Факторович Ю.Д. Оборудование промышленности искусственных кож и пленочных материалов. Справочник
Подождите немного. Документ загружается.

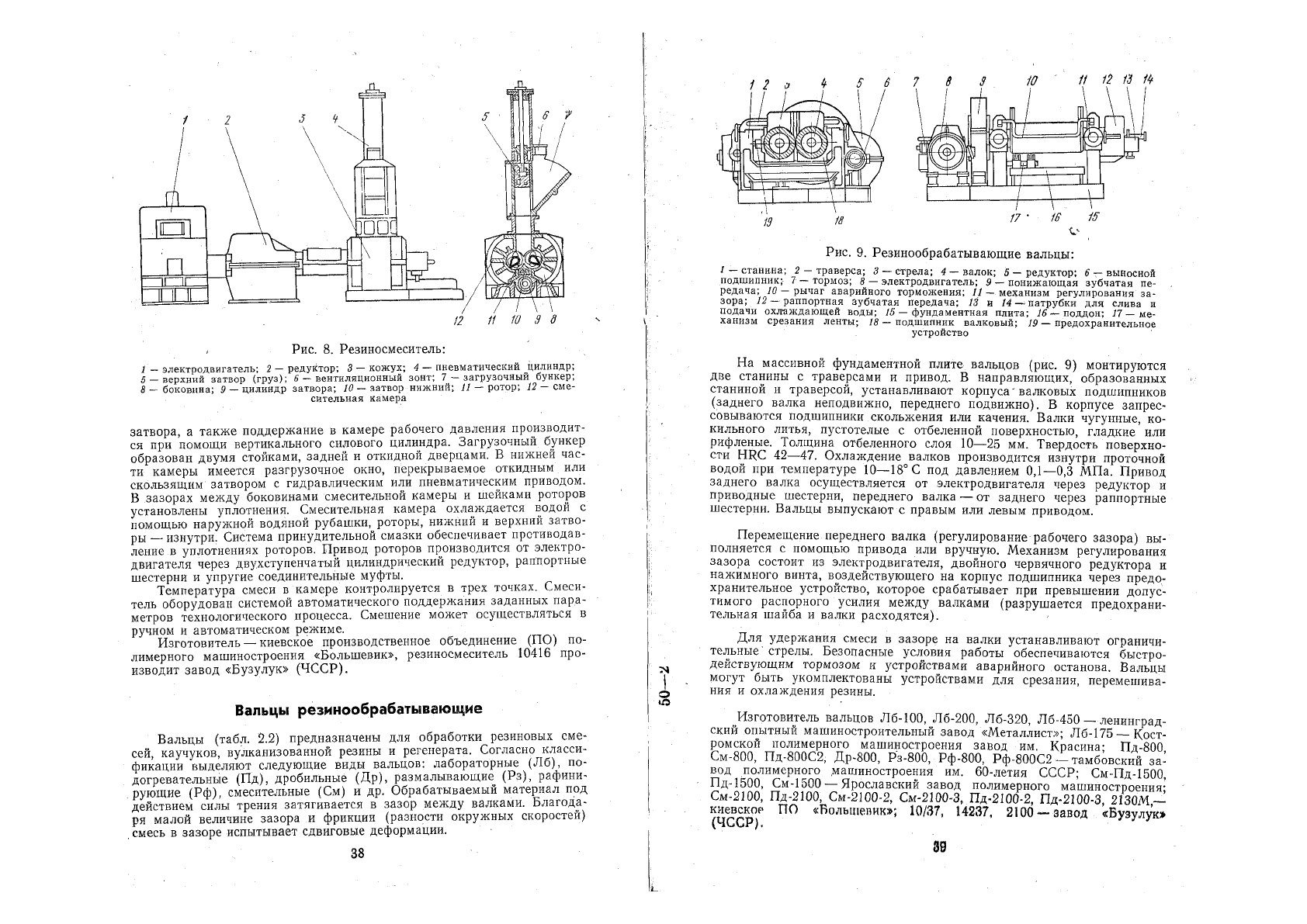
/ Рис. 8. Резиносмеситель:
1 - электродвигатель; 2 — редуктор; 3
—
кожух; 4 — пневматический цилиндр;
б
—
верхний затвор (груз); 6
—
вентиляционный зонт; 7
—
загрузочный бункер;
8
—
боковина; 9
—
цилиндр затвора; 10 — затвор нижний; 11 — ротор; 12 — сме-
сительная камера
затвора, а также поддержание в камере рабочего давления производит-
ся при помощи вертикального силового цилиндра. Загрузочный бункер
образован двумя стойками, задней и откидной дверцами. В нижней час-
ти камеры имеется разгрузочное окно, перекрываемое откидным или
скользящим затвором с гидравлическим или пневматическим приводом.
В зазорах между боковинами смесительной камеры и шейками роторов
установлены уплотнения. Смесительная камера охлаждается водой с
помощью наружной водяной рубашки, роторы, нижний и верхний затво-
ры — изнутри. Система принудительной смазки обеспечивает противодав-
ление в уплотнениях роторов. Привод роторов производится от электро-
двигателя через двухступенчатый цилиндрический редуктор, раппортные
шестерни и упругие соединительные муфты.
Температура смеси в камере контролируется в трех точках. Смеси-
тель оборудован системой автоматического поддержания заданных пара-
метров технологического процесса. Смешение может осуществляться в
ручном и автоматическом режиме.
Изготовитель — киевское производственное объединение (ПО) по-
лимерного машиностроения «Большевик», резиносмеситель 10416 про-
изводит завод «Бузулук» (ЧССР).
Вальцы резинообрабатывающие
Вальцы (табл. 2.2) предназначены для обработки резиновых сме-
сей, каучуков, вулканизованной резины и регенерата. Согласно класси-
фикации выделяют следующие виды вальцов: лабораторные (Лб), по-
догревательные (Пд), дробильные (Др), размалывающие (Рз), рафини-
рующие (Рф), смесительные (См) и др. Обрабатываемый материал под
действием силы трения затягивается в зазор между валками. Благода-
ря малой величине зазора и фрикции (разности окружных скоростей)
смесь в зазоре испытывает сдвиговые деформации.
