Fahim M.A., Sahhaf T.A., Elkilani A.S. Fundamentals of Petroleum Refining
Подождите немного. Документ загружается.

10.7. What is the maximum yield of a pentane-free alkylate that can be
produced from 80,000 BPD of isobutane and 2000 BPD propylene,
4000 BPD of butylene and 2000 BPD amylene?
10.8. Make UNISIM simulation as in the case of example E10.4, assuming
the following olefin composition as mol%.
nC
4
iC
4
iC
¼
4
C
3
iC
4
5405023
REFERENCES
Amico, V. D., Gieseman, J., Brockhoven, E., Rooijen, E., and Nousiainen, H. (2006). The
AlkyClean alkylation process – New technology eliminates liquid acids. NPRA Pub-
lications #AM-06–41, 104th NPRA Annual Meeting, Salt Lake City, Utah, USA.
Edgar, T. F., and Himmelblau, D. M. (1988). ‘‘Optimization of Chemical Processes.’’
McGraw Hill, New York.
Gary, J. H., and Handwerk, G. E. (1994). ‘‘Petroleum Refining Technology and Econom-
ics.’’ Marcel Dekker, New York.
Kranz, K., and Graves, D. (1988). Olefin interaction in sulfuric acid catalyzed alkylation.
215th National Meeting, American Chemical Society (Division of Petroleum Chemis-
try), Dallas, TX.
Rase, H. F. (1977). ‘‘Chemical Reactor Design for Process Plants,’’ vol. 1. Wiley-Interscience,
New York.
UNISIM Design Suite R370, Honeywell Process Solutions, Calgary, Alberta, Canada.
Zhorov, Yu. M. (1987). ‘‘Thermodynamics of Chemical Processes.’’ MIR publisher,
Moscow.
Alkylation 283
CHAPTER ELEVEN
Hydrogen Production
11.1. Introduction
The increasing demand for clean fuels will be a strong incentive to
build new refineries with greater conversion and treating capacity. Hydro-
gen is needed for the conversion processing of heavy petroleum fractions
into lighter products and for removing sulphur, nitrogen and metals from
many petroleum fractions. The demand for hydrogen in refineries will also
depend on the quality of the processed crude oil. Heavier crude oils will
necessitate more demand for hydrogen. The stringent specifications of
product quality will also increase hydrogen demand. Synthesis gas, as a
mixture of hydrogen, carbon oxides and nitrogen, is also produced in
large quantities from the manufacture of ammonia or methanol.
11.2. Hydrogen Requirements in Modern
Refineries
Hydrogen consumption is the result of the chemical reaction of
hydrogen with the petroleum fractions, ranging from naphtha to vacuum
residue in the following processes (Bourbonneux, 2001):
Hydrotreating of the various cuts ranging from naphtha to heavy
vacuum gas oil, to remove sulphur, nitrogen and metals. Consumption
of hydrogen ranges from 0.6 kg (1.32 lb) H
2
per ton (2204 lb) of light
distillates to 10 kg (22 lb) H
2
per ton for vacuum distillates.
Hydrocracking and hydroconversion of gas oil and heavier feedstocks
to produce light products. The consumption depends on the quality of
the feed and the severity of the process and ranges between 15 and
35 kg (33 and 77 lb) of hydrogen per ton of feed.
It is important to note that these processes require hydrogen of high purity
(over 99% purity) and at high pressure to meet process and economic
requirements.
Fundamentals of Petroleum Refining
#
2010 Elsevier B.V.
DOI: 10.1016/ B978-0-444-52785-1.00011-5 All rights reserved.
285
11.3. Steam Reforming
11.3.1. Flow Process
The production of hydrogen from light hydrocarbons can be done through
two process schemes. The old scheme involves the following stages:
Steam reforming to produce synthesis gas, a mixture of hydrogen and
carbon monoxide.
Conversion of CO to CO
2
with steam. This is done in two stages, a
high-temperature shift converter (HTSC) and a low-temperature shift
converter (LTSC).
The hydrogen rich gas is purified by a CO
2
removal unit where a hot
potassium carbonate or amine solution absorbs the CO
2
.
A methanator converts the remaining CO and CO
2
into methane and
water.
