Heinrich J.G., Aldinger F. (Eds.) Ceramic Materials and Components for Engines
Подождите немного. Документ загружается.

durch eine ganzheitliche Prozefikettenbetrach-
tung. Dissertation Univ. Kaiserslautern, 1998.
(7) Pei,
Z.:
Rotary
Ultrasonic Machining of Ceram-
ics: Characterization and Extensions. Thesis Uni-
versity
of
Illinois, USA, 1995.
(8) Uhlmann,
E.:
Surface Formation in Creep Feed
Grinding
of
Advanced Ceramics with and without
Ultrasonic Assistance. Annals of the CIRP,
Vol.
47/1/1998, p. 249-252.
(9) Uhlmann,
E.;
Holl,
S.-E.;
Daus, N.-A.: Bearbei
tungsbedingte Ranchonenbeeinflussung von
keramischen Werkstoffen durch das ultraschall-
unterstUtzte Schleifen. 59. Jahrbuch Schleifen,
Honen, Liippen und Polieren, p.
45-57,2000.
(10) Spur,
G.;
et al..: Machining
of
Com lex Contours
by Ultrasonic Assisted Grinding.
3
International
Machining
&
Grinding Conference October 4-7,
1999, Cincinnati, Ohio, USA, p.
6
1
1-625.
*!
422
V.
Material Design and
Process Development
This Page Intentionally Left Blank
ADVANCING IN MECHANICAL PROPERTIES
OF
SILICON NITRIDE:
THE ROLES
OF
STARTING POWDERS AND PROCESSING
A.
Bellosi”, G.N. Babini
CNR-IRTEC, Research Institute for Ceramics Technology,
48018
Faenza, Italy
ABSTRACT
The characteristics of raw Si3N4 powders and of the
mixtures containing sintering aids were proved to be
the key factors in controlling microstructure and
properties of dense silicon nitride. The relationships
between the surface properties of powders and the
interaction with the additives, their homogeneity and
distribution were investigated, using
two
routes to
introduce sintering aids: ultrasonication and chemical
coprecipitation. Sintering aids (La24+Y203) that
originate highly refractory grain boundary phases were
employed. Depending on the raw powders, strength
varies in the range 500 to 1100
Mpa
at
R.T,
in the
range 300 to
800
MPa
at 140O0C, toughness varies
from 4 to
6
Mpam”.
The factors influencing
microstructure and properties are discussed.
INTRODUCTION
In order to improve the properties of silicon nitride,
the key features are the characteristics of raw powders,
the development of controlled powder processing and
densscation procedures
[
1-61. The mixing/milling
process to introduce additives modifies the powder
surface, determines the distribution of the sintering aids
and the inter-particle interactions.
If
the additive is a
powder, the finite size of the particles
cause
difficulties
for intimate
mixing.
Advantages
can
be gained using
chemical methods to produce additives in a finely
divided form or to distribute them homogeneously on a
nanoscale on the silicon nitride particles, however
these methods need to
be
optimized.
The present study aims to asses the role of the
powder characteristics on microstructure and properties
of silicon nitride, starting from four different Si3N4
powders, and two different powder processing routes:
i) ultrasonic mixing: a clean, fast, cheap, reliable
method; ii) chemical coprecipitation from nitrates: a
complex procedure which offers the potential to control
distribution and microchemistry
of
intergranular
phases. As additives, La203+Y203 having high solidus
temperature and viscosity were
used;
their amount was
kept as low as possible to obtain full dense materials.
EXPERIMENTAL PROCEDURES
The four commercial Si3N4 powders were selected
on
the basis of their production process: nitridation of
silicon (powders
M
and
P),
chemical synthesis by
liquidhapour phase (powders
U
and
B).
Two compositions of powder mixtures were
prepared (amounts in
wt0/0):
Si3N4+2La2Q+2Y203 (composition 1)
Si3N4+3La203+3Y203 (composition
2)
The techniques used to add the sintering aids were
the followings (further details in Ref.
[
3,
41):
-ultrasonic mixing
(u):
separate ultrasonic stirring of
additive and Si3N4 powders in water,
than
mixing the
two
dispersions under magnetic stimng at pH =lo.
Ultrasonic
stirring
by pulsed cycles (10
s)
for a total
time of 10 min.
-chemical coprecipitation
from
nitrate solutions
(c)
separate ultrasonic
stirring
in water of Si3N4 powder
and of Y- and La-nitrates, mixing of the two dispersion
under controlled pH (9.5-10.5) in order to allow metal
hydroxides precipitation
on
S13N4 particles surface.
After three stages of sedimentation and washing, the
mix was freeze dried and calcined at 400°C for lh
under flowing nitrogen.
Characteristics of the starting Si3N4 powders and
dried powder mixtures are summarized, respectively, in
Tables I and 11.
In
order to optimize the homogeneity of the
mixtures, the colloidal behaviour is of great importance
for further processing steps, therefore Z-potential
values and pH~p (pH of the isoelectric point) of the
starting
powders and powder mixtures was determined
by Electrokinetic Sonic Amplitude (ESA)
measurements. The ESA potentiometric titrations were
conducted from natural pH to pH= 1 1 and from pH= 11
to pH=3, the procedures are described elsewhere
[7,8].
The distribution of the additives and crystalline
phases of the mixtures were estimated
by
SEM and
X-
ray diffraction.
On
raw powders and on the mixture of
composition 2, atomic ratios were measured by
XPS
analyses, details are reported in Ref.