38
о
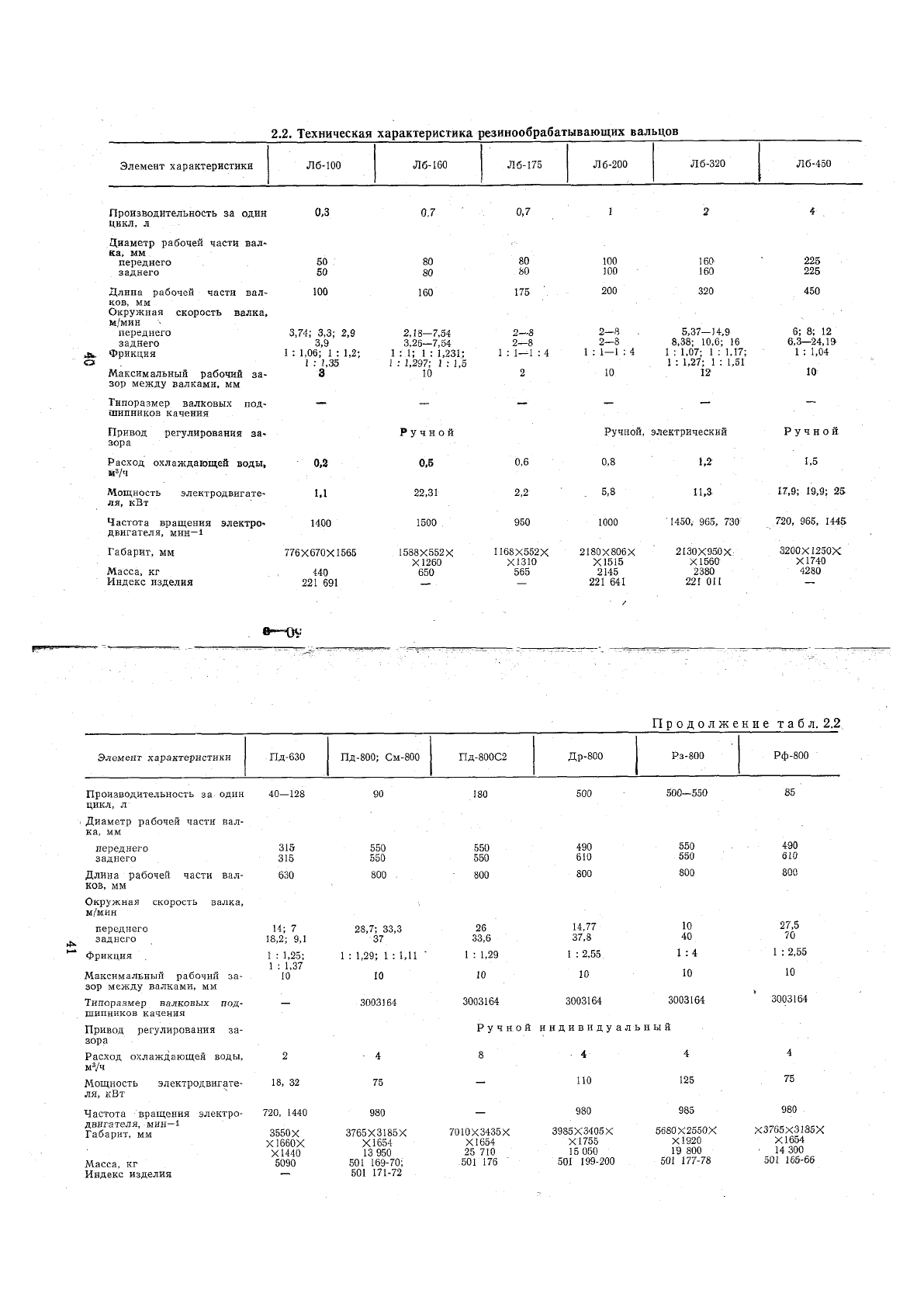
Рис. 9. Резинообрабатывающие вальцы:
1
—
станина; 2 — траверса; 3 — стрела; 4
—
валок; 5
—
редуктор; 6
—
выносной
подшипник; 7
—
тормоз; в — электродвигатель; 9
—
понижающая зубчатая пе-
редача; 10 — рычаг аварийного торможения; 11
—
механизм регулирования за-
зора; 12 раппортная зубчатая передача; 13 и 14 — патрубки для слива и
подачи охлаждающей воды; 15 — фундаментная плита; 16 — поддон; 17
—
ме-
ханизм срезания ленты; 18
—
подшипник валковый; 19 — предохранительное
устройство
На массивной фундаментной плите вальцов (рис. 9) монтируются
две станины с траверсами и привод. В направляющих, образованных
станиной и траверсой, устанавливают корпуса' валковых подшипников
(заднего валка неподвижно, переднего подвижно). В корпусе запрес-
совываются подшипники скольжения или качения. Валки чугунные, ко-
кильного литья, пустотелые с отбеленной поверхностью, гладкие' или
рифленые. Толщина отбеленного слоя 10—25 мм. Твердость поверхно-
сти НРС 42—47. Охлаждение валков производится изнутри проточной
водой при температуре 10—18° С под давлением 0,1—0,3 МПа. Привод
заднего валка осуществляется от электродвигателя через редуктор и
приводные шестерни, переднего валка — от заднего через раппортные
шестерни. Вальцы выпускают с правым или левым приводом.
Перемещение переднего валка (регулирование рабочего зазора) вы-
полняется с помощью привода или вручную. Механизм регулирования
зазора состоит из электродвигателя, двойного червячного редуктора и
нажимного винта, воздействующего на корпус подшипника через предо-
хранительное устройство, которое срабатывает при превышении допус-
тимого распорного усилия между валками (разрушается предохрани-
тельная шайба и валки расходятся).
Для удержания смеси в зазоре на валки устанавливают ограничи-
тельные' стрелы. Безопасные условия работы обеспечиваются быстро-
действующим тормозом и устройствами аварийного останова. Вальцы
могут быть укомплектованы устройствами для срезания, перемешива-
ния и охлаждения резины.
Изготовитель вальцов Лб-100, Лб-200, Лб-320, Л6-450 — ленинград-
ский опытный машиностроительный завод «Металлист»; Лб-175 —Кост-
ромской полимерного машиностроения завод им. Красина- Пд-800
См-800, Пд-800С2, Др-800, Рз-800, Рф-800, Рф-800С2 — тамбовский за-
вод полимерного машиностроения им. 60-летия СССР; См-Пд-1500,
Пд-1500, См-1500 — Ярославский завод полимерного машиностроения'
См-2100, Пд-2100, См-2100-2, См-2100-3» Пд-2100-2, Пд-2100-3, 2130М-
киевскор ПО «Большевик»; 10/37, 14237, 2100 —завод «Бузулук»
(ЧСПР^.
39
2.2. Техническая характеристика резинообрабатывающих вальцов
Элемент характеристики
Лб-100
Лб-160 Лб-175
Л
6-200
Лб-320
Лб-450
Производительность за один
0,3 0,7
0,7
1 2
4
цикл, л
Диаметр рабочей части вал-
ка, мм
225
переднего
50 . 80
80 100
160
225
заднего 50
80
80 100
160 225
Длина рабочей части вал- 100
160
175
200
320 450
ков, мм
Окружная скорость валка,
м/мин
переднего
3,74; 3,3; 2,9
2,18—7,54
2—8
2—8
5,37—14,9
6; 8; 12
заднего 3,9 3,26—7,54
2—8
2-8
8,38; 10,6; 16
6,3—24,19
Фрикция
1 : 1,06;
1
: 1,2;
1:1; 1 : 1,231;
1:1—1:4
1:1—1:4
1 : 1,07;
1
: 1,17;
1
: 1,04
-А
О
Максимальный рабочий за-
зор между валками, мм
Типоразмер валковых под-
шипников качения
Привод регулирования за-
зора
Расход охлаждающей воды,
й
а
/ч
1 : 1,35
Мощность
ля, кВт
электродвигате-
Частота вращения электро-
двигателя, МИН—1
Габарит, мм
Масса, кг
Индекс изделия
0,2
1.1
1400
776X670X1565
440
221 691
1 : 1,297; 1 : 1,5
10
Ручной
0,5
22,31
1500
1588Х552Х
X1260
650
0,6
2,2
950
1168Х552Х
X1310
565
10 12
Ручной, электрический
0,8
5,8
1000
2180Х806Х
Х1515
2145
221 641
1,2
11,3
' 1450,- 965, 730
2130Х950Х
X1560
2380
221 011
10
Ручной
1,5
17,9; 19,9; 25
720, 965, 1445
3200Х1250Х
X 1740
4280
в—да
Продол жен нета б л. 2.2
Элемент характеристики
Пд-630
Пд-800; См-800
ПД-800С2
Др-800
Рз-800
Рф-800
Производительность за- один
40—128 90
180
500
500—550
85
цикл, л
Диаметр рабочей части вал-
ка, мм
переднего
315
550
550
490
550
490
заднего 315 550
550
610
550
610
Длина рабочей части вал- 630
800 - 800
800
800
800
ков, мм
Окружная скорость валка,
м/мин
переднего
14; 7
28,7; 33,3
26
14,77
10
27,5
70
заднего 18,2; 9,1 37
33,6
37,8
40
27,5
70
Фрикция
1 : 1,25; 1 : 1,29;
1
: 1,11 '
1 : 1,29
1
:
2,55
1 : 4
1 : 2,55
1 : 1,37
10
10
Максимальный рабочий за-
10 10
10
10
10
10
зор между валками, мм
Типоразмер валковых пол-
—
3003164
3003164
3003164
3003164
3003164
шипников качения
Привод регулирования за-
Ручной
индивидуальный
зора
Расход охлаждающей воды,
2 4
8
4
4
4
м
3
/ч
Мощность электродвигате-
18, 32 75
—
110
125
75
ля, кВт
Частота вращения электро-
720, 1440
980
—
980
985
980
двигателя, мин—1
Габарит, мм
3550 X
3765Х3185Х
7010Х3435Х
3985Х3405Х
5680Х2550Х
Х3765
Х3185Х
двигателя, мин—1
Габарит, мм
Х1660Х
XI654
XI654
X1755
X 1920
Х1654
X1440
13
950
25 710
15
050
19 800
•
14
300
Масса, кг
5090
501 169-70;
501 176 501 199-200
501 177-78
501 165-66
Индекс изделия
—
501 171-72
Продолжение табл. 2.2
Элемент характеристики
РФ-800С2
•'См-1500;.
