Ghodssi R., Lin P., MEMS Materials and Processes Handbook
Подождите немного. Документ загружается.

234 E. Meng et al.
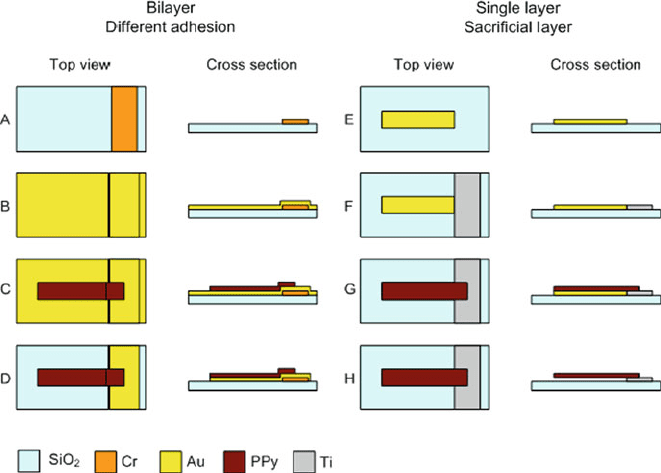
Fig. 4.33 Process flow for bilayer structure using differential adhesion method and single-layer
structure using sacrificial layer method. (a) Deposition and patterning adhesion layer Cr (10–
30 nm). (b) Deposition structure layer Au (100 nm). (c) Electrodeposition and patterning of PPy
(1 μm). (d) Etching of the final microactuator structure by removal of the excess Au. (e) Deposition
and patterning the sacrificial layer Au (100 nm). (f) Deposition and patterning the anchor layer
Ti (100 nm). (g) Electrodeposition and patterning of the PPy (1 μm). (h) Etching of the final
microactuator structure and underetching Au (Reprinted from [402] with permission from ASME)
The bilayer cantilever, similar to Jager et al. [422], was fabricated using the dif-
ferential adhesion method. The anchor part consisted of Cr and Au, and the moving
part was Au on top of glass. In our experiment, we first used the patterned electrode
method to fabricate the structure on a glass slide (1 × 3 in.), but the Au part without
the Cr underneath could not be released after deposition. This could be due to the
lateral growth of the polymer which extends and adheres to the substrate; also the
rougher glass surface could result in higher adhesion to the Au layer.
Then we switched to the photoresist template method and used polished silicon
wafer as the substrate. To ensure wafer cleanliness prior to depositing the Au layer,
we added a special cleaning process: piranha solution immersion (hydrogen perox-
ide and sulfuric acid with a volume ratio of 1:3) for 10 min. The final structure could
be released immediately after final etching of Au (Fig. 4.34).
The single-layer cantilever was fabricated using the sacrificial layer method.
Because the Ti etchant (Transene), which is typically hydrochloric acid, will attack
Cr as well, the undercut etching of Ti will cause the whole structure to peel off from
the substrate. Therefore, we used Au as the sacrificial layer and Ti as the anchor.
4 Additive Processes for Polymeric Materials 235
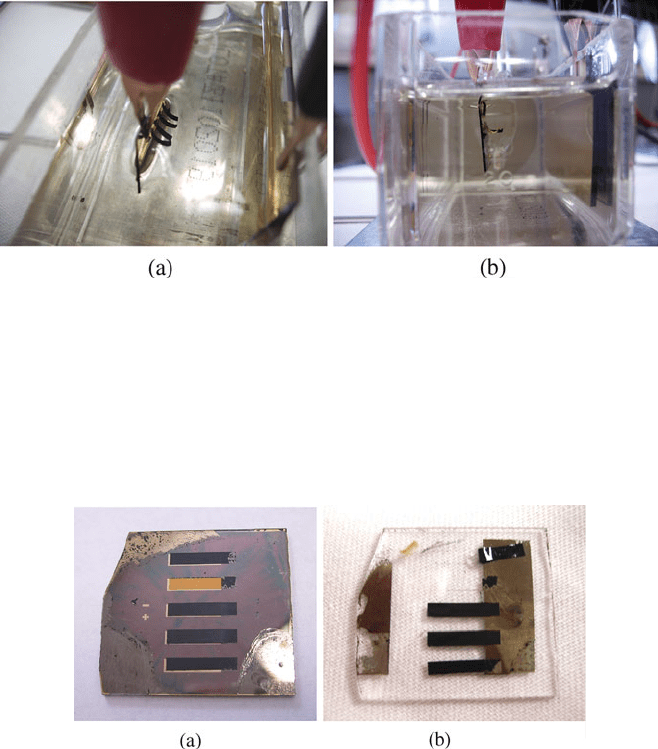
Fig. 4.34 Bilayer structure (0.5 × 0.1 cm): (a) top view; (b) side view (Reprinted from [402]with
permission from ASME)
During the synthesis, polypyrrole was first deposited on the Au layer and extended
to the Ti layer after sufficient time. When the deposition was complete, the underly-
ing Au was etched to release the cantilever, leaving only polypyrrole as the moving
part (Fig. 4.35). This structure may function as a linear actuator.