[7,
81.
All the mixtures were hot pressed under vacuum in
an induction heated graphite die using a pressure of
30
MPa and a temperature of 1850°C. The microstructure
of the dense materials was analyzed by SEM, EDS and
XRD.
Mechanical properties were measured with the
following methods: -Young’s modulus
(E):
frequency
resonance method
on
a 0.8~8.0~28
mm
sample; -the
flexural strength
(0)
in a 4-pt bending fixture, on
2.0~2.5~25
mm
bars, up to 1400°C in air; -the fracture
toughness
(KIc):
Direct Crack Measurement (DCM)
method, with a load of 98.1 N in a hardness tester; -the
Vickers microhardness (HV1.0): on polished surfaces
with
a
load of 9.81 N.
425
RESULTS
AND DISCUSSION
U
B
P
M
Raw
Si3N4
powders and powder mixes
Among the tested Si3N4 powders,
three
of them
(U,
B,
M)
have similar specific surface area, higher
than
that of powder P (Table
I).
Powders
M
and P have
relatively wide particle size distribution and irregularly
shaped (mainly acicular) particles. Powders
U
and B
have approximately round particle
shape.
Type and
amount of impurities depend on the synthesis route of
the powders: apart oxygen, which amount is low in
powder
M,
the content of the remaining impurities is
about
two
orders of magnitude higher in powders
(P
and
M)
produced by nitridation of silicon
than
in
powders
(U
and
B)
produced by chemical synthesis.
The presence
of
surface oxygen is due to a
partd
surface oxidation of powder particles,
because
of the
thermodynamic instability in
air
of silicon nitride.
Therefore, particle surface is covered by a layer
containing mainly amphoteric silanol (Si-OH), basic
secondary ammine groups (SiZ=NH) and Si2N20 in
different amounts, depending on powder preparation
and subsequent treatments. According to the atomic
ratios measured by XPS, powder
U
presents a
homogeneous and complete surface layer composed by
Si2N20.
In
powders
B,
P and
M
two
distinct
XPS
silicon
signal
were detected and attributed to Si3N4 and
Si02 surface sites, that accounts for the presence of a
(probably patchwise) oxygen-rich surface
[7].
Presumably,
as
reported specifically for silica samples
[9],
several kinds of Si-0 species are present at the
particle surface, these including also Si-OH bonds.
Powder
M
contains the lower amount of silica. As
XPS
revealed the presence of fluorine, probably the raw
powder was chemically treated in order to reduce
(mLg-') (pm)
0
C C1 Fe Ca
Al
N/Si
Si/O
N/O Surface sites
YO
11.5 0.16 0.51 1.09 0.01 0.01
0.005
0.005
6.6 1.0 2.2 2.2 100
Si2N20
12.2 0.15 0.57 1.44 0.1
0.005
0.0003 0.0003 4.0 0.7 1.1 0.8 52
Si3N4
;
48
SO,
7.3
0.26
0.77 1.35 0.29 0.06 0.01 0.03 5.1 1.5
0.5
0.8 60
Si3N4
;40
SO,
11.6 0.16 0.2 0.81 0.2 0.01 0.01 0.08 7.1
1.1
3.9 4.2 87
Si3N4
;
13
SiO,
surface silica.
XPS
analyses confirm the results of the
chemical analysis of oxygen shown in Table
I.
The presence of different surface species on Si3N4
particles
are
confirmed
by the values of the pHIEp
measured by ESA (Table
I).
The
shift
of the pHEP
is
due to differences of surface oxygen content: a more
acid surface derived from the presence of surface silica
(or a mixture of Si02 and Si3N4) in powder P and
B,
a
more basic surface due to oxynitride
film
coating in
powder
U,
a surface
mainly
covered by basic slylamine
groups in powder
M
[7, 8,
10,
111.
The chemistry of
coating layer drives the particles reactivity: oxynitrides
seems
to be more reactive than silanoYsilylamine ones.
The surface characteristics of silicon nitride powders,
undergo modification depending on processing route,
as
shown in Ref.
[7].
Also
powder
U,
which
has
a more
homogeneous and slightly oxidized surface, after
attrition milling, ultrasonic mixing and ball milling,
reveal
increasing amount of SiO2, in a direct
relationship with processing time. Among the
mentioned processing routes, ultrasonication changes
surface
characteristics less
than
other routes
[7]
Therefore, in the present study, it was chosen
as
an
alternative procedure to chemical methods for the
addition of sintering aids to silicon nitride powders.
The addition of sintering
aids
involves several
interactions between silicon nitride particles and
additives like heterocoagulation, segregation,
precipitation; in
this
respect the surface properties of
the starting powders are of great importance. These
characteristics influence the dispersing behaviour of
the suspensions during the addition of the sintering
aids,
as the specific adsorption of the metal ions
influences the solid-liquid interface properties. The
two
metal oxides
(Y30
and La&
)
used as sintering aids
s.s.a.(m2/g)
0
(WtYO)
PHIEP
ApH=p
Y/Si
LdSi
ApH=p
to1
1.1
Table
I.
