Czichos H., Saito T., Smith L.E. (Eds.) Handbook of Metrology and Testing
Подождите немного. Документ загружается.

1018 Part E Modeling and Simulation Methods
controlled stress tests generally exhibit large amounts of
scatter.
The next example is stress response under combined
states of tension and torsion, where a thin-walled tubu-
lar specimen is employed to realize the multiaxial stress.
An out-of-phase strain path with a square pattern is im-
posed on the specimen, as shown on the left-hand side
of Fig. 18.3 [18.18]. The stress components show a com-
plicated trajectory due to the out-of-phase strain path.
Where the strain trajectory has a corner, the stress trajec-
tory suddenly changes in order to follow the normality
rule, and the magnitude of the stress is generally larger
than the normal stress under uniaxial loading. Most of
the constitutive models follow the exact trajectory, and
the performance of the model is due to the modeling
of additional hardening under nonproportional loading.
Since all of the parameters used in constitutive mod-
els are taken from conventional test data obtained under
conditions of uniaxial stress, this particular hardening
behavior cannot be predicted in principle. Multiaxiality
should preferably be introduced in the model while the
parameters are to be simply determined.
18.2 Material Anisotropy
18.2.1 Description of Material Anisotropy
Solids are usually defined in such a way that the
material has a reference configuration and that a re-
sistance to deformation occurs. If the resistance of
the material depends on the direction, the mater-
ial is said to be anisotropic, while it is said to
be isotropic if the same response is observed for
any direction. The anisotropy is characterized by the
existence of so-called anisotropic axes or preferred
orientations in material. There are various classes
of anisotropy, such as orthotropy, planar anisotropy,
and so on. Here we summarize a rational method of
obtaining a concrete form of an anisotropic consti-
tutive equation based on the representation theorem
for isotropic tensors [18.19]. Here it should be noted
that the term isotropic tensor means an objective ten-
sor that is independent of a change of frame; in
other words isotropic means something very differ-
ent here to when we use it in relation to isotropic
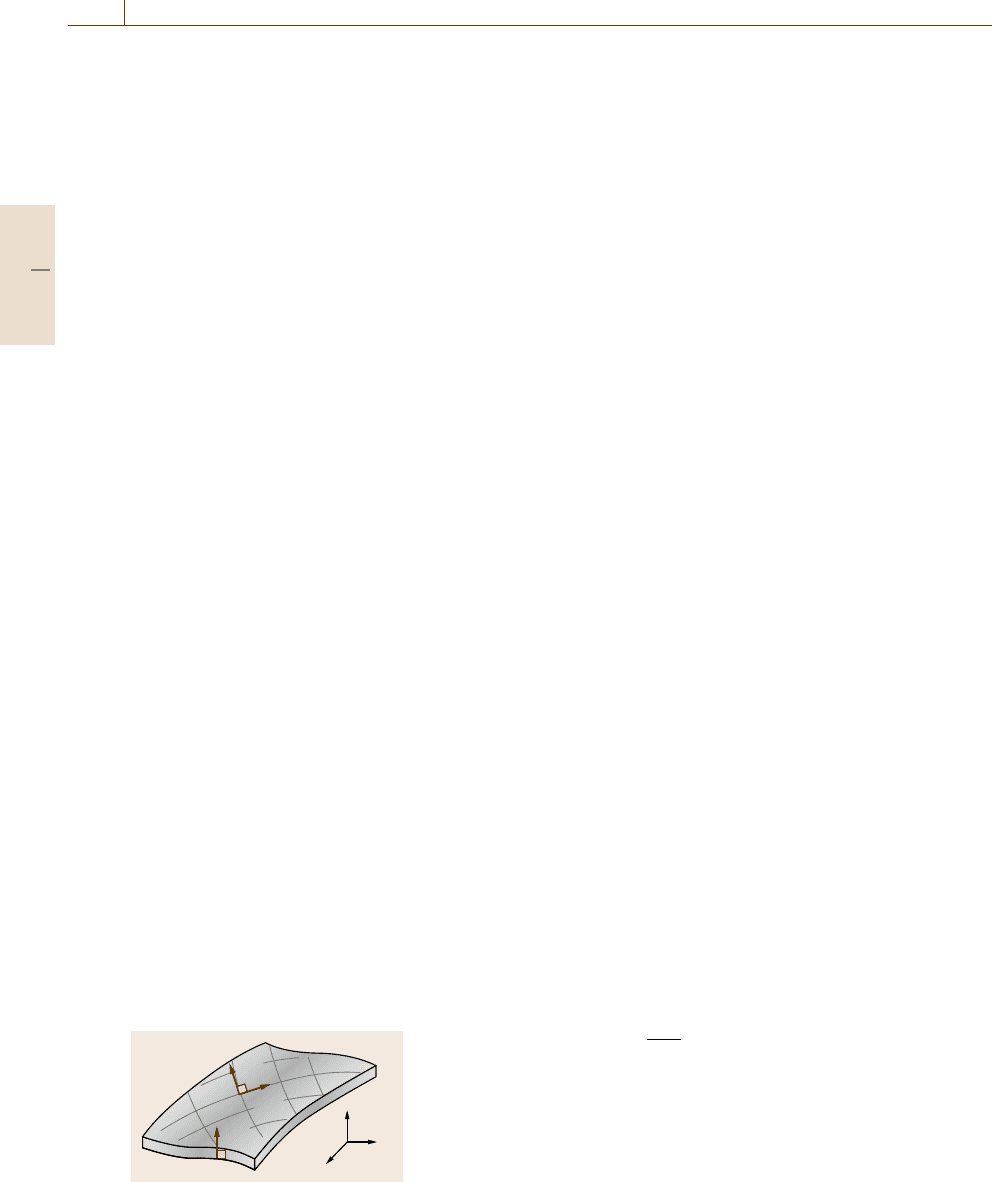
and/or anisotropic material properties. Figure 18.4 de-
scribes the fundamental concept of material anisotropy.