Fig. 4.35 Single-layer cantilever (1 × 0.2 cm): (a) before etching and (b) after etching and release
(Reprinted from [402] with permission from ASME)
4.7 Other Polymers
4.7.1 Benzocyclobutene
Benzocyclobutene, or BCB, is a cross-linked aromatic polymer available in two
spin-on formats: photosensitive and dry-etch (Cyclotene, Dow Chemical Company,
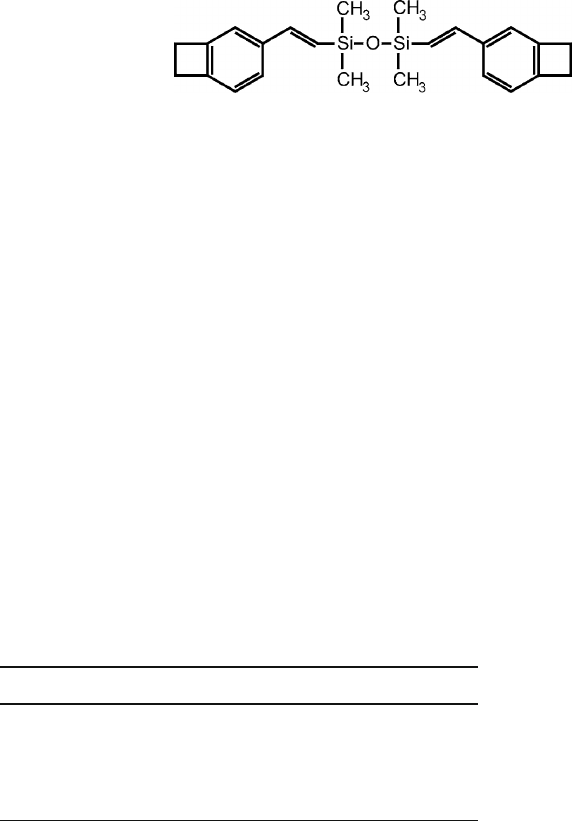
Midland, MI). This thermoset polymer is formed from 1, 3-divinyl-1, 1, 3, 3-
tetramethyldisiloxane-bisbenzocyclobutene (DVS-bis-BCB) monomer (Fig. 4.36)
236 E. Meng et al.
Fig. 4.36 Chemical structure
of Cyclotene monomer (After
[429])
[426, 427]. The dry-etch formulation consists of partially cross-linked monomer
dissolved in mesitylene solvent whereas the photosensitive formulation contains an
additional photosensitizer (for broadband UV sensitivity) [428].
BCB is well known as an microelectronics material (with application, e.g., as
an interlevel dielectric, passivation coating, and packaging material) [430–434]
and was later demonstrated as a suitable planarization material MEMS processes
and packaging [435, 436]. The mechanical [437, 438], optical [439], and elec-
trical [428] properties of BCB were characterized. Its combination of properties
has led to its use as a power MEMS material for the fabrication of electrostatic
micromotors [440–442]. The low moisture uptake and low dielectric constant have
attracted biomedical applications [443], however BCB’s biocompatibility is not
fully characterized (Fig. 4.37).
