Есаулов В.Н., Чернета С.Г. Оперативно-календарное планирование и диспетчирование
Подождите немного. Документ загружается.


31
3.4. Разработка цикловых графиков изготовления изделий
Производственным циклом изготовления той или иной машины
или ее отдельного узла (детали) называется календарный период време-
ни, в течение которого этот предмет труда проходит все стадии произ-
водственного процесса от первой производственной операции до сдачи
(приемки) готового продукта включительно. Сокращение цикла дает
возможность каждому производственному подразделению (цеху, участ-
ку) выполнить заданную программу с меньшим объемом незавершенно-
го производства. Это значит, что предприятие получает возможность
ускорить оборачиваемость оборотных средств, выполнить установлен-
ный план с меньшими затратами этих средств, высвободить часть обо-
ротных средств.
Производственный цикл состоит из двух частей: из рабочего пе-
риода, т. е. периода, в течение которого предмет труда находится непо-
средственно в процессе изготовления, и из времени перерывов в этом
процессе. Рабочий период состоит из времени выполнения технологиче-
ских и нетехнологических операций; к числу последних относятся все
контрольные и транспортные операции с момента выполнения первой
производственной операции и до момента сдачи законченной продук-
ции.
Структура производственного цикла (соотношение образующих его
частей) в различных отраслях машиностроения и на разных предприяти-
ях неодинакова. Она определяется характером производимой продук-
ции, технологическим процессом, уровнем техники и организации про-
изводства. Однако, несмотря на различия в структуре, возможности со-
кращения длительности производственного цикла заложены как в со-
кращении рабочего времени, так и в сокращении времени перерывов.
Опыт передовых предприятий показывает, что на каждой стадии произ-
водства и на каждом производственном участке могут быть обнаружены
возможности дальнейшего сокращения длительности производственно-
го цикла. Оно достигается проведением различных мероприятий как
технического (конструкторского, технологического), так и организаци-
онного порядка.
Осуществление производственных процессов тесно связано с мето-
дами их выполнения. Различают три основных вида организации дви-
жения производственных процессов во времени:
последовательный, характерный для единичной или партионной
обработки или сборки изделий;
параллельный, применяемый в условиях поточной обработки или
сборки;
32
параллельно-последовательный, используемый в условиях прямо-
точной обработки или сборки изделий.
При последовательном виде движения производственный заказ –
одна деталь или одна собираемая машина, или партия деталей – в про-
цессе производства переходит на каждую последующую операцию про-
цесса только после окончания обработки (сборки) всех деталей (машин)
данной партии (серии) на предыдущей операции. В этом случае с опера-
ции на операцию транспортируется вся партия деталей одновременно.
При этом каждая деталь партии машины (серии) пролеживает на каждой
операции сначала в ожидании своей очереди обработки (сборки), а затем
в ожидании окончания обработки (сборки) всех деталей машин данной
партии (серии) по этой операции.
Партией деталей называется количество одноименных деталей, од-
новременно запускаемых в производство (обрабатываемых с одной на-
ладки оборудования). Серией машин называется количество одинаковых
машин, одновременно запускаемых в сборку.
На рисунке 2 представлен график последовательного движения
предметов труда по операциям. Время обработки при последователь-
ном виде движения предметов труда Т
пос
прямо пропорционально числу
деталей в партии и времени обработки одной детали по всем операциям,
т.е. согласно формуле
Т
пос
= Е
t
* n , (5)
где Е
t
– время обработки одной детали по всем операциям в мин;
n – число деталей в партии.
Рис. 2. График последовательного движения предметов труда
При параллельном виде движения обработка (сборка) каждой де-
тали (машины) в партии (серии) на каждой последующей операции на-
чинается немедленно после окончания предыдущей операции, незави-
симо от того, что обработка (сборка) других деталей (машин) в партии
(серии) на данной операции еще не окончена. При такой организации
движения предметов труда несколько единиц одной и той же партии
33
(серии) могут одновременно находиться в обработке (сборке) на разных
операциях. Общая продолжительность процесса обработки (сборки)
партии деталей (серии машин) значительно уменьшается по сравнению
с тем же процессом, выполняемым последовательно. В этом заключает-
ся существенное преимущество параллельного вида движения, позво-
ляющего значительно сократить продолжительность производственного
процесса.