Let m
(1)
, m
(2)
... be vectors lying along the aniso-
tropic axes, whose components are given by m
(k)
i
(k = 1, 2 ...) under a particular orthonormal basis e
i
.
For example, three kinds of anisotropic axes exist in
orthotropic materials, which are mutually orthogonal.
Without any loss of generality we can assume that each
e
2
e
3
e
1
m
i
(1)
m
i
(2)
m
i
(3)
Fig. 18.4 Basic
concept of ma-
terial anisotropy
vector is a unit vector and therefore the following rela-
tionship holds
m
(1)
i
m
(1)
j
+m
(2)
i
m
(2)
j
+m
(3)
i
m
(3)
j
=δ
ij
. (18.22)
Here δ
ij
stands for the Kronecker delta.
Any tensor function used in continuum mechanics
must fulfill the principle of objectivity. This requires the
components to be invariant under the orthogonal trans-
formation Q
ij
. Suppose that a tensor T
ij···k
is expressible
as a function with p sets of vectors u
(p)
i
and q sets of
second-order tensors U
(q)
ij
.Thenitisexpressedas
Q
il
Q
jm
···Q
kn
T
lm···n
u
(p)
s
, U
(q)
st
= T
ij···k
Q
ls
u
(p)
s
, Q
ls
Q
mt
U
(q)
st
. (18.23)
The orthogonal transformation of a vector and a second-
order tensor takes the form
Q
il
Q
jm
U
(p)
lm
=U
(p)
ij
, (18.24)
Q
il
u
(q)
l
=u
(q)
i
. (18.25)
Using the representation theorem for isotropic tensors
discussed by Spencer [18.19], a second-order symmet-
ric isotropic tensor function can be reduced by taking
the derivative of a scalar such that
T
ij
=
∂I
∂K
ij
. (18.26)
Here the scalar function indicates an invariant scalar
with arguments that is linear on a symmetric tensor K
ij
.
The scalar I is expressed as
I =φ
1
J
1
+···+φ
r
J
r
, (18.27)
Part E 18.2
Continuum Constitutive Modeling 18.2 Material Anisotropy 1019
where J
r
stands for invariants that are linear on K
ij
to-
gether with arguments U
(p)
ij
and u
(q)
i
; φ
r
are coefficients
expressed as polynomial functions of the invariants of
U
(p)
ij
, u
(q)
i
and possible combinations of them. In this
case (18.26) can be rewritten in the form
T
ij
=
r
s=1
φ
s
∂J
s
∂K
ij
. (18.28)
The full list of invariants with vectors, symmetric ten-
sors, and skew-symmetric tensors can be found in the
literature [18.19, 20]. Isotropic tensors are express-
ible as multilinear forms of the arguments using this
technique.
When we take a symmetric tensor A
ij
as an argu-
ment, the scalar I with K
ij
is expressed by
I =φ
1
K
ii
+φ
2
K
ij
A
ji
+φ
3
K
ij
A
jk
A
ki
. (18.29)
A second-order symmetric isotropic tensor with one
kind of argument is then given via (18.28)by
T
ij
=φ
1
δ
ij
+φ
2
A
ij
+φ
3
A
ik
A
kj
, (18.30)
where φ
r
(r = 1, 2, 3) denote scalar coefficients which
are also polynomial functions with the invariants of A
ij
.