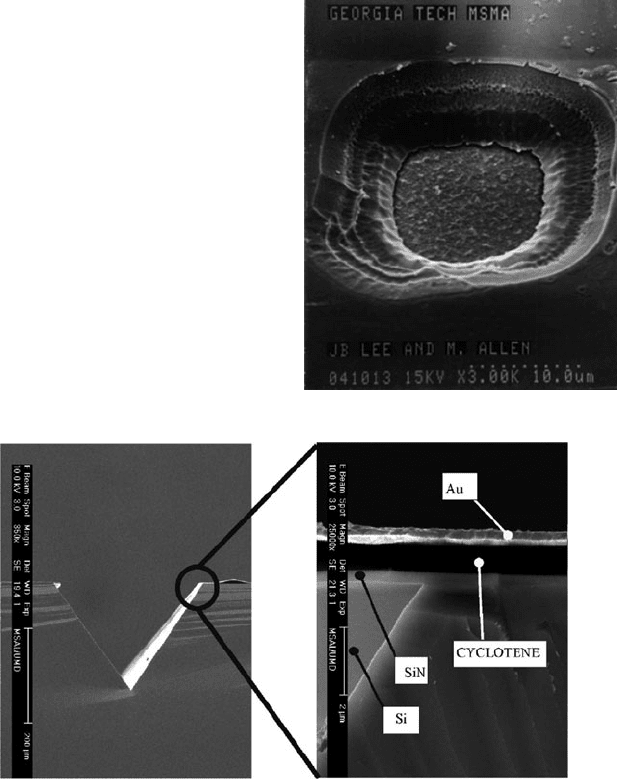
The standard process features for dry-etch BCB are summarized in Table 4.5.
BCB is removed by plasma processes (∼0.6 μm/min in oxygen plasma) [429].
Control of the sidewall angle ( vertical and sloped) was obtained by varying the
process parameters in a reactive ion etching system (O
2
plasma) (Fig. 4.38)[435].
Au protects BCB during anisotropic etching of Si (in KOH) and Cr is used as an
intermediate adhesion promotion layer (Fig. 4.39)[429].
Table 4.5 Standard process features for dry-etch BCB (cyclotene)
Process Method Details
Surface treatment Adhesion promoter AP3000
Deposition Spin-coat 1–5 krpm
Soft cure Furnace N
2
, 1 h @ 210
◦
C
Hard cure Furnace N
2
, 1 h @ 250
◦
C
Etching Plasma O
2
/CF
4
or O
2
/SF
6
After [428]
Although BCB has superior planarization performance compared to polyimide,
its CTE mismatch with silicon (∼60 ppm/
◦
C[432, 444] versus 2.3 ppm/
◦
C[445])
leads to undesirable cracking. Sandwiches of polyimide–BCB–polyimide harness
both the planarization capability of BCB and the mechanical/chemical strength of
polyimide [435]. The mechanical robustness of BCB enables its use in chemical
mechanical polishing processes as a replacement for silicon dioxide, unlike other
softer polymers [446].
4 Additive Processes for Polymeric Materials 237
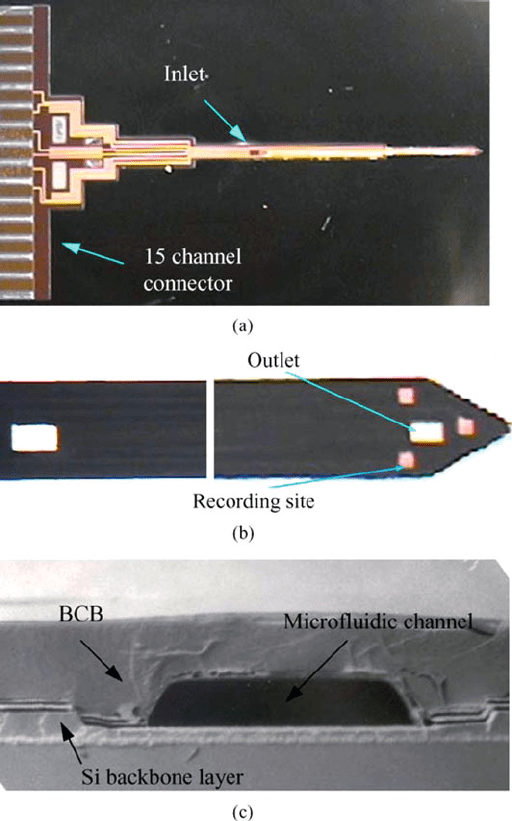
Fig. 4.37 BCB-based neural probes (three recording sites) with integrated fluidic delivery chan-
nels (40 μm × 10 μm) (Cyclotene 4026) (Reprinted from [443] with permission from Elsevier,
copyright 2004)
In general, BCB exhibits poor adhesion to inorganic materials [447]. AP3000
(Dow Chemical Company) adhesion promoter enhances metal adhesion to BCB;
the detailed process and a thorough review on strategies to promote BCB adhesion
are given in [429]. Wafer-level packaging utilizing BCB membrane transfer bonding
was demonstrated for RF devices (950 mbar pressure, 2 bar force, 250
◦
C; ∼70%
yield) [448].