Пд-1500;
См-Пд-1500
См-1500 —
710
10/37 14237
Пд-2100;
См-2100
Производительность за один
цикл, л
Диаметр рабочей части вал-
ка, мм
переднего
заднего
Длина рабочей части вал-
ков, мм
Окружная скорость валка,
м/мкн
переднего
заднего
Фрикция
Максимальный рабочий за-
зор между валками, мм
Типоразмер валковых под-
шипников качения
Привод регулирования за-
зора
Расход охлаждающей воды,
м
3
/ч
Мощность электродвигате-
ля, кВт
Частота вращения электро-
двигателя, мин—1
Габарит, мм
Масса, кг
Индекс изделия
490
610
800
27,1
69
1 : 2,55
10
3003164
132
985
7010Х
Х3433Х
X1654
25 800
501 175
80
660
660
1500
32,4; 27,1; 30,4
34,6
1 ; 1,07;
1
: 1,28;
1 : 1,14
10
45—60
710
710
1500
33,9; 22,7; 17,1;
11,2
36,6; 24,5; 18,4;
• 12,1
1 : 1,08
10
77880, 3003180 —
Электрический
132
985
4916Х3450Х
Х2026
22 701—24 665
530 959-69;
530 062-72;
530 065-75
60, 90, 120, 200
485, 740, 985,
1470
6950Х4335Х
Х2026
53 300
501 411-12
120*
550
550
1500
13,7
20,3
1 : 1,48
120*
550
550
1500
23,6
34,5
1 : 1,46
Ручной
2,4
55
4200Х2000Х
X1820
20 160
5,5
60
4200Х2000Х
X 1820
18 500
140
660
660
2100
28, 32
34,2
1 : 1,22;
1
; 1,07
10
Электри-
ческий
14
160
985
5230Х3535Х
Х2030
28 910
501 403-04;
501 401-02
Окончание табл. 2.2
Элемент характеристики
Пд-2100-2;
См-2100-2
Пд-2100-3;
См-2100-3
2130 М
2100 (завод «Бузулук»,
ЧССР)
<м
Производительность за один
цикл, л
Диаметр рабочей части вал-
ка, мм
переднего
заднего
Длина рабочей части вал-
ков, мм
Окружная скорость валка,
м/мин
переднего
заднего
Фрикция
Максимальный рабочий за-
зор между валками, мм
Типоразмер валковых под-
шипников качения
Привод регулирования за-
зора
Расход охлаждающей воды,
м
3
/ч
Мощность электродвигате-
ля, кВт
Частота вращения электро-
двигателя, мин—1
Габарит, мм
Масса, кг
Индекс изделия
140—200
660
660
2100
28,5; 32,4
34,7
1 : 1,22;
1
1,07
10
18
315
15330X4250X2145
63 700
501 321-22; 501 221-22
140—200
660
660
2100
29,3; 33,5
35,8
1 : 1,22;
1
: 1,07
10
Электрический и ручной
24
400
21000X4250X2145
90 640
501 333-34; 501 321-22
140
660
660
2130
32
34,2
1 : 1,07
10
3003180
14
160
970
5390X3535X2030
26 882
501 195
0—100
650
2100
23, 27
26,8; 31,6
1 : 1,17
Ручной
10,8
110
960
8700X3000X1770
42 960
10 287/Р7, 10 287/Р8
Примечания. 1. Все вальцы имеют по два валка, за исключением ПД-800С2 и Рф-800С2, у которых число валков равно четырем.
2. Рабочая поверхность всех валков гладкая, кроме Др-800 и Рз-800, имеющих рифленую рабочую поверхность
* Производительность дана в кг/ч.
Приспособления к вальцам для перемешивания
и охлаждения резиновых смёсей
Приспособление предназначено для автоматизации перемешивания
сырой резины при вальцевании с одновременным охлаждением.
Монтируемое на станину вальцов приспособление (рис. 10) состо-
ит из двух цилиндров (охлаждающего и прижимного) и каретки-уклад-
чика. Срезанная с вальцов лента смеси заправляется на охлаждающий
цилиндр, а с него подается кареткой в зазор вальцов.
Изготовитель приспособления ПРЕМ 500 — Ярославский завод по-
лимерного машиностроения, 2130 — киевское ПО «Большевик».
Техническая характеристика приспособлений
к вальцам для перемешивания и охлаждения резиновых
смесей
Производительность за один
цикл, кг
Диаметр, мм
охлаждающего цилиндра
прижимного ролика
Длина цилиндров, мм
Ход каретки, мм
Окружная скорость охлаждаю-
щего цилиндра, м/мин
Давление охлаждающей воды,
МПа
Расход охлаждающей воды,
м
3
/ч
Мощность электродвигателя,
кВт
Габарит, мм
Масса, кг
ПРВ-1500
410
188
1500
700—830
11,2—33,9
0,2—0,4
2
5,7
3065 X'
1
Х2195Х
X1395
1660
2130
107,7
290
190
2130
1745
4,5-39
23
3910Х
X 1200X820
2330
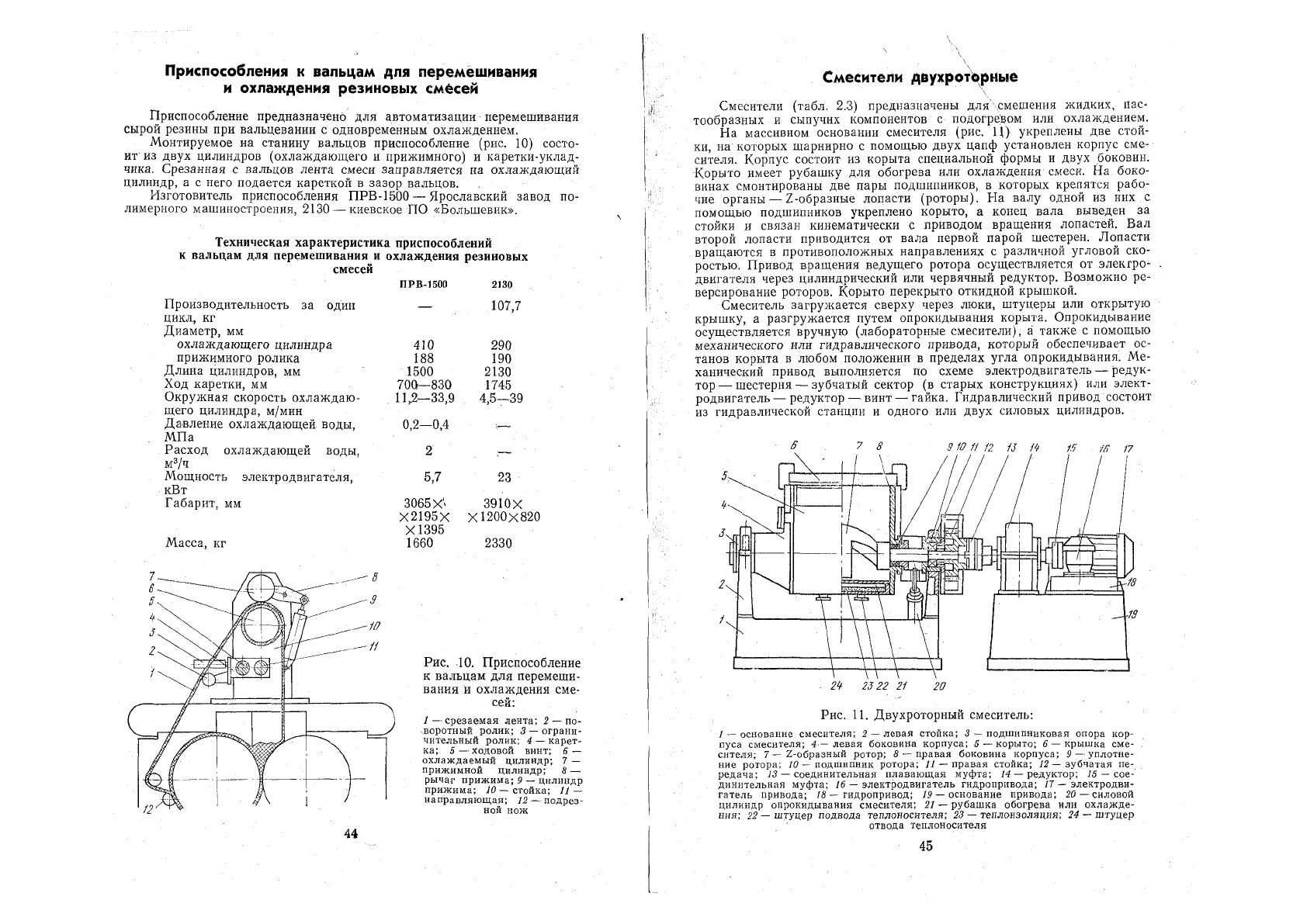
Рис. 10. Приспособление
к вальцам для перемеши-
вания и охлаждения сме-
сей:
1—срезаемая лента; 2 — по-
воротный ролик; 3
—
ограни-
чительный ролик; 4 — карет-
ка; 5 — ходовой винт; 6 —
охлаждаемый цилиндр; 7 —
прижимной цилиндр; в —
рычаг прижима; 9 — цилиндр
прижима; 10 — стойка; 11 —
направляющая; 12 — подрез-
ной нож
44
Смесители двухроторные
Смесители (табл. 2.3) предназначены для''.смешения жидких, пас-
тообразных и сыпучих компонентов с подогревом или охлаждением.