When we adopt the second Piola–Kirchhoff stress ten-
sor in T
ij
and the Green strain tensor in A
ij
,(18.30)
leads to the most general representation for a hypere-
lastic material. When we pick a special representation
which is linear on A
ij
,(18.30) is reduced to
T
ij
=φ
1
A
kk
δ
ij
+φ
2
A
ij
, (18.31)
where φ
r
(r = 1, 2) are now constant. When we re-
gard the Cauchy stress as T
ij
and the infinitesimal strain
as A
ij
, this coincides with the linear elasticity constitu-
tive equation
σ
ij
= E
ijkl
ε
kl
=
λδ
ij
δ
kl
+2μδ
ik
δ
jl
ε
kl
, (18.32)
where φ
r
have been replaced by Lame’s constants λ and
μ.
For the anisotropic elasticity model, the scalar I
involves a second-order symmetric tensor A
ij
and
skew-symmetric tensors X
ij
. Since any skew-symmetric
tensor can be characterized by an axial vector m
i
using
the relationship
X
ij
=ε
ijk
m
k
(18.33)
we can add vectors in deducing the full represen-
tation of general anisotropic materials. In the case
of planar anisotropy, where one kind of vector lies
perpendicular to the plane, we have five material pa-
rameters among the elasticity constants [18.20]. In
the most general aniotropic materials within the lin-
ear formulation, we have 21 constants because of
the following condition imposed on the elasticity
constants
E
ijkl
= E
jikl
= E
ijlk
= E
klij
. (18.34)
No other condition is imposed on the material param-
eters.
18.2.2 Initial Anisotropy
Next we discuss the mathematical formulation of
plasticity models accounting for initially anisotropic
materials that (mainly for simplicity) initially exhibit
orthotropy. When materials – particularly ductile metal-
lic materials – deform under certain conditions, the
anisotropic axes may change direction. They may not
then be mutually orthogonal, even though they were
orthogonal in the initial state. The evolution of the
anisotropic axes, if the anisotropic vectors are embed-
ded in the material, takes the form
ˆ
m
i
=
˙
m
i
−W
ij
m
j
= D
ij
m
j
, (18.35)
where
ˆ
m means the Jaumann rate of the vector m. D
and W are the stretching tensor and spin tensor respec-
tively. It should be noted that this form is just one of
the possible forms, and we do not exclude other formu-
lations. If the orthotropy is maintained throughout the
deformation, another type of evolution may be prefer-
able.
A typical yield function for isotropic materials reads
F =
1
2
σ
ij
σ
ij
−
1
3
¯
σ
2
y
=0 . (18.36)
Here σ
ij
denotes the deviatoric part of the stress
and
¯
σ
y
refers to the yield stress. One general-
ized form with a quadratic yield function was pro-
posed by Hill [18.21], where a fourth-order ten-
sor reflecting material anisotropy plays a central
role
F =
1
2
N
ijkl
σ
ij
σ
kl
−
1
3
¯
σ
2
y
=0 . (18.37)
When N
ijkl
takes the form
N
ijkl
=
1
2
δ
ik
δ
jl
+δ
il
δ
jk
−
1
3
δ
ij
δ
kl
, (18.38)
Part E 18.2
1020 Part E Modeling and Simulation Methods
a) Isotropy
b) 0° c) 45° d) 90°
0.3
R.D.
0.2
0.1
0.6
0.1
0.5
0.4
0.3
0.2
R.D.
0.1
0.8
0.7
0.6
0.5
0.4
0.3
0.2
0.5
0.4
0.3
0.2
0.1
R.D.
R.D.
