Есаулов В.Н., Чернета С.Г. Оперативно-календарное планирование и диспетчирование
Подождите немного. Документ загружается.


11
При планировании по цикловым комплектам детали объединяют-
ся в группы (комплекты) в зависимости от общности периодичности их
изготовления, длительности производственного цикла и маршрута дви-
жения. Следовательно, планово-учетной единицей является цикловой
(групповой) комплект деталей. Для каждой группы деталей устанавли-
вается дифференцированный срок подачи на сборку. Использование
циклового комплекта позволяет сократить пролеживание деталей и, сле-
довательно, объем незавершенного производства, а также номенклатур-
ный номер производственной программы.
Эта система применяется:
когда выпуск изделий значителен и их изготовление может быть
распределено на несколько месяцев в годовом плане;
когда сборка сравнительно длинна (более одного месяца) и трудо-
емка, что вызывает необходимость в дифференцировании сроков
подачи деталей.
Система планирования по комплектовочным номерам (машино-
комплектная) характеризуется тем, что изготовление деталей и сбороч-
ных единиц для данной машины каждым последующим цехом начина-
ется лишь после поставки предыдущим цехом всех входящих в нее де-
талей и сборочных единиц. Планово-учетной единицей является ком-
плект деталей, сборочных единиц. Всем сборочным единицам, подле-
жащим укомплектованию деталями каждого цеха в течение планируе-
мого периода времени, присваиваются порядковые номера. Последний
номер присваивается готовым изделиям каждого наименования, кото-
рые должны быть выпущены в плановом порядке. При этой системе
планирования сроки одновременного запуска и выпуска всего комплек-
та деталей, как правило, не могут быть соблюдены, что объясняется тре-
бованиями равномерной загрузки оборудования. Большинство деталей
комплекта выпускается раньше общего срока их готовности, т.е. проле-
живает между цехами в ожидании следующей стадии производства. Это
ограничивает возможности применения машинокомплектной системы.
Она используется в серийном производстве, когда число деталей, вхо-
дящих в машинокомплект, невелико.
При системе планирования по опережениям для каждой партии
(серии) изделий, изготовляемых в предыдущем звене, устанавливается
опережение по запуску и выпуску по сравнению с последующим звеном
производства.
Под опережением понимается календарный период времени, на ко-
торый каждая предыдущая часть или стадия производственного процес-
са должна опережать последующую с целью ее окончания в запланиро-
12
ванный срок по отношению к завершающей стадии обработки или сбор-
ки деталей.
Планирование по опережениям характеризуется распределением и
группировкой деталей и работ по срокам выпуска и организацией их
своевременного изготовления и передачи на соответствующие стадии
производства в зависимости от расчетных опережений времени.
Планово-учетной единицей является комплект (серия) одноимен-
ных изделий, а может быть и отдельная деталь или сборочная единица
продукции. Эта система является наиболее универсальной и распро-
страненной в производстве.
Система планирования по заделам основана на создании норма-
тивного, не снижающегося задела по каждой детали и сборочной едини-
це, уровень которого определяется нормативным опережением. Расчет
нормативных заделов и опережений производится на основе планов-
графиков работы участков, длительностей производственных циклов и
суточной потребности в деталях данного наименования. После создания
заделов в соответствии с нормативами устанавливают всем цехам пла-
новые задания в условных комплектах без дифференцирования по ка-
лендарным опережениям. Разность между фактическим и нормативным
заделами по детали на определенную дату представляет собой число де-
талей, предназначенных для комплектации. Результат деления этой раз-
ности на число деталей, составляющих один условный комплект, опре-
деляет число изделий, обеспеченных данной деталью.
Планирование по заделам предполагает поддержание на требуемом
расчетном уровне запаса заготовок, полуфабрикатов и комплектующих,
предназначенных для дальнейшей обработки и сборки на каждой стадии
производства. Для обеспечения ритмичной работы взаимосвязанных
производственных участков и поточных линий определяются нормаль-
ные размеры производственных заделов, представляющих собой соот-
ветствующий запас заготовок. По назначению заделы бывают техноло-
гические, транспортные, страховые, межоперационные или межцикло-
вые. Размер задела может быть установлен в деталях или днях. Общий
нормальный задел обычно принимается равным сумме всех слагаемых
запасов заготовок и деталей.