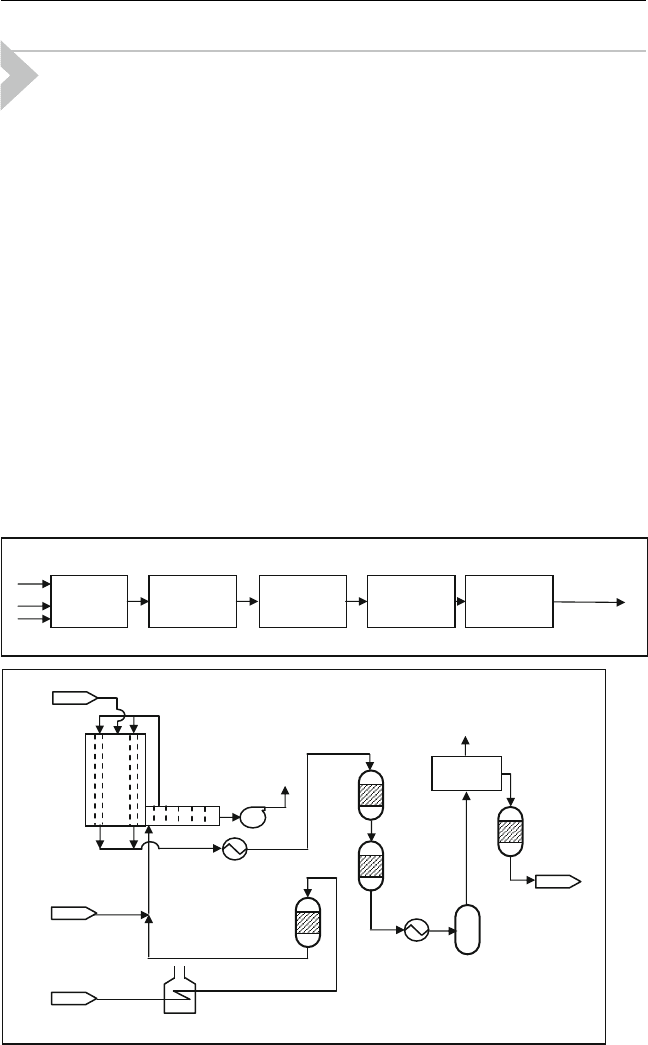
The final hydrogen purity ranges between 95 and 98%. Figure 11.1 shows
the process flow diagram.
Heat
Integration
Steam
Methane
Reformer
Fuel
Methanation
Steam
Natural Gas
Desulfurization
Steam
Generation
CO
2
HTSC
LTS C
Fired Heater
Hydrogen
CO
2
Removal
Reformer
High
Temperature
shift
Low
Temperature
shift
CO
2
Wash
System
Methanator
Feed
Steam
Fuel
Hydrogen
98 vol%
Figure 11.1 Steam reforming with CO
2
absorber and methanator
286 Chapter 11

The newer process scheme differs from the old scheme in CO
2
removal
technology. The steps involved in this scheme are as follows:
Steam reforming to produce synthesis gas, a mixture of hydrogen and
carbon monoxide.
Conversion of CO to CO
2
with steam. This is done in one-stage shift
converter.
A pressure swing adsorption (PSA) unit is used to selectively separate
CO
2
through membranes, thus purifying the hydrogen rich product
gas stream.
The final product gas is typically 99.9% hydrogen. The higher hydro-
gen purity is beneficial to the downstream hydrotreating units since it
increases the hydrogen partial pressure, lowers the recycle flow, lowers
compression costs and increases catalyst life. Figure 11.2 shows the process
flow diagram.
PSA
Unit
Steam
Methane
Reformer
Fuel
Steam
Natural Gas
Desulfurization
Steam
Generation
HTSC
Hydrogen
Heat
Integration
Reformer
High
Temperature
shift
PSA
Unit
Feed
Steam
Fuel
Hydrogen
99.9 vol%
Figure 11.2 Steam reforming with pressure swing ads orber
Hydrogen Production 287

Details regarding these process schemes will be presented. In any case,
since the unit uses catalysts, the feed may contain compounds which can act
as poisons to these catalysts. A feed purification step is necessary.
11.3.2. Feed Preparation
The feed to the steam reforming unit is light hydrocarbon streams from the
various refinery processes (C
3
to C
7
). These streams may contain poisons to
the nickel catalyst. Poisons are sulphur compounds such as hydrogen sul-
phide and mercaptans, and halogenated compounds such as chlorides.
Therefore, feed preparation involves the hydrogenation of organic sulphur
and chloride into H
2
S and HCl respectively, in the presence of a Co–Mo
hydrotreating catalyst at 350–400
C (662–752
F). The hydrogen sulphide
is then adsorbed in a ZnO bed. The treated feed should contain 0.1 ppm
sulphur or less, and the chloride content should be limited to 0.5 ppm.
