Heinrich J.G., Aldinger F. (Eds.) Ceramic Materials and Components for Engines
Подождите немного. Документ загружается.

those varying and hard to model clamping situations, the
results of the simulation can only show partial
good
cor-
respondence to the measurements of a very lightweight
acceleration sensor.
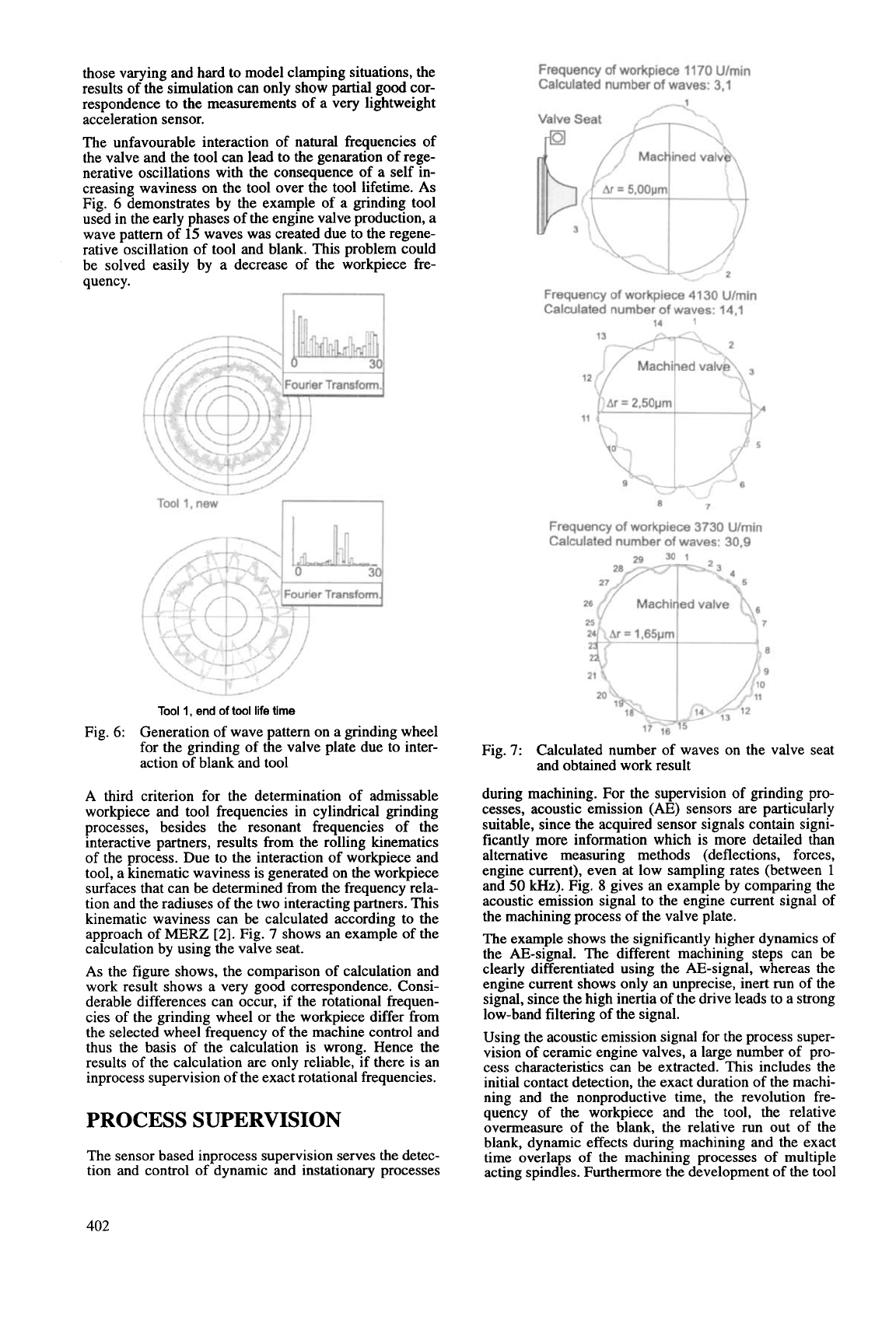
The unfavourable interaction of natural frequencies of
the valve and the tool can lead to the genaration of rege-
nerative oscillations with the consequence of a self in-
creasing waviness on the tool over the tool lifetime.
As
Fig.
6
demonstrates by the example of a grinding tool
used in the early phases of the engine valve production, a
wave pattern of
15
waves was created due to the regene-
rative oscillation of tool and blank. This problem could
be solved easily by a decrease of the workpiece
fre-
quency.
Tool
1,
new
m
Fig.
6:
Tool
1,
end
of tool life time
Generation of wave pattern on a grinding wheel
for the grinding of the valve plate due to inter-
action of blank and tool
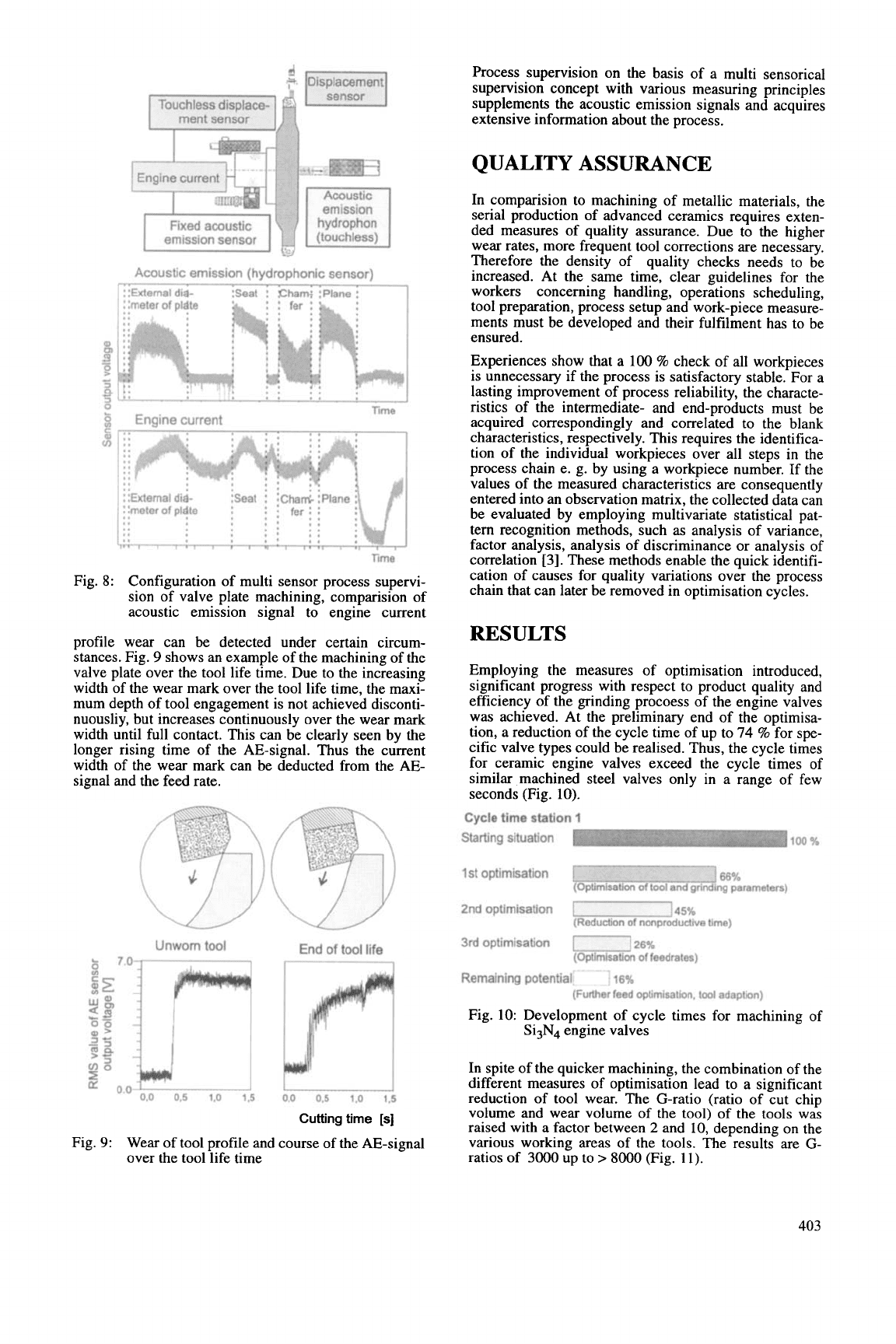
A
third criterion for the determination of admissable
workpiece and tool frequencies in cylindrical grinding
processes, besides the resonant frequencies of the
interactive partners, results from the rolling kinematics
of the process. Due to the interaction of workpiece and
tool, a kinematic waviness is generated on the workpiece
surfaces that can be determined from the frequency rela-
tion and the radiuses of the two interacting partners. This
kinematic waviness can be calculated according to the
approach of
MERZ
[2].
Fig.
7
shows an example of the
calculation by using the valve seat.
As
the figure shows, the comparison of calculation and
work result shows a very
good
correspondence. Consi-
derable differences can occur, if the rotational frequen-
cies of the grinding wheel or the workpiece differ from
the selected wheel frequency of the machine control and
thus the basis of the calculation is wrong. Hence the
results of the calculation are only reliable, if there is an
inprocess supervision of the exact rotational frequencies.