Планово-учетной единицей системы планирования по заделам яв-
ляется условный комплект, изготовление которого обеспечивает выпуск
продукции в заданном объеме на сутки, пятидневку.
13
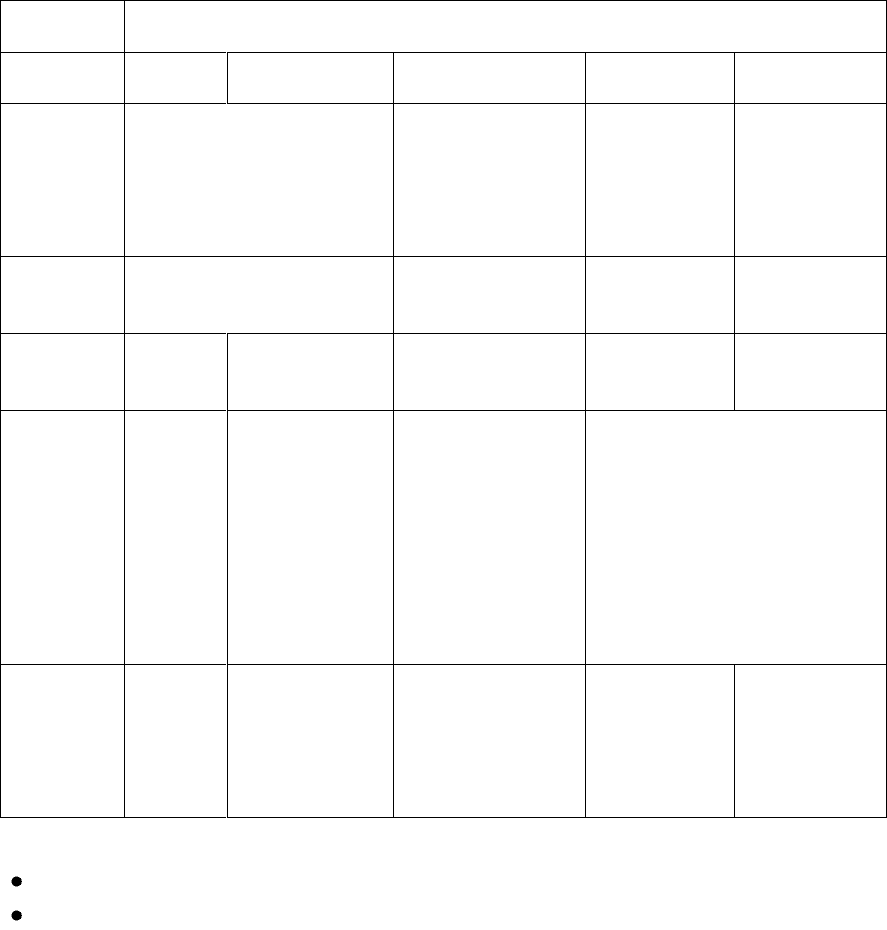
Таблица 4
Основные системы оперативно-производственного планирования
Показа-
тель
Производство
массо-
вое
крупносерий-
ное
среднесерийное
мелкосе-
рийное
единичное
Приме-
няемые
системы
планиро-
вания
Подетальная
Машиноком-
плект, непрерыв-
ное подетальное
планирование
Машино-
комплект,
сетевое пла-
нирование
Машиноком-
плект, ком-
плектно-
узловое, се-
тевое плани-
рование
Планово-
учетные
единицы
Деталь
Машиноком-
плект, условное
изделие, деталь
Машино-
комплект
Машиноком-
плект, узло-
вой комплект
Планово-
учетный
период
Час,
смена
Смена, сутки
Сутки, декада,
месяц
Декада
Месяц
Календар-
но-
плановые
нормати-
вы
Такт
запуска-
выпуска
Такт запуска-
выпуска,
размеры пар-
тий,
периодичность
повторения
и продолжи-
тельность про-
изводственно-
го цикла
Размеры партий,
периодичность
повторения и
продолжитель-
ность производ-
ственного цикла
Продолжительность произ-
водственного цикла, норма-
тивы сроков опережения
Основание
для со-
ставления
сменно-
суточных
заданий
План-
график
работы
поточ-
ной ли-
нии
План-график
работы поточ-
ной линии,
стандарт-план
работы участка
Декадное,
месячное
задания
Декадное
задание
Месячное
задание
В единичном и мелкосерийном производстве используются:
позаказная система планирования;
комплектно-сборочная система планирования.