11.3.3. Steam Reforming Reactions
This process produces hydrogen by the chemical reaction of methane
and other light hydrocarbons with steam at temperatures of 820–880
C
(1508–1616
F) and pressures of 20–25 bar (294–368 psi). The catalyst is
nickel on alumina support. The feed of light hydrocarbons, mainly methane,
is fed to the steam reforming reactor which is essentially tubes filled with a
nickel catalyst passing through a furnace. The feed is heated to 540–580
C
(1004–1076
F) by passing it through the convection section of the furnace.
The feed is converted to synthesis gas which is a mixture of H
2
, CO,
CO
2
,CH
4
and H
2
O by reaction with excess steam in the radiation section
of the furnace. The steam to carbon molar ratio is between 2.5 and 5
(Bourbonneux, 2001).
The reforming reactions are essentially equilibrium reactions meaning
that the conversion with the aid of the nickel catalyst approaches the
maximum conversion that can be achieved at the reaction temperature
and pressure. Therefore, in addition to the catalytic activity of the catalyst,
the reaction temperature and pressure, as well as the amount of steam used,
will have a great effect on the quality of the hydrogen stream produced from
the unit. The main equilibrium reactions are:
CH
4
þ H
2
O
!
CO þ 3H
2
;
DH ¼þ206 kJ=mol; DG
298
¼58:096 kJ=mol
ð11:1Þ
CO þ H
2
O
!
CO
2
þ H
2
;
DH ¼41 kJ=mol; DG
298
¼28:606 kJ=mol
ð11:2Þ
CH
4
þ 2H
2
O
!
CO
2
þ 4H
2
;
DH ¼þ165 kJ=mol; DG
298
¼ 113:298 kJ=mol
ð11:3Þ
288 Chapter 11

The first reaction is highly endothermic (DH
∘
298
¼ 206 kJ= mol) whereas
the carbon monoxide conversion is moderately exothermic (DH
∘
298
¼
41 kJ=mol). For light hydrocarbons other than methane, the reforming
reaction becomes:
C
n
H
m
þ nH
2
O
!
nCO þ
m þ 2n
2
H
2
ð11:4Þ
This reaction occurs through the conversion of the light hydrocarbons to
methane followed by the methane reforming reaction. Overall, the reform-
ing reaction (11.4) is also endothermic.
11.3.4. Thermodynamics of Steam Reforming
The steam reforming of methane consists of two reversible reactions: the
strongly endothermic reforming reaction (11.1) and the moderately exo-
thermic water-gas shift reaction (11.2). Due to its endothermic character,
reforming is favoured by high temperature. Also, because reforming is
accompanied by a volume expansion, it is favoured by low pressure. In
contrast, the exothermic shift reaction is favoured by low temperature,
while unaffected by changes in pressure.
Increasing the amount of steam will enhance the CH
4
conversion, but
requires an additional amount of energy to produce the steam. In practice,
steam to carbon ratios (S/C) around 2.5–5 are applied. This value for S/C
will also suppress coke formation during the reaction.
In calculating the thermodynamic yields, we can apply the standard
chemical reaction equilibrium methods which involve calculating the equi-
librium constant in the gas phase (K
p
) and then solving to obtain the
hydrogen yield. Since reforming involves multi-reactions, the method of
minimization of the total Gibbs energy at equilibrium is appropriate in this
case. In this method, we only specify the species involved in the reactions
(reactants and products) and their initial or inlet amounts without necessar-
ily specifying the actual reactions. The total Gibbs energy of the reaction
mixture is given by (Elliot and Lira, 1999):
G ¼
X
n
i
G
i
and
G
i
RT
¼
G
i
RT
þ ln y
i
þ ln P ð11:5Þ
The standard Gibbs energy G
i
is given by Gibbs energy of formation at the
reaction temperature and at the standard pressure of 1 bar (14.7 psia).
G
i
RT
¼
DG
o
f ;i
RT
ð11:6Þ
The standard Gibbs energy is obtained for each compound from DG
∘
f ;298
and corrected for the temperature of the reaction.
Hydrogen Production 289
The minimization of the total Gibbs energy of the reaction system is
performed, subject to certain constraints which must be satisfied. These
constrains are the atomic balances. This means that the number of moles of
each atom in the feed must equal the number of moles of that atom in all
species at equilibrium. The atomic balances are:
O-balance: 2n
CO
2
þ n
CO
þ n
H
2
O
¼ n
feed
H
2
O
ð11:7Þ
H-balance: 4n
CH
4
þ 2n
H
2
þ 2n
H
2
O
¼ 4n
feed
CH
4
þ 2n
feed
H
2
O
ð11:8Þ
C-balance: n
CH
4
þ n
CO
2
þ n
CO
¼ n
feed
CH
4
ð11:9Þ
The minimization process is performed using Solver in the Excel spread-
sheet. The temperature and pressure of the reaction as well as the
steam-to-methane ratio are entered. A typical example of Gibbs minimiza-
tion is shown in Example E11.1.