На массивном основании смесителя (рис. И) укреплены две стой-
ки, на которых шарнирно с помощью двух цапф установлен корпус сме-
сителя. Корпус состоит из корыта специальной формы и двух боковин.
Корыто имеет рубашку для обогрева или охлаждения смеси. На боко-
винах смонтированы две пары подшипников, в которых крепятся рабо-
чие органы — 2-образные лопасти (роторы). На валу одной из них с
помощью подшипников укреплено корыто, а конец вала выведен за
стойки и связан кинематически с приводом вращения лопастей. Вал
второй лопасти приводится от вала первой парой шестерен. Лопасти
вращаются в противоположных направлениях с различной угловой ско-
ростью. Привод вращения ведущего ротора осуществляется от электро-
двигателя через цилиндрический или червячный редуктор. Возможно ре-
версирование роторов. Корыто перекрыто откидной крышкой.
Смеситель загружается сверху через люки, штуцеры или открытую
крышку, а разгружается путем опрокидывания корыта. Опрокидывание
осуществляется вручную (лабораторные смесители), а также с помощью
механического или гидравлического привода, который обеспечивает ос-
танов корыта в любом положении в пределах угла опрокидывания. Ме-
ханический привод выполняется по схеме электродвигатель — редук-
тор — шестерня — зубчатый сектор (в старых конструкциях) или элект-
родвигатель— редуктор — винт — гайка. Гидравлический привод состоит
из гидравлической станции и одного или двух силовых цилиндров.
Рис. 11. Двухроторный смеситель:
/ — основание смесителя; 2
—
левая стойка; 3
—
подшипниковая опора кор-
пуса смесителя; 4— левая боковина корпуса; 5 — корыто; 6 — крышка сме-
сителя; 7
—
2-образный ротор; 8 — правая боковина корпуса; 9
—
уплотне-
ние ротора; 10 — подшипник ротора; И
—
правая стойка; 12 — зубчатая пе-
редача; 13 — соединительная плавающая муфта;
14
— редуктор; 15 — сое-
динительная муфта; 16 — электродвигатель гидропривода; 17
—
электродви-
гатель привода;
18
— гидропривод; 19 — основание привода; 20
—
силовой
цилиндр опрокидывания смесителя; 21 — рубашка обогрева или охлажде-
ния; 22 — штуцер подвода теплоносителя; 23 — теплоизоляция; 24
—
штуцер
ртвода теплоносителя
29

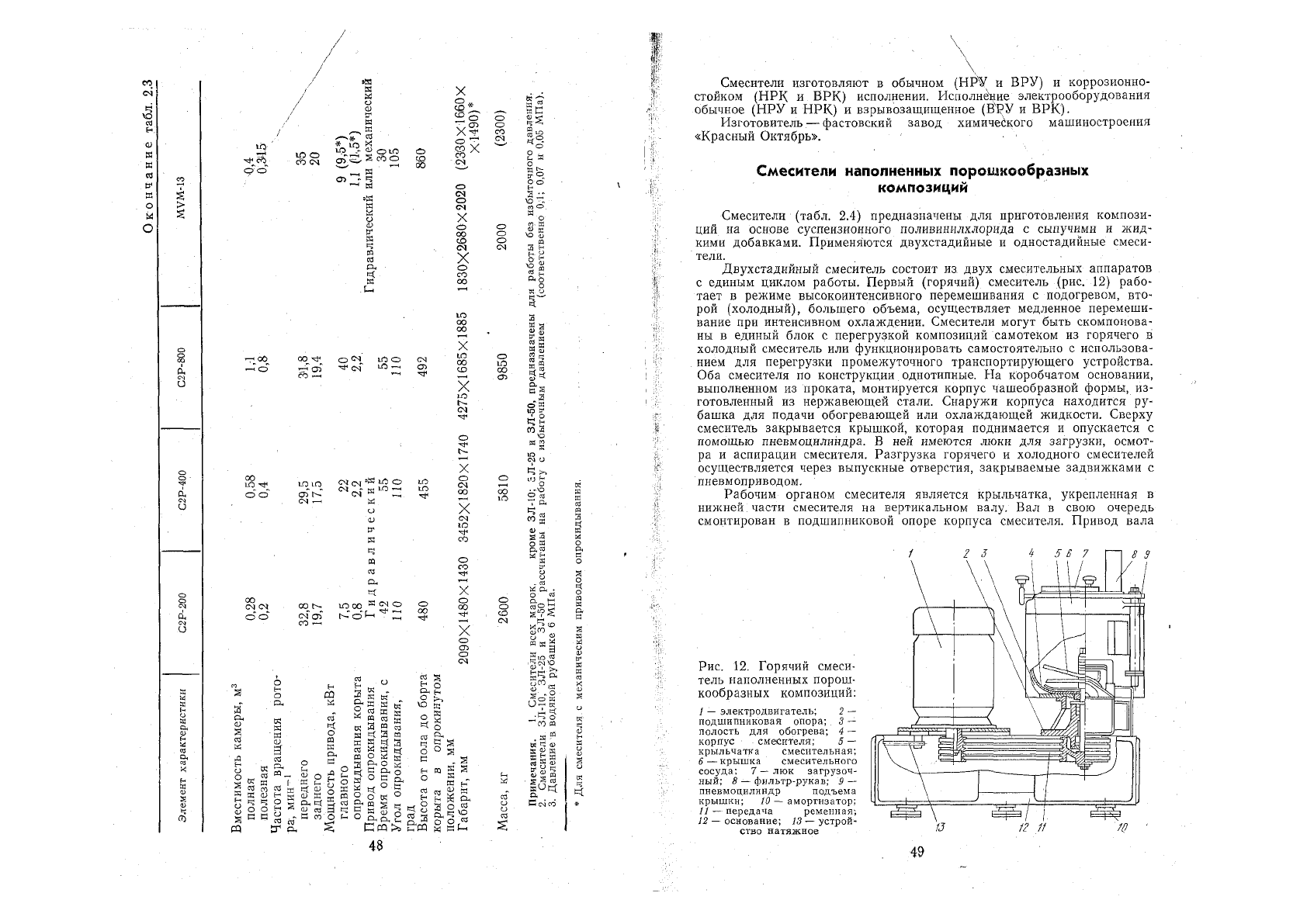
2.3. Техническая характеристика двухроторных смесителей
Элемент характеристики
СМ-200
СМ-400
СМ-800 ЗЛ-10
ЗЛ-25
ЗЛ-Б0
Вместимость камеры, м
3
полная
полезная
Частота вращения рото-
ра, мин
-1
переднего
заднего
Мощность привода, кВт
главного
опрокидывания корыта
Привод опрокидывания
Время опрокидывания, с
Угол опрокидывания,
град
Высота от пола до борта
корыта в опрокинутом
положении, мм
Габарит, мм
0,3
0,2
30
15,8
4,5
1
50
110
365
0,6 1,2
0,4 0,8
32 21
17,5 11
22 40
3 4,5
Механический
3250Х1330Х
ХИ850
40
110
480
3765Х1900Х
Х2100
37
100
650
0,014
0,01
32
19
1,5
0,035
0,025
30,7
3
Ручной
П0±5
3984 Х2020Х 915Х668Х
X1935 х 868
110 ± 5
1175Х860Х
X 1045
0,075
0,05
32
21,5
3
0,6
105±5
1400 XII60 х:
X1400
Масса, кг
13200 415
705 1310
Продолжение табл. 2.3
Элемент характеристики ЗЛ-.100
ЗЛ-250
ЗЛ-400 ЗЛ-800
0,1©
0,4
0,63
1,1
0,1
0,25
0,4
0,8
31
46,5
30
32
19
26,5 18
19
5,5 17
22
40
0,8
1,1
2,2
2,2
Гидравлический
110±5 110± 5
110 + 5
110±5
2090Х1420Х
X 1335
3125X1705X1945
3540X1820X1730
4170X1660X1885
2200
3900
5600
9200
С2Р-100
Вместимость камеры, м
3
полная
полезная
Частота вращения рото-
ра, мин-
1
переднего
заднего
Мощность привода, кВт
главного
опрокидывания корыта
Привод опрокидывания
Время опрокидывания, с
Угол опрокидывания,
град
Высота от пола до бор-
та корыта в опрокину-
том положении, мм
Габарит, мм
Масса, кг
0,16
0,1
32,8
19,7
5,5
0,8
42^
--110
550
2410
со
сд
ч
о
к
и
й
в*
в
о
«
о
а
>
2
о" о
1Л
о
со см
»я
к
м
га
* ю
X
Ю -
5ою
О)
5
со
о
к
Ст> ч
к
=к
к
к
о
о>
Й"
ч
ю
га
Он
Ч
к
и,
о
со
«5
X
°
*
85?
