Факторович Ю.Д. Оборудование промышленности искусственных кож и пленочных материалов. Справочник
Подождите немного. Документ загружается.

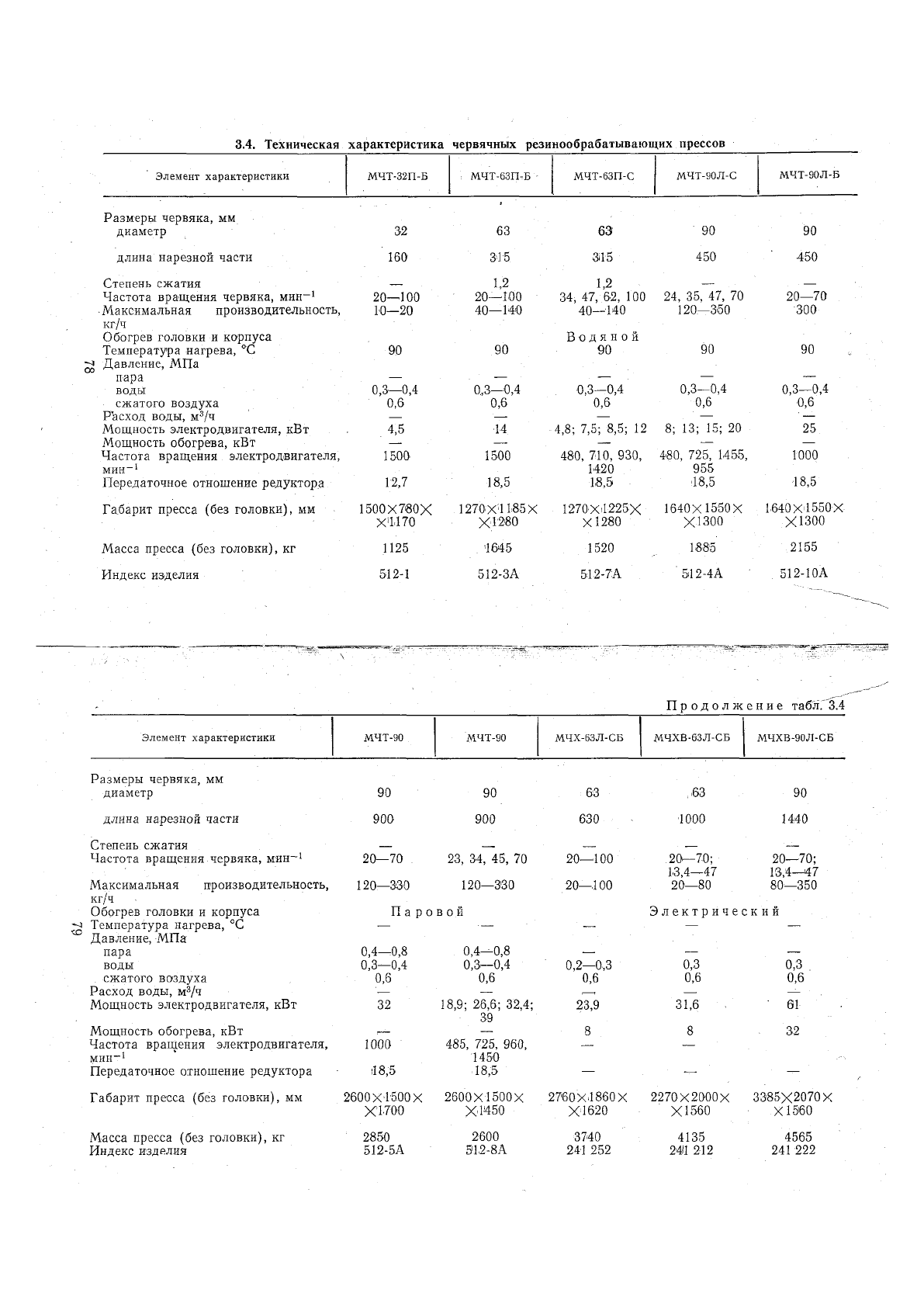
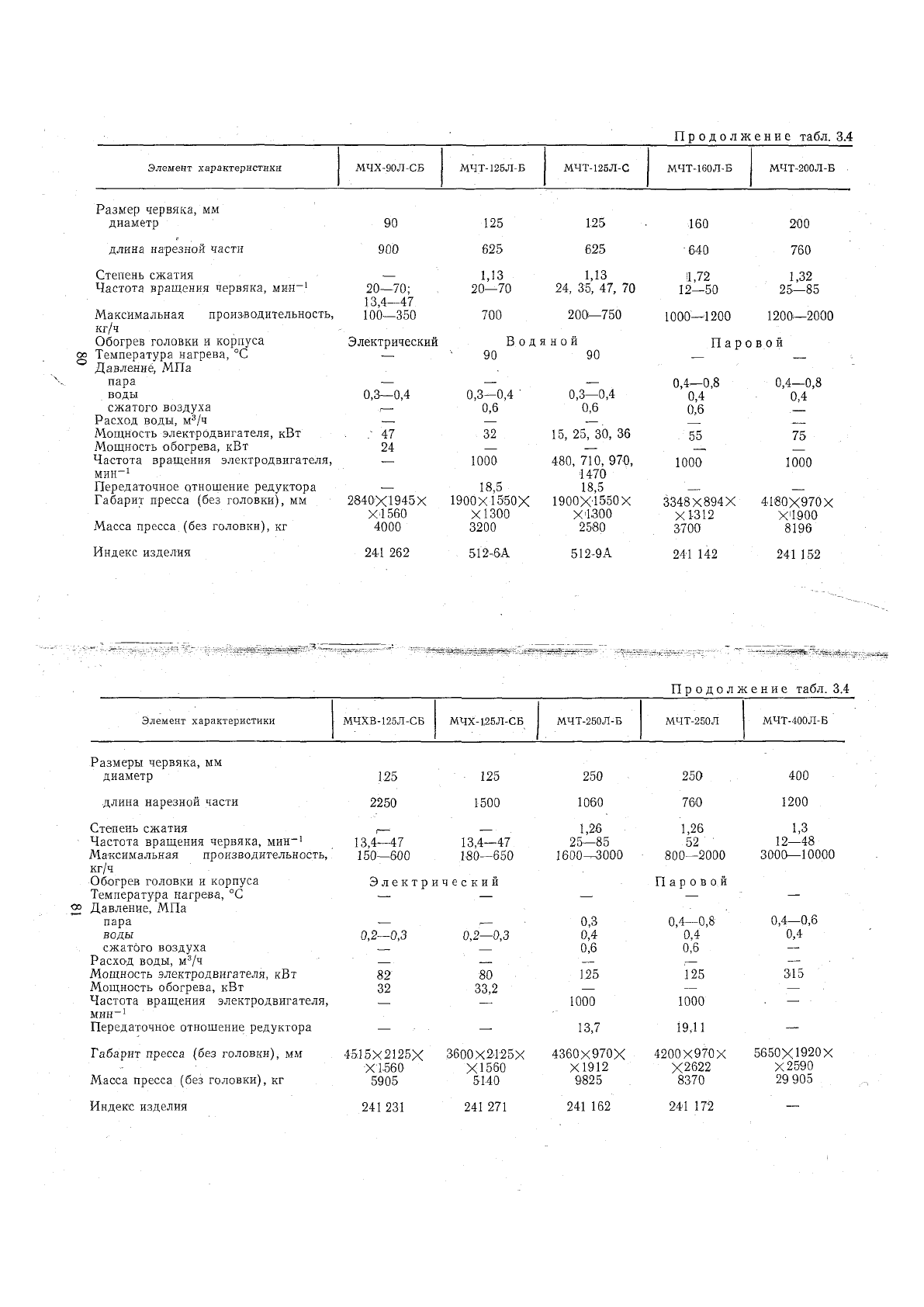
3.4. Техническая характеристика червячных резинообрабатывающих прессов
Элемент характеристики МЧТ-32П-Б
: МЧТ-6.3П-Б •
МЧТ-63П-С
МЧТ-90Л-С
МЧТ-90Л-Б
Размеры червяка, мм
'
диаметр
32
63
63
90
90
длина нарезной части
160
315 315
450 450
Степень сжатия
—
1,2
1,2
— —
Частота вращения червяка, мин
-1
20—100
20—100
34, 47, 62, 100
24, 35, 47, 70 20—70
Максимальная производительность,
10—20
40—140
40—140
120—350
300
кг/ч
Водяной
Обогрев головки и корпуса
Водяной
Температура нагрева, °С
90
90 90
90
90
Давление, МПа
пара
— — — — —
воды 0,3—0,4 0,3—0,4
0,3—0,4
0,3—0,4 0,3—0,4
сжатого воздуха
0,6 0,6
0,6
0,6 0,6
Расход воды, м
3
/ч
— — — — ' —
Мощность электродвигателя, кВт
4,5
14
4,8; 7,5; 8,5; 12
8; 13; 15; 20 25
Мощность обогрева, кВт
— — — — —
Частота вращения электродвигателя, 1500 1500
480, 710, 930,
4-80, 725, 1455, 1000
мин
-1
1420
955
Передаточное отношение редуктора
12,7 18,5
1.8,5
18,5
18,5
Габарит пресса (без головки), мм
1500Х760Х
1270X11-85 х
1270'Х12
,
25Х
1640 XI550 X
1640Х1550Х
Габарит пресса (без головки), мм
Х'1.170
Х'1280
XI280 XI300
Х1300
Масса пресса (без головки), кг
1125 1645
1520 1885
2155
Индекс изделия
512-1 512-ЗА
512-7А
512-4А
512-10А
Продолжение табл. 3.4
Элемент характеристики
МЧТ-90
МЧТ-90
МЧХ-63Л-СБ
мчхв-езл-СБ
МЧХВ-90Л-СБ
Размеры червяка, мм
диаметр
длина нарезной части
Степень сжатия
Частота вращения червяка, мин
-1
производительность,
Максимальная
кг/ч
Обогрев головки и корпуса
Температура нагрева, °С
Давление, МПа
пара
воды
. сжатого воздуха
Расход воды, м
3
/ч
Мощность электродвигателя, кВт
Мощность обогрева, кВт
Частота вращения электродвигателя,
мин
-1
Передаточное отношение редуктора
Габарит пресса (без головки), мм
Масса пресса (без головки), кг
Индекс изделия
90
900
20—70
120—330
90
900
23, 34, 45, 70
120—330
Паровой
0,4—0,8
0,3—0,4
0,6
32
1000
18,5
2600X1500X
Х'1700
2850
512-5А
0,4—0,8
0,3: 0,4
0,6
18,9; 26,6; 32,4;
39
485, 725, 960,
1450
18,5
2600X1500 X
ХТ450
2600
31.2-8А
63
630
20—100
20—100
0,2—0,3
0,6
23,9
2760X1860 X
XI620
3740
241 252
63
1000
20—70;
13,4—47
20—80
90
1440
20—70;
13,4—47
80—350
Электрический
0,3
0,6
31,6
2270Х2000Х
XI560
4135
2411 212
0,3
0,6
61
32
33185X2070 X
X 1560
4565
241 222
Продолжение табл. 3.4
Элемент характеристики
МЧХ-90Л-СБ МЧТ-125Л-Б
МЧТ-125Л-С
МЧТ-160Л-Б МЧТ-200Л-Б
Размер червяка, мм
диаметр
90
125
125
160 200
длина нарезной части
900
625
625
•640 760
Степень сжатия
1,13
1,13
1,72 1,32
Частота вращения червяка, мин
-1
20—70; 20—70
24, 35, 47, 70
12—50
25—85
13,4—47
Максимальная производительность,
100—350 700
200—750