При позаказной системе планирования для каждого заказа (с уче-
том срока его выполнения) строится сквозной календарный график тех-
нической подготовки производства и выполнения заказа, который со-
гласуется с графиком подготовки и производства других заказов. Пла-
ново-учетной единицей для сборочных цехов является заказ, для обра-
батывающих и заготовительных цехов – комплект деталей на заказ. При
этой системе планирования происходит длительное пролеживание дета-
лей и сборочных единиц.
При комплектно-сборочной системе планирования подача дета-
лей на сборку осуществляется в несколько очередей в виде сборочных
14
комплектов. Для каждой очереди устанавливается состав сборочных
комплектов, из которых собирается изделие. Срок подачи сборочных
комплектов определяется календарным опережением начала данной
очереди сборки по отношению к сроку выпуска изделий. Планово-
учетной единицей является комплект деталей на сборочную единицу.
В рассмотренной системе ОПП при многих ее достоинствах есть
один существенный недостаток: она очень трудоемка, даже с учетом
применения вычислительной техники, осуществления операции по
увязке работы всех основных цехов в целях обеспечения ими ритмично-
го выпуска продукции.
Стремление увязать работу всех основных цехов с непосредствен-
ным выпуском продукции предприятием и обеспечить комплектность
незавершенного производства привело к созданию системы непрерыв-
ного оперативно-производственного планирования, суть которой заклю-
чается в следующем. В качестве планово-учетной единицы принимается
условное изделие или сутко-комплект, в который входят детали и узлы
всех изделий в количестве, равном среднесуточной потребности. Рас-
четный нормативный задел также планируется в сутко-комплектах и ра-
вен принятому на данном предприятии периоду опережения (в среднем
три–пять суток).
Этот метод намного упрощает оперативное планирование, так как
заготовительным, обрабатывающим и сборочным цехам выдается еди-
ный план. Зная продолжительность производственного цикла с момента
сдачи материала в раскрой до момента подачи комплекта деталей на
сборку, производственно-диспетчерское бюро каждого цеха разрабаты-
вает суточный график производства по запуску и выпуску каждой дета-
ли на основании данных (показателей для планирования на участках),
приведенных в таблицах 5–9.
В отечественной и зарубежной практике широко применяются раз-
личные системы оперативного менеджмента производства с «ручным»
менеджментом, автоматизированные с применением ПЭВМ. Их основ-
ная функция – координация деятельности производственных подразде-
лений во времени, для того чтобы продукция изготовлялась в заданном
количестве и в заданное время (сутки, час). Однако это не всегда удает-
ся, что приводит к неэффективному использованию ресурсов. Чтобы
обеспечить непрерывность производственного процесса, приходится
создавать задел и продолжать производство, расходуя тот самый задел.
Однако постоянное поддержание большого запаса на промежуточных
складах имеет существенные недостатки (увеличиваются оборотные
средства на дополнительные запасы, складские площади и др.).