§ х
X
о
оо
со
СЯ
X
о
СО
мС
О)
ч
<
Я Н
* 3
л!
е
I
00
.
*
О
00 о
1Л
О
г^сп ^ "Л—.
X
X
ю
о
ю
00
в я
о
к
ю
^
м °
ч
Ё
со
л
ч
00 Ь-
см" СП
СЧм«1вО
<м к
ю
~
к
ч
т
га
о,
ч
ю®
со
а
Ч
о
са
к
а
с
га
н
3 -
о
и к
Ряд
о
к .
к к
V га я а
» в га 3
к л Н га
: о 5
>
н 2
, о
ЕГ Он
к [-н
СГ 01
01 К
Он ЕС
о га
С со'
т г- га
Ч 3 ю
к ч а
к 8 5
о, о к
С
Он
о
ОСц
Ч ° §
- о к °
Пи
>>
48
ю
ю
о
оо
его
X
X
см
X
X
я
о
< е-
я
8
• «
• О
Он
С а
° 3
я § я
Я Н
С*
й «
ь я а.
3 о
1,3
о о «
«
С (-1
®
а
о
м
Р.?
^ ю
а
Зю
Л
К^И)
8 «
К
Я & Я
й
® О)
р й
^
'
5
й Й
ч
Смесители изготовляют в обычном (НРУ и ВРУ) и коррозионно-
стойком (НРК и ВРК) исполнении. Исполнение электрооборудования
обычное (НРУ и НРК) и взрывозащищенное (В
Ч
РУ и ВРК).
Изготовитель — фастовский завод химического машиностроения
«Красный Октябрь».
Смесители наполненных порошкообразных
композиций
Смесители (табл. 2.4) предназначены для приготовления компози-
ций на основе суспензионного поливинилхлорида с сыпучими и жид-
кими добавками. Применяются двухстадийные и одностадийные смеси-
тели.
Двухстадийный смеситель состоит из. двух смесительных аппаратов
с единым циклом работы. Первый (горячий) смеситель (рис. 12) рабо-
тает в режиме высокоинтенсивного перемешивания с подогревом, вто-
рой (холодный), большего объема, осуществляет медленное перемеши-
вание при интенсивном охлаждении. Смесители могут быть скомпонова-
ны в единый блок с перегрузкой композиций самотеком из горячего в
холодный смеситель или функционировать самостоятельно с использова-
нием для перегрузки промежуточного транспортирующего устройства.
Оба смесителя по конструкции однотипные. На коробчатом основании,
выполненном из проката, монтируется корпус чашеобразной формы, из-
готовленный из нержавеющей стали. Снаружи корпуса находится ру-
башка для подачи обогревающей или охлаждающей жидкости. Сверху
смеситель закрывается крышкой, которая поднимается и опускается с
помощью пневмоцилиндра. В ней имеются люки для загрузки, осмот-
ра и аспирации смесителя. Разгрузка горячего и холодного смесителей
осуществляется через выпускные отверстия, закрываемые задвижками с
пневмоприводом.
Рабочим органом смесителя является крыльчатка, укрепленная в
нижней части смесителя на вертикальном валу. Вал в свою очередь
смонтирован в подшипниковой опоре корпуса смесителя. Привод вала
2 3
4 5 В 7
8 3
г \
\
/ \ \
Рис. 12. Горячий смеси-
тель наполненных порош-
кообразных композиций:
1 — электродвигатель; 2 -
подшипниковая опора; 3
—
полость для обогрева; 4 —
корпус смесителя; 5 —
крыльчатка смесительная;
6 — крышка смесительного
сосуда; 7
—
люк загрузоч-
ный; 8 — фильтр-рукав; 9 —
пневмоцилиндр подъема
крышки; 10 — амортизатор;
И — передача ременная;
12 — основание; 13
—
устрой-
ство натяжное
12 11
49
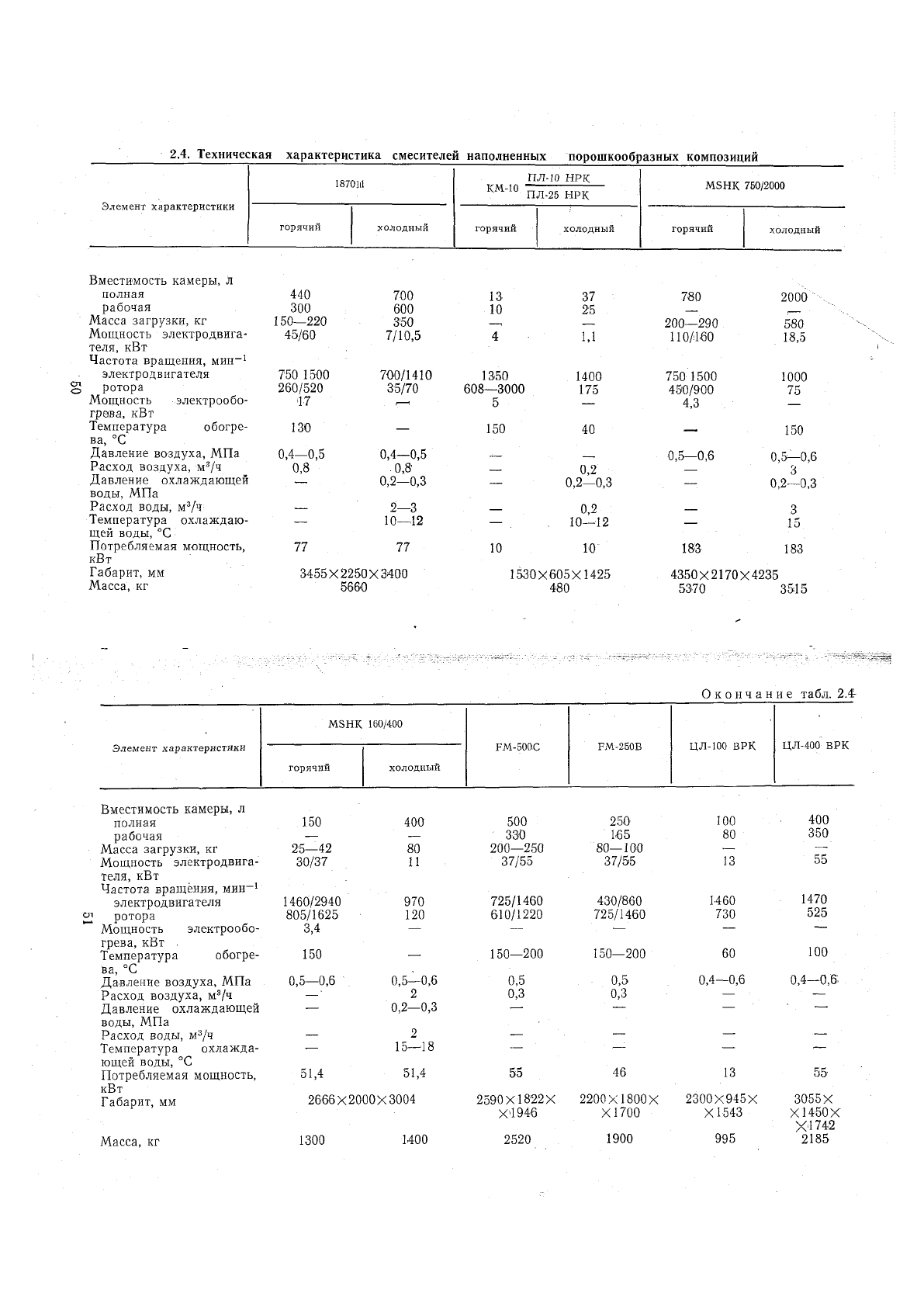
2.4. Техническая характеристика смесителей наполненных порошкообразных композиций
Элемент характеристики
1870111
ПЛ-10 НРК
КМ
"
Ш
ПЛ-25 НРК
М5НК 750/2000
Элемент характеристики
горячий
холодный
горячий
холодный горячий
холодный
Вместимость камеры, л
полная
рабочая
Масса загрузки, кг
Мощность электродвига-