PROCESS SUPERVISION
The sensor based inprocess supervision serves the detec-
tion and control of dynamic and instationary processes
Frequency
of
workpiece 11 70 Ulmin
Calculated number
of
waves: 3,l
Frequency
of
workpiece 4130 Ulmin
Calculated number
of
waves: 14,l
14
1
12
11
a
Frequency
of
workpiece 3730 Ulmin
Calculated number
of
waves: 30.9
7
Fig.
7:
Calculated number of waves on the valve seat
and obtained work result
during machining. For the supervision of grinding pro-
cesses, acoustic emission
(AE)
sensors are particularly
suitable, since the acquired sensor signals contain signi-
ficantly more information which is more detailed than
alternative measuring methods (deflections, forces,
engine current), even at low sampling rates (between
1
and
50
kHz).
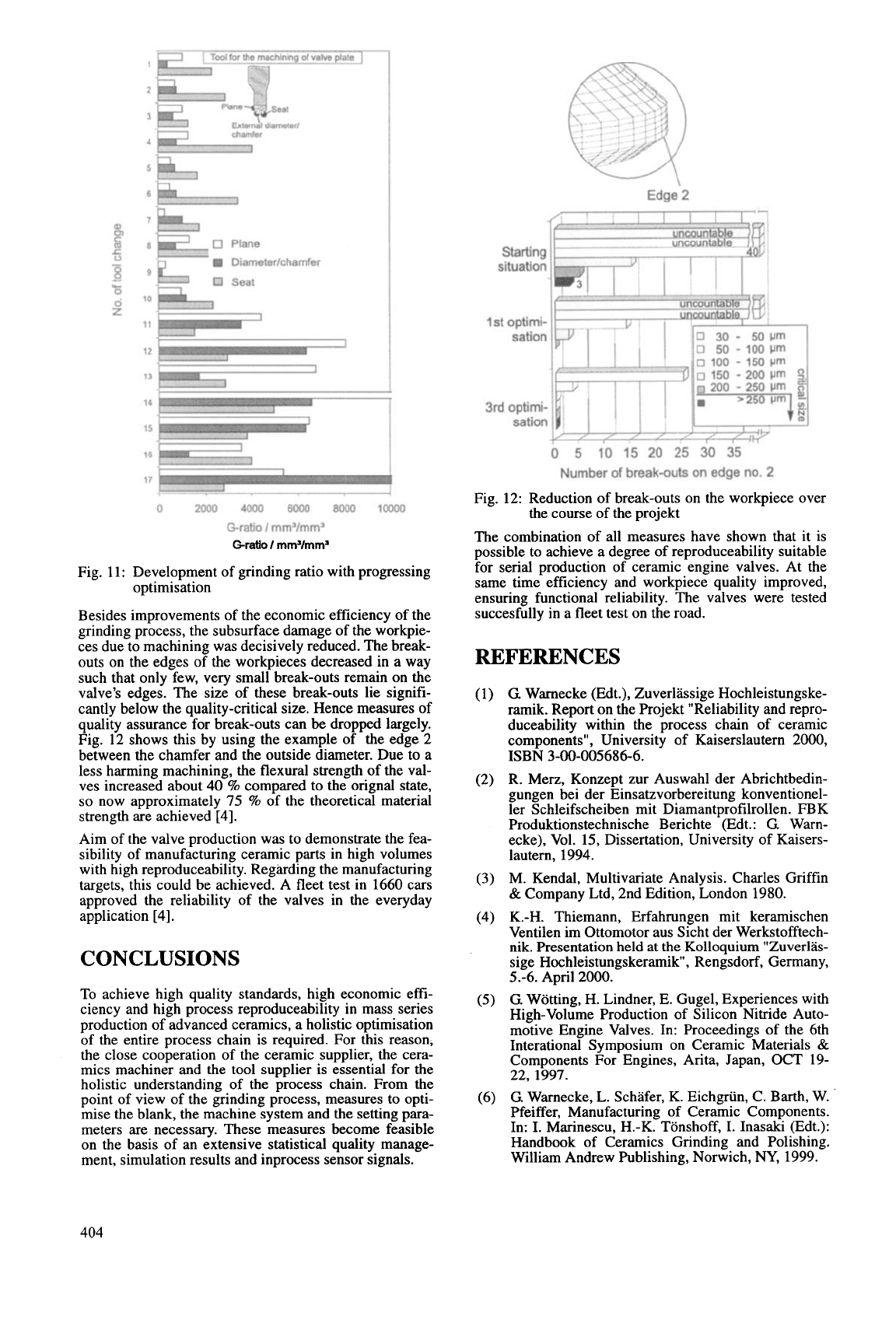
Fig.
8
gives an example by comparing the
acoustic emission signal to the engine current signal of
the machining process of the valve plate.
The example
shows
the significantly higher dynamics
of
the AE-signal. The different machining steps can be
clearly differentiated using the AE-signal, whereas the
engine current shows only an unprecise, inert run of the
signal, since the high inertia of the drive leads to a strong
low-band filtering of the signal.
Using the acoustic emission signal for the process super-
vision
of
ceramic engine valves, a large number of pro-
cess characteristics can be extracted. This includes the
initial contact detection, the exact duration of the machi-
ning and the nonproductive time, the revolution fre-
quency of the workpiece and the tool, the relative
overmeasure of the blank, the relative run out
of
the
blank, dynamic effects during machining and the exact
time overlaps
of
the machining processes of multiple
acting spindles. Furthermore the development of the tool
402
I
I
emission
I
Acoustic
emission (hydrophonic sensor)
m
:
:External
did-
:Seat
:
Cham$
:Plane
:
I
. .
..
It.
I
I
'.
1
Time
Engine
current
Time
Fig.
8:
Configuration of multi sensor process supervi-
sion of valve plate machining, comparision of
acoustic emission signal to engine current
profile wear can be detected under certain circum-
stances. Fig.
9
shows an example of the machining of the
valve plate over the tool life time. Due to the increasing
width of the wear mark over the tool life time, the maxi-
mum depth of tool engagement is not achieved disconti-
nuousliy, but increases continuously over the wear mark
width until full contact. This can be clearly seen by the
longer rising time of the AE-signal.
Thus
the current
width of the wear mark can be deducted from the AE-
signal and the feed rate.
Unworn
tool
End
of
tool
life
-
0,O
0.5
1.0
1.5
Cutting time
[s]
Fig.
9:
Wear of tool profile and course
of
the AE-signal
over the tool life time
Process supervision on the basis of a multi sensorical
supervision concept with various measuring principles
supplements the acoustic emission signals and acquires
extensive information about the process.
QUALITY ASSURANCE
In comparision to machining
of
metallic materials, the
serial production of advanced ceramics requires exten-
ded measures of quality assurance. Due to the higher
wear rates, more frequent tool corrections are necessary.
Therefore the density of quality checks needs to be
increased. At the same time, clear guidelines for the
workers concerning handling, operations scheduling,
tool preparation, process setup and work-piece measure-
ments must be developed and their fulfilment has to be
ensured.
Experiences show that a
100
%
check
of
all workpieces
is unnecessary if the process is satisfactory stable. For a
lasting improvement of process reliability, the characte-
ristics of the intermediate- and end-products must be
acquired correspondingly and correlated to the blank
characteristics, respectively. This requires the identifica-
tion of the individual workpieces over all steps in the
process chain e. g. by using a workpiece number. If the
values of the measured characteristics are consequently
entered into an observation matrix, the collected data can
be evaluated by employing multivariate statistical pat-
tern recognition methods, such as analysis
of
variance,
factor analysis, analysis of discriminance or analysis of
correlation
[3].
These methods enable the quick identifi-
cation of causes for quality variations over the process
chain that can later be removed in optimisation cycles.
RESULTS
Employing the measures of optimisation introduced,
significant progress with respect to product quality and
efficiency
of
the grinding procoess of the engine valves
was achieved. At the preliminary end of the optimisa-
tion, a reduction of the cycle time of up to
74
%
for spe-
cific valve types could be realised. Thus, the cycle times
for ceramic engine valves exceed the cycle times of
similar machined steel valves only
in
a range of few
seconds (Fig.
10).
Cycle time station
I
Starting situation
1-
100
%
2nd optimisation
3rd
optimisation
Remaining potential:
I1856
Fig.
10:
Development of cycle times for machining of
e
time)
(Optimisetion
of
feedretes)
(Futthe;
feed
optimisation,
tool
adeption)
.