15
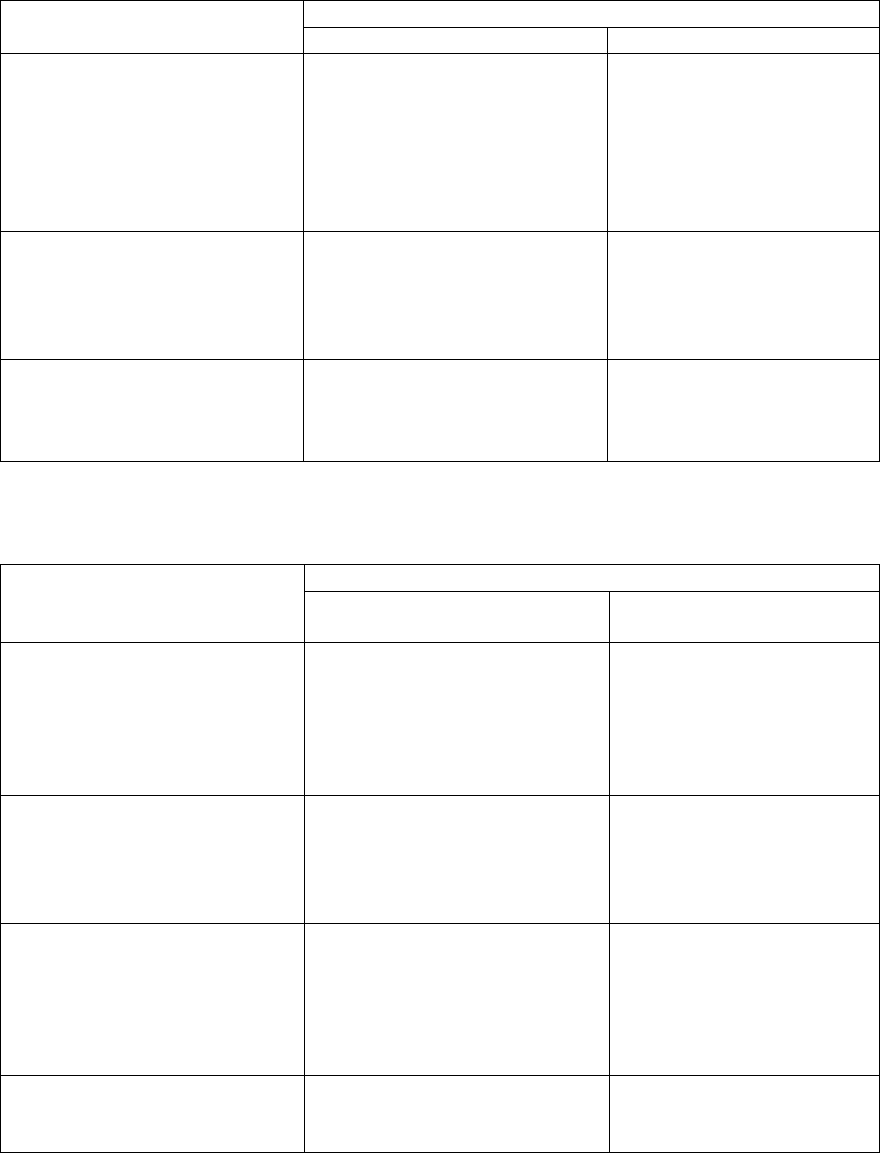
Таблица 5
Показатели для планирования на участках массово-поточного
производства
Элемент планирования
Производство
стабильное
нестабильное
Расчет ритма и разработка
плана- графика работы линии
Не осуществляется; исполь-
зуется лишь стандартный
план-график, при необходи-
мости скорректированный
Осуществляется ежеме-
сячно с расчленением по
суточным заданиям, ис-
ходя из максимально дос-
тигнутой производитель-
ности в предыдущем ме-
сяце
Корректировка (внутриме-
сячная) плана работы линии
Как правило, не осуществля-
ется; временные отклонения
выравниваются в порядке
оперативного регулирования
При существенных от-
клонениях план полно-
стью перерабатывается
(на весь период, остав-
шийся до конца месяца)
Выдача сменных заданий по
рабочим местам
Осуществляется на весь ме-
сяц в виде стабильного су-
точного задания
Осуществляется на весь
месяц в виде возрастаю-
щего (по периодам) еже-
сменного задания
Таблица 6
Показатели для планирования на серийно-поточных участках
Элемент планирования
Производство
стабильное
с изменяющейся про-
граммой
Расчет ритма и разработка
плана-графика работы линии
с учетом переналадок
Не осуществляется; исполь-
зуется стандартный план-
график, при необходимости
скорректированный
При стабильных суточ-
ных заданиях (т. е. при
увеличении месячного
выпуска одних видов из-
делий за счет других) не
осуществляется
Расчет ритма и разработка
плана-графика работы линии
с учетом переналадок