1000—1200
1200—2000
кг/ч
1000—1200
Обогрев головки и корпуса
Электрический
Водя ной
П а р о
вой
Температура нагрева, °С
—
90
90
—
Давление, МПа
пара
— — —
0,4—0,8 0,4—0,8
воды
0,3—0,4 0,3—0,4 '
0,3—0,4
0,4 0,4
сжатого воздуха
,—
0,6
0,6
0,6
Расход воды, м
3
/ч
— — —
Мощность электродвигателя, кВт
47
32
15, 25, 30, 36
55
75
Мощность обогрева, кВт
24
— —
Частота вращения электродвигателя,
—
1000 480, 710, 970,
1000 1000
мин
-1
1470
Передаточное отношение редуктора —
18,5
18,5
Габарит пресса (без головки), мм
2840X1945 X
1900Х 1550Х
1900Х1550Х
3348X894X
4180X970 X
XI560
XI300
Х1300
X
1-312
Х'1900
Масса пресса (без головки), кг
4000
3200 2580
3700 8196
Индекс изделия
241 262
512-6А 512-9А
241 142 241 152
Продолжение табл. 3.4
Элемент характеристики
МЧХВ-125Л-СБ МЧХ-1.25Л-СБ
МЧТ-250Л-Б
МЧТ-250Л
МЧТ-400Л-Б
Размеры червяка, мм
диаметр
125
125 250 250
длина нарезной части
2250
1500
1060
760
Степень сжатия
(
1,26 1,26
Частота вращения червяка, мин
-1
13,4—47 13,4—47
25—85 52 '
Максимальная производительность,
150—600 180—650
1600—3000
800—2000
кг/ч
Обогрев головки и корпуса
Электрический
Паровой
Температура нагрева, °С
— — — —
Давление, МПа
пара — —
0,3 0,4—0,8
воды
0,2—0,3
0,2—0,3
0,4
0,4
сжатого воздуха
— —
0,6
0,6
Расход воды, м
3
/ч
— — — .—
Мощность электродвигателя, кВт
82
80
125
125
Мощность обогрева, кВт
32 33,2
— —
Частота вращения электродвигателя,
— —
1000 1000
мин
-1
Передаточное отношение редуктора
— —
13,7
19,11
Габарит пресса (без головки), мм
4515Х2125Х
3600Х2125Х 4360Х970Х
4200X970X
Х1560 XI560
X1912
Х2622
Масса пресса (без головки), кг
5905
5140
9825 8370
Индекс изделия
241 231 241 271
241 162 241 172
400
1200
1,3
12—48
3000—10000
0,4—0,6
0,4
3-15
5650Х1920Х
X 2590
29 905

О]
о
го
см
л
=8
о
я „
« 5
О
ю
I ио
I
X
мм
I- -
см
Ю о
см
«л
О О
о
ю
см
X
о
ООО®
то
сх>
сэ
со
о
,
1Л
сэ
I см ^"ю
га
о
о о со
X
«-• СО
со со
о ° - - „
СО
О
СО СО
^ ЛК
I
СО СМ ГО
го ^
IV"' - -
< СО
го
ч ^
см см
^ со
о
с
см
Я
см
о о
ю ю
СМ
00
с
СО
^ I о
о" о" ' см" «я
I I I
X
о
1С о
о со о
<
Ю о
оХ®
о
X
со §0
й|М I [ §5152 1!
со о Ч/СМ
-
4
см
Й
к
О 3 ее
-2 ь & „
I м н в о 3
и и га & й ®
к 5 и « * -
3
а " П ^ , ..
- * « « § ' э а ^
8 § $ ?
К (0 рГ) Н н « «н 3
а
Й & § о - к * § 5 - ^
8 и я а,
к м
п . ' ям 9
3
р С „ Я сс к) • Й 8 ^
- =к
к К
ё. Я ° Я Ш
т
я
Я
к
ми П Й
8
Е - Ш
* ё * 5 * 2 Я Ч 8 Ё & 3
« «ЗяК га ш м » цОа „, о к
Й « ^ я я • о
т
Ь о ч «э
а
о" « ч
л « л д а 2 т га к о о о - ь н с
йд
я
( Й 2 (иаИяЗНегооЕ- як. о
82
Прессы червячные смесительные (экструдеры)
Экструдеры (табл. 3.5) применяют для переработки термопластов и
эластомеров (в частности, для переработки ПВХ-композицнй), предна-
значенных для питания каландровых линий и изготовления полуфабри-
катов и шприцованных изделий. Питаются наполненными композициями
или гранулятом.