_-
__
-
-
Si3N4 engine valves
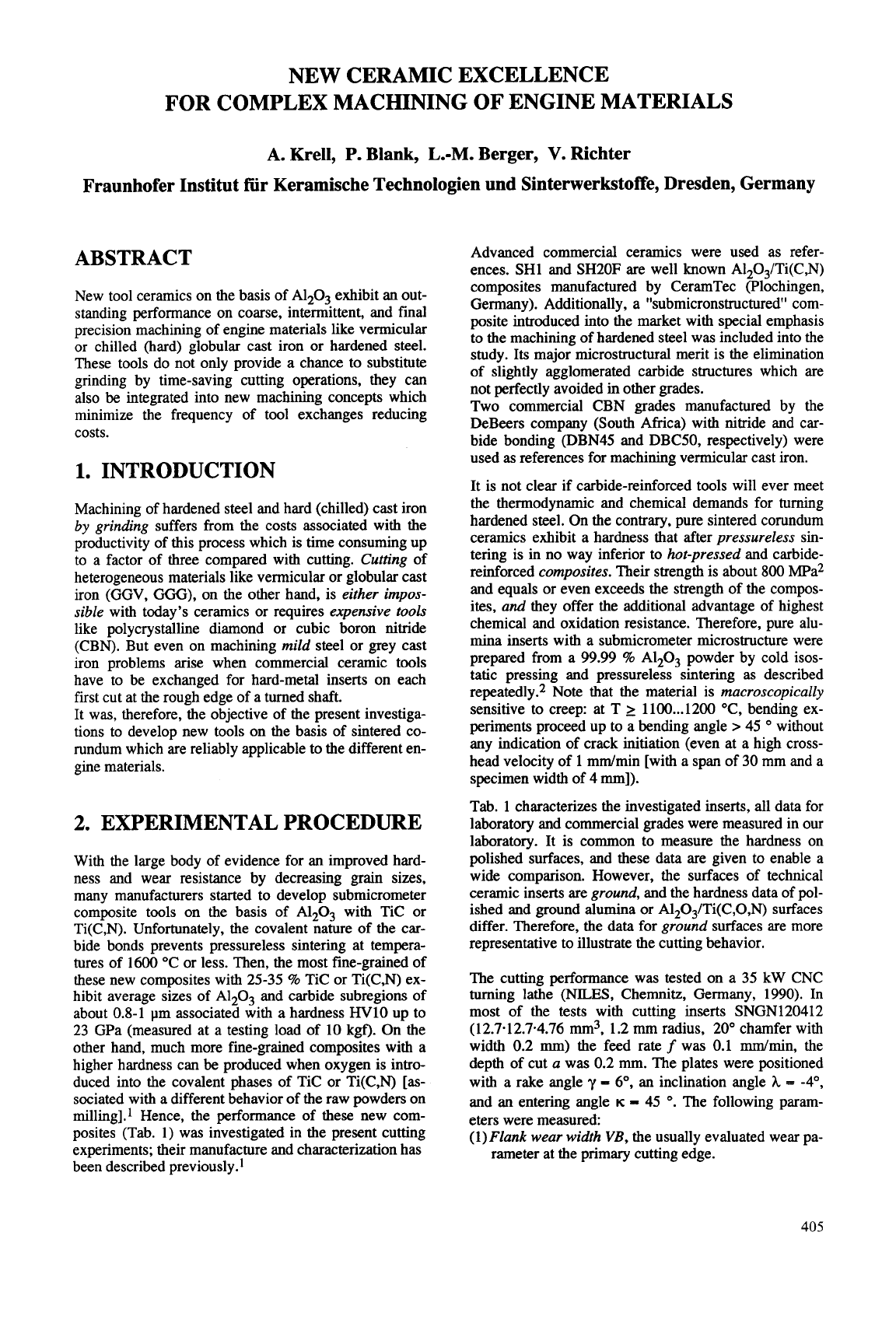
In spite of the quicker machining, the combination of the
different measures of optimisation lead to a significant
reduction
of
tool wear. The G-ratio (ratio of cut chip
volume and wear volume of the tool) of the tools
was
raised with a factor between
2
and
10,
depending on the
various working areas of the tools. The results are
G-
ratios of
3000
up to
>
8000
(Fig.
I
I).
403
5
7
D
Plane
Diarneterichamfer
s
Pa
U
-6..
0
I0
z
11
12
13
14
15
16
17
0
2ooo4oO06o0O8oO01oooo
Gratio
I
mms/mma
Fig. 11
:
Development of grinding ratio with progressing
Besides improvements of the economic efficiency of the
grinding process, the subsurface damage of the workpie-
ces due to machining was decisively reduced. The break-
outs on the edges of the workpieces decreased in a way
such that only few, very small break-outs remain on the
valve's edges. The size of these break-outs lie signifi-
cantly below the quality-critical size. Hence measures of
quality assurance for break-outs can
be
dropped largely.
Fig. 12 shows this by using the example of the edge
2
between the chamfer and the outside diameter. Due to a
less harming machining, the flexural strength of the val-
ves increased about 40
%
compared to the orignal state,
so
now approximately 75
%
of the theoretical material
strength are achieved [4].
Aim of the valve production was to demonstrate the fea-
sibility of manufacturing ceramic parts in high volumes
with high reproduceability. Regiwding the manufacturing
targets, this could be achieved. A fleet test in 1660 cars
approved the reliability of the valves in the everyday
application
[4].
optimisation
CONCLUSIONS
To
achieve high quality standards, high economic effi-
ciency and high process reproduceability in mass series
production of advanced ceramics, a holistic optimisation
of the entire process chain is required. For this reason,
the close cooperation of the ceramic supplier, the cera-
mics machiner and the tool supplier is essential for the
holistic understanding of the process chain. From the
point of view of the grinding process, measures to opti-
mise the blank, the machine system and the setting para-
meters are necessary. These measures become feasible
on the basis of an extensive statistical quality manage-
ment, simulation results and inprocess sensor signals.
Edge'2
starting
0
5
I0
15
20 25
30
35
Number
of
break-outs
on
edge
no.
2
Fig.
12:
Reduction of break-outs on the workpiece over
The combination of all measures have shown that it is
possible to achieve a degree of reproduceability suitable
for serial production of ceramic engine valves. At the
same time efficiency and workpiece quality improved,
ensuring functional reliability. The valves were tested
succesfully in a fleet test on the road.
the course of the projekt
REFERENCES
G
Warnecke (Edt.), Zuverlassige Hochleistungske-
ramik. Report on
the
Projekt "Reliability and repro-
duceability within the process chain of ceramic
components", University of Kaiserslautern
2000,
R. Merz, Konzept zur Auswahl der Abrichtbedin-
gungen bei der Einsatzvorbereitung konventionel-
ler Schleifscheiben mit Diamantprofilrollen. FBK
Produktionstechnische Berichte (Edt.:
G.
Warn-
ecke), Vol. 15, Dissertation, University of Kaisers-
lautern, 1994.
M. Kendal, Multivariate Analysis. Charles Griffin
&
Company Ltd, 2nd Edition, London 1980.
K.-H. Thiemann, Erfahrungen mit keramischen
Ventilen im Ottomotor aus Sicht der Werkstofftech-
nik. Presentation held at the Kolloquium "Zuverlas-
sige Hochleistungskeramik, Rengsdorf, Germany,
G.
Wotting,
H.
Lindner, E. Gugel, Experiences with
High-Volume Production of Silicon Nitride Auto-
motive Engine Valves. In: Proceedings of the 6th
Interational Symposium on Ceramic Materials
&
Components For Engines, Arita, Japan,
OCT
19-
22,
1997.
G.
Warnecke, L. Schafer, K. Eichgriin, C. Barth, W.
Pfeiffer, Manufacturing of Ceramic Components.
In: I. Marinescu, H.-K. Tonshoff, I. Inasaki (Edt.):
Handbook of Ceramics Grinding and Polishing.
William Andrew Publishing, Norwich, NY, 1999.
ISBN 3-00-005686-6.
5.-6. April
2000.
404
NEW CERAMIC EXCELLENCE
FOR COMPLEX MACHINING OF ENGINE MATERIALS
A.
Krell,
P.
Blank,
L.-M.
Berger,
V.
Richter
Fraunhofer Institut fir Keramische Technologien und Sinterwerkstoffe, Dresden, Germany
ABSTRACT
New tool ceramics on the basis of A1203. exhibit an out-
standing performance on coarse, intermittent, and final
precision machining of engine materials like vermicular
or chilled (hard) globular cast iron or hardened steel.
These tools do not only provide a chance to substitute
grinding by time-saving cutting operations, they can
also be integrated into new machining concepts which
minimize the frequency of tool exchanges reducing
costs.
1.
INTRODUCTION
Machining of hardened steel and hard (chilled) cast iron
by grinding
suffers from the costs associated with the
productivity of this process which is time consuming up
to a factor of three compared with cutting.
Cutring
of
heterogeneous materials like vermicular or globular cast
iron (GGV,
GGG),
on the other hand, is
either impos-
sible
with today's ceramics or requires
expensive
fools
like polycrystalline diamond or cubic boron nitride
(CBN). But even on machining
mild
steel or grey cast
iron problems arise when commercial ceramic tools
have to be exchanged for hard-metal inserts on each
first cut at the rough edge of a turned shaft.
It was, therefore, the objective of the present investiga-
tions to develop new tools on the basis
of
sintered co-
rundum which
are
reliably applicable to the different en-
gine materials.
2.
EXPERIMENTAL PROCEDURE
With the large body of evidence for an improved hard-
ness and wear resistance by decreasing
grain
sizes,
many manufacturers started to develop submicrometer
composite tools on the basis of A1203 with Tic or
Ti(C,N). Unfortunately, the covalent nature of the car-
bide bonds prevents pressureless sintering at tempera-
tures of
1600
"C or less. Then, the most fine-grained of
these new composites with 25-35
%
Tic or Ti(C,N) ex-
hibit average sizes of
A1203
and carbide subregions of
about 0.8-1 pm associated with a hardness HVlO up to
23 GPa (measured at a testing load of 10 kgf). On the
other hand, much more fine-grained composites with a
higher hardness can
be
produced when oxygen is intro-
duced into the covalent phases of Tic or Ti(C,N)
[as-
sociated with a different behavior of the raw powders on
milling1.l Hence, the performance
of
these new com-
posites (Tab. 1) was investigated in the present cutting
experiments; their manufacture and characterization has
been described previously.'
Advanced commercial ceramics were used as refer-
ences.
SH1
and SH20F are well known A1203/Ti(C,N)
composites manufactured by CeramTec (Plochingen,
Germany). Additionally, a "submicronstructured" com-
posite introduced into the market with special emphasis
to the machining of hardened steel was included into the
study. Its major microstructural merit is the elimination
of slightly agglomerated carbide structures which are
not perfectly avoided in other grades.