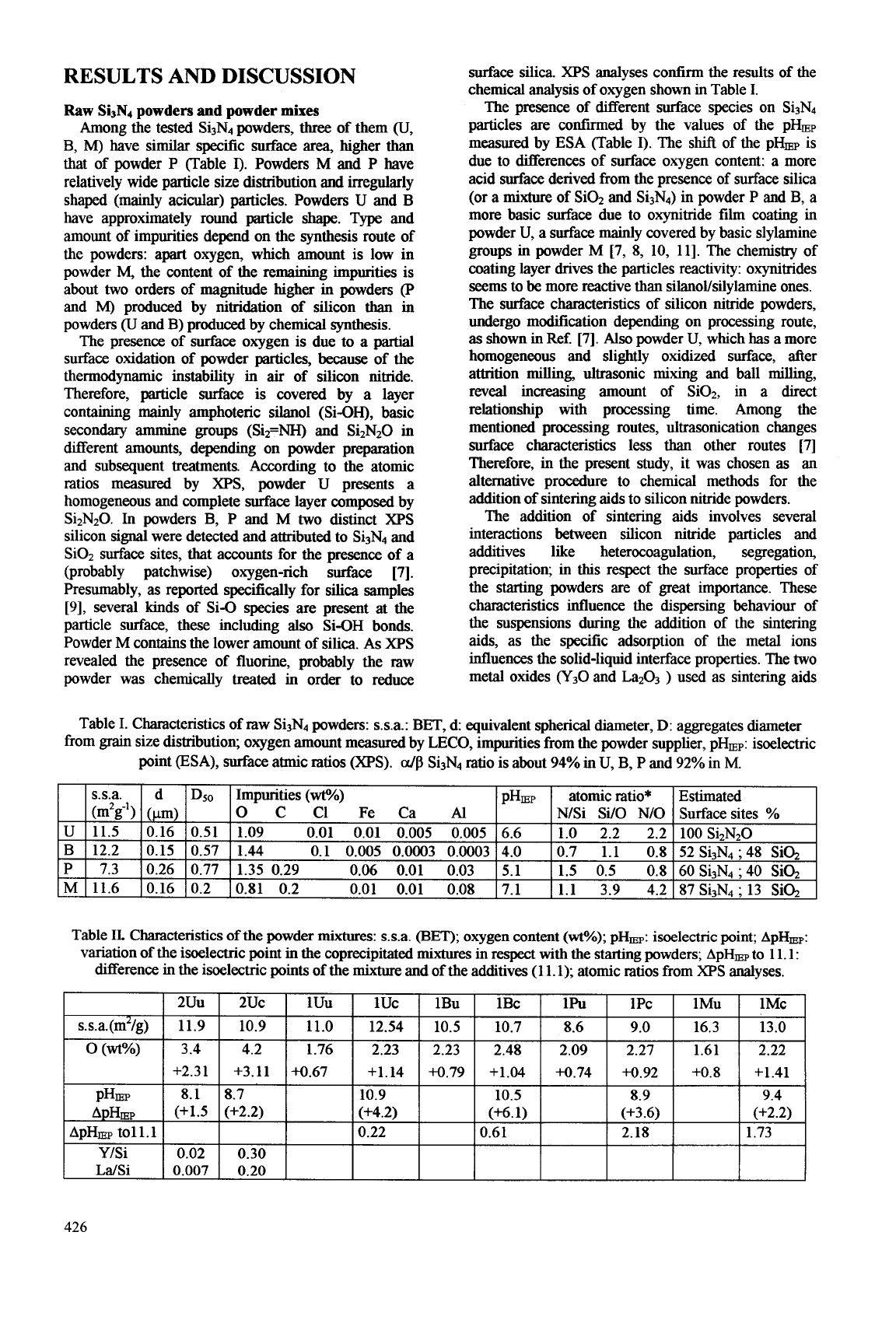
Characteristics of raw Si3N4 powders: s.s.a.: BET, d: equivalent spherical diameter,
D:
aggregates diameter
from
grain
size distribution; oxygen amount measured by LECO, impurities from the powder supplier, ~HEP: isoelectric
point (ESA), surface atmic ratios
(XPS).
dp
Si3N4 ratio is about
94%
in
U,
B,
P and
92%
in
M.
I
s.s.a.
-.
I
d
IDs0
I
Impurities(wt??) lpHIEp
1
atomicratio* /Estimated
2uu
2uc
1uu
1uc
11.9 10.9 11.0 12.54
3.4 4.2 1.76 2.23
+2.31 +3.11 +0.67 +1.14
8.1 8.7 10.9
(+1.5 (+2.2) (+4.2)
0.22
0.02 0.30
0.007
0.20
Table
IL
Characteristics
of
the powder mixtures: s.s.a.
(BET);
oxygen content
(wt%);
pHEp:
isoelectric point;
ApH,:
variation of the isoelectric point in the coprecipitated
mixtures
in respect with the
starting
powders;
ApHEp
to
1 1.1
:
difference in the isoelectric points of the
mixture
and of the additives
(1 1.1);
atomic ratios from
XPS
analyses.
426

present basic surfaces @HIEP are 10.4 and 11.8
respectively), their
minimal
solubilities were calculated
to correspond to pH=10.2 and 9.8 respectively [7].
On
these basis, regardless of the mixing process,
experimental pH for the addition of the oxides was
strictly maintained in the range 9.5-10.5, in order to
have minimal solubility
of
Y-.
and
La-oxides and to
fall into the pH range of opposite z potential values.
Electroamtic analyses
[7,
81
showed that a
good
“coating” of the silicon nitride particle surface with
additive species can be obtained with ultrasonication,
the experimental atomic ratios LdSi and Y/Si
approximate the theoretical values [7]. The preferential
surface enrichment of yttria in respect to lanthania is
due to its higher positive z-potential at the selected pH
values leading to heterocoagulation phenomena with
the particle surface. SEM analyses indicated the
presence of randomly distributed aggregates of
additives which have low dimensions
(<3
pm).