теля, кВт
Частота вращения, мин
-1
электродвигателя
§ ротора
Мощность электрообо-
грева, кВт
Температура обогре-
ва, °С
Давление воздуха, МПа
Расход воздуха, м
3
/ч
Давление охлаждающей
воды, МПа
Расход воды, м
3
/ч
Температура охлаждаю-
щей воды, °С
Потребляемая мощность,
кВт
Габарит, мм
Масса, кг
440
300
150—220
45/60
750 1500
260/520
17
130
0,4—0,5
0,8
77
700
600
350
7/10,5
700/1410
35/70
0,4—0,5
.0,8'
0,2—0,3
2-
10-
-3
-12
77
13
10
1350
608—3000
5
150
37
25
1,1
1400
175
40
3455X2250X3400
5660
— 0,2
— 0,2—0,3
— 0,2
— . 10—12
10 10
1530 X 605X1425
480
780
200—290
110/160
750 1500
450/900
4,3
0,5—0,6
183
2000
580
18,5
1000
75
150
0,5—0,6
3
0,2—0,3
3
15
183
4350X2170X4235
5370 3515
Окончание табл. 2.4г
М5НК
160/400
Элемент характеристики
РМ-500С
РМ-250В
ЦЛ-100 ВРК
ЦЛ-400 ВРК
горячий холодный
Вместимость камеры, л
полная
рабочая
Масса загрузки, кг
Мощность электродвига-
теля, кВт
Частота вращения, мин
-1
электродвигателя
01
ротора
** Мощность электрообо-
грева, кВт
Температура обогре-
ва, °С
Давление воздуха, МПа
Расход воздуха, м
3
/ч
Давление охлаждающей
воды, МПа
Расход воды, м
3
/ч
Температура охлажда-
ющей воды, °С
Потребляемая мощность,
кВт
Габарит, мм
Масса, кг
150
25—42
30/37
1460/2940
805/1625
3,4
150
0,5—0,6
51,4
400
80
11
970
120
0,5—0,6
2
0,2—0,3
2
15—18
51,4
2666X2000X3004
500
330
200—250
37/55
725/1460
610/1220
150—200
0,5
0,3
55
1300
1400
2590 XI822 X
Х1946
2520
250
1-65
30—100
37/55
430/860
725/1460
150—200
0,5
0,3
46
2200 XI800 X
XI700
1900
100
80
13
1460
730
60
0,4—0,6
13
2300Х945Х
XI543
995
400
350
55
1470
525
100
0,4—0,6
55
3055Х
X1450 X
Х>1742
2185
горячего смесителя осуществляется от двухскоростного электродвигате-
ля посредством клиноременной передачи. Вал холодного смесителя
приводится от электродвигателя через клиноременную передачу и спе-
циальный червячный редуктор. Температура горячего смесителя поддер-
живается с помощью циркулирующего теплоносителя (воды или гли-
церина), нагрев которого происходит в электрическом теплообменнике.
Холодный смеситель охлаждается проточной водой, омывающей рубаш-
ку, внутренние полости крыльчатки и холодильника. Очистка от пыли
воздуха, выдавливаемого из смесителя при загрузке, производится в
фильтрующих рукавах, установленных на крышке. Система автоматиче-
ского регулирования обеспечивает поддержание заданных скоростных,
температурных и временных параметров. Предусмотрено ручное, авто-
матическое и программное управление.
Устройство одностадийного смесителя аналогично устройству горя-
чего смесителя.
Изготовитель смесителей 187 001 —киевское ПО «Большевик» и
Бахмачский завод химического машиностроения; КМ-10, ЦЛ-100,
ЦЛ-400 — Димитровградский завод химического машиностроения;
М5НК — фирма «Пласттехник» (ГДР); РМ-500С и РМ-250В — фирма
«Митсуи» (Япония).
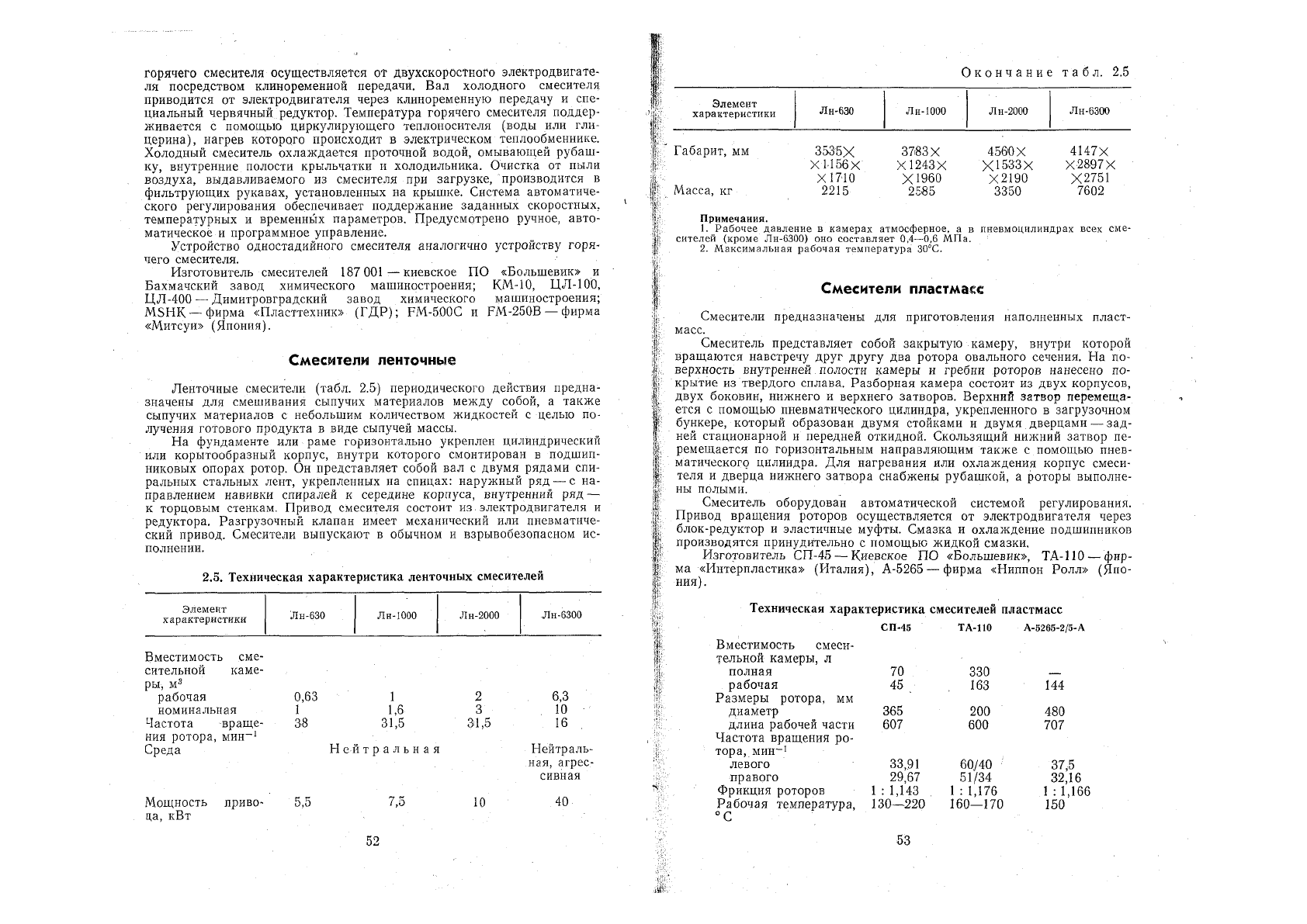
Смесители ленточные
Ленточные смесители (табл. 2.5) периодического действия предна-
значены для смешивания сыпучих материалов между собой, а также
сыпучих материалов с небольшим количеством жидкостей с целью по-
лучения готового продукта в виде сыпучей массы.