Two commercial CBN grades manufactured by the
DeBeers company (South Africa) with nitride and car-
bide bonding (DBN45 and DBC50, respectively) were
used
as
references for machining vermicular cast iron.
It is not clear if carbide-reinforced tools will ever meet
the thermodynamic and chemical demands for turning
hardened steel. On the contrary, pure sintered corundum
ceramics exhibit a hardness that after
pressureless
sin-
tering is in no way inferior to
hot-pressed
and carbide-
reinforced
composites.
Their strength is about
800
MPa2
and equals or even exceeds the strength of the compos-
ites,
and
they offer the additional advantage of highest
chemical and oxidation resistance. Therefore, pure alu-
mina inserts with a submicrometer microstructure were
prepared from a
99.99
%
A120, powder by cold isos-
tatic pressing and pressureless sintering as described
repeatedly.2 Note that the material is
macroscopically
sensitive to creep: at T
2
11
OO...
1200 "C, bending ex-
periments proceed up to a bending angle
>
45
"
without
any indication
of
crack initiation (even at a high cross-
head velocity of
1
mdmin [with a span of
30
mm and a
specimen width of 4
mml).
Tab. 1 characterizes the investigated inserts, all data for
laboratory and commercial grades were measured in our
laboratory. It is common to measure the hardness on
polished surfaces, and these data are given to enable a
wide comparison. However, the surfaces of technical
ceramic inserts are
ground,
and the hardness data of
pol-
ished and ground alumina or A1203/Ti(C,0,N) surfaces
differ. Therefore,
the
data for
ground
surfaces are more
representative to illustrate the cutting behavior.
The cutting performance was tested on a 35 kW CNC
turning lathe (NILES, Chemnitz, Germany, 1990). In
most of the tests with cutting inserts SNGN120412
(12.7-12.7.4.76 mm3, 1.2 mm radius, 20" chamfer with
width 0.2
mm)
the feed rate
f
was 0.1 mm/min, the
depth of cut
a
was 0.2 mm. The plates were positioned
with a rake angle
y
=
6", an inclination angle
h
-
-4",
and an entering angle
K
=
45
".
The following param-
eters were measured
(1)Flank
wear width
VB,
the usually evaluated wear pa-
rameter at the primary cutting edge.
405

Table 1. Tool ceramics for machining vermicular cast iron, hard (chilled) globular cast iron, and hardened steel.
Composition
Density Grainsize* Vickers hardness
absolute
relative
(testing
load
10
kgf)
~cm31
[%I
[pmi
[
GPa
1
[
GPa
1
(*composites:
surface preparation:
average
polished ground
of
all
phases)
Pure alumina
AC41, AC56
A1203
3.960 (99.3%) 0.56 20.2
f
0.2
22.1
f
0.9
Composites
AT60A
A@,
+
33 vol-% Tico 73Oo,14 4.325
(100
%)
0.70
20.8
i
0.2
22.8
f
0.8
AT62 A1203
+
33 vol-% TiCo,4200,,No,35 4.355 (100
%)
0.70
20.2*
0.3
21.1
f
0.6
Commercial references:
SH1, SH20F A1203
+
33 voL% Ti(C,N) 4.352 1.52 19.6i
0.3
21.2i
0.2
"submicron" A1203
+
33 vol-% Ti(C,N) 4.356 1.63 19.6
f
0.2 21.2i
0.5
(2)
Cutting
edge displacement
CED
(which determines
the degree of precision in machining hard pieces).
(3) The
quality
of
the cut metal surface
is important for
precise machining, it was described by 2 parameters:
(i)
The
roughness
was measured as a function of the
cutting time. Ra gives the statistical average depth of
the profile.
(ii)
On turning hardened steel at high cutting veloci-
ties
>
250
dmin
there is a significant input of heat
not only into the formed chips but also into the cut
surface of the shaft. Depending
on
the state of wear
of the tool, cutting forces and process temperatures
may increase by an extent that causes a softening of
the hardened steel, and in the present investigations
the hardness was observed to drop from HRC
=
57-
60 to values of about
55.
Therefore,
changes in the
hardness
were recorded
as
an additional parameter
in such tests, and an interim machining operation
with a low velocity
v
=
180
dmin
was required to
restore a surface with the original hardness before
every new experiment with v
>
250
dmin.
The tools were run
up
to
an
upper wear
flank
width
VB
in the range between
0.15
and 0.25
mm.
A
minimum of
two
tests series at least were performed with each grade.
Three different iron-basis workpieces were machined
(German standard notations):
-
The Brine11 hardness of the investigated
vermicular
cast iron GGV40 was
HB
-
185
f
14.
This
GGV, a
candidate for engine blocks in the automotive indus-
try,
is hard to machine with commercial tools be-
cause its heterogeneous microstructure with residual
graphite is highly abrasive.
-
The alloyed hard (chilled)
globular
cast iron G-
X3OOCrMo153 exhibited an average Rockwell hard-
ness HRC
-
42.9
*
1.3 (which was controlled after
each cut). The material contained about 0.3
wt-%
C,
15 wt-% Cr, and 3 wt-%
Mo.
-
The hardness of the
hardened steel
9OMnCrV8 was
HRC
=
58.4
*
1.5. It contained 0.86 wt-% C and 0.2
wt-%
Si.
Important additives are 1.98 wt-%
Mn,
0.43
wt-%
Cr, 0.14 wt-%
Cu,
0.10
wt-%
A], and
The surfaces of the as-delivered shafts of hard cast iron
and hardened steel were rough, macroscopically uneven
and had
to
be
pre-machined to get an equally prepared
state for all tested inserts.
This
preparation is difficult
because it associates the high hardness of the counter-
part
with discontinuous cutting conditions of changing
frequency and power of impacts. Cubic boron nitride
in-
serts @reborid@, Lach company, HanadGermany)
failed on machining the hard cast iron, and hardmetal
inserts (WC
/
6
%
Co,
Vickers hardness
=
16 GPa,
K,
=
9 MPadm) were not able to cut the rough outer shell
of the hardened steel shaft at velocities between
50
and
100
dmin
(or more). The same observation applied for
both commercial ceramic composites. Finally, labora-
tory
grade ceramics
originally
designed for
precision
turning
tests had to be used for this severe operation.
0.08 Wt-% V.
3.
RESULTS
3.1
Machining with moderate processing
temperatures: cast
iron
On machining hard globular cast iron, a smaller grain
size of Ti(C,N) or Ti(C.0) reinforced composites in-
creases the hardness (Tab.
1)
and may reduce the wear
on
turning hard cast iron, but the effect is small com-
pared with the qualitative leap to greatly reduced wear
406
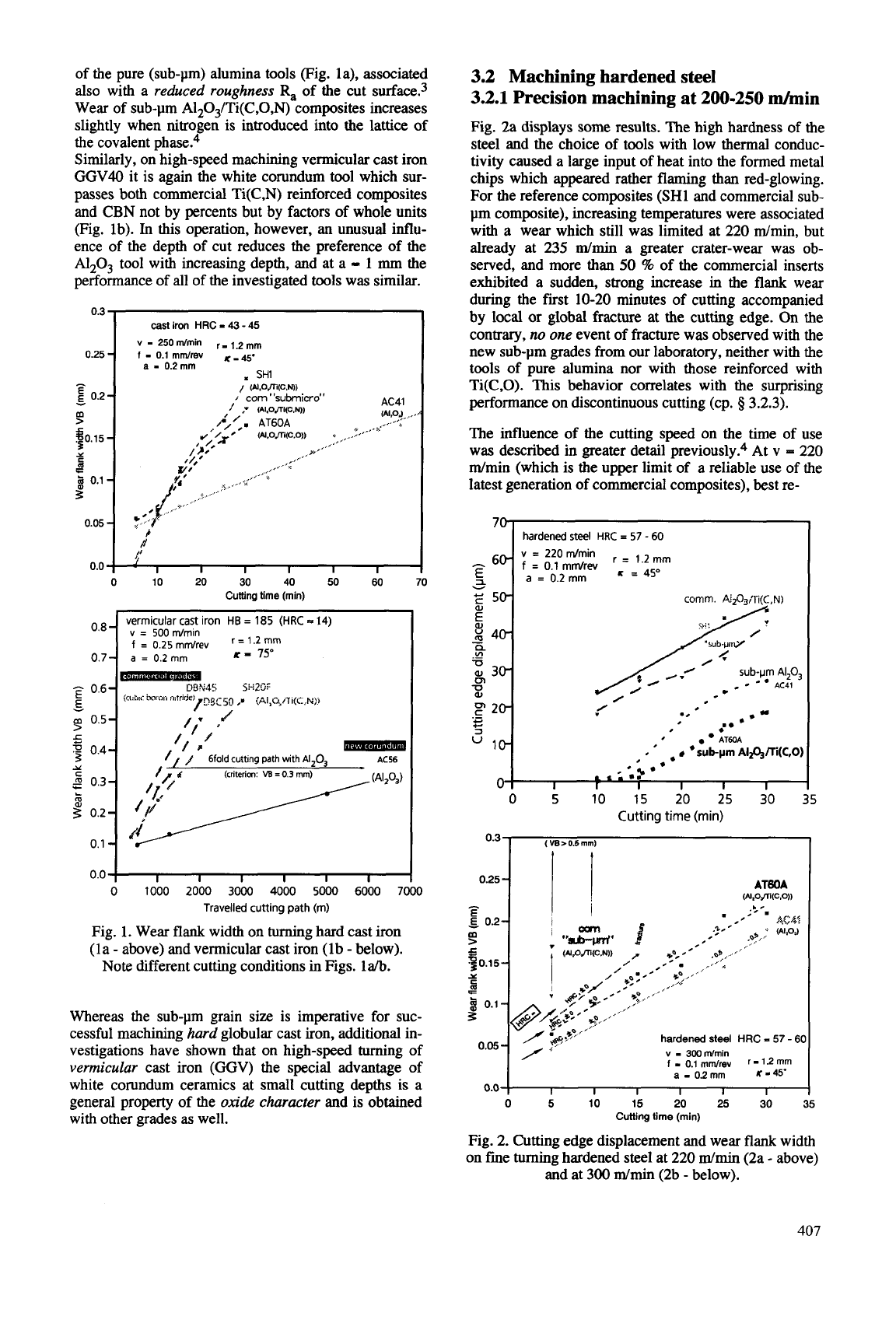
of the pure (sub-pm) alumina tools (Fig. la), associated
also with a
reduced roughness
R,
of the cut surfa~e.~
Wear of sub-pm Al,O,/Ti(C,O,N) composites increases
slightly when nitrogen
is
introduced into the lattice
of
the covalent phase.4
Similarly, on high-speed machining vermicular cast iron
GGV40 it is again the white corundum tool which sur-
passes both commercial Ti(C,N) reinforced composites
and
CBN
not by percents but by factors of whole units
(Fig. lb).