Ultrasonication
has
the advantages to avoid
contamination that
usually
derives from milling media
and to perfom the homogenization in
a
very short time.
Regarding the chemical coprecipitation, ESA titration
curves of all the mixtures lc (composition 1) highllght
the following features: i) the pHmp
shifts
towards basic
values, i.e. towards those of the additive oxides; pHm
values of the mixtures close to those of the additives
indicate a homogeneous coating without segregation of
precipitated hydroxides: the Si3N4 particle surface
behaves as a surface coated with
Y(OH)3
and La(Om3
ii) the difference in the pHmP values between the
starting silicon nitride powder and the relative mixtures
(Table
11)
gives an estimation of the heterocoagulation
and coprecipitation processes and a relative
comparison of the raw powder surface reactivity.
The experimental atomic ratios by
XPS
analyses
(Y/Si and LdSi) (Table
2
mixture
2U)
appear to
be
at
least one order of magnitude larger in coprecipitated
powders
than
in ultrasonicated ones. As in the previous
case, yttrium appears more enriched at the surface in
comparison to lanthanum due to better specific
adsorption (heterocoagulation) of
Y203
than
La203 for
the reasons above explained.
It is possible to establish a merit rating concerning
the surface reactivity
of
each silicon nitride powder,
in
respect with an ideal configuration: -powder
B
exhibits
a surface composed mainly by silica that favours a
large number of scarcely reactive nucleation sites. It
implies a weak but homogenous growth, which induces
the formation
of
a film with a
high
screening effect in
respect to the substrate, as suggested by the high
ApHmp. -Powder
U:
the homogeneous surface layer of
Si2N20 on the particles gives rise to a rapid nucleation
of
Y
and La oxides with few nuclei but
a
large growth.
It provides
a
smooth coating and
slight
change in the
surface area. The morphology and smoothness
of
this
coating was observed by TEM analyses [12]. -Powder
P: features like high surface concentration of silanol
groups with low initial reactivity, large grain
size
distribution, low specific surface area and irregular
particle shape favour inhomogeneous
heterocoagulation of the additive species on particle
surface that results in the worst
screening
effect in
respect to the substrate.-Powder
M
the low content of
silanol groups and the presence of sylilamine groups
(on the basis of the pHm values) should imply a scarce
surface reactivity, that results in a minimal
heterocoagulation phenomenon of the additive species
and inhomogeneous surface coating of Si3N4 particles.
Concerning powders
P
and
M,
it can be
hypothesized the formation
of
clusters of amorphous
additive precipitates, consisting of clumps of
nanosized, near round shaped particles, which are
supposed to be the first cause
of
the observed increase
in specific surface area (Table I and 11).
As
crystalline phases, peaks due to additive phases
(La203,
Y203
and some La(OW3) were detected
in
the
mixed powders.
In
addition, the coprecipitated powders
present an higher oxygen content
than
the
ultrasonicated ones, due to calcination (Table 11).
The results confirm that morphology and distribution
of the additive coating on the surface of the core
particles depend on precipitation and heterocoagulation
mechanisms, which are related to surface chemistry,
size and distribution of core and precipitated parbcles,
amount of the additive precursors, nature of the other
ion species in solution, kinetics of precipitation,
Ph,
viscosity): their influence is not yet completely clear
and the optimization of the chemical processes needs to
be further investigated.
Microstructure
of
hot
pressed materials
SEM
micrographs on plasma etched surfaces reveal
the microstructure
of
materials hot pressed with
different Si3N4 nitride powders (Fig. la-d) and different
powder processing route (an example
in
Fig 2a,b). The
values of the mean
grain
size and of aspect ratio are
reported in Table
111.
The microstructure presents
in
any case elongated
grains
mixed with smaller and
equiaxed grains, although the features of these
morphologies are different in the various materials.
Only materials
from
powder
U
reached full density,
porosity and defects are absent, instead for all the other
samples some pores, microcracks, porous areas are
observed (examples are shown in Fig. lc,d).
Morphological features, porosity, defects,
type
and
amount of
grain
boundary phases depend on
starting
powders characteristics and are related to the
mechanisms involved in densificatiodgrain growth.
The
use
of powder
U,
both processed by
ultrasonication or chemical coprecipitation, offers the
best chance to give origin to fine and uniform
“in
situ”
composite microstructure, the highest aspect ratio and
the lower
grain
size, absence of defects. The increased
amount of additives in composition
2
in comparison to
composition
1
favours the development of very fine
grains
with aspect ratios up to about
-10,
particularly
in the sample obtained by chemical coprecipitation.
Materials
from powder
B,
although the high hal
density, reveal low aspect ratio and some
inhomogeneities, which features depend on the powder
processing route.
Enhand
grain growth is observed in
sample obtained by coprecipitated powders (Fig.
2
b),
while microcracks associated
to
inhomogeneities are
present in samples from ultrasonicated powders.
