a
chemical pumping unit consisting of
(1)
a rotary evaporator, (2) a vacuum
controller, (3) a chemical diaphragm pump, (4) an exhaust waste vapor condenser, and (5) a
circulating cooling unit.
2.2.5 Diaphragm Pumps as Backing and Auxiliary Pumps 93
diaphragm pump is nearly insensitive to condensation inside the pump. Protection
of the environment is not only a question of not producing waste, but of avoiding
the emission of volatile and harmful chemicals. By using a pumping unit consist-
ing of a chemical diaphragm pump with vacuum controller and waste vapor con-
densor (as shown schematically in Figure 6) nearly 100% recovery of all solvents
commonly used in the chemical laboratory can be achieved. According to the
specific requirement the modularity of diaphragm pumps and their accessories al-
low the buildup of specific systems for any application.
2.2.5
DIAPHRAGM
PUMPS AS
BACKING AND AUXILIARY PUMPS
IN VACUUM SYSTEMS
Diaphragm pumps are totally oil free and can be made of materials highly resis-
tant against chemical attack. Their performance is subject to restriction in those
cases in which high pumping speed or an ultimate vacuum below 0.1 torr is re-
quired. By connecting diaphragm pumps in series to booster pumps the positive
features of both kinds of pumps can be combined to get vacuum systems with
improved chemical resistance, low ultimate pressure, high pumping speed, and