Время обработки (сборки) партии деталей (серии машин) при па-
раллельном виде движения Т
пар
может быть определено по следующей
формуле
Т
пар
= Е
t
+ (n – 1)*r , (6)
где r – такт выпуска, соответствующий в данном случае наиболее про-
должительной операции, мин.
Однако при параллельном виде движения в процессе обработки
(сборки) партии деталей (машин) на некоторых рабочих местах могут
возникать простои людей и оборудования (рис. 3), продолжительность
которых определяется разностью между тактом и длительностью от-
дельных операций процесса. Такие простои неизбежны в том случае, ес-
ли операции, следующие одна за другой, не синхронизированы (не вы-
ровнены по их длительности), как это обычно делается на поточных ли-
ниях. Поэтому практическое применение параллельного вида движения
предметов труда оказывается безусловно целесообразным и экономиче-
ски выгодным при поточной организации производственного процесса.
Рис.3. График параллельного движения предметов труда
Необходимость выравнивания (синхронизации) длительности от-
дельных операций существенно ограничивает возможность широкого
применения параллельного вида движения, что способствует примене-
нию третьего – параллельно-последовательного вида движения предме-
тов труда.
Параллельно-последовательный вид движения предметов труда
характеризуется тем, что процесс обработки деталей (сборки машин)
данной партии (серии) на каждой последующей операции начинается

34
раньше, чем полностью заканчивается обработка всей партии деталей
(сборки машин) на каждой предыдущей операции. Детали передаются с
одной операции на другую частями, транспортными (передаточными)
партиями. Накопление некоторого количества деталей на предыдущих
операциях перед началом обработки партии на последующих операциях
(производственный задел) позволяет избежать возникновения простоев.
Параллельно-последовательный вид движения предметов труда по-
зволяет значительно уменьшить продолжительность производственного
процесса обработки (сборки) по сравнению с последовательным видом
движения. Применение параллельно-последовательного вида движения
экономически целесообразно в случаях изготовления трудоемких дета-
лей, когда длительности операций процесса значительно колеблются, а
также в случаях изготовления малотрудоемких деталей крупными пар-
тиями (например, нормалей мелких унифицированных деталей и т. д.).
При параллельно-последовательном виде движения предметов тру-
да могут быть три случая сочетания длительности операций:
предыдущая и последующая операции имеют одинаковую длитель-
ность (t
1
= t
2
);
длительность предыдущей операции t
2
больше длительности после-
дующей t
3
, т. е. t
2
> t
3
;
длительность предыдущей операции t
3
меньше длительности по-
следующей t
4
, т. е. t
3
< t
4
.
В первом случае передача деталей с операции на операцию может
быть организована поштучно; из соображения удобства транспортиров-
ки может быть применена одновременная передача нескольких деталей
(передаточной партией).
Во втором случае последующая, менее продолжительная операция
может быть начата только после окончания обработки всех деталей на
предыдущей операции, входящих в первую передаточную партию.
На рисунке 5 это имеет место при переходе от первой операции ко вто-
рой.
В третьем случае (на рисунке 4 – переход от 3 к 4-й операции) нет
необходимости накапливать детали на предыдущей операции. Доста-
точно передать одну деталь на последующую операцию и начать ее об-
работку без всякого опасения возможности возникновения простоя.
В этом, как и в первом случае, передаточная партия устанавливается
только из транспортных соображений.
Момент начала работы на каждой следующей операции (рабочем
месте) определяется по графику или путем расчета минимальных сме-
щений с.
35
Минимальное смещение с
2
определяется разностью между дли-
тельностями предыдущей большей операции t
2
и последующей меньшей
операции t
3
, согласно формуле
с
2
= n * t
2
– (n – n
тр
) * t
3
, (7)
где n
тр
– величина передаточной (транспортной) партии, которая для
второго случая сочетания длительности операций определяется из соот-
ношения ñ
1
/t
1
(ñ
1
– минимальное смещение первой операции), во всех
остальных случаях – из условий удобства транспортировки.