427
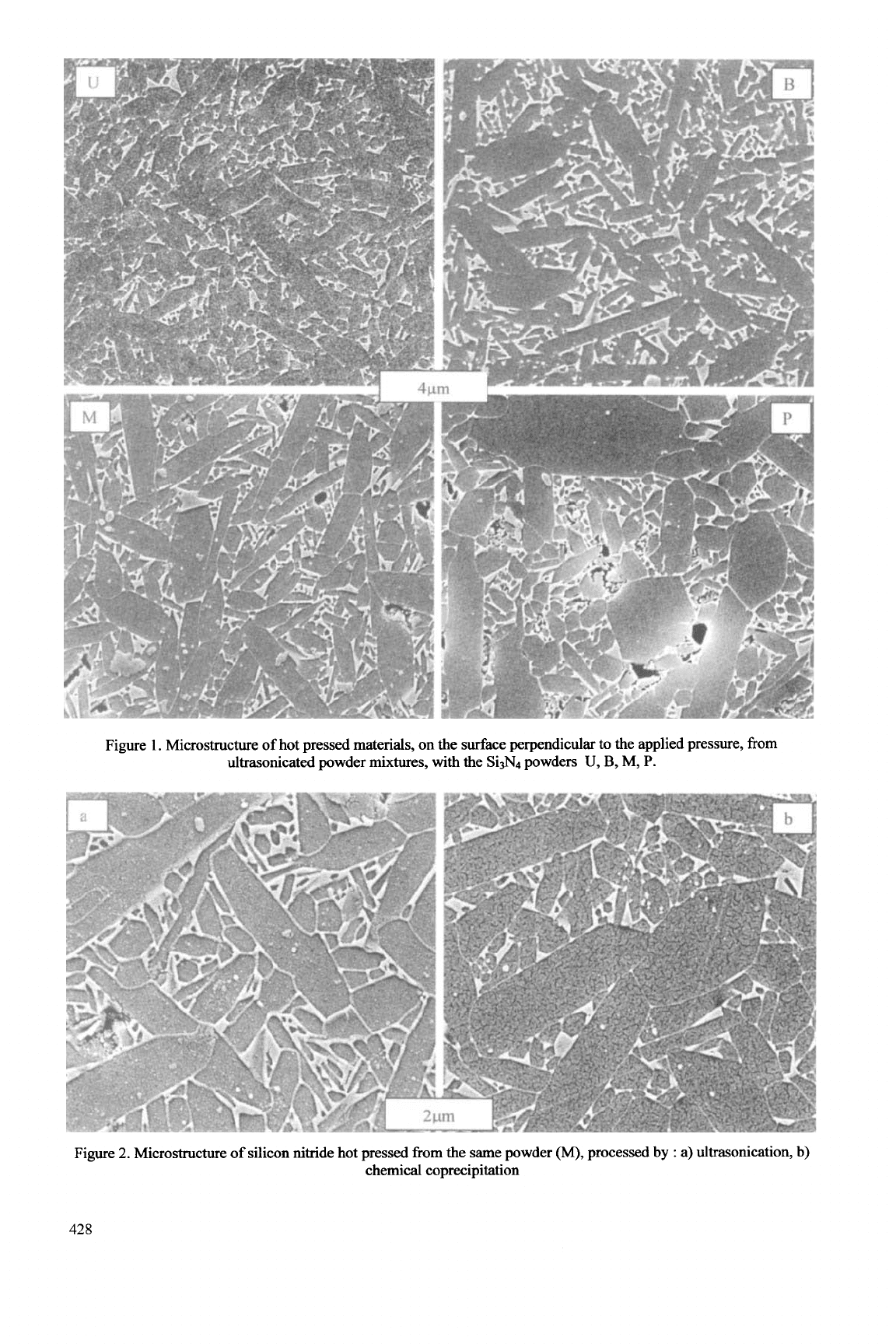
Figure
1.
Microstructure
of
hot pressed materials, on the surface perpendicular to the applied pressure,
from
ultrasonicated powder mixtures, with the Si3N4 powders
U, B,
M,
P.
Figure
2.
Microstructure
of
silicon nitride
hot
pressed
from
the same powder
(M),
processed
by
:
a) ultrasonication,
b)
chemical coprecipitation
42
8
Powder P showed
a
very different behaviour
depending on the processing route.
As
above described,
the coprecipitation did not cause a homogeneous
coating of particles with additives.
This
factor,
associated to the high content of impurities and to the
large particle size distribution in the initial powder,
resulted in a relatively low liquidus temperature, which
favoured the growth of grains with low aspect ratio and
an inhomogeneous final microstructure (Fig. 2c). The
final density is rather low, particularly with
ultrasonicated powders: the wide particle size
distribution hindered the homogeneous distribution of
the additives and, consequently
of
the liquid
phase
during sintering. Pores and areas with scarce amount of
liquid phase were found.
Samples obtained from powder
M,
particularly the
coprecipitated mixtures, reached a high final density.
The microstructure is quite coarse
(grains
up to
5-8
pm
were observed) but no evident defects were detected
(Fig. 2d). Nevertheless, in the correspondence of
coarse grains, some cracks were observed, originated
by stress accumulated at their neigborough, due to the
impingement of adjacent growing
grains.
All
the above described features depend on the
additive system and the variation of the liquidus
temperature (Table 111) originated by the presence of
impurities and oxygen during sintering.
In
fact the
liquidus temperature (estimated by densification curves
[12] is up to 2OOOC lower with powder
U
and P
than
with powder
U.
In
all the cases the relatively high
oxygen content in chemically processed mixture causes
a relatively lower eutectic temperature in comparison
to those of ultrasonicated mixtures.