В станине экструдера (рис. 23) смонтированы блок-редуктор и
опорные подшипники рабочего органа (одно-, двух- или трехчервячно-
го). Рабочий орган состоит из цилиндра и червяков (шнеков) специаль-
ного профиля, взаимодействующих между собой и с цилиндром. Регу-
лирование числа оборотов червяка бесступенчатое. Корпус может быть
укреплен стационарно или установлен на подвижном основании (для
откатывания при чистке и ремонте). В нем размещены нагревательные
элементы, выполнены каналы для водяного охлаждения. В передней
части корпуса имеется загрузочное отверстие, связанное с бункером-пи-
тателем, к задней его части крепится фильерная головка. Бункер обо-
рудован дозатором. Автоматическая система обеспечивает поддержание
заданных параметров технологического процесса.
Экструдер Е2-125 имеет шесть модификаций, отличающихся числом
червяков и мощностью привода (табл. 3.6). Могут варьироваться также
следующие элементы характеристики: длина цилиндра (15В, 2СЮ, 24/3),
направление вращения червяков (синхронное, противоположное), охлаж-
дение (воздушное, водяное). Экструдер может быть укомплектован
устройством дегазации, узлом грануляции, формовочным инструментом,
конвейером загрузки.
Изготовитель прессов Е2-125 фирма «Трузиома» ГДР; ЧП2-90Х15,
ЧП-9'0, ЧП-63 — киевское ПО «Большевик»; ЧП-45, ЧП-32, ЧП-20 —
кузнецкий завод полимерного машиностроения «Кузполимермащ».
1 2 3 « 5 Б 7 1
йЫЫв-
3 ?0 //
гАп
13 и
Рис. 23,. Червячный смесительный пресс:
/ — присоединительное устройство; 2 —цилиндр с червяками; 3 — секция
подогрева; 4 — вывод датчика температуры; 5 — бункер-питатель; 6 — за-
грузочное отверстие; 7— дозатор; 8 — привод дозатора; 9 — подъемное
устройство бункера; 10 — главная передача; упорный подшипник с
противодавлением; 12 — электродвигатель главного привода; 13 — упругая
муфта; 14 — редуктор; 15 — гидропривод и устройство для централизован-
ной смазки; 16 — основание цилиндра; 17 — рельс для откатывания ци-
линдра
83
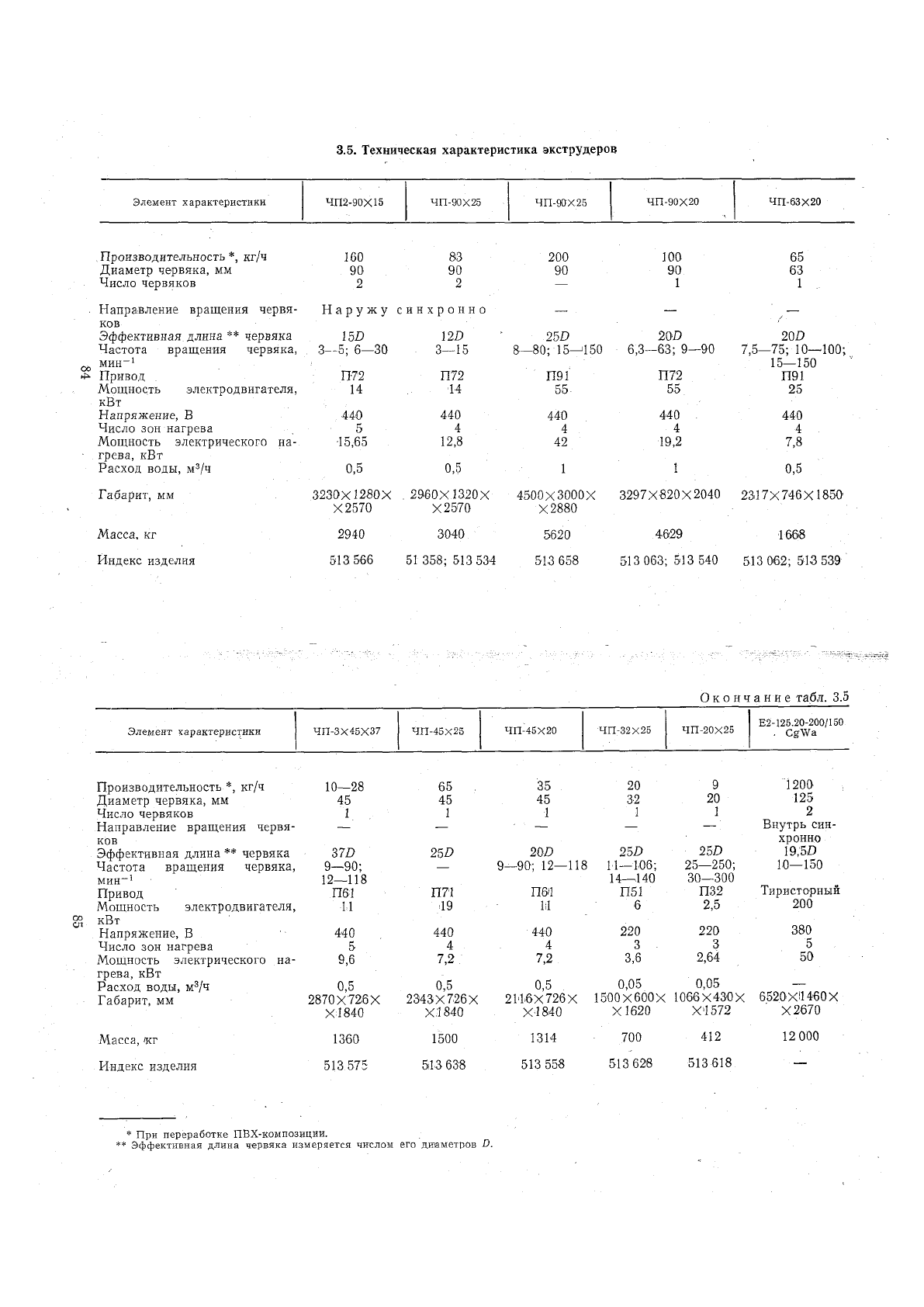
3.5. Техническая характеристика экструдеров
Элемент характеристики
ЧП2-90Х15 ЧП-90Х25
ЧП-90Х25
ЧП-90Х20 ЧП-63Х20
.
Производительность *, кг/ч
160 83 200 100 65
Диаметр червяка, мм
90
90 90 90 63
Число червяков
2
2
—
1
1
Направление вращения червя-
ков
Эффективная длина ** червяка
Наружу синхронно
—
—
' .—
Направление вращения червя-
ков
Эффективная длина ** червяка
15В
12В
25 В
20 В 20 В
Частота вращения червяка,
3—5; 6—30
3—15
8—80; 15—'150
6,3—63; 9—90
7,5—75; 10-
мин
-1
15—150
Привод
П72
П72
П91
П72
П91
Мощность электродвигателя,
14
'14
55-
55 25
кВт
Напряжение, В
440
440
440
440 -
440
Число зон нагрева
5
4
4
4
4
Мощность электрического на-
15,65
12,8
42
19,2
7,8
грева, кВт
Расход воды, м
3
/ч 0,5
0,5
1
1
0,5
Габарит, мм
3230 XI280 X
. 2960Х 3320Х
4500Х3000Х
3297X820X2040
2317X746X1
Габарит, мм
Х2570 Х2570
Х2880
Масса, кг 2940 3040
5620
4629
166.8
Индекс изделия 513 566 51 358; 513 534
513 658
513 063; 513 540 513 062; 513
О кончани е табл. 3.5
Элемент характеристики
ЧП-ЗХ45Х37
ЧП-45Х25
ЧП-45Х20
ЧП-32Х25
ЧП-20Х25
Е2-125.20-200/150
. Сг^а
Производительность *, кг/ч
10—28
65
35
20
9 1200
Диаметр червяка, мм
45
45
45
32
20
125
Число червяков
1
1 1
1
1
2
Направление вращения червя-
— — — — —
Внутрь син-
ков
25 В
хронно
Эффективная длина ** червяка
37 В
25Д
20В
25 В
25 В
19,50
Частота вращения червяка,
9—90;
—
9—90; 12—118
11
— 106;
25—250;
10—150
мин
-1
12—118
14—140
30—300
Привод
П61
П71
П»1 П51
П32
Тиристорный
Мощность электродвигателя, 11
19 М
6
2,5
200
кВт
380
Напряжение, В 440
440
440
220
220
380
Число зон нагрева 5
4
4 3
3
5
Мощность электрического на-
9,6
7,2
7,2
3,6
2,64
50
грева, кВт
0,05
0,05
Расход воды, м
3
/ч 0,5
0,5
0,5
0,05
0,05
—
Габарит, мм 2870X726X
2343Х726Х
2М.6Х726Х
1500Х600Х
1066Х430Х
6520ХИ 460 X
Габарит, мм
XI840
Х.1840
XI840
X 1620
X
1
! 572 X 2670
Масса, -кг
1360
1500
1314
700
412 12 000
Индекс изделия 513 575
513 638
513 558
513 628
513618
—
* При переработке ПВХ-композиции.