Рис.4. График параллельно-последовательного движения предметов
труда
Минимальное расчетное смещение включается в общую продолжи-
тельность производственного процесса Т при сочетании длительности
операции, относящейся ко второму случаю. В первом и третьем случаях
минимальное смещение устанавливается равным времени, необходимо-
му для формирования передаточной партии.
Определяя общую продолжительность производственного процесса
при параллельно-последовательном виде движения предметов труда,
следует учитывать расчетную величину смещения Е
с
Т
пл
= Е
с
+ n * t
к
,
(8)
где t
к
– длительность последней (конечной) операции в данном произ-
водственном процессе.
Пример.
Определить общую продолжительность процесса обработки партии
деталей при различных видах движения, если число деталей в партии n
= 40, а время обработки одной детали (в мин) по операциям составляет:
t
1
= 1,5; t
2
= 1,5; t
3
= 0,5; t
4
= 2,5; такт выпуска r = 2,5 мин.
А. В условиях последовательного вида движения деталей
Е
t
= t
1
+ t
2
+ t
3
+ t
4
= 1,5 + 1,5 + 0,5 + 2,5 = 6,0;
Т
пос
= E
t
* n = 6,0 * 40 = 240 мин = 4 ч.
Б. В условиях параллельного вида движения деталей
Т
пар
= E
t
+ r * (n – 1) = 6,0 +2,5 * (40 – 1) = 103,5 мин, или 1,725 ч.
36
В. В условиях параллельно-последовательного вида движения де-
талей
Т
п.п
= Е
с
+ n * t = 65 + 40 * 2,5 == 165 мин == 2,7 ч.
Сначала следует определить величину Е
с
. Принимая размер переда-
точной партии, удобной для транспортировки, n
тр
= 10 шт., можно найти
минимальные смещения по операциям:
с
1
= n
тр
* t
1
= 10 * 1,5 = 15 мин;
с
2
= n * t
2
– (n – n
тр
) * t
3
= 40 * 1,5 – (40 – 10) * 0,5 = 45 мин;
с
3
= n
тр
* t
3
= 10 * 0,5 = 5 мин.
Для определения суммы смещений Е
с
необходимо знать число
транспортных партий при передаче деталей со второй на третью опера-
цию, которое будет равно
k = ñ
2
/ (n
тр
* t
2
) = 45 / (1,5 * 10) = 3,
тогда сумма смещений составит величину Е
с
= 15 + 45 + 5 = 65 мин.
Таким образом, применение параллельного и параллельно-
последовательного видов движения предметов труда дает возможность
сократить продолжительность производственного процесса, или иначе,
уменьшить производственный цикл изготовления предмета труда.
Разработка цикловых графиков изготовления изделий – это основа
для планирования сроков запуска-выпуска продукции и расчетов норма-
тивов незавершенного производства.
Первый этап – это установление режима работы предприятия, ко-
личества смен, количества простоев, количества выходных и праздни-
ков, полезного фонда рабочего времени одного работающего. Установив
количество часов работы в сутки, наносим суточную сетку в днях.
Второй этап – ОГТ и ОТиЗ (отдел труда и заработной платы) опре-
деляют ДСЕ с самой большой трудоемкостью, длительность этой трудо-
емкости наносится на сетку в днях.
Третий этап – на основе норм по сборке изделия строим график
сборки изделия, нанося на сетку в днях, причем четко определяя после-
довательность поставки узлов и ДСЕ в нужный день (час) на сборку.
Четвертый этап – наносится на сетку в днях трудоемкость испыта-
ний, наладки, окраски, упаковки.
Пример приведен на рисунке 5.
37
Рис.5. Цикловой график изготовления изделий
Главное – трудоемкость изготовления узлов наносим в обратном
порядке от точки комплектации сборки изделия. На графике видно, что
и когда запускать в производство, когда ДСЕ должны быть в сборочном
цехе, как рассчитать незавершенное производство. В единичном произ-
водстве и при запуске не очень сложных изделий применяется предмет-
ный помесячный график:
1 месяц – запуск заготовок;
2 месяц – запуск ДСЕ для сварки;
3 месяц – запуск-выпуск всех ДСЕ;
4 месяц – сборка, испытания, упаковка.