In
this operation, however, an unusual influ-
ence of the depth
of
cut reduces the preference of the
A1,0,
tool with increasing depth, and at a
-
1
mm
the
performance
of
all of the investigated tools was similar.
0.3
cast
iron
HRC
-
43
-
45
1
-
:
0.2-
-
m
>
g0.15
-
Y
c
5
3
9
0.1
-
0.05
-
v
-
250
Wmin
0.251
f
-
0.1
mdrev
*-&-
a
-
0.2mm
r-
1.2
mm
=
SH1
a
-
02mm
1-45.
I
I
0.0
I
I
I
I
I
I
I
0
10 20
30
40 50
60
70
Cutting Hme (min)
vermicular cast iron
HB
=
185
(HRC
0
14)
v
=
500rnImin
f
=
0.25
mdrev
=
'.'
mm
c-
75"
.I
ACS6
(AIZOJ
g
5
0.4-
/,?
//
/
6fold
cutting path
wth
A1203
(criterion:
VB
=
0.3
mm)
Y
0.1
-
0.0
I
I
1
I
I
I
0
1000 2000
3000
4000
5000
6000
71
Fig. 1. Wear flank width on turning hard cast iron
(1
a
-
above) and vermicular cast iron (1 b
-
below).
Note
different cutting conditions
in
Figs.
la/b.
Travelled cutting path (rn)
Whereas the sub-pm grain size is imperative for suc-
cessful machining
hard
globular cast iron, additional in-
vestigations have shown that on high-speed turning of
Vermicular
cast iron (GGV) the special advantage
of
white corundum ceramics at small cutting depths
is
a
general property
of
the
oxide
character
and is obtained
with other grades
as
well.
3.2
Machining hardened steel
3.2.1
Precision machining at
200-250
din
Fig. 2a displays some results. The high hardness
of
the
steel
and
the
choice of tools with low thermal conduc-
tivity caused a large input of heat into the formed metal
chips which appeared rather flaming
than
red-glowing.
For the reference composites (SHl and commercial sub-
pm composite), increasing temperatures were associated
with
a
wear which still
was
limited at 220 dmin, but
already at 235
dmin
a greater crater-wear was ob-
served, and more than
50
%
of the commercial inserts
exhibited a sudden, strong increase
in
the flank wear
during the first 10-20 minutes of cutting accompanied
by local or global fracture at the cutting edge. On the
contrary,
no one
event of fracture was observed with the
new sub-pm grades from our laboratory, neither with the
tools of pure alumina nor with those reinforced with
Ti(C,O). This behavior correlates with the surprising
performance on discontinuous cutting (cp.
0
3.2.3).
The
influence
of
the cutting speed on the time of use
was described in greater detail previ~usly.~ At
v
=
220
dmin (which is the upper limit
of
a reliable use of the
latest generation of commercial composites), best re-
'"
I
hardened
steel
HRC
=
57
-
60
**-
..
0
0'
a
'
*sub-pm
Alfi/Ti(C,Ol
ATW
,*
-0
.*
L
c.
.4
I
r
I
I
I
0
5
10
15
20 25
30
Cutting
time
(min)
(
V8>0.5
mm)
0.3
I
I!
407
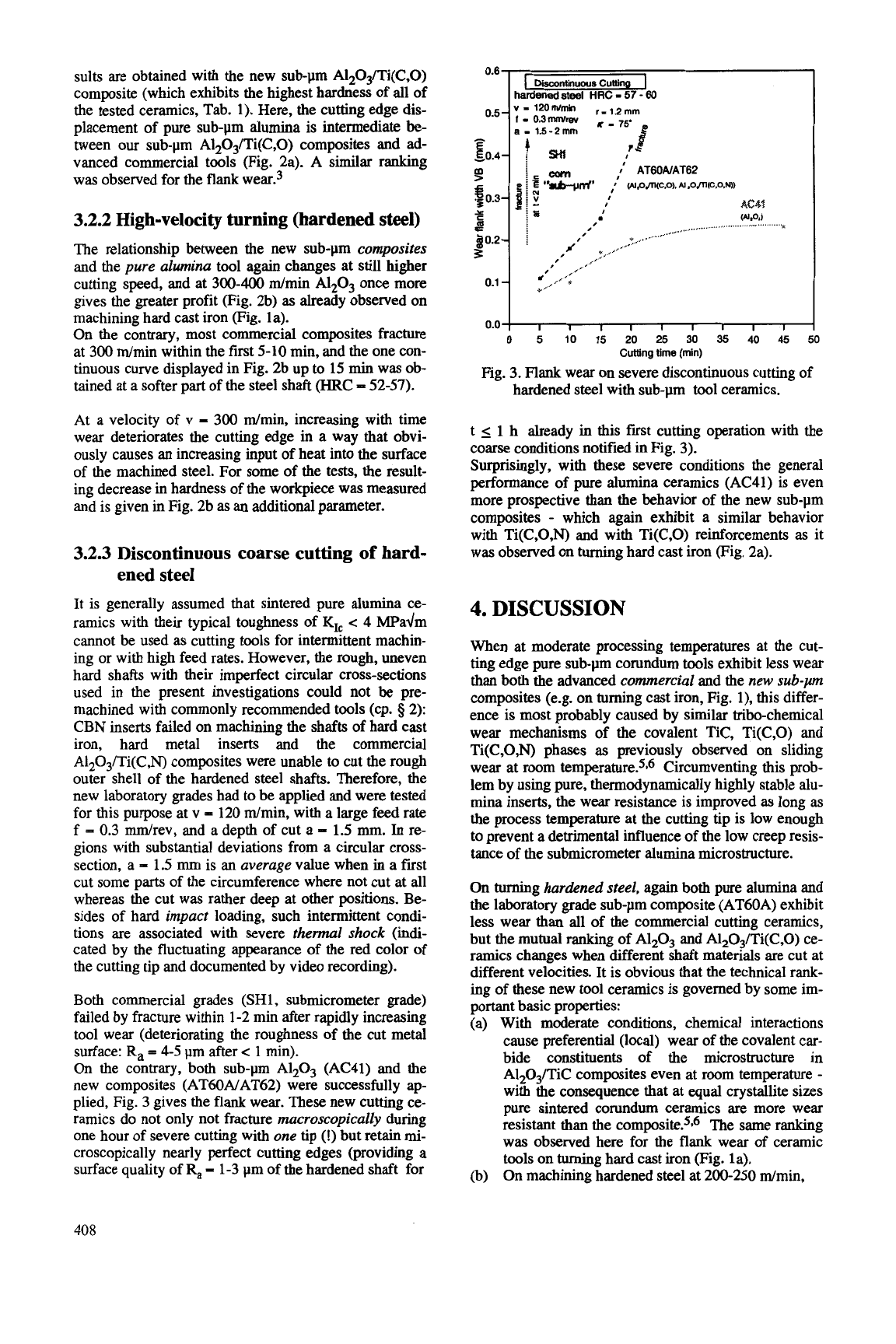
sults are obtained with the new sub-pm Al2O3/Ti(C,0)
composite (which exhibits the highest hardness of all of
the tested ceramics, Tab.
1).