Example E11.1
Feed containing 1 mol CH
4
and 3 mol of H
2
O enters a steam reformer at 40 bar
and 1073 K. Calculate the composition of the product on a dry basis.
The standard Gibbs free energies of the components are given in the table
below
Component G
i
/RT
CH
4
3.193
CO
2
44.375
CO 23.164
H
2
0.0
H
2
O 21.146
Solution:
Based on the steam-to-methane ratio, the moles of O, H and C atoms are
calculated from equations (11.7)–(11.9). Initial guess is inserted for the number
of moles of each component in the product stream. Based on this guess, compo-
sition is calculated and the Gibbs free energy is calculated from equation (11.5).
The total Gibbs free energy is then summed up. The Excel Solver is used to
minimize the total Gibbs free energy cell by changing the number of moles
which was initially guessed with the constraints of:
O-bal: n
H
2
O
¼ 3
H-bal: 4n
CH
4
þ 2n
H
2
O
¼ 4ð1Þþ2ð3Þ¼10
C-bal: n
CH
4
¼ 1
Figure E11.1 shows the results.
290 Chapter 11
Example E11.2
For a reformer feed of methane and steam at a ratio of 2.5 mol of H
2
O to 1 mol
CH
4
and at 20 bar, study the effect of the reaction temperature on the hydrogen
purity on dry basis in the range 800–900
C. If the reaction temperature is
850
C, study the effect of the steam-to-methane ratio in the range 2–5.
Solution:
Using the Excel spreadsheet, vary the temperature and use the solv er to get the
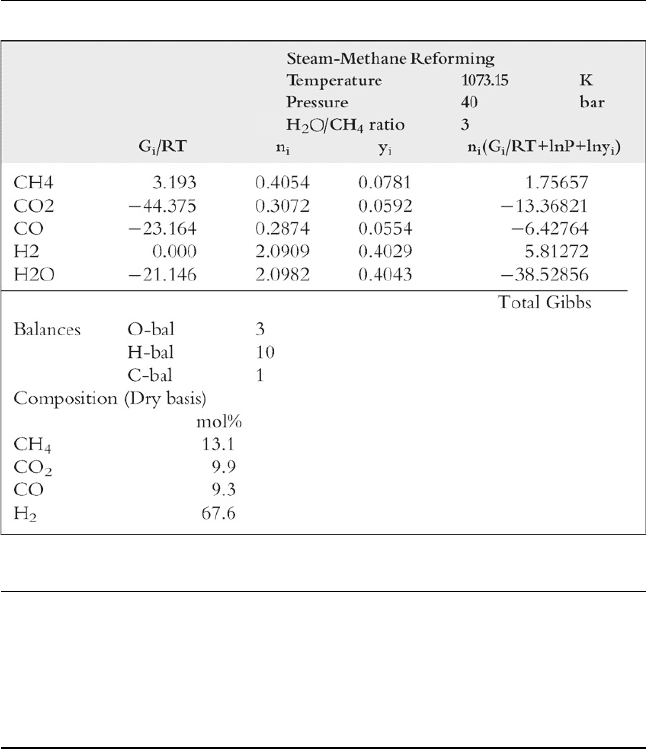
equilibrium yield. The results are plotted in Figure E11.2.1. As temperature
increases, the hydrogen purity increases.