Длительностью производственного цикла называется отрезок
времени между началом и окончанием процесса изготовления одного
изделия или партии этих изделий.
В оперативном планировании нормативы производственных цик-
лов изготовления деталей используются как нормативы опережений при
расчете объема незавершенного производства и календарных сроков за-
пуска-выпуска. Так как в каждом цехе могут иметь место отклонения от
запланированных сроков выпуска партии, между цехами-
изготовителями и цехами-потребителями создают резервные запасы,
увеличивающие опережение.
Временем опережения в работе цехов и участков называется пери-
од, который определяет более ранние сроки начала или окончания работ
заготовительных и обрабатывающих цехов от окончательного срока вы-
пуска изделий (рис. 6).
38
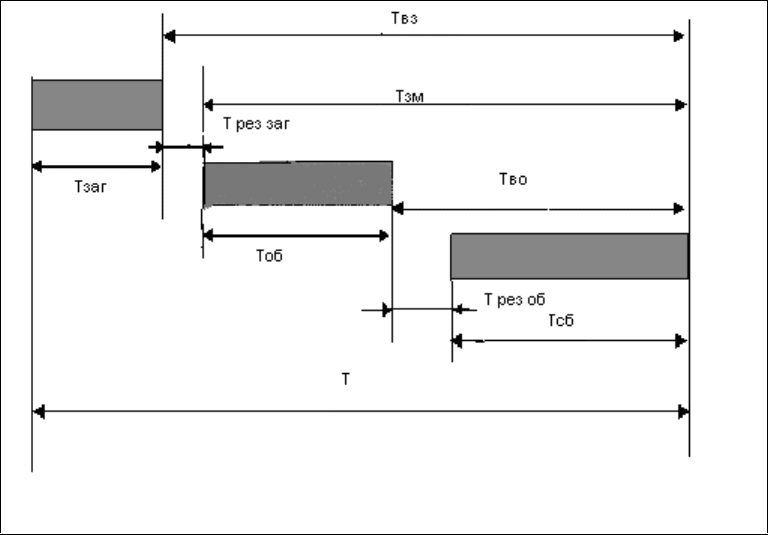
Рис.6. Схема производственного цикла и опережений
Примечание: Т – время опережения запуска; Т
заг
– цикл заготовленных работ;
Т
об
– цикл обработки; Т
сб
– цикл сборки; Т
вз
– время опережения выпуска заготовки;
Т
вз
– время опережения запуска в механическую обработку; Т
во
– время опережения
выпуска из механической обработки; Т
рез
– резервное время.
Как видно из графика, опережение выпуска заготовительного цеха
по отношению к сборочному равно суммарной длительности производ-
ственных циклов сборочного цеха и тех промежуточных цехов, которые
участвуют в обработке деталей и узлов (кроме данного цеха, постав-
ляющего заготовку) плюс время резервного опережения. Длительность
опережения по запуску равна сумме длительности циклов всех цехов,
участвующих в изготовлении деталей или узлов, включающих и загото-
вительный, т.е. равна общей длительности производственного цикла.
Расчеты опережения необходимы для того, чтобы определить чет-
кие сроки запуска-выпуска деталей. Это позволяет своевременно и ком-
плектно обеспечить любой последующий по обработке или сборке цех
заготовками, деталями, узлами.
Объем незавершенного производства рассчитывают с учетом вре-
мени опережений. Бесперебойный ход производства может быть осуще-
ствлен в случае, если в производстве имеются необходимые заделы
(технологический, транспортный, оборотный, страховой), величина за-
дела в общем виде равна
Z = Д*T
ц
,
(9)
39
где Д — суточный выпуск в натуральном выражении.