Эффективная длина червяка измеряется числом его диаметров О.

3.6. Техническая характеристика модификаций экструдера Е2-125
Модификация
Мощность элект-
родвигателя, кВт
Частота враще-
ния червяков,
мин—1
Область применения
1
320
13—200 Подготовка смесей
2
250
10—150 То же
3
200
10—150
»
7—95
4
125
7—95
»
5—70
5
55
3^34 Производство полуфаб-
рикатов
6
160
10—150 Подготовка смесей
7—95
Гранулйтор сырой резины фирмы «Десма»
Гранулятор предназначен для гранулирования сырых резиновых
смесей, применяемых для питания литьевых машин.
В состав гранулятора входят две боковины, связанные стяжками,
на которых установлено резательное устройство (рис. 24) — пара
ножевых валов продольной резки, ножевой вал поперечной резки
и щетка для пудрения. Ножевые валы продольной резки выполнены
наборными из последовательно чередующихся дисков двух диаметров,
причем выступающие диски одного вала заходят в промежутки между
выступающими дисками другого. Ножевой вал поперечной резки имеет
четыре установленных под небольшим углом к оси вала продольных
ножа, взаимодействующих с неподвижным ножом.
На гранулирование поступает предварительно провальцованная
разогретая резиновая смесь в виде ленты. Полученные гранулы кубиче-
ской формы попадают в ванну, где интенсивно опудриваются (сухим
способом).
Изготовитель — фирма «Десма» (ФРГ).
Техническая характеристика гранулятора сырой резины
фирмы «Десма»
Производительность, т/ч 2,3
Мощность привода, кВт 50
Максимальная толщина ленты, мм 12
» ширина » , мм 450
Толщина дисковых ножей, мм 5
Диаметр » » , мм 176
Диаметр ножевого вала поперечной резки, мм 232
Длина ножей, мм 470
Число подвижных ножей поперечной резки 4
Длина неподвижного ножа, мм 475
Рис. 24. Резательное устройство гра-
нулятора сырой резины:
1 — лента резины; 2 — ножевые валы про-
дольной резки; 3 — неподвижный нож по-
перечной резки; 4 — ножевой вал попереч-
ной резки
86
4. Оборудование для вулканизации
и термообработки
Прессы вулканизационные этажные
Прессы (табл. 4.1) предназначены для формования и вулканизации
резинотехнических изделий и подошв из резины.
Пресс (рис. 25) состоит из нижней и верхней траверс, связанных
четырьмя колонками. Между траверсами укреплены подвижные обогре-
ваемые плиты. В нижней траверсе монтируется гидравлический цилиндр
с плунжером. В прессовом пространстве между плитами помещаются
пресс-формы. Рабочий цилиндр изготовляется, как правило, из сталь-
ного литья, плиты и колонки — из углеродистой стали, остальные дета-
ли — литые из чугуна. Плунжер в цилиндре уплотняется резиновыми
манжетами. Плиты имеют паровой или электрический обогрев. В пер-
вом случае их выполняют с каналами, во втором — с пазами для уклад-
ки спиралей. Подвод пара к плитам осуществляется лирообразными или
телескопическими компенсаторами. Прессовое давление создается инди-
видуальным насосом или от централизованной гидравлической системы.
В качестве гидравлической жидкости используется масло или вода. На-
сос создает низкое и высокое давление, т. е. давление подъема плунже-
ра и прессовое. Для уменьшения теплопотерь и улучшения климатиче-
ских условий в зоне обслуживания пресс может быть укомплектован
защитным кожухом, подключаемым к вытяжной вентиляционной систе-
ме цеха. В этом случае кожух оборудуется клапанами, срабатывающи-
ми при открывании и закрывании пресса.
Для облегчения перезарядки в состав пресса могут входить один
или два подъемных стола с механическим или гидравлическим подъем-
ником. Пресс оборудован приборами контроля и автоматики для уста-
новки и поддержания параметров давления, температуры и режима ра-
Рис. 25. Вулканизационный
этажный пресс 10011./Р9
фирмы «Свит» (ЧССР):
1 — теплоизоляционный кожух;
2 — верхняя траверса; 3 — прес-
совая плита; 4 — устройство
подвода пара; 5 — пресс-форма;
6
—<