Не осуществляется
Осуществляется при на-
растающих суточных за-
даниях. План переналадок
составляется в обоих слу-
чаях
Корректировка (внутриме-
сячная) планов выпуска и
работы линии
Как правило, не осуществля-
ется; временные отклонения
выравниваются в порядке
оперативного регулирования
При существенных от-
клонениях план выпуска
пересматривается. Соот-
ветственно корректиру-
ются планы работы линии
и переналадок
Выдача сменных заданий по
рабочим местам
Осуществляется на весь ме-
сяц в виде стабильных еже-
сменных заданий
Осуществляется на весь
месяц или при каждой
переналадке линии
16
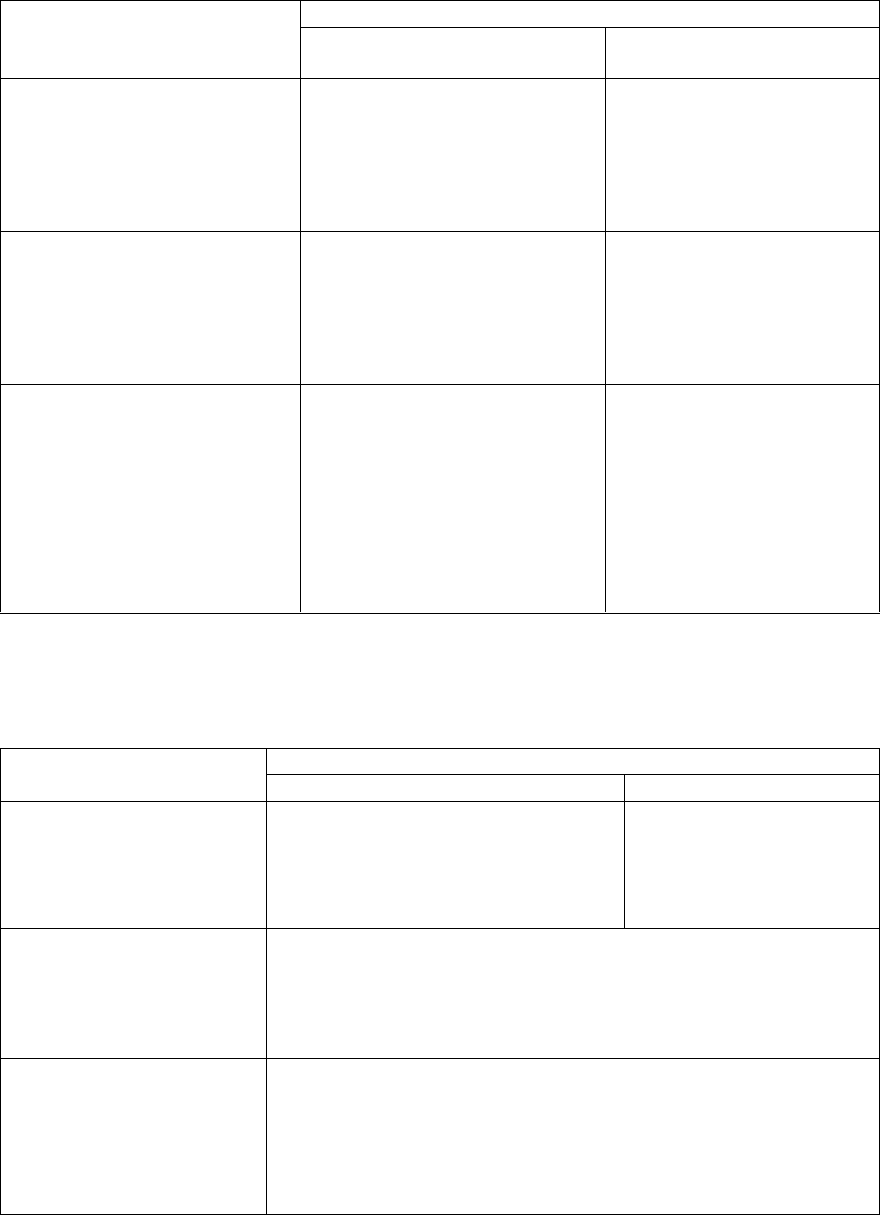
Таблица 7
Показатели для планирования на ритмично-серийных участках
Элемент планирования
Участки
Малономенклатурные
многономенклатурные
Разработка оперативных ка-
лендарных планов загрузки
рабочих мест
Не осуществляется; исполь-
зуется стандартный план, ох-
ватывающий все операции
(рабочие места) или только
ведущие
Составляются оператив-
ные календарные графики
на периоды, соответст-
вующие стандартным
срокам выпуска партий
Корректировка внутриме-
сячная) календарных планов
работы участка
Как правило, корректируются
стандарт-планы в процессе
выполнения месячного зада-
ния
Составляются оператив-
ные календарные графики
на короткие отрезки вре-
мени при нарушении ме-
сячного графика
Выдача сменных заданий по
рабочим местам
Осуществляется ежедневно
на каждую смену на основе
стандарт-плана либо месяч-
ного календарного графика с
учетом фактического выпол-