greatly reduced hydrocarbon background. Conventional dry vacuum pumps cov-
ering the fine and the rough vacuum range in many cases need additional expen-
sive accessories to overcome specific problems that occur: compressing to atmo-
spheric pressure and achieving ultimate vacuum below 0.1 torr with one pumping
principle.
Diaphragm pumps produce satisfactory performance in the rough vacuum range
in both corrosive and in clean applications. Depending on the actual requirements
the diaphragm pump may be combined with Roots pumps as fine vacuum pumps,
with turbomolecular pumps with additional wide pressure range or cryopumps to
achieve high and ultra-high vacuum.
The performance of oil sealed rotary vane pumps is limited when pumping
condensable or corrosive vapors. These inherent restrictions can be overcome by
a rotary vane pump — diaphragm pump combination: The diaphragm pump unit
compresses to atmospheric pressure, whereas the oil-sealed rotary vane unit com-
presses only to the inlet pressure of the diaphragm pump, typically 12 torr. Pump-
ing speed and ultimate vacuum of this combination are determined by the per-
formance of the rotary vane pump (Figure 7). The vacuum requirements for the
diaphragm pump result from elaborated dewpoint considerations taking into ac-
count the vapor pressures of typical solvents to be pumped.
In almost all cases, a maximum inlet pressure at which no condensation occurs
94
Rg.7.
Chapter 2.2: Diaphragm Pumps
pumping speed
300-
250-
c
1
3. 200-
?
0)
s-
o) 150-
c
"5.
£
3
Q.
100"
50-
n-
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/ ^^"""^^
1 ^^"^
1 y^
' y^
^^/
\
\
\
\
\
\
\
S
\
\
\
\
s
v
\
N
N
"""^ ^ " .^^-^
">^
"^^
\
^».^
10-^
10-^
10^
102
10-^
10°
Inlet pressure [torr]
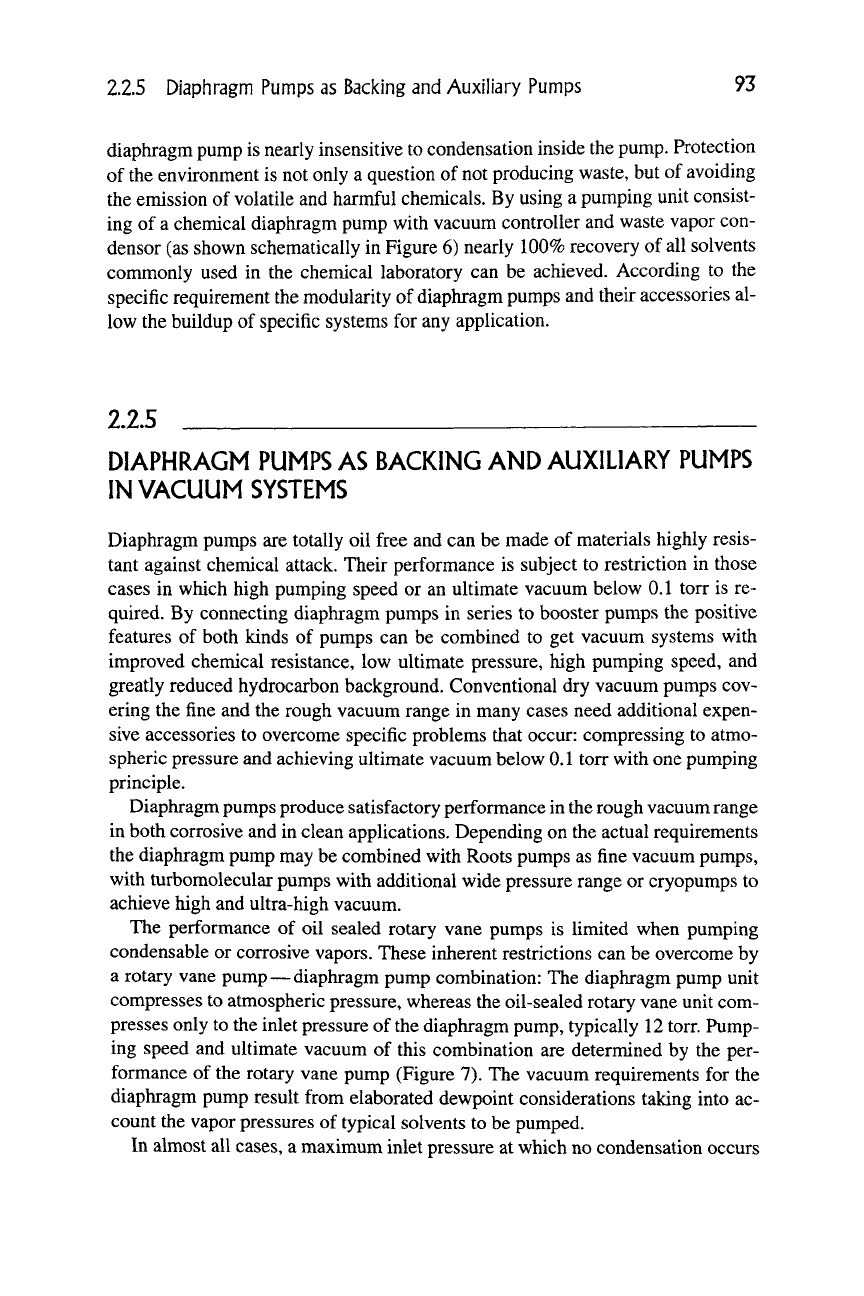
Pumping speed curves for (1) a 100-L/min rotary vane diaphragm pump in series, (2) a 170 L/
min Roots pump backed by a 33-L/min diaphragm pump, and (3) a 500-L/min Roots pump
backed by a 100-L/min diaphragm pump, with an ultimate vacuum of 0.5 torr.
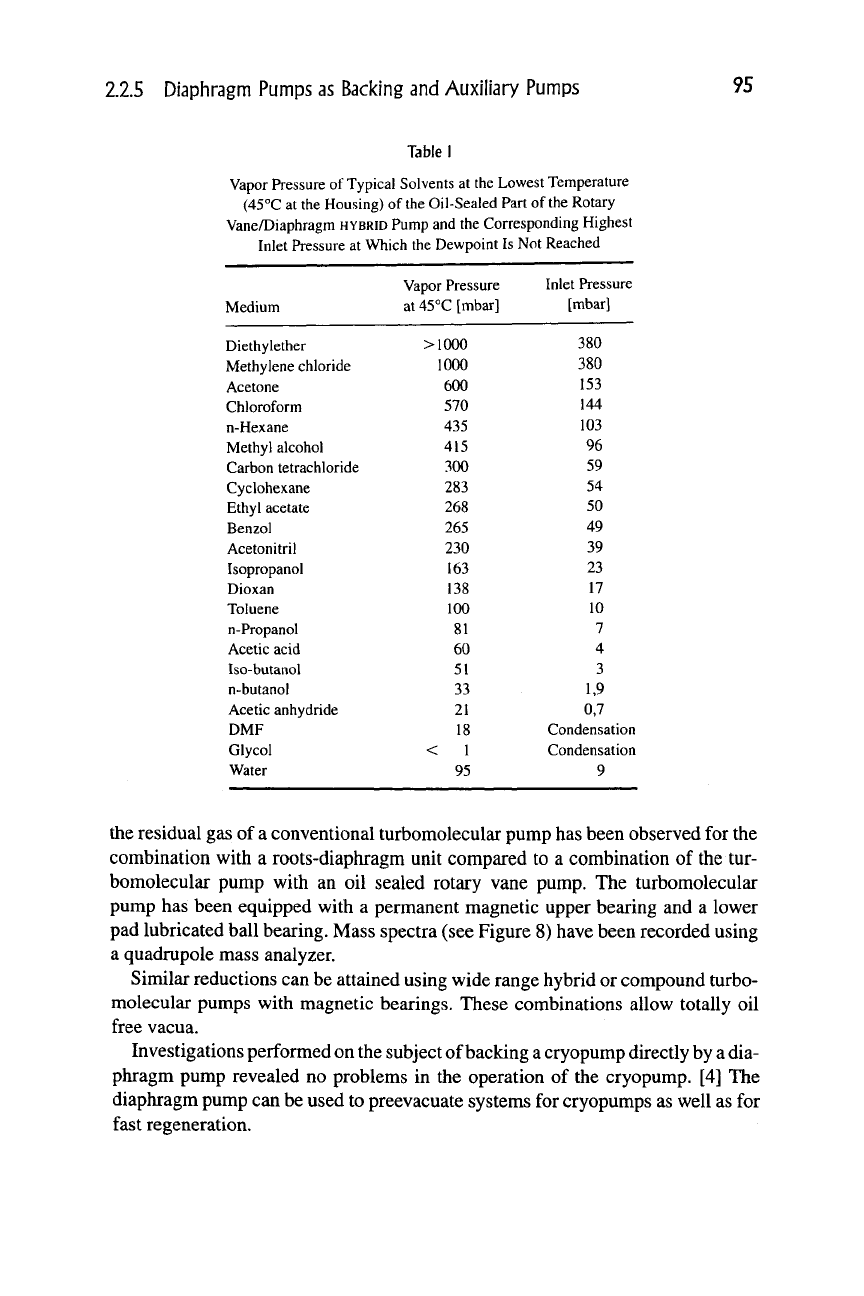
inside the oil sealed pump can be specified for typical chemicals (see Table 1). In
addition, the permanent cleaning of the oil by an inherent vacuum distillation sig-
nificantly reduces oil change intervals and consequently maintenance costs. Re-
duction of the oxygen partial pressure in the oil reservoir reduces corrosion.
Similar arguments hold for the combination of Roots pumps and diaphragm
pumps, connecting the exhaust of the roots pump to the inlet of the diaphragm
pump. The benefit of no oil in the swept volume allows the application of these
types of pumping units not only in the chemical field, but also in applications
where cleanliness of
the