плунжерная плита; 7 —
плунжер; 8 — уплотнительная
манжета; 9 — войлочная про-
кладка; 10 — цилиндр; 11—уст-
ройство отвода конденсата; 12 —
колонка
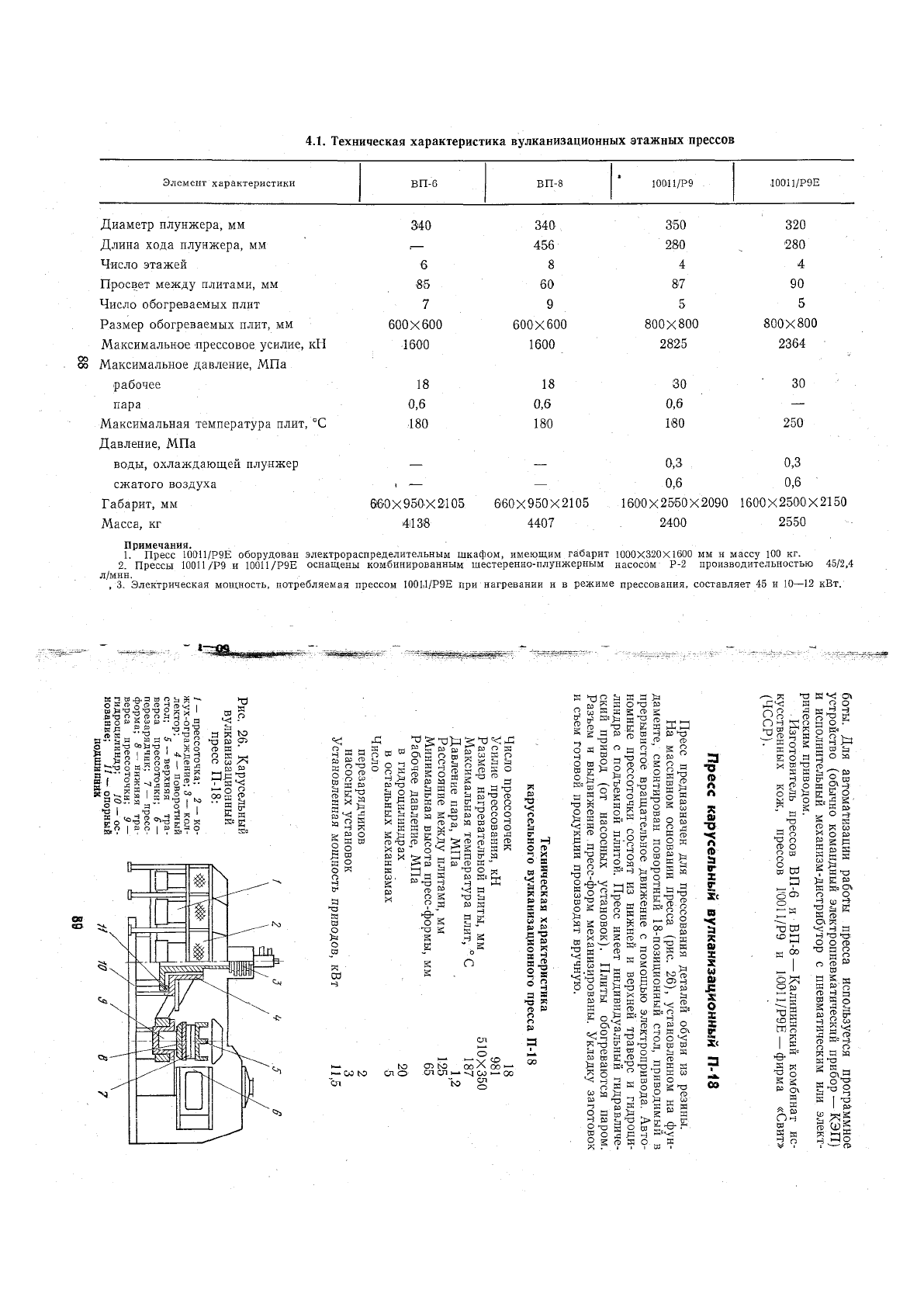
4.1. Техническая характеристика вулканизационных этажных прессов
Элемент характеристики
ВП-6 ВП-8
10011/Р9
Ш11/Р9Е
Диаметр плунжера, мм
340
340
350
320
Длина хода плунжера, мм
.—
456
280 280
Число этажей
6
8
4
4
Просвет между плитами, мм
85
60
87 90
Число обогреваемых плит 7 9
5
5
Размер обогреваемых плит, мм
600X600 600X600
800X800
800X800
Максимальное прессовое усилие, кН
1600
1600
2825
2364
Максимальное давление, МПа
рабочее
18 18 30
30
пара 0,6 0,6
0,6
—
Максимальная температура плит, °С
180 180
180
250
Давление, МПа
воды, охлаждающей плунжер
—
—
0,3
0,3
сжатого воздуха
1 — —
0,6
0,6
Габарит, мм 660X950X2105
660X950X2105
1600 X 2560 X 2090
1600X2500X2150
Масса, кг
41138
4407
2400
2550
Примечания.
1. Пресс 10011/Р9Е оборудован электрораспределительным шкафом, имеющим габарит 1000X320X1600 мм и массу 100 кг.
2. Прессы 10011/Р9 и 10011/Р9Е оснащены комбинированным шестеренно-плунжерным насосом Р-2 производительностью
л/мин.
, 3. Электрическая мощность, потребляемая прессом 1001Д/Р9Е при нагревании и в режиме прессования, составляет 45 и 10—12 кВт.
45/2,4
^ П> ^ I
1
5 О
^
(И О
^ н
)
й 5
м
р"
0
о
«.<? Х.<р.
« 3 а> С.
а )э
.{»*0
а о
к я
а"
1 *
Е »
в^а
я
,
"Т I
х
о?
•в
к
I
о* О
5?
Н 53
2 к
-> --та 2
а
я
Р
"
«I и о
<8|I§1
Н "
ь-1
ы ^
8 Я^З . КО
а о I ,
з
^
н _ I
Е>
Оч^ и 3 «
•5
^ХЗ сг-
о Я
? I ^а
5
??
ш
тэ
я
о
я я
» ©
го ж '
й ® «
о и Хч
В В
"о 5
§
3 СГ
к Я
» И
го со
к в
(Г
"О
!
я
ё
л
к
я
о
я
"О
к
ш
о
>1
О
я
га
"3
о и
ш
§83
Ч
За
в 4з
Еа о
я к
Е Ь
* 3
кё
ГО
43
X в
й
х
к
со,
а
в
4
Й
В Г» в
о 5 " ь
.д я н я
Ф Я О 8
го ю а
Щ
. ь я
к
>а о- к
й
к
го аз
в о к
Я Кч
- Ь" « _
3
го
5=1
^
Ч |—
>
Ш
и
ш
3
н
в я
Я
43
Д ^ п>
ГО ^ го о
Я 43 ° ГО
а ш 2 ч
. в
го
в
? Я
о 3
43 а
а
и
- Ч в >
»
2 го к <
; к & я
4
я о" а
I го Я "
43 О м
в я=
С<
ч
я
43 Ьа
В Я
Я г
К
ч я
о
ш (О
сл
В Н
X
я
5
: х
I р
1
а
р
а
я V.
^ со
С1
ю оо оо ^
СЛ СП >-»
^
САЗ
^ 00
к, §
V)
о ь, я Я За
Ы В я о 43 В
м 5
ш
а <5
ж.
Ь> Я= ]а я ^ го
я ®
го
Я ГО
да
И 43
" м О
О
Ш
Р Я
п
шряйо
° Ь 5 2
ш
я
я
"О %
о го
За я
>< я
« Го
13
3
я ^
я
43
ч 3
я
я О
3 »
° б'
Я ч
го
Ьа
ЕГ
И я
и §
я
о Я
М ГО
8 Н _
3 § » §
Ш О
<Ь
О
о
^
-ё-^ м я я й
В О в
к го
л
Я 0>
я°к
о
ш
И ® й
~ Еа
а
^ ^
41
43
го ^ в го
о & я о
За О О
а
н
я.
Е "О
X
в
я
я
Я со
Я .я
О О
ГО О я я
я
' го я«
го
го ° ЯС
^ я
5 Й-а -
Ш ш ~ В
о
б
а
я П)
о\
»
в н
Ь43 3 3
яч К&
ь. го Я « о -
в и Е го ^
Ь » В-о-яЗ
Я За
Я Мго
о в
я в
я &
Е-с 5
Ш я=
Го
к
®
ь<
1-3
-
го о
Ю
°
- - я о\
о •<
ш и
& я
го
«5
^ Й я Я »
о я
л
о
а За За
» 43 3 в
41 в Я •
О я щ За
Ч В >
Е
с
о 43 Я О
Ш
Е.4Т
•
го о 2 я н
к
"<
" ~ - я о
а 43
го
я "
в 3
3
"О
п
л
о
X
л
тз
><
о
№
а
г
X
1с
ш
•<
а
к
О)
х
х
ы
в»
я
X
о
X
X
г
х<
со
я
•се
Р"
П н
го
и
го
К °
го §
5 о а
Я
Е о я
X
ГО
43
Я Я
в го
я
е>
о
о а За
1 к
<<;
о»
! о о
I й-3 Й
3
Ея
II
з °
43 о
(Т> О
га
сод
ОЯ5
0 в
^ ь
Я
чЗ
со
т
МЙ
1 «
I 3
I о
з а
в о\
я
л
я
« в
Пв
го
Е -
»я
X
в
я
я
ш
•
в
в'
я
со
I в
- Б
в я
>
Я
к
>
^ Я 43
За Е м
я Яе
ОХ
о О
н (в в
"Н Ы я
Я го
сл я
ч я
Н 43 43
О О СП
43 Я го
Я °
° 1
в
я
й го
Й 3
3 О
го
к
а
сг
5 <Т1
н
о
я а а
К 43
к О
Я I 43
I в
го
7 •—'Го

Расход
пара, кг/ч
воды, м
3
/ч
Габарит, мм
Масса, кг
Индекс изделия
110
3
5980x5665
><
Х2990
33 150
432 221 ПС
Агрегат для формования и вулканизации каблуков
фирмы «Свит»
Агрегат предназначен для формования и вулканизации каблуков
из резины.
Агрегат (рис. 27) представляет собой вращающийся стол, с распо-
ложенными на нем равномерно по окружности прессоточками. Стол
получает вращательное движение от электродвигателя через вариатор
и пятиступенчатую коробку передач. Электрическая энергия и сжатый
.воздух подводятся к прессоточкам через полый вал в центре стола.