238 E. Meng et al.
Fig. 4.38 Sloped sidewalls in
a polyimide–BCB–polyimide
sandwich obtained by
reactive ion etching
(Cyclotene 3022). Original
figure from [435] used with
permission of Institute of
Physics Publishing Ltd
Fig. 4.39 BCB protected by Au mask for KOH etching of an underlying Si trench. Reprinted with
permission from [429], copyright 2004, AVS: Science & Technology Society
4.7.2 Liquid Crystal Polymer
Liquid crystal polymers (LCP) possess a unique combination of properties exploited
heavily in optical devices, especially consumer displays [449]. For example, they are
birefringent and possess dielectric anisotropy. The latter property results in electric
field-induced molecular alignment. Later, LCPs were investigated as a packaging
material and printed circuit board (PCB) substrate [450, 451]. In the liquid phase,
LCPs are isotropic. They may enter one or more liquid crystal phases that exhibit
4 Additive Processes for Polymeric Materials 239
order and symmetry. There are two mechanisms by which the material changes from
the liquid to the liquid crystal phase; LCPs are either (1) thermotropic with ther-
mally driven transitions or (2) lyotropic in which the polymer can self-assemble in
response to solvent concentration [449]. We focus on thermotropic LCPs here which
are available commercially in thin sheet/film format (either single- or multilayer).
This thermoplastic polymer contains a network of interlinked rigid and flexi-
ble monomers, the alignment of which can be tuned by application of shear flow
when heated and maintained following cooling [452]. LCPs are excellent moisture
and vapor barriers and chemically resistant over a broad temperature range [451].
The chemical compatibility is investigated for various acids, bases, and solvents
in [452] and has enabled exploration of LCPs as substrates for supporting under-
water and marine sensors [453]. Flow, tactile, and pressure sensors have also been
demonstrated for use in dry environments [452, 454].
LCP films may be processed using standard microfabrication techniques. Prior
to lithography, it is necessary to apply a rigid supporting substrate [452]. Removal
of LCP is achieved by laser machining [455–457] or oxygen plasma etching. An
Al mask was using in oxygen plasma reaction ion etching to remove LCP film
(Vectra A-950) at a rate of ∼0.22–0.27 μm/min (350 W, 500 mT). Films can also
be patterned by mechanical punching [454]. LCP films can be bonded by thermal
lamination (260–270
◦
C) [452] or thermocompression bonding (400 lb load on a
hydraulic press at 275
◦
C, 30 min) [454].
4.8 Polymers for Embossing and Molding
4.8.1 Technical Overview
Hot embossing is the process whereby a pattern is impressed in a material that has
been softened by the application of heat. The materials most commonly embossed
for MEMS applications are thermoplastics, which are plastics that soften when
heated, eventually melt, and solidify again when cooled. This approach is not lim-
ited to plastics; more exotic materials such as chalcogenide glasses are embossed to
make lenses and waveguides, and microscale features have been embossed in bulk
metallic glasses [458]. Hot embossing is typically used in conjunction with injec-
tion molding as a process to make mold inserts. Many of the polymers described in
this section are not only used in hot embossing but also in complementary polymer
fabrication techniques such as injection molding and compression molding. These
complementary molding processes are briefly summarized here; for further infor-
mation on specific mold-making processes, the reader is directed to the references
[459–462].
Injection molding is appropriate for both thermoplastics and thermosets. Unlike
thermoplastic materials, thermosetting plastics do not soften when heated. Instead,
they are only workable prior to being cured. The curing process produces irre-
versible cross-links that impart strength to the final material. Polymers are formed
240 E. Meng et al.
by injecting by force a liquid polymer into a structured mold cavity. The final poly-
mer part takes on the shape of the mold cavity. Overall, this versatile process l ends
itself to the production of polymer parts having complex shapes and in high volume.
Specialized equipment is required to perform the polymer injection and subsequent
molding process.
Compression molding shares similarities with injection molding in that a poly-
mer is forced against a mold cavity in order to take on its shape. Here, polymer
granules are placed into a mold and forced against it, typically using a combination
of heat and pressure (usually with a hydraulic ram). This simple process is low cost
and does not require expensive tooling. However, compression molding is not suit-
able for forming plastics into complex shapes as in injection molding but instead is
used for predominantly flat or moderately curved parts. A variety of polymers may
be used, however, compression molding is usually performed on thermosets.