residual vacuum is required. No gas cooling or additional
resources are required for the Roots pump and all the advantages of the dia-
phragm pump such as high pumping speeds and oilfree vacuum are retained. Four
stage diaphragm pumps in the 0.5 torr range allow the achievement of complete
pumping unit ultimate vacua near 5.10"^ torr with resulting pumping speed curves
as shown in Figure
7.
The pumping unit can be used as a comparatively low priced
backing unit for conventional turbopumps. A great reduction of hydrocarbons in
2.2.5 Diaphragm Pumps
siS
Backing and Auxiliary Pumps
95
Table
I
Vapor Pressure of Typical Solvents at the Lowest Temperature
(45°C at the Housing) of the Oil-Sealed Part of
the
Rotary
Vane/Diaphragm
HYBRID
Pump and the Corresponding Highest
Inlet Pressure at Which the Dewpoint Is Not Reached
Medium
Diethylether
Methylene chloride
Acetone
Chloroform
n-Hexane
Methyl alcohol
Carbon tetrachloride
Cyclohexane
Ethyl acetate
Benzol
Acetonitril
Isopropanol
Dioxan
Toluene
n-Propanol
Acetic acid
Iso-butanol
n-butanol
Acetic anhydride
DMF
Glycol
Water
Vapor Pressure
at 45°C [mbar]
>1000
1000
600
570
435
415
300
283
268
265
230
163
138
100
81
60
51
33
21
18
< 1
95
Inlet Pressure
[mbar]
380
380
153
144
103
96
59
54
50
49
39
23
17
10
7
4
3
1,9
0,7
Condensation
Condensation
9
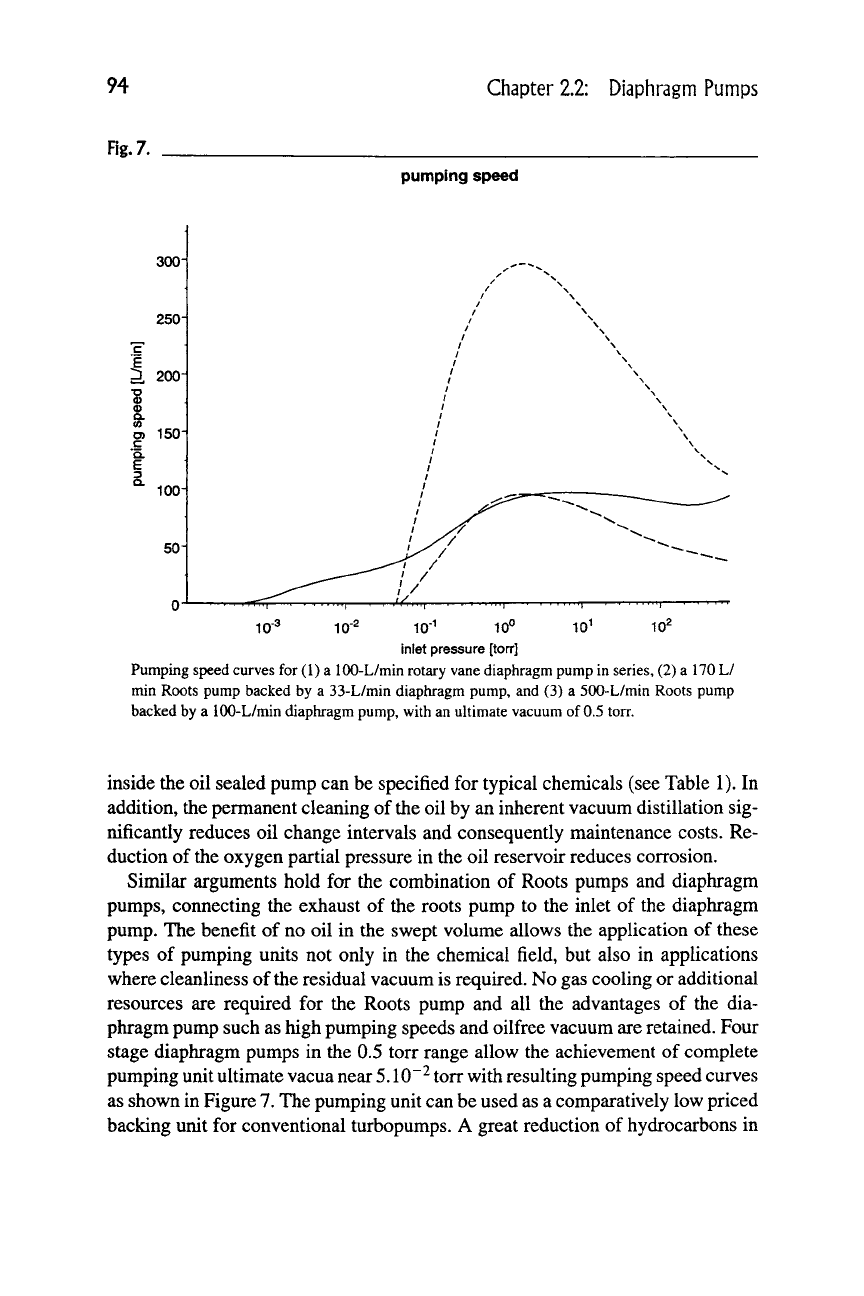
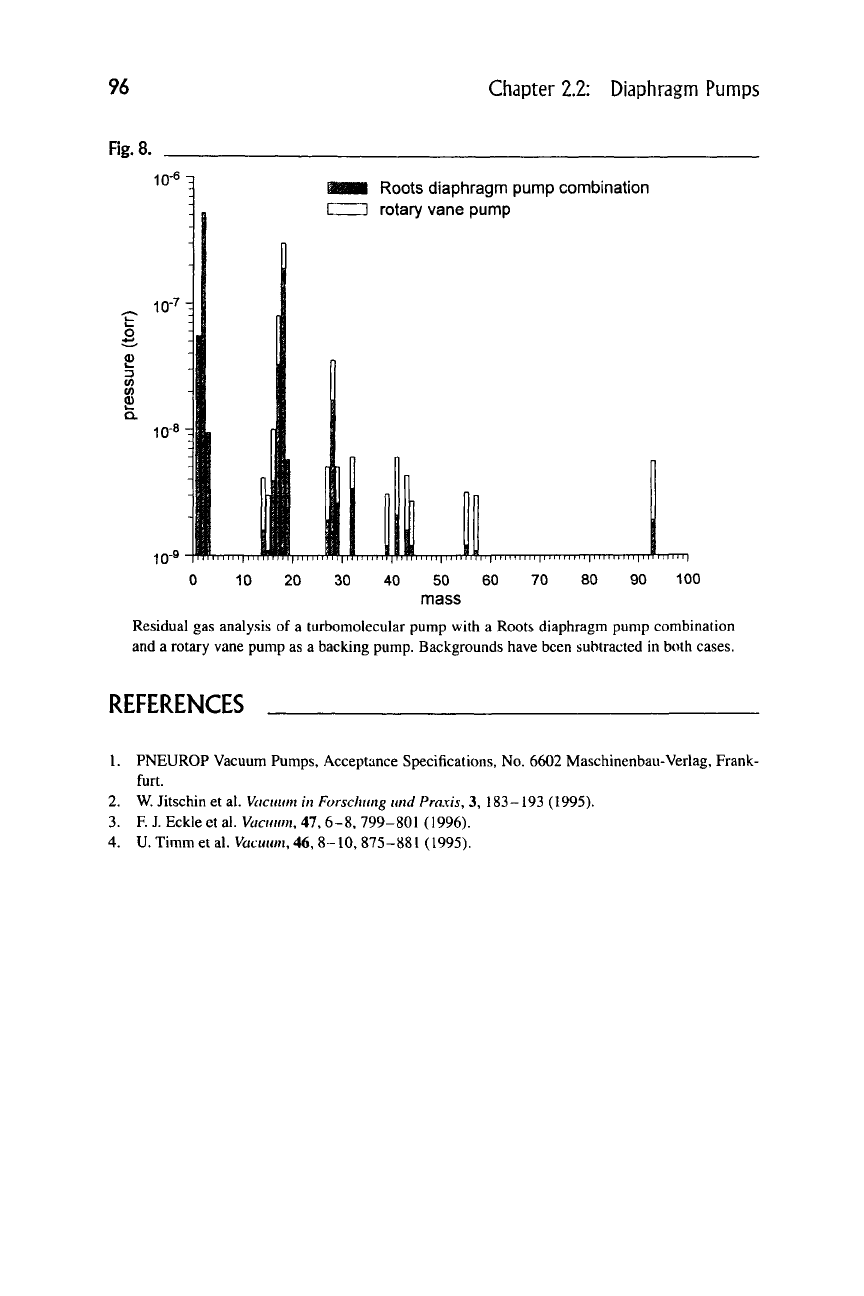