Обогрев пресс-форм электрический. Каждая прессоточка оборудована
механизмом разъема с пневмоприводом и силовыми пневматическими
цилиндрами (по числу прессовых каблучных гнезд), обеспечивающими
движение пуансонов (матрицы неподвижны). Готовые каблуки удаля-
ются из зоны прессования съемником, приводимым в движение пневмо-
цилиндром. Агрегат работает в полуавтоматическом режиме. Закладка
заготовок осуществляется вручную. Пресс обслуживает один оператор.
Изготовитель — фирма «Свит» (ЧССР).
Техническая характеристика агрегата для формования
и вулканизации каблуков фирмы «Свит»
Число
прессоточек, шт.
каблучных гнезд в прессоточке, шт.
Частота вращения стола, мин
-1
минимальная
максимальная
Регулирование частоты вращения стола
Мощность, кВт
главного привода
электрообогрева
Давление сжатого воздуха, МПа
13
6, 8, 15
0,06
0,36
Бесступен-
чатое
0,8
21,6
1.2
Рис. 27. Агрегат для фор-
мования и вулканизации
каблуков фирмы «Свит»
(ЧССР):
1 — прессоточка; 2 — верхняя
плита пресса; 3 — пресс-
форма; 4 — поворотный стол;
5 — коллектор; 6 — съемник
изделий; 7 — опорный под-
шипник; 8 — привод враще-
ния стола; 9 — основание
4М
Максимальная температура вулканизации, ° С 200
Время вулканизации, мин 4—12
Точность регулирования температуры, ° С ±3
Расход
электроэнергии, кВт/ч
начальный 21,6
при эксплуатации '12
сжатого воздуха, м
3
/ч 2,65
Габарит, мм
диаметр . 2900
высота 1300
Масса, кг 4500
Прессы литьевые фирмы «Десма»
Прессы предназначены для изготовления деталей обуви из рези-
ны методом литья.
Литьевой пресс фирмы «Десма» (ФРГ) (рис. 28) состоит из двух
основных (прессового и инжекционного) агрегатов и нескольких вспо-
могательных устройств. Прессовый агрегат имеет укрепленное на фун-
даменте основание, на котором смонтирован поворотный многопозици-
онный стол. На каждой позиции установлена прессоточка, состоящая из
нижней и верхней траверс, связанных тремя колонками, плит-формоно-
сителей, цилиндра высокого давления и устройства для закрывания и
открывания пресс-формы. Пресс-форма имеет два разъема, что позво-
ляет одновременно вулканизовать две-три пары подошв. Электропри-
Рис. 28. Литьевой пресс «Десма»:
/ — прессоточка; 2 — верхняя траверса; 3 — устройство замыкания пресс-фор-
мы; 4 — верхняя плита; 5 — коллектор; 6
•—
колонка; 7 — мундштук; 8 — экст-
РУДер; 9 — бункер; 10 — редуктор; 11 — электродвигатель; 12 — гидроцилиндр
инжекционный; 13 — направляющие, 14 — основание инжекционной установки;
15 — нижняя траверса; 16 — пресс-форма; П — нижняя плита; 18 — плунжер;
19 — поворотный стол; 20 — основание
91
вод поворачивает стол на один шаг с фиксированным остановом на
каждой рабочей позиции. Обогрев пресс-форм электрический и паровой.
Питание электроэнергией и паром осуществляется через центральный
коллектор.
Инжекционный агрегат состоит из неподвижного основания и по-
движной части, перемещаемой по направляющим гидроцилиндром. По-
движная часть имеет основание, на котором смонтированы пластикаци-
онный червячный экструдер с электроприводом и инжекционный гидрав-
лический цилиндр. Над экструдером располагается бункер для грануля-
та с питателем.
Пресс оснащен автоматическим электроприводом, гидравлическим
агрегатом и холодильной установкой. Загруженный в бункер гранулят
из сырой резины дозируется питателем в приемное отверстие червячно-
го экструдера, где, перемешивается, разогревается, пластицируется.
Затем подвижная часть инжекционной установки пододвигается гидро-
цилиндром к прессу, прижимается мундштуком к заливочному отвер-
стию, после чего цилиндром впрыска червяк подается вперед и подго-
товленная доза под давлением заполняет пресс-форму. Подвижная
часть инжекционной установки отводится назад, а стол пресса повора-
чивается на один шаг. Работает пресс в автоматическом режиме. Вы-
емка готового изделия из формы и очистка формы выполняются вруч-
ную на позиции разгрузки.
Изготовитель — фирма «Десма» (ФРГ).
Техническая характеристика прессов 905/10 и 905/4
фирмы «Десма»
Прессовый агрегат
Число
прессоточек
пресс-форм в прессоточке
Масса формоносителя, т
Усилие закрывания, кН
Инжекционный агрегат
Размеры червяка, мм
диаметр
длина
Частота вращения червяка, мин
-1
Мощность электродвигателя, кВт
Удельное давление смеси, МПа
Максимальный объем впрыска, см
3
Габарит (длина X высота), мм
Масса, т
Гидравлический агрегат
Производительность насоса, л/мин 120
Рабочее давление, МПа 12
Мощность электродвигателя, кВт 35
Общая потребляемая мощность, кВт 200
Габарит, мм 2250Х
Х1Ю0Х
Диаметр, мм
Высота, мм
Масса, кг
10; 4
2—3
6
4905
90
1260
35—165
45
170
2290
• 3250X2305
7,3
Ротор пресса 905/10
4200
3900
10,5
92
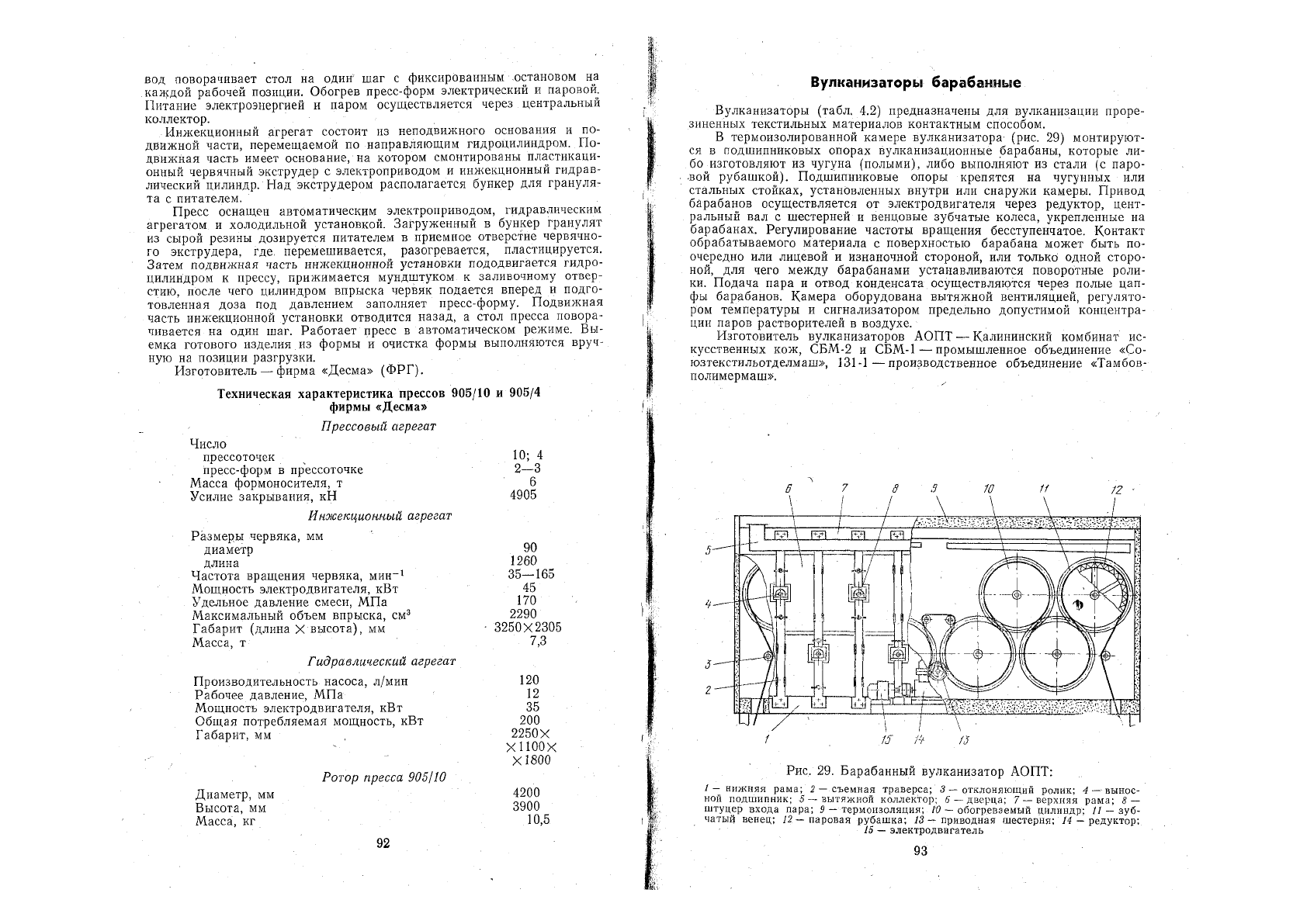
Вулканизаторы барабанные
Вулканизаторы (табл. 4.2) предназначены для вулканизации проре-
зиненных текстильных материалов контактным способом.