нения задания за прошедшую
смену и указаний диспетчер-
ского аппарата
Таблица 8
Показатели для планирования на участках мелкосерийного
производства
Элемент планирования
Серии изделий
повторяющиеся
неповторяющиеся
Разработка календарного
плана загрузки рабочих
мест
Составляются оперативные кален-
дарные графики на практически
удобные периоды времени (декаду,
пятидневку, месяц)
Составляются опера-
тивные календарные
графики на весь цикл
производства по всей
номенклатуре деталей
Корректировка (внутри-
месячная) календарных
планов работы участка
Как правило, не осуществляется; в случаях отставания поло-
жение нормализуется текущим распорядительством (допол-
нительное изготовление в нерабочие смены)
Выдача сменных заданий
по рабочим местам
Осуществляется ежедневно на каждую смену на основе ка-
лендарных графиков загрузки, учетных сведений о фактиче-
ском выполнении этих планов и оперативных указаний дис-
петчерского аппарата
17
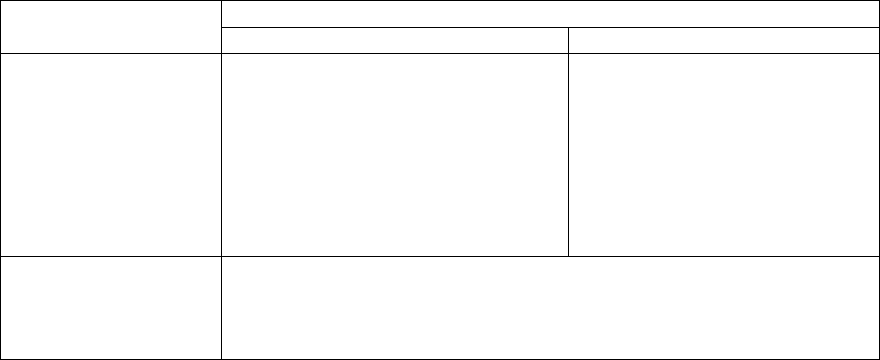
Таблица 9
Показатели для планирования на участках единичного производства
Элемент планиро-
вания
Участки
предметный
технологический
Календарное плани-
рование работ
Осуществляется децентрализо-
ванное текущее распределение на
основе регламентированных сро-
ков выпуска–запуска; для трудо-
емких изделий составляются опе-
ративные календарные графики
Осуществляется централизо-
ванное планирование; произ-
водственно-диспетчерское
бюро цеха на основе после-
операционных сроков запуска.