На фундаменте или раме горизонтально укреплен цилиндрический
или корытообразный корпус, внутри которого смонтирован в подшип-
никовых опорах ротор. Он представляет собой вал с двумя рядами спи-
ральных стальных лент, укрепленных на спицах: наружный ряд — с на-
правлением навивки спиралей к середине корпуса, внутренний ряд —
к торцовым стенкам. Привод смесителя состоит из электродвигателя и
редуктора. Разгрузочный клапан имеет механический или пневматиче-
ский привод. Смесители выпускают в обычном и взрывобезопасном ис-
полнении.
2.5. Техническая характеристика ленточных смесителей
Элемент
характеристики
Лн-630 Лн-1000
Лн-2000
Лн-6300
Вместимость сме-
сительной каме-
ры, м
3
рабочая 0,63 1 2 6,3
номинальная 1 1,6 3 .10
Частота враще- 38 31,5 31,5 16
ния ротора, мин
-1
Среда Нейтральная Нейтраль-
ная, агрес-
сивная
Мощность приво- 5,5 7,5 10 40
ца, кВт
52
Окончание табл. 2.5
Элемент
характеристики
Лн-630 Л и-1000 Лн-2000 Лн-6300
Габарит, мм
Масса, кг
3535Х
ХМ56Х
X 1710
2215
3783 X
XI 24.3 X
X1960
25-85
4560Х
X1533 X
Х2190
3350
4147Х
X 28.97 X
Х2751
7602
Примечания.
1. Рабочее давление в камерах атмосферное, а в пневмоцилиндрах всех сме-
сителей (кроме Лн-6300) оно составляет 0,4—0,6 МПа.
2. Максимальная рабочая температура 30°С.
Смесители пластмасс
Смесители предназначены для приготовления наполненных пласт-
масс.
Смеситель представляет собой закрытую камеру, внутри которой
вращаются навстречу друг другу два ротора овального сечения. На по-
верхность внутренней полости камеры и гребни роторов нанесено по-
крытие из твердого сплава. Разборная камера состоит из двух корпусов,
двух боковин, нижнего и верхнего затворов. Верхний затвор перемеща-
ется с помощью пневматического цилиндра, укрепленного в загрузочном
бункере, который образован двумя стойками и двумя дверцами — зад-
ней стационарной и передней откидной. Скользящий нижний затвор пе-
ремещается по горизонтальным направляющим также с помощью пнев-
матического цилиндра. Для нагревания или охлаждения корпус смеси-
теля и дверца нижнего затвора снабжены рубашкой, а роторы выполне-
ны полыми.
Смеситель оборудован автоматической системой регулирования.
Привод вращения роторов осуществляется от электродвигателя через
блок-редуктор и эластичные муфты. Смазка и охлаждение подшипников
производятся принудительно с помощью жидкой смазки.
Изготовитель СП-45 — Киевское ПО «Большевик», ТА-110 —фир-
ма «Интерпластика» (Италия), А-5265 — фирма «Ниппон Ролл» (Япо-
ния).
Техническая характеристика смесителей пластмасс
Вместимость смеси-
тельной камеры, л
полная
рабочая
Размеры ротора, мм
диаметр
длина рабочей части
Частота вращения ро-
тора, мин
-1
левого
правого
Фрикция роторов
Рабочая температура,
СП-45
70
45
365
607
33,91
29,67
1 : 1,143
130—220
ТА-110
330
163
200
600
60/40
51/34
1 : 1,176
160—170
А-5265-2/5-А
144
480
707
37,5
32,16
1 : 1,166
150
53

Максимальное удель-
ное давление на
смесь, МПа
Продолжительность
цикла смешения, мин
Давление *, МПа
пара
охлаждающей воды
Мощность главного
электродвигателя, кВт
Габарит, мм
Масса, кг
0,165
-20
1,1
0,4
125
5420 X
Х2020Х
Х3980
17 475
1Д
0,4
600
7300 X
Х4000Х
Х4952
30 000
0,25
3-7
0,6
0,3
300
9500 X
Х1690Х
Х5190
40 590
* Давление сжатого воздуха 0,6 МПа.
Смесители вертикально-роторные
Смесители предназначены для приготовления ПВХ-паст и других
пастообразных материалов.
Смеситель (рис. 13) представляет собой цилиндрический вертикаль-
ный сосуд с рубашкой для обогрева горячей водой, установленный на
полую тумбу, которая в свою очередь опирается на фундаментную пли-
ту. В сосуде на вертикальном валу размещен ротор, состоящий из двух
спиральных лопастей, цилиндрической или конической чаши и двухло-
пастной мешалки. На траверсе, укрепленной в верхней части сосуда соос-
но с ротором, установлена в подшипниках рамка, на одной стороне
которой находится скребок для очистки стенок сосуда, на другой —
лопасть привода движения скребка. На валу рамки укреплен шкив ко-
лодочного тормоза, регулирующий скорость движения скребка. Привод
вращения ротора осуществляется от электродвигателя через цилиндри-
ческий редуктор и пару конических шестерен. Загрузку компонентов
смеси производят через люк,, расположенный в верхней части смесите-
ля, а выгрузку смеси — через нижний люк с затвором.
10 11 12 /4 15 1Ь
Рис. 13. Вертикально-ро-
торный смеситель:
I — электродвигатель; 2 —
редуктор; 3 — смесительный
сосуд; 4 — спиральная ло-
пасть; 5 — лопасть привода
вращения рамки со скребка-
•20 Ли; 6 — скребок; 7 — рубаш-
ка обогрева; 8 — рамка; 9 —
траверса; 10 — вал рамки;
II — подшипник; 12 — тор-
мозной шкив; 13 — тормоз-
ная колодка; 14 — винт при-
жима тормоза; 15— гайка;
16 — маховик; 17 — скребок;
18 — лопасть мешалки; 19 —
цилиндрическая или кониче-
ская чаша; 20 — вал спи-
2ч ральной лопасти; 21 — уплот-
нение; 22 — люк выгрузки;
.23 — тумба; 24 ~ основание
54
Спиральные лопасти, двигаясь по дну сосуда, перемешивают смесь,
захватывают и продавливают ее через окна конической чаши, враща-
ющейся вместе с лопастями. Далее смесь переливается через борта ча-
ши в сосуд. Под действием вращающейся смеси вращается и рамка с
лопастью и скребком, который очищает стенки сосуда. Частота вращения
рамки регулируется тормозом. Перемешивание в смесителях данного
типа медленное, малоинтенсивное.
Изготовитель смесителей ВР-250 и П-500 — Калининский комбинат
искусственных кож, ЦВ-630 — Димитровградский завод химического ма-
шиностроения.
Техническая характеристика вертикально-роторных
смесителей
ВР-250
П-500
ЦВ-630
Вместимость сосуда, л
10/7 600
1000
Объем компонентов, л
300
450
630
Частота вращения ро- 250
44 164; 90; (
тора, мин
-1
90/45
17
Мощность электро-
*
13
17
двигателя, кВт
Габарит, мм
1640Х
1295Х
1852Х Габарит, мм
Х1405Х
X1935X X1392X
X1500
X1950
Х.2220
Масса, кг
1350
2515
2645
Смесители планетарные
Смесители (табл. 2.6) предназначены для приготовления паст из
эмульсионного ПВХ и вакуумирования пасг.