В термоизолированной камере вулканизатора (рис. 29) монтируют-
ся в подшипниковых опорах вулканизационные барабаны, которые ли-
бо изготовляют из чугуна (полыми), либо выполняют из стали (с паро-
вой рубашкой). Подшипниковые опоры крепятся на чугунных или
стальных стойках, установленных внутри или снаружи камеры. Привод
барабанов осуществляется от электродвигателя через редуктор, цент-
ральный вал с шестерней и венцовые зубчатые колеса, укрепленные на
барабанах. Регулирование частоты вращения бесступенчатое. Контакт
обрабатываемого материала с поверхностью барабана может быть по-
очередно или лицевой и изнаночной стороной, или только одной сторо-
ной, для чего между барабанами устанавливаются поворотные роли-
ки. Подача пара и отвод конденсата осуществляются через полые цап-
фы барабанов. Камера оборудована вытяжной вентиляцией, регулято-
ром температуры и сигнализатором предельно допустимой концентра-
ции паров растворителей в воздухе.
Изготовитель вулканизаторов АОПТ — Калининский комбинат ис-
кусственных кож, СБМ-2 и СБМ-1—промышленное объединение «Со-
юзтекстильотделмаш», 131-1—производственное объединение «Тамбов-
полимермаш».
Рис. 29. Барабанный вулканизатор АОПТ:
/—нижняя рама; 2 — съемная траверса; 3 — отклоняющий ролик; 4 — вынос-
ной подшипник; 5 — вытяжной коллектор; 6 — дверца; 7 — верхняя рама; 8 —
штуцер входа пара; 9 — термоизоляция; 10 — обогреваемый цилиндр; // — зуб-
чатый венец; 12 — паровая рубашка; 13 — приводная шестерня; 14 — редуктор;
15 — электродвигатель
93
со
о"
2
м
о
8
ю
о
о
о
со
"" о
О §2
I
СО
о
о
см
со_
о
со
ООО
со
СО
о
о 00
СП
со со со
1-м
8
м
о
а
м
о
о
о
00
" о
о'О®
о
о
см
ЦЗ
о
СО
о" о о
со со о
о
00
О)
со со со
X
о
см
со
8
м
о
о
о
00
^ о
О §2
§§ I
о
см
со
•
о"
СО
о"
ю
се
о
СО'
ООО
со
СО
о
о оо сп
СО
со со
о
о
о
т
о
см
н
с
о
<
о
о
о
сд
ю
8'
к
<л
о
ю
я
о,
я
03
к
о,
к
к
N
в
&
к 5
щ
К
•
в
л >
Н й
о з
и
§
а
О Н
ч
• <я
к
Он
в
ю
со
о
ч
о
к
№
м
я
н
ю
м
П
к
п.
с
в
н
о
к
а
8
к
к
Он
со
хо
к
к
ч
|=с
к
к
Он
к
•а
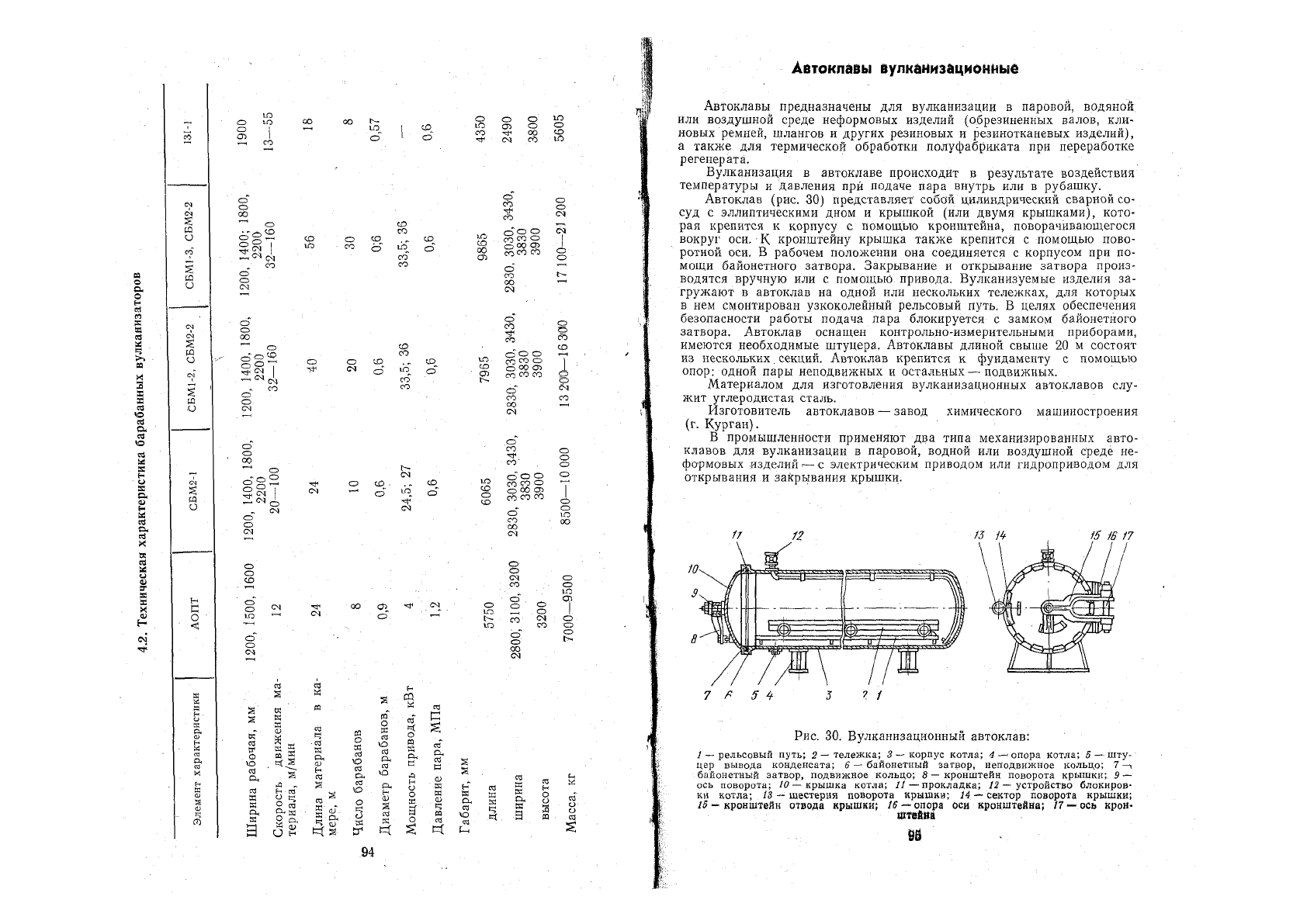
Автоклавы вулканизациониые
Автоклавы предназначены для вулканизации в паровой, водяной
или воздушной среде неформовых изделий (обрезиненных валов, кли-
новых ремней, шлангов и других резиновых и резинотканевых изделий),
а также для термической обработки полуфабриката при переработке
регенерата.