Here, the cutting edge dis-
placement of pure sub-pm alumina
is
intermediate
be-
tween our sub-pm A1203/Ti(C,0) composites and ad-
vanced commercial tools (Fig. 2a). A similar ranking
was observed for the flank wear.3
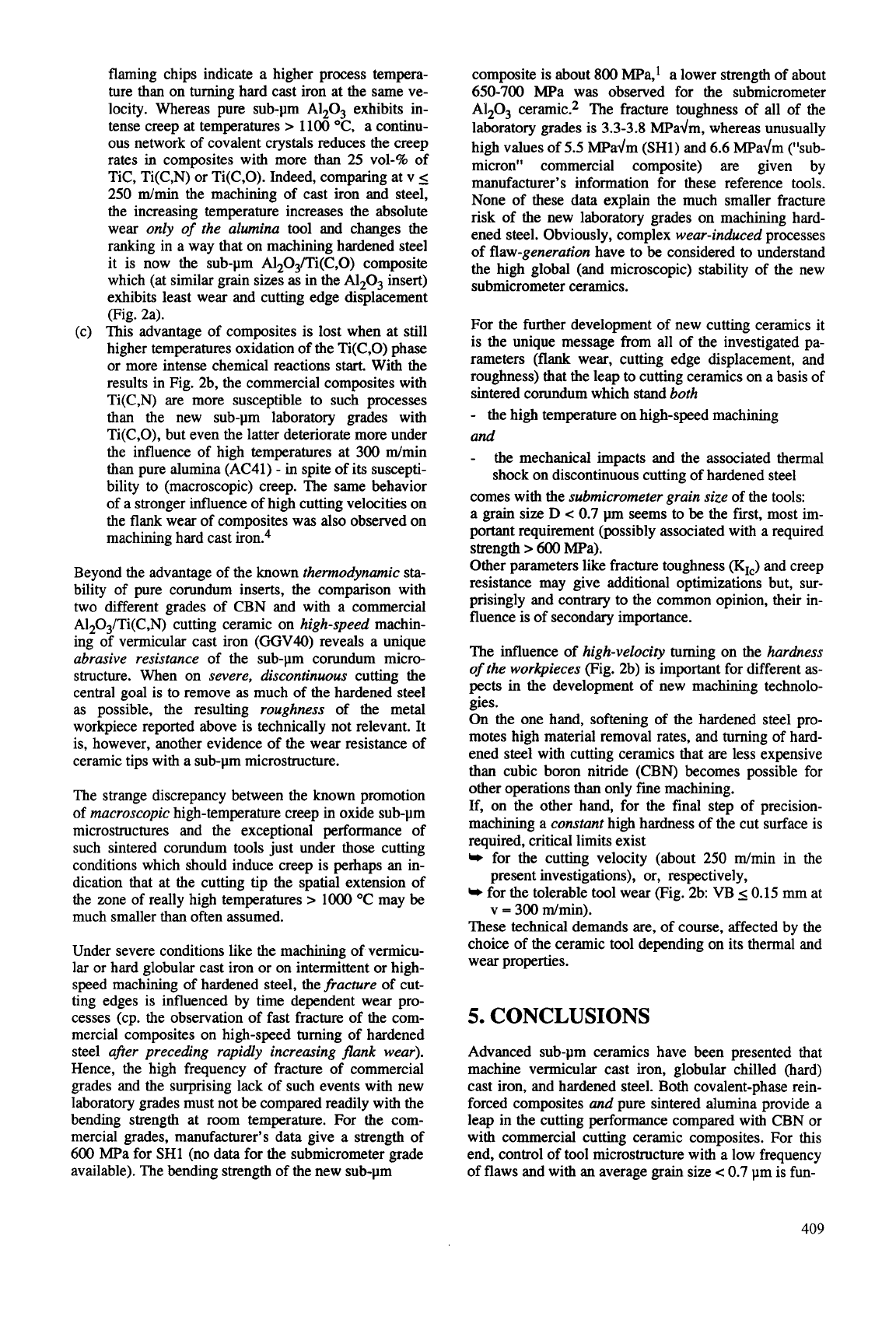
3.2.2 High-velocity turning (hardened steel)
The relationship between the new sub-pm
composites
and the
pure alumina
tool again changes at still higher
cutting speed, and at 300-400 m/min A1203 once more
gives the greater profit (Fig. 2b)
as
already observed on
machining hard cast iron (Fig.
1
a).
On the contrary, most commercial composites fracture
at 300 m/min within the first 5-10 min, and the one con-
tinuous curve displayed in Fig. 2b up to 15
min
was ob-
tained at a softer part of the steel shaft (HRC
=
52-57).
At a velocity of
v
=
300 m/min, increasing with time
wear deteriorates the cutting edge in a way that obvi-
ously causes an increasing input of heat into the surface
of the machined steel. For some of the tests, the result-
ing decrease in hardness of the workpiece was measured
and is given in Fig. 2b
as
an
additional parameter.
3.2.3 Discontinuous coarse cutting
of
hard-
It is generally assumed that sintered pure alumina ce-
ramics with their typical toughness of
K,,
<
4 madm
cannot
be
used as cutting tools for intermittent machin-
ing or with high feed rates. However, the rough, uneven
hard shafts with their imperfect circular cross-sections
used in the present investigations could not be pre-
machined with commonly recommended tools (cp.
0
2):
CBN inserts failed on machining the shafts of hard cast
iron, hard metal inserts and the commercial
A1203/Ti(C,N) composites were unable to cut the rough
outer shell of the hardened steel shafts. Therefore, the
new laboratory grades had to be applied and were tested
for this purpose at v
=
120 m/min, with a large feed rate
f
=
0.3 &rev, and a depth of cut a
=
1.5
mm.
In
re-
gions with substantial deviations from a circular cross-
section, a
=
1.5 mm is an
average
value when in a
first
cut some parts of the circumference where not cut at all
whereas the cut was rather deep at other positions. Be-
sides of hard
impact
loading, such intermittent condi-
tions are associated with severe
thermal shock
(indi-
cated by the fluctuating appearance of the red color of
the cutting tip and documented by video recording).
Both
commercial grades (SH1, submicrometer grade)
failed by fracture within 1-2 min after rapidly increasing
tool wear (deteriorating the roughness of the cut metal
surface: Ra
=
4-5 pm after
c
1 min).
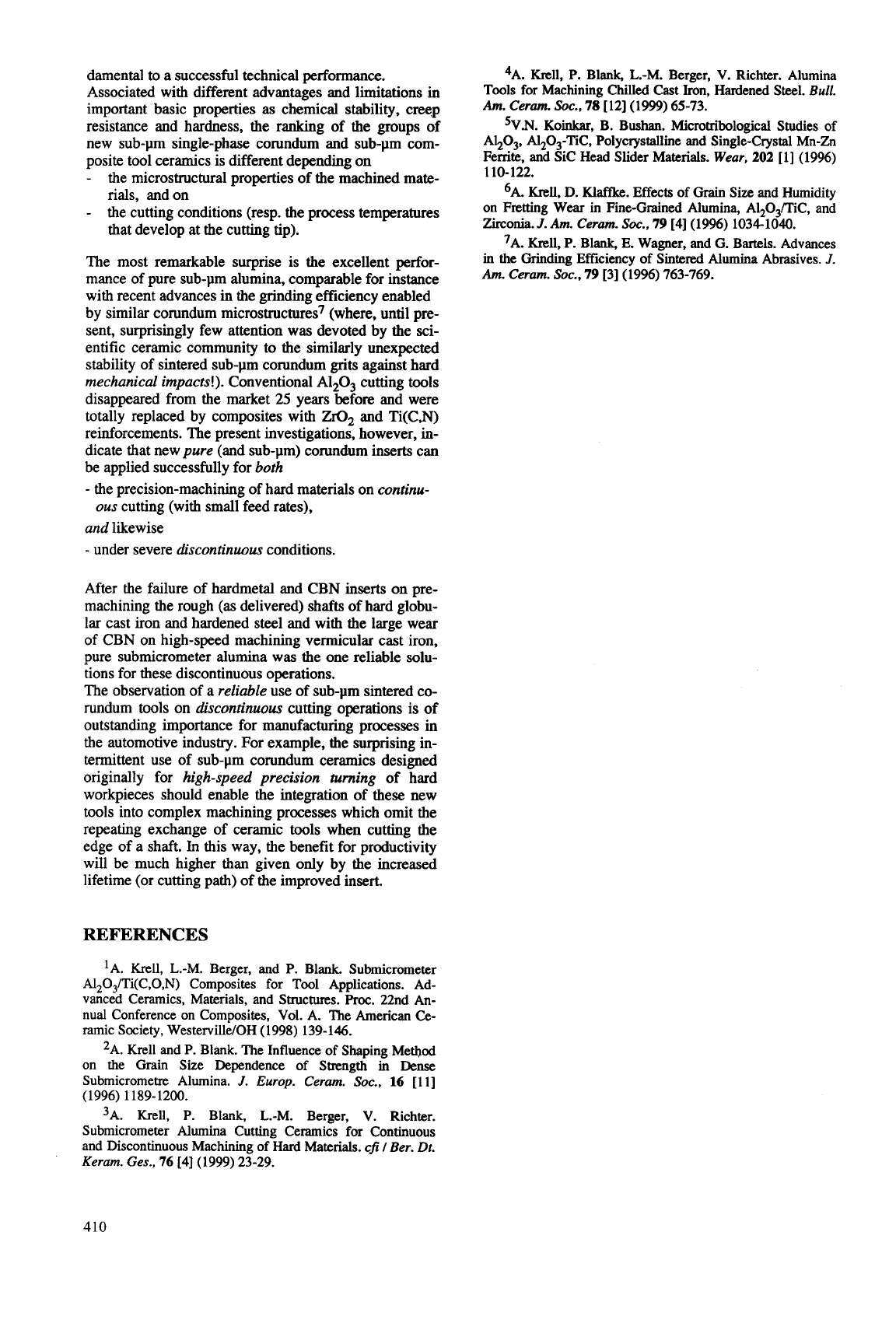
On the contrary, both sub-pm A1203 (AC41) and the
new composites (AT60NAT62) were successfully ap-
plied, Fig. 3 gives the flank wear. These new cutting ce-
ramics do not only not fracture
macroscopically
during
one hour of severe cutting with
one
tip
(!)
but retain
mi-
croscopically nearly perfect cutting edges (providing a
surface quality of
R,
-
1-3 pm of the hardened shaft for
ened steel
/il
3
9
0.2
0.1
0.0
0
I
I
I
I
I
I
I I
I
I
5
10
15
20
25 30
35
40
45
50
Cutting
time
(min)
Fig. 3. Flank wear on severe discontinuous cutting of
hardened steel with sub-pm tool ceramics.
t
5
1
h already in
this
first cutting operation with the
coarse conditions notified in Fig. 3).