the residual gas of a conventional turbomolecular pump has been observed for the
combination with a roots-diaphragm unit compared to a combination of the
tur-
bomolecular pump with an oil sealed rotary vane pump. The turbomolecular
pump has been equipped with a permanent magnetic upper bearing and a lower
pad lubricated ball bearing. Mass spectra (see Figure 8) have been recorded using
a quadrupole mass analyzer.
Similar reductions can be attained using wide range hybrid or compound turbo-
molecular pumps with magnetic bearings. These combinations allow totally oil
free vacua.
Investigations performed on the subject of backing
a
cryopump directly by
a
dia-
phragm pump revealed no problems in the operation of the cryopump. [4] The
diaphragm pump can be used to preevacuate systems for cryopumps as well as for
fast regeneration.
96
Fig.
8.
Chapter 2.2: Diaphragm Pumps
Roots diaphragm pump combination
II rotary vane pump
100
Residual gas analysis of a turbomolecular pump with a Roots diaphragm pump combination
and a rotary vane pump as a backing pump. Backgrounds have been subtracted in both cases.
REFERENCES
1.
PNEUROP Vacuum Pumps, Acceptance Specifications, No. 6602 Maschinenbau-Verlag, Frank-
furt.
2.
W. Jitschin et al.
Vacuum
in
Forschung
und Praxis, 3, 183-193 (1995).
3.
F. J. Eckle et al.
Vacuum,
47, 6-8, 799-801 (1996).
4.
U. Timm et al.
Vacuum,
46, 8-10, 875-881 (1995).