Вулканизация в автоклаве происходит в результате воздействия
температуры и давления при подаче пара внутрь или в рубашку.
Автоклав (рис. 30) представляет собой цилиндрический сварной со-
суд с эллиптическими дном и крышкой (или двумя крышками), кото-
рая крепится к корпусу с помощью кронштейна, поворачивающегося
вокруг оси. К кронштейну крышка также крепится с помощью пово-
ротной оси. В рабочем положении она соединяется с корпусом при по-
мощи байонетного затвора. Закрывание и открывание затвора произ-
водятся вручную или с помощыО привода. Вулканизуемые изделия за-
гружают в автоклав на одной или нескольких тележках, для которых
в нем смонтирован узкоколейный рельсовый путь. В целях обеспечения
безопасности работы подача пара блокируется с замком байонетного
затвора. Автоклав оснащен контрольно-измерительными приборами,
имеются необходимые штуцера. Автоклавы длиной свыше 20 м состоят
из нескольких. секций. Автоклав крепится к фундаменту с помощью
опор: одной пары неподвижных и остальных—подвижных.
Материалом для изготовления вулканизационных автоклавов слу-
жит углеродистая сталь.
Изготовитель автоклавов — завод химического машиностроения
(г. Курган).
В промышленности применяют два типа механизированных авто-
клавов для вулканизации в паровой, водной или воздушной среде не-
формовых изделий >—с электрическим приводом или гидроприводом для
открывания и закрывания крышки.
Рис. 30. Вулканизационный автоклав:
/ — рельсовый путь; 2 — тележка; 3 — корпус котла; 4
—*
опора котла; 5 — шту-
цер вывода конденсата; 6 — байонетный затвор, неподвижное кольцо; 7—1
байонетный затвор, подвижное кольцо; 8
—
кронштейн поворота крышки; 9 —
ось поворота; 10— крышка котла; 11 — прокладка; 12 — устройство блокиров-
ки котла; 13 — шестерня поворота крышки; 14 — сектор поворота крышки;
15
—
кронштейн отвода крышки; 16 — опора оси кронштейна; 17 — ось крон-
штейна
96

Техническая характеристика автоклавов С электроприводом
Обозначение Вместимость,
м
3
Тупиковые автоклавы без рубашки
КВТМ-2800-4000-12;,5 33 3
КВТЗМ-2800-6000-12,5 45 6
КВТМ-2800-8000-12,5 579
КВТЗМ-2800-10 000-12,5 72 4
КВТМ-2800-16000-12,5 Ю7'1
КВТМ-2800-24000-12,5 1564
КВТМ-2000-4000-12,5 159
КВТМ-2000-6000-12,5 22,2
Тупиковые автоклавы с рубашкой
КВТРМ-2000-4000-12,5 15 9
КВТРМ-2000-6000-12,5 22,2
Проходные автоклавы без рубашки
КВПМ-2000-6000-1
|
2,5 23 2
КВПМ-2800-8000-12,5 60'1
КВПМ-2000-10 000-12,5 72 4
КВПМ-2800-16 000-12,5 юэ'з
Примечания.
1. Цифры в марке автоклава обозначают: первая--условный
диаметр (в миллиметрах), вторая — рабочую длину (в миллимет-
рах), третья — максимальное давление в корпусе (в кгс/см
2
).
2. У автоклавов КВРТМ максимальное давление в рубашке
0,6 МПа.
Техническая характеристика автоклавов с гидроприводом
Обозначение Вместимость,
м
3
Тупиковые автоклавы без рубашки
КВТМ-1200-1500-12,5 2 5
КВТМ-1200-3000-12,5 42
КВТМ-1200-5000-12,5 . 65
КВТМ-1200-11000-12,5 • 132
КВТМ-12001-22000-12,5 257
КВТМ-1600-3000-12,5 78
КВТМ-1600-5000-12,5 11,8
Тупиковые автоклавы с рубашкой
КВТРМ-1200-1500-12,5 2 5
КВТРМ-1200-3000-12,5 42
КВТРМ-1200-5000-12,5 65
КВТРМ-1200-11000-12,5 132
КВТРМ-16000-3000-12,5 78
КВТРМ-1600-5000-1'2,5 11^8
Проходные автоклавы без рубашки
КВПМ-1200-5000-12,5 6 7
КВПМ-1200-1100,0-12,5 1з!б
КВПМ-1600-5000-12,5 12,4
Проходные автоклавы с рубашкой
КВПРМ-1600-5000-12,5 12,4
КВПРМ-1200-11000-12,5 13,5
Примечания.
1. Цифры в марке автоклава означают: первая — условный диа-
метр (в миллиметрах), вторая — рабочую длину (в миллиметрах),
третья — максимальное давление в корпусе (в кгс/см
2
).
2. У автоклавов с рубашкой максимальное давление в рубаш-
ке 0,6 МПа.
Камеры усадочные
Камеры предназначены для термообработки пористых резиновых
пластин с целью их усадки и релаксации.
На предприятиях отрасли используют в основном камеры двух ти-
пов: со стационарным транспортирующим устройством и передвижными
специальными поддонами. В камерах первого типа транспортирующими
устройствами могут быть монорельсовьщ, цепные вертикальные или го-
ризонтально замкнутые тележечные конвейеры, на которые навешивает-
ся или ставится этажерка с ячейками для пластин. Загруженная этажер-
ка перемещается транспортирующим устройством из зоны загрузки в зо-
ну термообработки, где производится нагрев резины и выдержка ее при
заданной температуре, после чего этажерки перемещаются в зону раз-
грузки. Движение транспортирующего устройства может быть непрерыв-
ным или шаговым. Нагрев пластин осуществляется разогретым воздухом.
Недостатками таких камер являются низкие коэффициенты использова-
ния вместимости камер и тепловой энергии, ручные операции по загруз-
ке и выгрузке и невозможность регулирования параметров термообра-
ботки.
Устройство камер этого типа можно пояснить на примере камеры
Калининского комбината искусственных кож. На тележках горизонталь-
нозамкнутого конвейера установлены этажерки с шарнирными горизон-
тальными полками, обеспечивающими компактную и удобную укладку
пластин: на каждую полку рядом друг с другом укладывают по две
пластины. Из зоны загрузки через открытый проем тележки попадают в
термокамеру, где резиновые пластины подвергаются термообработке. Ее
продолжительность определяется скоростью конвейера, движущегося не-
прерывно. Воздушно-циркуляционная система для нагрева резины со-
стоит из центробежного вентилятора, блока паровых калориферов,
нагнетательного соплового и вытяжных заборных воздуховодов. Нагне-
тательный воздуховод расположен между ветвями конвейера, а забор-
ный — у наружных стен камеры, благодаря чему поток нагретого воздуха
равномерно обтекает пластины. Заданная температура воздуха поддер-
живается автоматически. Часть отработавшего воздуха удаляется вы-
тяжной вентиляционной системой. Зона загрузки и выгрузки находится
на открытой части конвейера, снятие и укладка пластин производятся
вручную.
Усадочные камеры второго типа (оснащенные специальными поддо-
нами) представляют собой термоизолированные камеры, оборудованные
системой циркуляции нагретого в калориферах воздуха.
Снятые с пресса пластины укладываются на поддон на некотором
расстоянии друг от друга для равномерного прогрева. Заполненные под-
доны транспортируются электропогрузчиком в камеру, где они устанав-
ливаются вплотную друг к другу в несколько ярусов, после чего камера
герметично закрывается. Необходимые для термоусадки температурные
и временные параметры выдерживаются с помощью автоматических ре*
4^103? Ш