Surprisingly, with these severe conditions the general
performance of pure alumina ceramics (AC41) is even
more prospective than
the
behavior of the new sub-pm
composites
-
which again exhibit a similar behavior
with Ti(C,O,N) and with Ti(C,O) reinforcements as it
was observed on turning hard cast iron (Fig. 2a).
4.
DISCUSSION
When at moderate processing temperatures at the cut-
ting edge pure sub-pm corundum tools exhibit less wear
than both the advanced
commercial
and the
new
sub-pn
composites (e.g. on turning cast iron, Fig. l), this differ-
ence is most probably caused by similar tribo-chemical
wear mechanisms of the covalent Tic, Ti(C,O) and
Ti(C,O,N) phases
as
previously observed on sliding
wear at room temperature.5.6 Circumventing this prob-
lem by using pure, thermodynamically highly stable alu-
mina inserts, the wear resistance is improved
as
long
as
the process temperature at the cutting tip is low enough
to prevent a detrimental influence of the low creep resis-
tance of the submicrometer alumina microstructure.
On
turning
hardened steel,
again both pure alumina and
the laboratory grade sub-pm composite (AT60A) exhibit
less wear than all
of
the commercial cutting ceramics,
but the mutual ranking of A1203 and A1203/Ti(C,0) ce-
ramics changes when different shaft materials are cut at
different velocities. It is obvious that the technical rank-
ing of these new tool ceramics is governed by some im-
portant basic properties:
(a) With moderate conditions, chemical interactions
cause preferential (local) wear of the covalent car-
bide constituents of the microstructure in
A1203/TiC composites even at room temperature
-
with the consequence that at equal crystallite sizes
pure sintered corundum ceramics are more wear
resistant than the composite.~*6 The same ranking
was observed here for the flank wear of ceramic
tools on turning hard cast iron (Fig. la).
(b) On machining hardened steel at 200-250 m/min,
408
flaming chips indicate a higher process tempera-
ture than on turning hard cast iron at
the
same ve-
locity. Whereas pure sub-pm A1203 exhibits in-
tense creep at temperatures
>
1100
OC, a continu-
ous network of covalent crystals reduces
the
creep
rates in composites with more than 25 vol-% of
Tic, Ti(C,N) or Ti(C,O). Indeed, comparing at v
5
250
dmin
the machining of cast iron and steel,
the increasing temperature increases the absolute
wear
only
of
the alumina
tool and changes the
ranking in a way that on machining hardened steel
it is now the sub-pm A1203/Ti(C,0) composite
which (at similar grain sizes
as
in the A1203 insert)
exhibits least wear and cutting edge displacement
(Fig. 2a).
(c) This advantage of composites is lost when at still
higher temperatures oxidation of the Ti(C,O) phase
or more intense chemical reactions
start.
With the
results in Fig. 2b, the commercial composites with
Ti(C,N) are more susceptible to such processes
than the new sub-pm laboratory grades with
Ti(C,O), but even
the
latter deteriorate more under
the influence of high temperatures at
300
dmin
than pure alumina (AC41)
-
in spite of its suscepti-
bility to (macroscopic) creep. The same behavior
of a stronger influence of high cutting velocities on
the flank wear of composites was also observed on
machining hard cast iron.4
Beyond the advantage of the known
thermodynamic
sta-
bility of pure corundum inserts, the comparison with
two different grades of CBN and with a commercial
Al20,/Ti(C,N) cutting ceramic on
high-speed
machin-
ing of vermicular cast iron (GGV40) reveals a unique
abrasive resistance
of the sub-pm corundum micro-
structure. When on
severe, discontinuous
cutting the
central goal is to remove as much of the hardened steel
as possible, the resulting
roughness
of the metal
workpiece reported above is technically not relevant. It
is, however, another evidence of the wear resistance of
ceramic tips with a sub-pm microstructure.
The strange discrepancy between the known promotion
of
macroscopic
high-temperature creep in oxide sub-pm
microstructures and the exceptional performance of
such sintered corundum tools just under those cutting
conditions which should induce creep is perhaps
an
in-
dication that at the cutting tip
the
spatial extension of
the zone of really high temperatures
>
lo00
OC may
be
much smaller than often assumed.
Under severe conditions like the machining of vermicu-
lar or hard globular cast iron or on intermittent or high-
speed machining of hardened steel, the
fracture
of cut-
ting edges is influenced by time dependent wear pro-
cesses (cp. the observation of fast fracture of the com-
mercial composites on high-speed turning of hardened
steel
afer preceding rapidly increasing
flunk
wear).
Hence, the high frequency of fracture of commercial
grades and the surprising lack of such events with new
laboratory grades must not be compared readily with the
bending strength at room temperature. For
the
com-
mercial grades, manufacturer's data give a strength of
600
MPa for SH1 (no data for the submicrometer grade
available). The bending strength of the new sub-pm
composite is about
800
MPa,' a lower strength of about
650-700
MPa was observed for the submicrometer
A120, ceramic.2 The fracture toughness of all of the
laboratory grades is
3.3-3.8
MPadm, whereas unusually
high values of 5.5 MPadm
(SH1)
and
6.6
MPadm ("sub-
micron" commercial composite) are given by
manufacturer's information for these reference tools.
None of these data explain the much smaller fracture
risk of
the
new laboratory grades on machining hard-
ened steel. Obviously, complex
wear-induced
processes
of
flaw-generation
have to
be
considered to understand
the high global (and microscopic) stability of the new
submicrometer ceramics.
For
the
further development of new cutting ceramics it
is the unique message from all of the investigated pa-
rameters (flank wear, cutting edge displacement, and
roughness) that the leap to cutting ceramics on a basis of
sintered corundum which stand
both
-
the high temperature on high-speed machining
and
-
the mechanical impacts and
the
associated thermal
shock on discontinuous cutting of hardened steel
comes with the
submicrometer grain size
of the tools:
a grain size
D
<
0.7
pm seems to
be
the first, most im-
portant requirement (possibly associated with a required
strength
>
600
MPa).
Other parameters like fracture toughness
(KI,)
and creep
resistance may give additional optimizations but, sur-
prisingly and contrary to the common opinion, their in-
fluence
is
of secondary importance.
The influence of
high-velocity
turning on the
hardness
ofthe workpieces
(Fig. 2b) is important for different as-
pects
in
the
development of new machining technolo-
gies.
On
the one hand, softening of the hardened steel pro-
motes high material removal rates, and turning of hard-
ened steel with cutting ceramics that
are
less expensive
than cubic boron nitride (CBN) becomes possible for
other operations than only
fie
machining.
If, on the other hand, for the final step of precision-
machining a
constant
high hardness of the cut surface is
required, critical limits exist
W
for the cutting velocity (about 250 dmin
in
the
W
for the tolerable tool wear (Fig. 2b: VB
5
0.15
mm
at
These technical demands are, of course, affected by the
choice of the ceramic tool depending on its thermal and
wear properties.
present investigations), or, respectively,
v
=
300
dmin).
5.
CONCLUSIONS
Advanced sub-pm ceramics have been presented that
machine vermicular cast iron, globular chilled (hard)
cast iron, and hardened steel. Both covalent-phase rein-
forced composites
und
pure sintered alumina provide a
leap in the cutting performance compared with CBN or
with commercial cutting ceramic composites. For this
end, control of tool microstructure with a low frequency
of flaws and with an average grain size
<
0.7
pm is fun-
409
damental to a successful technical performance.
Associated with different advantages and limitations in
important basic properties
as
chemical stability, creep
resistance and hardness, the ranking of the groups of
new sub-pm single-phase corundum and sub-pm com-
posite tool ceramics is different depending
on
-
the microstructural properties of the machined mate-
rials, andon
-
the cutting conditions (resp. the process temperatures
that develop at the cutting tip).
The most remarkable surprise is the excellent perfor-
mance of pure sub-pm alumina, comparable for instance
with recent advances in the grinding efficiency enabled
by similar corundum microstructures7 (where, until pre-
sent, surprisingly few attention
was
devoted by the
sci-
entific ceramic community to the similarly unexpected
stability of sintered sub-pm corundum
grits
against hard
mechanical impacts!).
Conventional A1203 cutting
tools
disappeared from the market
25
years before and were
totally replaced by composites with
ZrO,
and Ti(C,N)
reinforcements. The present investigations, however, in-
dicate that new
pure
(and sub-pm) corundum inserts can
be applied successfully for
both
-
the precision-machining of hard materials
on
continu-
and
likewise
-
under severe
discontinuous
conditions.
ous
cutting (with small feed rates),
After the failure of hardmetal and CBN inserts
on
pre-
machining the rough
(as
delivered) shafts of hard globu-
lar cast
iron
and hardened steel and with the large wear
of CBN on high-speed machining vermicular cast iron,
pure submicrometer alumina was the one reliable solu-
tions for these discontinuous operations.
The observation of a
reliable
use of sub-pm sintered co-
rundum tools
on
discontinuous
cutting operations is of
outstanding importance for manufacturing processes in
the automotive industry. For example, the surprising in-
termittent use of sub-pm corundum ceramics designed
originally for
high-speed precision turning
of
hard
workpieces should enable the integration of these new
tools into complex machining processes which omit the
repeating exchange of ceramic tools when cutting the
edge of a shaft.
In
this way, the benefit for productivity
will be much higher than given only by the increased
lifetime (or cutting path) of the improved insert.
REFERENCES
lA. Krell, L.-M. Berger, and
P.