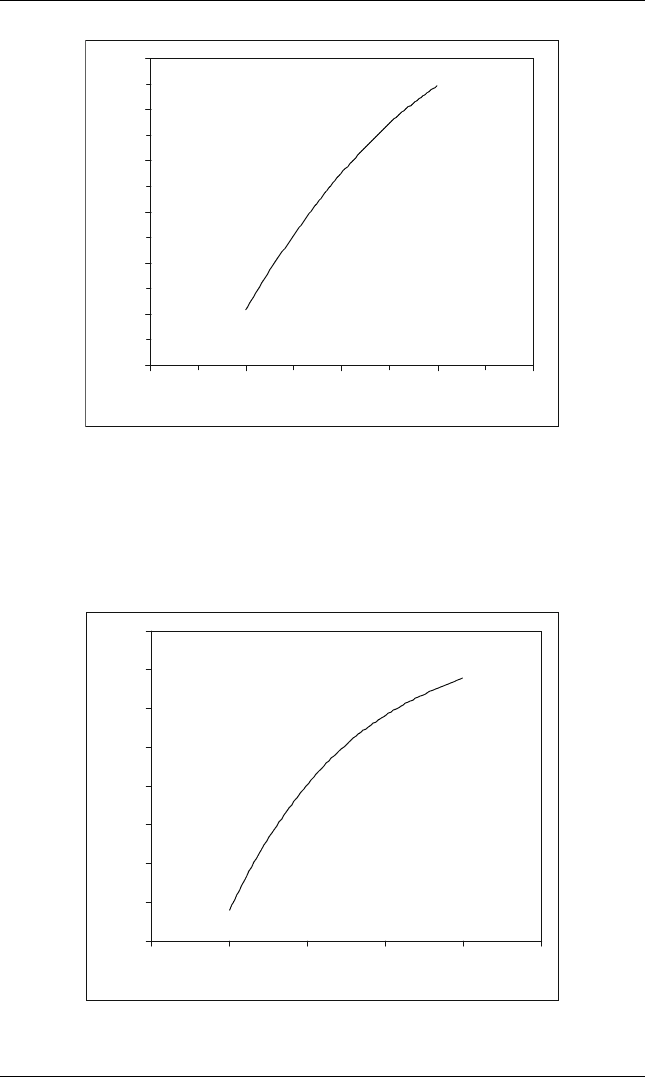
Figure E11.2.2 shows the effect of the H
2
O/CH
4
ratio at 850
C and 20 bar.
As this ratio increases, the equilibrium conversion increases and the hydrogen
purity increases.
Figure E11.1 The reforming reactions spreadsheet
Hydrogen Production 291
70
71
72
73
74
75
76
77
78
123456
Steam to Carbon ratio
Hydrogen mol %
Figure E11.2.2 Effect of feed H
2
O/CH
4
ratio on equilibrium hydrogen purity at 850
C
and 20 bar
69
70
71
72
73
74
75
750 800 850 900 950
Temperature, ⬚C
Hydrogen mol %
Figure E11.2.1 Effect of reforming reaction temperature on hydrogen purity at 20 bar
and 2.5 H
2
O/CH
4
ratio
292 Chapter 11

11.3.5. Operating Variables (Crew and Shumake, 2006)
11.3.5.1. Steam to Carbon Ratio
The steam to carbon ratio is the ratio of moles of steam to moles of carbon in
the reformer feed. It is obtained by dividing the molar flow rates of steam
and feed. The reformer feed must contain sufficient steam to avoid thermal
cracking of the hydrocarbons and coke formation. An excess of steam (over
the stoichiometric ratio) is usually used. The higher the steam to carbon
ratio, the lower the residual methane will be for a given reformer outlet
temperature. Hence, less fuel energy is required in the furnace. The design
steam to carbon is typically 3.0 with a range between 2.5 and 5.0.
11.3.5.2. Reformer Inlet Temperature
Since the reforming reaction is endothermic, it is favoured by high temper-
ature. The reformer catalyst tube inlet temperature is maintained at 540–
580
C (1004–1078
F). The hydrocarbon steam feed is preheated by the
hot flue gas in the waste heat recovery (convection) section of the furnace.
A higher inlet temperature decreases the amount of fuel required to supply
heat to the reaction tubes and decreases the number of tubes and the size of
the furnace. Utilization of the hot flue gas to reheat the feed increases the
energy efficiency of the process and decreases the steam generation in the
waste heat recovery section.
11.3.5.3. Reformer Outlet Temperature
The reformer outlet temperature is the most important process variable that
determines the purity of the hydrogen product. The higher the reformer
outlet temperature the lower will the residual methane be (higher hydrogen
purity) for a given feed rate and steam to carbon ratio. The upper limit of
the outlet temperature is governed by the design maximum tube skin
temperature which is 1093
C (2000
F). High-temperature operation is
not necessarily the most economic method taking into consideration the
amount of fuel to be burned for an increase in purity. The reformer has been
designed for normal operation at outlet temperature in the range of
820–880
C (1508–1616
F). The lower feed gas rate will lower the
required reformer outlet temperature for the same hydrogen purity. Simi-
larly, the higher steam to carbon ratio will lower the required reformer
outlet temperature for the same hydrogen purity.
11.3.5.4. Reaction Pressure
In the reforming reaction, the volume of the products is three times higher
than the volume of reactants. Therefore, at a fixed temperature and steam to
carbon ratio, lower pressure favours the equilibrium of the reaction.
The design outlet pressure of the reformer is in the range 20–25 bar
(294–368 psia). The operating pressure of the heater is not fixed locally.
Hydrogen Production 293