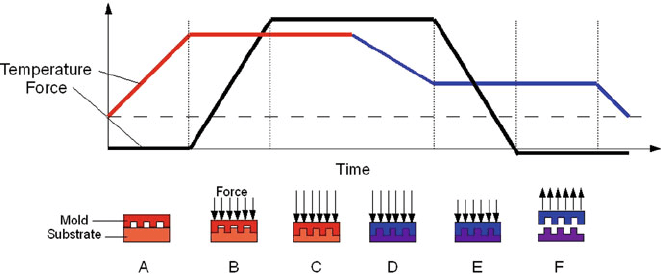
The basic process parameters of hot embossing are temperature, time, and force.
The substrate is heated until it begins to soften (step A in Fig. 4.40). Ideally when
embossing is initiated the material is pliable, but not yet bordering on becoming
liquid. The softening point or glass transition temperature (T
g
) is the temperature
when the amorphous component of the material is transitioning between its glassy
(brittle) and rubbery (pliable) states. The magnitude of the effect is dependent on the
ratio of amorphous and crystalline components of the material. The ideal embossing
temperature is not only dependent on the material being embossed, but also mold
features. Different feature and substrate geometries will pattern more accurately
with different polymer viscosities. If the material is too viscous it may adhere to the
mold and make demolding difficult. This is a primary mode of mold wear.
Fig. 4.40 Process profile time, temperature, and force
Force is applied to force between the mold and plastic (Fig. 4.40,stepB).The
force is maintained for the “embossing hold time” to allow the plastic adequate time
to flow into the mold (Fig. 4.40, step C). Once the mold has been impressed in the
plastic to the desired depth, both the mold and plastic are cooled below the glass
transition temperature (Fig. 4.40, s tep D) to increase the rigidity of the newly cre-
ated features such that they will maintain their shape during the demolding process
4 Additive Processes for Polymeric Materials 241
(Fig. 4.40, step F). Some shrinkage of the new features relative to the mold can
assist demolding. Careful selection of temperature ramp rates and good uniformity
control help minimize stress in the final part.
The force ramp times (Fig. 4.40, steps B and E) are relatively short, so the time
to emboss is dominated by the temperature ramp times and the hold time. The r amp
times are determined by the thermal mass of the tooling, the heaters and chillers
available, and the controllers. Ideally the ramp times are short, the main constraints
being reproducible performance while maintaining temperature uniformity between
mold and material being molded. The ideal emboss hold time is usually considered
to be the minimum time necessary for the plastic to flow and fill the mold as desired.
Additional time may be necessary to buffer for variability, but excessive hold times
can result in excellent bonding of the substrate to the mold.
The force required for embossing is determined by the mold flow resistance and
viscosity of the material being molded. The mold flow resistance is a function of
the amount of area to be pressed into the substrate, as well as the size of features in
the mold that need to be filled. For instance, a mold used to fabricate narrow pillars
of plastic will require more force than one used to fabricate narrow holes. A good
indicator of high flow resistance is if not only the area pressed into the substrate is
high, but also the length of the perimeter that encompasses that area is also high.
It is useful to evacuate the embossing chamber to reduce problems associ-
ated with air trapped between the mold and substrate; however, the vacuum levels
necessary are not very difficult to achieve (on the order of 1 mT).
The primary components of embossing are: the substrate embossed, the emboss-
ing machine, and the mold insert or tool.
4.8.2 Substrate Material Selection
The selection of material to be embossed will be driven by the requirements of the
device to be fabricated. Material properties commonly of interest are: mechanical
strength and durability, optical transmission, fluorescence, water uptake, chemical
resistance, electrical properties, and UV stability. If multiple candidate materials are
suitable for the device, ease of fabrication and material cost may also factor in.
Fabrication cost is driven primarily by tool time. Because the tool time required
per part is dominated by the heating and cooling times, the selection of a material
with lower T
g
will cost less to emboss. A material that is easy to emboss can improve
mold lifetime and thus reduce cost.