Blank. Submicrometer
AI,O,/Ti(C,O,N) Composites
for
Tool Applications. Ad-
vanced Ceramics, Materials, and Structures.
Proc.
22nd
An-
nual Conference on Composites, Vol. A.
The
American
Ce-
ramic Society, Westerville/OH (1998) 139-146.
*A. Krell and
P.
Blank. The Influence
of
Shaping Mettpd
on the Grain Size Dependence
of
Strength in Dense
Submicrometre Alumina.
J.
Europ. Ceram.
Soc.,
16
[ll]
3A.
Krell,
P.
Blank, L.-M. Berger, V. Richter.
Submicrometer Alumina Cutting Ceramics
for
Continuous
and Discontinuous Machining
of
Hard Materials.
cfi
I
Ber.
Dz.
Keram. Ges.,
76
[4]
(1999) 23-29.
(1996) 1189-1200.
4A. Krell,
P.
Blank, L.-M. Berger, V. Richter. Alumina
Tools for Machining Chilled Cast
Iron,
Hardened
Steel.
Bull.
Am.
Cerum.
Soc.,
78
[12] (1999) 65-73.
5V.N.
Koinkar,
B. Bwhan. Microtribological Studies
of
AGO,, Al,O,-Tic, Polycrystalline and Single-Crystal Mn-Zn
Femte, and Sic Head Slider Materials.
Wear,
202
[l]
(1996)
110-122.
6A.
Krell.
D.
Mae.
Effects
of
Grain
Size
and Humidity
on Fretting Wear in Fine-Grained Alumina, A1203/TiC, and
Zirc0nia.J.
Am.
Ceram.
Soc.,
79
[4]
(1996) 1034-1040.
'A.
Krell,
P.
Blank,
E.
Wagner, and
G.
Bartels. Advances
in the Grinding Efficiency
of
Sintered
Alumina
Abrasives.
J.
Am.
COUIPZ.
SOC.,
79
[3] (1996) 763-769.
410
PROCESS STRATEGIES FOR GRINDING
OF
ADVANCED CERAMIC
CUTTING TOOLS
H.
K.
Tonshoff, T. Friemuth, D. Hessel
Institute of Production Engineering and Machine Tools, D-30159 Hannover, Germany
ABSTRACT
In cutting tool manufacturing the tool grinding proc-
ess is responsible for the properties of the cutting tool
surface, the subsurface and the cutting edge geometry.
The cutting performance and wear behavior of uncoated
ceramic inserts is carried out in hard turning. This paper
shows the influence of the tool grinding process on the
surface and subsurface properties and the cutting edge
quality of ceramic inserts as well as the consequences on
the tool life time in a hard turning process. In-process
sharpening techniques which minimize the influence
of
the grinding wheel wear on the grinding process and
improve the grinding process behavior are presented.
INTRODUCTION
The development of cutting tools is concentrating on
new tool materials with enhanced mechanical properties,
on optimized geometries and on coatings to improve the
cutting performance. For applications
in
turning of hard-
ened steel in most cases uncoated cutting tools like poly-
crystalline boron nitride
(PCBN)
or ceramics are used. In
manufacturing of uncoated cutting tools the grinding
processes are responsible for the surfaces and the cutting
edge micro geometry
as
well as the surface integrity.
Additionally in hard turning high mechanical and thermal
loads are induced in the tool-workpiece-contact. There-
fore properties like superior hardness especially at high
temperatures and adequate toughness of the cutting tool
materials are necessary to achieve a high tool life time.
THE
MICRO GEOMETRY
OF
THE
CUTTING EDGE
The main wear mechanisms in hard turning are the
flank and the crater wear. The flank wear is usually used
to determine the tool life time T,. In hard turning only
small depths of cut
a,,
are used.
As
the contact area in
hard turning is very small, the micro geometry of the
cutting edge decisively influences the wear mechanisms.
Fig.
1
shows the influence of the chamfer size, which is
responsible for the effective rake angle
yeff
and the rela-
tive tool life in dry turning of hardened steel.
The tool life criterion is defined as a width of flank
wear land of
VBc
=
200
pm. A high negative rake angle
leads to increasing thrust forces. Hence the load on the
flank of the tool rises. This interaction induces a higher
wear of the tool flank and finally a shorter tool life. Due
to these results small negative rake angles should be used
to improve the tool life in hard turning with ceramic
cutting tools. Therefore it is necessary to reduce the size
of the chamfers.
",.145lllWl
la
+.
02nm
I
-
0.1
mn
up,
*
W.N)
0
IW
Fig.
1
:
Influence of chamfer size on tool life
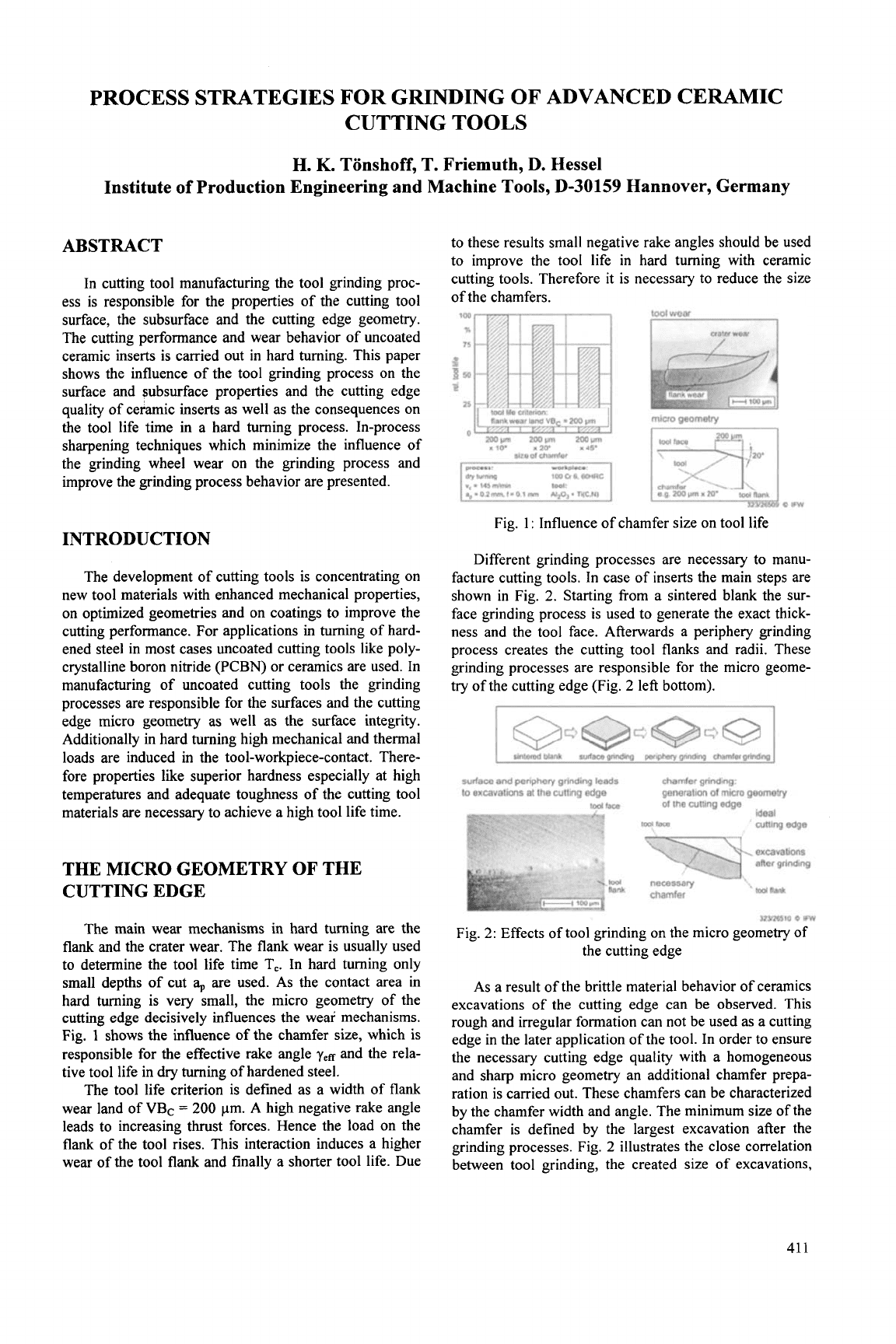
Different grinding processes are necessary to manu-
facture cutting tools.
In
case of inserts the main steps are
shown
in
Fig.
2.
Starting from a sintered blank the sur-
face grinding process is used to generate the exact thick-
ness and the tool face. Afterwards a periphery grinding
process creates the cutting tool flanks and radii. These
grinding processes are responsible for the micro geome-
try of the cutting edge (Fig.
2
left bottom).
surfaca
and
periphery
grinding
leads
to
excavations
at
Ute
cutting
edge
tmlt8c8
chamfer
grinding:
generation
of
mica
geometry
of
the
cutUng edge
ideal
'amtrgedse
3zwzes15
0
VW
Fig.
2:
Effects of tool grinding on the micro geometry of
the cutting edge
As a result of the brittle material behavior of ceramics
excavations of the cutting edge can be observed. This
rough and irregular formation can not be used as a cutting
edge in the later application of the tool. In order to ensure
the necessary cutting edge quality with a homogeneous
and sharp micro geometry an additional chamfer prepa-
ration is carried out. These chamfers can be characterized
by the chamfer width and angle. The minimum size of the
chamfer is defined by the largest excavation after the
grinding processes. Fig.
2
illustrates the close correlation
between tool grinding, the created size of excavations,
411