На системе опережения разработан машинокомплектный метод
планирования. В нем задание цехам устанавливается в комплектах дета-
лей на изделие. В программе по каждому изделию указывают порядко-
вые номера, подлежащие укомплектованию деталями каждого цеха в
течение планируемого периода. Сборочному цеху указывают последний
номер каждого готового изделия, которое должно быть выпущено в
планируемом периоде. Остальным цехам задание устанавливается с уче-
том нормативной величины опережения.
Сокращение длительности производственного цикла представляет
собой одну из наиболее важных задач организации производства на
предприятии, от надлежащего решения которой в большой мере зависит
его эффективная, рентабельная работа.
3.5. Разработка календарно-плановых нормативов (КПН)
Производственный цикл является одним из важных календарно-
плановых нормативов как оперативного, так и стратегического планиро-
вания внутрихозяйственной деятельности предприятия. Он представляет
собой интервал календарного времени от начала до окончания произ-
водственного процесса изготовления деталей или выполнения работ и
услуг. Производственный цикл включает рабочий период выполнения
заготовительных, обрабатывающих и сборочных процессов, а также
контрольных, транспортных и складских операций.
Продолжительность производственного цикла определяется мно-
жеством взаимосвязанных организационно-технических, планово-
экономических, социально-трудовых и других характеристик конкрет-
ного предприятия как сложной системы в рыночном механизме хозяйст-
вования. Длительность любого сложного производственного цикла сла-
гается из отдельных простых или частичных циклов, включающих вре-
мя выполнения рабочих процессов и регламентированных перерывов.
Например, при обработке деталей партиями производственный цикл бу-
дет равен сумме времени отдельных операционных и межоперационных
циклов.
Рассмотрим следующий пример расчета продолжительности про-
изводственного цикла изготовления партии деталей (n=50 шт.) на четы-
рех технологических операциях, время выполнения которых равно соот-
ветственно 4, 5, 8, и 3 мин, а межоперационные перерывы составляют 10
мин. На каждой операции, кроме третьей, предусматривается по одному
станку.
40
Общая продолжительность производственного цикла при последо-
вательном способе передачи обрабатываемой партии деталей определя-
ется по формуле
Т
посл
= (n*Т
ш-к
/ С) + Т
м-о
*k
о
,
(10)
где Т
посл
– длительность последовательного цикла;
k
о
– число операций;
n – размер партии деталей;
Т
ш-к
– штучно-калькуляционное время;
С – число станков на операции;
Т
м-о
– время межоперационных перерывов.
Следует отметить, что при расчете продолжительности производст-
венного цикла, который учитывается в оперативном плане предприятия
в целом, используется такой календарный норматив, как норма времени,
и такой объемно-плановый норматив, как партия деталей, которые кар-
динально влияют на оперативный план цехов предприятия.
Т
посл
=50*(4+5+8/2+3)+10*4=840мин.
В процессе оперативного планирования производства на предпри-
ятиях длительность производственного цикла измеряется в календарных
днях. Перевод минут в часы и рабочие дни не вызывает затруднений: их
общее число делится на количество рабочих минут в сутки, при двух-
сменной работе оно будет равно 960 минут (60*2*8). Для пересчета ра-
бочих дней в календарные следует полученное значение умножить на
коэффициент 1,44, выражающий соотношение календарных и рабочих
дней в году (360/250=1,44). В рассматриваемом примере длительность
производственного цикла обработки составляет 0,875 календарных
дней.
Полученные значения производственных циклов обработки партии
деталей служат основой для построения цикловых графиков выполне-
ния заказа по всем технологическим стадиям или цехам предприятия и
расчета нормативов времени опережений. Нормативом опережения в
оперативно-производственном планировании называется период време-
ни в днях, на который должны быть раньше закончены все предыдущие
операции по отношению ко времени выполнения последующих и за-
вершающей стадий производственного процесса. Норматив опережений
устанавливается суммированием длительности производственных цик-
лов от установленного срока завершения заказа до той технологической
стадии, где определяется соответствующее опережение запуска или вы-
пуска деталей. Расчет циклов ведется в обратном направлении от за-
ключительной до начальной стадии с прибавлением резервного или
страхового времени между отдельными стадиями, определяемого опыт-
ным путем. Рассмотрим пример, где в производстве три стадии: загото-