As
the viscosity of
the liquid phase at the sintering temperature is higher
for compositions with high liquidus temperature, the
diffusion-controlled processes: i.e. densification and
grain growth, are different for the various samples
because the diffusion coefficients are inversely related
to the viscosity of the liquid phase.
An
inverse
relationship between the liquidus temperature (i.e.
viscosity) and the mean grain size can be drawn.
Moreover, generally, an higher viscosity limits
mass
transport [l, 131,
this
results in retarded grain growth
and in the evolution of finer and fibrous
microstructure: it was experimentally confirmed by the
Tl1q
"C
behaviour of samples from powder
U
containing
two
different amounts of additives. Composition 2 in fact
had the higher liquidus temperature and the lower
mean
grain
size, associated to the highest aspect ratio.
In
the hot pressed materials, grain boundary phase is
amorphous except than in samples from powder
B,
where traces of Y-La-silicates were identified.
This
derives from to the higher amount of oxygen in the
starting powders. After annealing tests at 1400°C for
6
hours, amounts from 2 to
6
vol% of crystalline phases
(La-Y-Si-0-N and La-Si-0 phases with various
stoichiometries) were revealed. Two devitrification
humps generally occurred
during
thermal expansion
tests: the former in the temperature range 1000-1200OC
and the latter 1250-14OO0C, being attributable
respectively to the devitrification of silicates and of
oxynitrides. It is well known [14]
that
the substitution
of nitrogen for oxygen in the glass network produces a
more rigid network increasing
the
viscosity
of
the
glass. The transition temperature of these glasses
increases with nitrogen content and with the type of the
network modifier: glasses in the system La-Y-Si-0-N
have transition temperatures higher of about 200°C in
respect with other oxynitrides [14, 151.
Pf
d a
E
Hv
KIC
r3
(ma)
%
pm GPa GPa madm
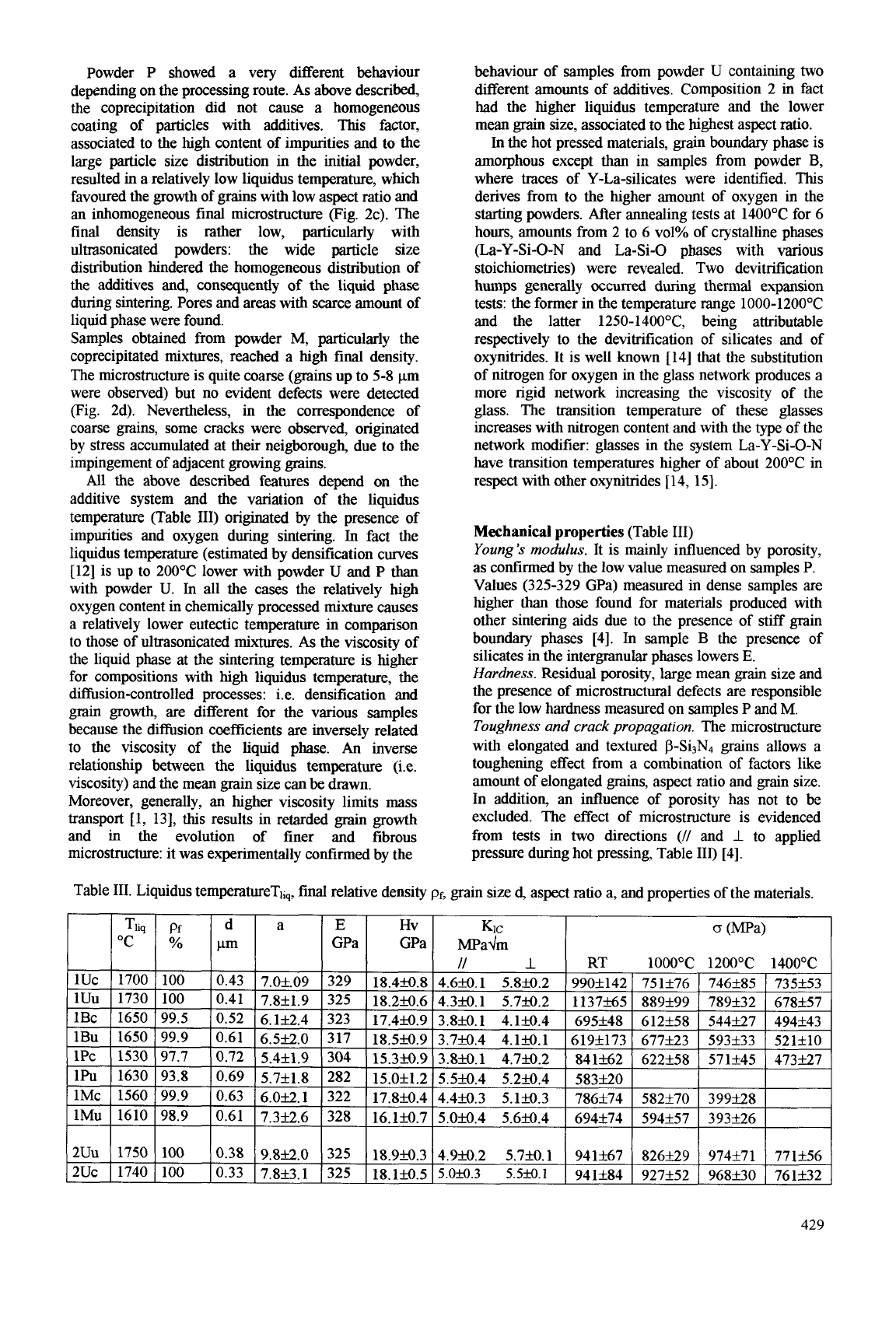
Mechanical
properties
(Table 111)
Young's modulus.