На коробчатом (сварном или литом) основании смесителя (рис. 14)
устанавливаются одна или две полых стойки. В них телескопически кре-
пятся соответственно один или два штока, на которых смонтирован кор-
пус смесителя. В передней части корпуса находится планетарная голов-
ка с редуктором, в задней части — электродвигатель привода. Пла-
нетарная головка состоит из неподвижного солнечного зубчатого коле-
са, водила, укрепленного в подшипниках корпуса головки, и планетар-
ных колес, смонтированных в подшипниках водила и находящихся в
зацеплении с солнечным колесом. На валах планетарных колес располо-
жены смесительные лопасти. Они совершают одновременно два движе-
ния: вращение вокруг своей оси и вместе с водилом — вокруг оси пла-
нетарной головки. К водилу, кроме этого, крепится нож для очистки
стенок сосуда, а к корпусу головки — зонтообразная крышка. Смеси-
тельный сосуд обычно выполняется передвижным на колесах.
Подъем и опускание планетарной головки осуществляется с помо-
щью механического или гидравлического устройства. Механическое
устройство состоит из электродвигателя, редуктора и подъемного винта
с гайкой, гидравлическое — из одного или двух силовых цилиндров, раз-
мещенных в стойках смесителя. В этом случае смеситель комплектует-
ся гидравлическим агрегатом. Существуют смесители со стационарным
корпусом и перемещаемым по высоте смесительным сосудом. Для ва-
куумирования смесей смеситель может комплектоваться вакуум-насо-
сом.
Изготовитель смесителей ПМ-2М и МПВ-500 — Калининский комби-
нат искусственных кож, ПЛ-5 и ПЛ-25 — Димитровградский завод хи-
мического машиностроения, М-500 — фирма «Драйсверк» (ФРГ).
55
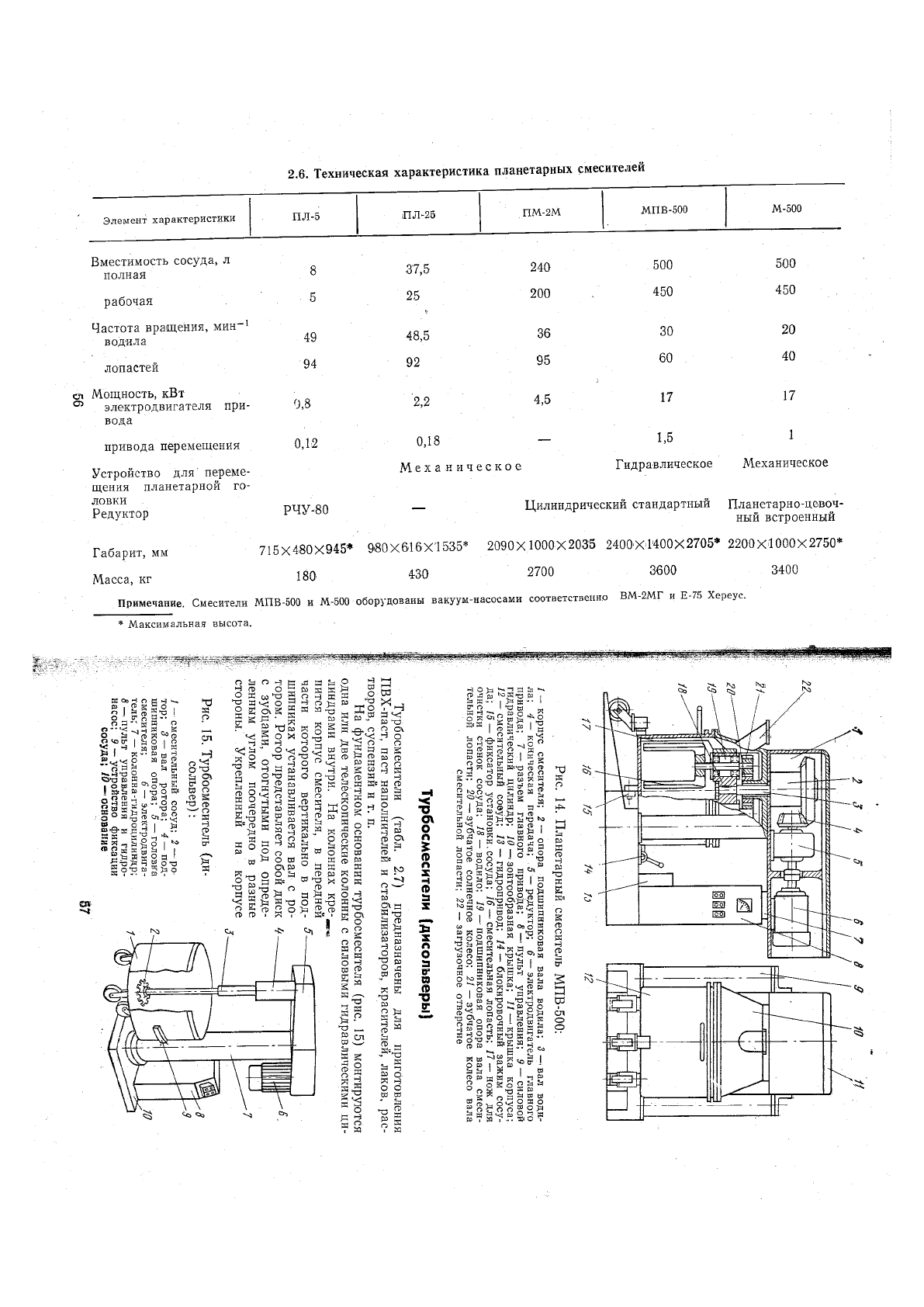
2.6. Техническая характеристика планетарных смесителей
Элемент характеристики
ГТЛ-5
ПЛ-25
ПМ-2М
МПВ-500
М-500
Вместимость сосуда, л
полная
рабочая
Частота вращения, мин
-1
водила
лопастей
49
94
37,5
25
48,5
92
240
200
36
95
500
450
30
60
500
450
20
40
сп Мощность, кВт
05
электродвигателя при-
вода
привода перемещения
Устройство для переме-
щения планетарной го-
ловки
Редуктор
0,8
0,12
2,2
0,18
Механическое
4,5
17
1,5
17
Гидравлическое Механическое
РЧУ-80 Цилиндрический стандартный Планетарно-цевоч-
ный встроенный
Габарит, мм 715X480X945* 980X616X1535* 2090X1000X2035 2400X4400X2705* 2200X1000X2750*
Масса, кг 180 430 2700 3600 3400
Примечание. Смесители МПВ-500 и М-500 оборудованы вакуум-насосами соответственно ВМ-2МГ и Е-75 Хереус.
* Максимальная высота.
(И Л ш
К
та
Р
ь
^ г;
. ь 5..
ь „
г о
"О
о\
О
О
№
о
X
Н1
№
3
За
X
п
О
а
0
я
я
№
"О
г
- ~
та
р
I
Й
а
"
. |
®
§» I и
~ о К ^ а ^ х
|88|йI58
о О
0>
» н
5 ьоо^,
К См^
" о " о Д
!• я-
й
та 2а ^
и
<5
|
ш
Я I
§ | К 2 о
•з
ы
.
о
о- СО
о .
&4 '
-
I
о ° и 2 I
я
Я>
о О
о. -
1
Я
<< К
о '
"Я «ЙЙяЯ
к
й ё 5
1
- •
Н5
.. . о У
М
8
со
§ § § 5 "
2
?.
§ §
|
Ё
й
я а
—
г
а
V
-
л ^
851**8'
И Я
Я
5
»
Еа
1
»
^«Й
а
О
м
я
Я
^ 1В
м
^
Iаё
13
К
ы
к
и И--5 я
•о
Я
Е
»
ООО
я
I У- О
о ^
1
2
В
я
Я I •Й'Й
а
Ш сз
й м
о> ж
о •
ю
Р
1а
с
о-йоЗ
1
®
и а
•
В ы
а ь
1
я I в
о
(1)
и
Я К
!
1®
та 3 »„
2 ^ о я « я м
ягЯлояо
ео о»о»
§ я а I
5
» §« о ?