4.8.2.1 Polymethylmethacrylate
Polymethylmethacrylate (PMMA) is relatively easy to emboss. It has good flow
properties, with a relatively low T
g
. The mechanical properties at room tempera-
ture are suitable for a wide variety of applications; however, the material is brittle
and may crack if subject to impact. It has good UV resistance, and as such is com-
monly used in outdoor applications. Chemical resistance is not especially good; it is
242 E. Meng et al.
attacked by most solvents and does not hold up well to strong bases, but it is widely
used in microfluidic devices due to its low fluorescence over a broad spectrum.
4.8.2.2 Polycarbonate
Polycarbonate (PC) has excellent mechanical properties, as is demonstrated by
the fact that it is widely used as bulletproof glass. These properties translate to
devices fabricated on the microscale, with very high strains displayed before fail-
ure. It also has a relatively high T
g
and heat deflection temperature, and thus is
mechanically stable to higher temperatures than PMMA. It displays poor resis-
tance to most solvents, and absorbs water (0.25–0.35%). Polycarbonate fluoresces
(excitation wavelength 250 nm) which limits its compatibility with many biological
assays.
4.8.2.3 Polytetrafluoroethylene
Polytetrafluoroethylene (PTFE) is of interest for applications where excellent chem-
ical resistance is required. It is a semicrystalline thermoplastic, so even though the
T
g
is quite low (in many cases below the operational temperature), the emboss-
ing temperature will need to be much higher, closer to the melting temperature.
PTFE has several potentially useful physical properties including low friction, low
adhesion, hydrophobicity, is an excellent dielectric, and displays no fluorescence
(although it may fluoresce as a result of radiation-induced breakdown). It displays
high creep and is expensive.
4.8.2.4 Cyclic Olefin Copolymer
Cyclic olefin copolymer (COC) materials are widely used in optical devices inas-
much as they have very stable optical properties and display low fluorescence.
They also have low moisture uptake (<0.01%), and consequently are popular for
use in microfluidic devices, especially ones deploying optical interrogation. They
have decent chemical resistance, and are compatible with alcohols and some acids.
These materials display glass transition temperatures in the range of 110–150
◦
C.
The mechanical properties are reasonable, but adjusting composition to increase
Young’s modulus also increases brittleness.
An important consideration in material selection is the source. Depending on the
process used to produce the embossed stock, the material may have internal stress,
which can manifest during embossing. Also, if the material properties drift from lot
to lot, so will the embossing results.
4.8.3 Tool Selection
There are several commercial tools on the market for hot embossing on the micro-
and nanoscale, and many researchers have produced good results on homemade
4 Additive Processes for Polymeric Materials 243
tools. Unsurprisingly, the ideal setup is very application-dependent. Here are some
basic considerations for tool selection.
1. Temperature range: determines materials the tool can emboss.
2. Force range: high force capability increases the area that can be embossed, as
well as the range of acceptable mold flow resistances.
3. Fixture: for both mold and substrates; easy substitution will improve throughput.
4. Alignment capability: alignment of mold to a patterned substrate, or alignment
of a lower second mold for double-sided embossing; in a tool, or external with
jig transfer into a tool.
5. Heating and cooling rates, uniformity, and control stability: determines through-
put and repeatability.
6. Mechanical precision: micro- versus nanoscale optimized.
7. Demolding mechanism.
8. Software: ease of process development, tracking and debugging.
Several of the tools are modified bonders, thus it may be worth considering this
alternate functionality when selecting a tool. Typically this means that alignment is
performed on separate platform.
4.8.4 Mold Material Selection and Fabrication
A wide variety of materials and methods can be used to fabricate molds. Primary
considerations for material selection are cost, fabrication complexity (and hence
turnaround time), and desired lifetime. The fabrication approach is determined by
the features to be embossed, and the material preference. Here we cover some
of the more common approaches for fabricating molds for embossing micro- and
nanoscale features.
4.8.4.1 Silicon
Silicon is not an ideal mold material, inasmuch as for many applications it does not
display good wear properties. Because it is crystalline, it is prone to fracturing and
chipping. It also has a much lower thermal coefficient of expansion than some of the
more ductile metals used in tool mounting hardware (i.e., steel, stainless steel, and
bronze), which can complicate the fixture. However, if the embossing process itself
is not especially mechanically challenging for the mold, silicon can be an excellent
choice.
It is very widely used in prototyping applications due to the widely available
and mature set of processes for machining, especially on the micro- and nanoscales.
The maturity of silicon processing means that advanced mold pattern geometries
can often be achieved in a relatively straightforward manner, with reasonable cost.
Good turnaround times allow multiple design and fabrication iterations to take place
in a short period of time.