It is mainly influenced by porosity,
as confirmed by the low value measured on samples P.
Values (325-329 GPa) measured in dense samples are
higher
than
those found for materials produced with
other sintering aids due to the presence of stiff grain
boundary phases [4]. In sample
B
the presence of
silicates in the intergranular phases lowers
E.
Hardness.
Residual porosity, large mean gain size and
the presence
of
microstructural defects are responsible
for the low hardness measured on samples P and M.
Toughness and crack propagation.
The microstructure
with elongated and textured P-Si3N4 grains allows a
toughening effect from a combination of factors like
amount of elongated grams, aspect ratio and grain size.
In addition, an influence of porosity has not to be
excluded.
The effect of microstructure is evidenced
from tests in
two
dlrections
(N
and
I
to applied
pressure during hot pressing, Table III) [4].
429
Crack propagation partially follows the
grain
boundaries but, to
a
greater extent, cracks
run
through
the grains. Crack deflection
is
more frequently
observed in samples with aspect
ratios
higher
than
7
andor is highlighted in materials with the largest grain
size.
Room temperature flexural strength.
Striking
differences were found: excellent strength values (900-
1200 MPa) were measured only in samples produced
with powder U. No remarkable difference
is
due to the
powder processing route. It means that, when using
a
using a fine and pure Si3N4 powder, suitable to favour
homogeneous dispersion of additives, the defect
population is not
so
influenced by processing.
Also
with the
use
of the other silicon nitride powders, the
feature which
mainly
affects the presence of critical
defects is associated to the characteristics of the
starting silicon nitride powders,
because.
they
strongly
determine the homogeneity
of
the additive distribution
and the microstructural evolution. Among the nearly
fully dense samples, the lowest strength regards
powder B, that, although “fine
and
pure”
has
particles
with acid surfaces, which impedes the
uniform
surface
coating with the additives. The observed defects, in
fact, are due to the poor homogeneity of the
grain
boundary phases with consequent pores
and
cracks.
In
samples from powders P and
M,
the presence of large
particles in the starting powder
is
the
main
reason for
the development of microstructural defects like
exaggerated grains associated to poorly sintered areas
and for the scarce homogeneity in the distribution of
the grain boundary phase.
High temperature flexural strength.
In
addition to
phenomena such as preexisting defects, also relaxation
of machining stress and other effects take place, the
most important are the softening of the
grain
boundary
phases and the introduction of oxidation pits. Materials
from powder U, particularly with composition 2,
showed remarkable performances up to 140OOC (up to
about 800 MPa). Constant strength was observed from
1000 to 140OOC for sample 1Uc and from R.T to
12OO0C for samples 2Uc and 2Uu, followed by a
decrease at 140OOC of
only
18%. It
confirms
that
the
selected additive system originated highly refractory
grain boundary phases, as above mentioned. Samples
from powder B maintain good strength level up to
1400OC. In materials produced with powder
P,
and
particularly M, a relevant strength decrease
is
detected
at 12OO0C, where the values are about
half
of those
measured in samples from powder U. The strength
decrease is related to the relatively low refractoriness
of grain boundary phase, that
is
affected by impurities
in the
starting
powder. Another important factor is the
distribution of
grain
boundary phases. The coarser is
the microstructure, as in samples
P
and
M,
the larger
are the glassy pockets at triple
grains
junctions and
thicker is the glassy phase between the
grains:
failure
can originate there and
than
advance along the
grain
boundary layer.
The results make it clear that the “quality”
of
the raw
Si3N4 powder
is
the
main
key factor for the production
of high performance silicon nitride, but, in addition,
a
severe control
of
the powder treatments and the design
of sintering aid systems are prerequisites.
REFERENCES
(1)
G. Wotting and G. Ziegler, Influence of Powder
Properties and Processing Conditions on
Microstructure and Mechanical Properties of
Sintered Si3N4, Ceram. Intern., 10, (1984) 18-22.
(2) H.J. Kleebe and G. Ziegler, Influence of
Crystalline Secondary Phases on Densification of
Reaction Bonded Silicon Nitride During Post
Sintering Under Increasing Nitrogen Pressure, J.
(3) C. Galassi,
V.
Biasini and A. Bellosi, Effects of
Powder Characteristics and Mixing Processes on
the Microstructure and Properties of Silicon
Nitride, Proces. of Adv. Mater., 3, (1993) 153-161.
(4) A. Bellosi,
F.
Monteverde, G.N. Babini, Influence
of Powder Treatment Methods on Sintering,
Microshucture And Properties of Si3N4-Based
Materials, in Engineering Ceramics ’96, ,NATO
AS1 Series Vol. 25, Kluwer Acad. Publ.,
Dordrecth, 1997, 197-212.
(5)
T. M. Shaw and B. A. Pethica, Preparation and
Sintering of Homogeneous Silicon Nitride Green
Compacts, J.
Am.
Ceram.
Soc,
62, (1986) 88-93.
(6) H. J. Kleebe, W. Braue,
H.
Schmidt, G. Pezzotti,
G. Ziegler, Transmission Electron Microscopy of
Microstructure In Ceramic Materials,
J. Europ.
Ceram
Soc.,
16, (19%) 339-351.
(7)
F.
Bertoni, C. Galassi,
S.