Для наиболее трудоемких из-
делий составляются опера-
тивные календарные графики
Выдача заданий по
рабочим местам
Осуществляется ежедневно в виде составления сменного плана
участка в порядке текущего распределения. На участках трудоем-
ких изделий заданием одновременно служит рабочий наряд с ука-
занием времени и срока выполнения
Кроме того, указанным системам присущ ещѐ один серьезный не-
достаток: все традиционные системы календарного планирования явля-
ются «толкающими» системами, поскольку изготовленные на предыду-
щих участках изделия «выталкиваются» на последующие вне зависимо-
сти от того, есть в них потребность или нет. В то же время существует
иной подход к решению рассматриваемой проблемы, обеспечивающий
оперативное регулирование количества произведенной продукции на
каждой стадии производства – система «точно в срок».
Смысл работы по системе «точно в срок» состоит в том, чтобы на
всех фазах производственного цикла требуемый полуфабрикат к месту
последующей производственной операции поступал именно тогда, когда
это нужно. Такая система является в какой-то мере «вытягивающей»,
т.е. такой, когда участки, расположенные на последующих этапах про-
изводственного цикла, как бы вытягивают необходимую им продукцию
с предыдущего участка.
Известны различные модификации системы «точно в срок», приме-
няющиеся в отечественной и зарубежной практике. В их основе лежит
разработка, впервой примененная японской компанией «Тойота» и по-
лучившая широкую известность как система «Канбан». Главная постав-
ленная проблема производственной системы «точно в срок» – обеспе-
чить гибкую перестройку производства при изменении спроса. Такая
система обеспечивает оперативное регулирование количества произве-
денной продукции на каждой стадии производства.
«Традиционная» система оперативного планирования предусмат-
ривает «выталкивание» заранее запланированной партии деталей или
узлов на последующие операции. Она не может предусмотреть, в каком
количестве нужны там детали в каждый конкретный час. Вместе с тем
18
система «точно в срок» построена на прямо противоположном подходе.
Ритм работы, объем и номенклатуру находящихся в производстве дета-
лей и узлов определяет не заготовительный участок (первое звено про-
изводственной цепочки), а лишь участок общей сборки, т.е. последнее
звено производственной цепочки. Вход и выход в системе как бы поме-
нялись местами, т.е. если в традиционной схеме на выходе получается
только то, что вошло на входе, то в системе «Канбан» входит в произ-
водство только то, что требуется на выходе. С линии общей сборки по
всей технологической цепи поступают требования на вход.
На практике это означает, что продукция изготовляется как раз к
моменту реализации: готовые автомобили – к моменту продажи, ком-
плектующие детали и узлы – к моменту сборки готового изделия, от-
дельные детали – к моменту сборки узлов, материалы – к моменту изго-
товления деталей. Если система «точно в срок» действует на всей фир-
ме, то становятся ненужными запасы материалов. Они могут быть пол-
ностью ликвидированы, что приведет также к ликвидации складских за-
пасов и самих помещений. С экономической точки зрения запасы мате-
риалов играют роль носителей издержек, «замороженных денег». Затра-
ты на содержание производственных запасов уменьшаются. Это приво-
дит к уменьшению объемов издержек на производство. Оборачивае-
мость капитала возрастает.
3. Нормативная база ОКП
Неотъемлемой частью планирования на предприятии являются
нормы и нормативы. Под нормой понимается научно обоснованная мера
затрат живого или общественного труда на изготовление единицы про-
дукции или выполнение заданного объема работ. Норматив характери-
зует степень использования ресурса на единицу измерения продукции
или работы (на единицу площади, веса и т.д.).