Ardizzone, C.L. Bianchi
“Water-based Si3N4 Suspensions: Effect of
Processing Routes on
The
Raw Materials, J. Mat.
Res. 15, (2000) 155-163.
(8)
F.
Bertoni, C. Galassi,
S.
Ardizzone,
C.L.
Bianchi,
Surface Modification of Si3N4 Powders by
Coprecipitation of Sintering Aids, J. Am.
Gram
(9) J. F. Moulder, W. F. Stickle,
K.
D. Bompen,
Handbook of X-Ray Photoelectron Spectroscopy,
Perkin Elmer, Eden Praire (1 99 1).
(10) S.M. Castanho, J.L.G. Fierro, R. Moreno, Surface
Oxidation of Si3N4 Green Compacts Effect of
Sintering Aids, J. Europ. Ceram
SOC.
17, (1997)
(1
l)E. Lyden, L. Bergstrom, M. Persson,
R.
Carlsson,
Surface Modification and Dispersion of Silicon
Nitride
and
Silicon Carbide Powders,
J.
Europ.
Ceram. Soc.7, (1991), 361-368.
(12)A. Bellosi, A. Bondanini, Influence of Powder
Characteristics and Processing on Properties of
Silicon Nitride, submitted to Mat. Sci. Eng.
(13)s. Hampshire, Nitride Ceramics, in Materials
Science and Technology, Vol. 11, VCH
Weinheim, 1994, pp.119-172.
(14)J. Chen, P. Wei, Y. Huang, Properties of La-Y-N-
0
glasses,
J. Mat. Sci Lett. (1977) 1486-1488.
(15)s. Hampshire, R. A. L. Drew,
K.
H. Jack,
Viscosities, Glass Transition temperatures and
Microhardness of Y-Si-Al-0-N glasses. Comm.
Am.
Ceram.
Soc.
73, (1990) 117-135.
Am.
C-.
SOC.,
72, (1989) 2314-2317.
SOC.
82, (1999) 2653-2659.
383-392.
430
MATERIALS DESIGN
OF
COMPOSITE MATERIALS
-
COMPATIBILITY
OF SELF-DAMAGE MONITORING AND STRENGTHENING
H.
Yanagida
Research Institute, Japan Fine Ceramics Center
2-4-1
Mutsuno, Atsuta-ku, Nagoya-city,
456-8587
Japan
ABSTRACT
Brevity in technology is the keyword of next
centurylmillennium. We have to avoid spaghetti
syndromes of modern technology. Authorities have
to find novel concepts to make technology more
easily understood to avoid unnecessary confusion.
Integration is another important key word.
Improvement of structural reliability and capability
of self-damage monitoring may
be
achieved if we
design
so
beforehand. This opens a new field of
materials design in composite materials. Typical
case is a concrete structure reinforced by CFGFRP
(carbon fiber and glass fiber co-reinforced plastic)
bars. This may be extended to diagnose damage of
fragile materials such as ceramics used for heat
engine component and concrete piles applying fiber
reinforcement and percolation phenomena of
conducting powders. R
&
D is conducted by Ken-
materials Research Consortium led by Professor
Yanagida. Technology must be cooperated by
willing citizens. Yanagida recently established
NGO,
Port for Techno-Democracy.
INTRODUCTION
R
&
D
of so-called intelligent materials is not
only performed upon academic basis but also
proceeded by industrial sector.
In
February
1994
some industrial companies gathered
to
form research
consortium for
R
&
D
of
so-called intelligent
materials. H.Yanagida was appointed as the
chairman of the consortium. Through discussion
about the concept and naming of the consortium, the
consortium has been called as "Ken-materials
Research Consortium". Objectives
of
R
&
D
of ken-
materials are intensively concerned with safety,
environment and friendliness to people. Ken stems
from
the
pronunciation of some Chinese characters
meaning wisdom (self-control), sensing (functional
capability), structure (reliability), integration,
simplicity, soundness (supported by people) and
ecology.
Typical examples are CFGFRP=carbon fiber
and glass fiber co-reinforced plastics
with
improvement of mechanical performance and
capability of self-monitoring of damage developed
by Yanagida et
al,
soil-ceramics or earth-ceramics
by INAX where humidity and temperature adjusting
capability like soil and mechanical strength like
ceramics
are
achieved
to
save energy during fabrication
and during actual duties, electric cable trolleys for
Shin
Kmen
able to monitor damage without additional
sensors by
JR
Tokai, etc.
KEN-MATERIALS RESEARCH CONSORTIUM
Researches co-operated between industries and
academia
are
made accelerated if knowledge is spread
easily among groups through agreements.
Y
anagida lab
of University of Tokyo used to have several liaison
contracts, among them Yanagida considered often it is
necessary to transfer knowledge obtained by a contract
A to another contract
B
to solve problem laid in the
contract. Sometimes it is required to transfer
knowledge from
B
to A.
Thus
a research consortium
is
established and expanded. The main concepts of the
consortium
are
to pursue simplicity, to integrate
structural reliability and useful functions, to make
people willingly commit and conscious to
environmental issues. The logo-mark is shown in
Figure
1.
Structure Soundness
Sensing Brevity
Simplicity
Philosophy
<
-
Method
Figure
1.
Logo-mark of Ken-materials Research
Consortium
SIGNIFICANCE
OF
ENTERING NEW
MILLENNIUM
We discuss the future based upon knowledge
about the past. It is significant to discuss the future
considering
a
term of thousand years.
43
1