Календарно-плановые нормативы являются основой для расчета
всех видов оперативных планов на предприятии. Нормативной базой
календарного планирования в единичном производстве служит цикло-
вой график, регламентирующий изготовление изделия по фазам во вре-
мени. На его основании устанавливаются сроки запуска и выпуска ос-
новных узлов и деталей, а также срок общей сборки изделия. При этом
необходимо обеспечить такую загрузку всех звеньев производства, что-
бы она соответствовала их пропускной способности и была равномер-
ной на протяжении планового периода. Для решения этой задачи произ-
водятся календарно-объемные расчеты и строятся соответствующие

19
графики, в которых показывается увязка календарных сроков выполне-
ния отдельных заказов и загрузки производственного оборудования и
площадей. При этом может возникнуть необходимость разработки ме-
роприятий по ликвидации узких мест или дополнительной загрузке ши-
роких мест.
Исходными данными для разработки календарных планов служат:
годовые объемы выпуска продукции;
трудоемкость выполняемых работ;
сроки поставки товаров на рынок и другие показатели социально-
экономических планов предприятия.
В единичном производстве, по сравнению с серийным и массовым,
нормативная база развита слабо. Основными календарно-плановыми
нормативами являются:
планы-графики выполнения заказа;
цикловые графики производства;
объѐмные расчеты загрузки оборудования;
величины календарных опережений.
Партия – это количество одновременно запускаемых в обработку
деталей, сборочных единиц, изделий одного наименования с однократ-
ной затратой подготовительно-заключительного времени. Оптимальный
размер партии определяется по наиболее трудоемкой и характерной для
технологии обрабатываемой детали, сборочной единицы или изделия,
операции, называемой ведущей.
В серийном производстве важнейшими нормативами являются:
размеры партий одновременно обрабатываемых деталей, сбороч-
ных единиц, изделий;
длительность производственного цикла изготовления изделий, от-
дельных его сборочных единиц и деталей;
периодичность запуска (выпуска) партий изделий или отдельных их
частей;
величина опережений;
нормативы заделов.
В серийном производстве нормы заделов рассчитываются по всем
звеньям производства. Поддержание комплектности заделов в днях за-
висит от своевременного выпуска деталей и сборочных единиц.
Для обеспечения плана выпуска изделий необходимо определить время
запуска деталей и сборочных единиц в производство, то есть опереже-
ние по запуску.
Опережение по запуску – это отрезок времени от момента запуска
деталей в обработку до сдачи готовой продукции на склад предприятия.

20
Опережение в днях можно определить с помощью длительности произ-
водственных циклов, выраженных в днях.
Например, общее опережение детали А, входящей в прибор, в днях:
время сборки и испытания прибора
20
время пролеживания на складе
1
время гарантийного пролеживания
3
время обработки узлов
7
время изготовления детали
2
ИТОГО:
33
По величине опережения определяется размер задела в днях и шту-
ках. В данном случае задел в днях равен 33, а в штуках, при ежедневной
потребности детали А, равной 100 шт., он составит 100*33 = 3300 шт.
По месту образования нормативы заделов (незавершенного произ-
водства) делятся на цикловые и межцеховые (складские). Цикловой за-
дел – это количество деталей, сборочных единиц или изделий, находя-
щихся в производстве на производственных участках цехов. В массовом
производстве нормативная величина циклового задела определяется
суммированием нормативных величин заделов:
технологического;
транспортного;
оборотного;
страхового.
В серийном производстве среднюю нормативную величину цикло-
вого задела можно определить по формуле 1
Z
цикл
= T
ц
*M
изд
, (1)
где Z
цикл
– задел по операции (сборочный цех) или задел по циклу изго-
товления партий деталей (заготовительный цех), шт.;
Т
ц
– длительность производственного цикла операции (сборочный
цех) или изготовления партии деталей (заготовительный цех), дн.;
М
изд
– темп выпуска изделий (сборочный цех) или дневная потреб-
ность деталей на сборке (заготовительный цех), шт/дн.
Цикловой задел можно определить количеством партий, одновре-
менно находящихся в производстве, если созданы нормативы периодич-
ности запуска–выпуска изделий. Цикловой задел, выраженный в коли-
честве партий, определяется отношением длительности производствен-
ного цикла к периодичности запуска изделий Т
ц
/α
п
.
Складской задел образуют заделы, находящиеся в кладовых цеха и
на промежуточных межцеховых складах. Он состоит из оборотного и
страхового заделов.