e) 45°
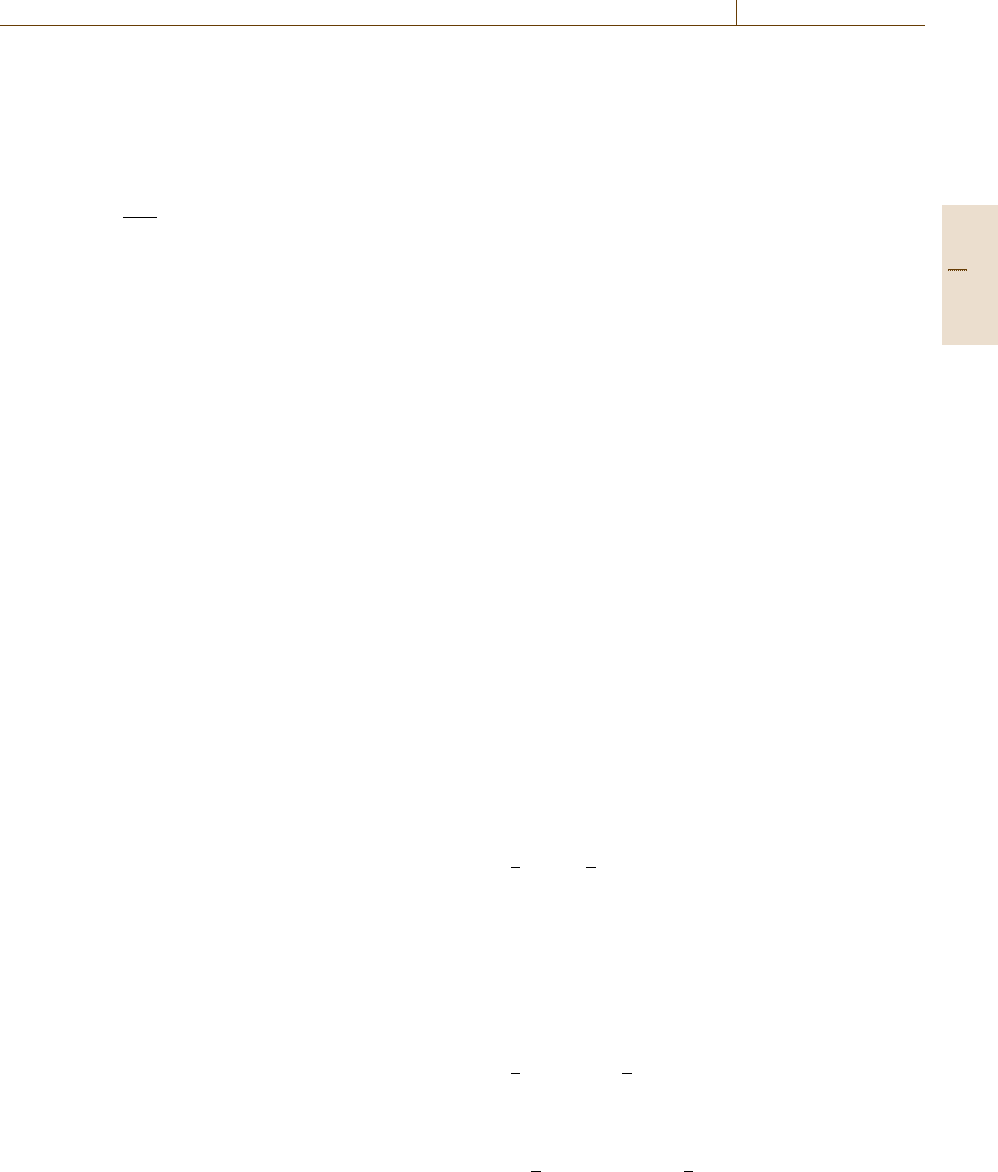
Fig. 18.5a–e Strain localization behavior of a rolled sheet for various stretch directions
(18.37) is reduced to (18.36). When N
ijkl
involves m
(1)
and m
(2)
, the fourth-order tensor takes the form
N
ijkl
=λ
1
(δ
ik
δ
jl
+δ
il
δ
jk
)+λ
2
δ
ij
δ
kl
+
1
2
a
1
(δ
ij
G
kl
+G
ij
δ
kl
)
−
3
8
a
1
(δ
ik
G
jl
+G
ik
δ
jl
+δ
il
G
jk
+G
il
δ
jk
)
+a
2
G
ij
G
kl
+
1
2
a
3
(δ
ij
H
kl
+H
ij
δ
kl
)
−
3
8
a
3
(δ
ik
H
jl
+H
ik
δ
jl
+δ
il
H
jk
+H
il
δ
jk
)
+a
4
H
ij
H
kl
+
1
2
a
5
(G
ij
H
kl
+H
ij
G
kl
) ,
(18.39)
where a
1
, a
2
,anda
5
are material parameters with the
following symbols
G
ij
=m
(1)
i
m
(1)
j
−
1
3
m
(1)
k
m
(1)
k
δ
ij
, (18.40a)
H
ij
=m
(2)
i
m
(2)
j
−
1
3
m
(2)
k
m
(2)
k
δ
ij
. (18.40b)
When the norm of the anisotropic vector is kept unitary,
the above formulations become slightly simpler because
m
(p)
k
m
(p)
k
= 1(p =1, 2). Suppose that the anisotropic
axes coincide with the base vector, so that they are
(1,0,0) and (0,1,0) for example; in this case we can
prove that (18.37) is completely identical to Hill’s
original model. Since the anisotropic axes change direc-
tion during deformation, it is preferable to generalize
the representation so that it is applicable to general
anisotropy, and this can be done by introducing a more
general fourth-order tensor.
In order to examine the effect of initial anisotropy,
finite element analysis is implemented based on the up-
dated Lagrangian (U-L) formulation [18.22]. In the U-L
formulation, the stress in the constitutive law is regarded
as the Jaumann rate of the Kirchhoff stress and the strain
rate as the stretching. The balance equation is based
on the equilibrium under the Lagrangian system at the
current state and the rate-type formulation is employed
for this elastic-plastic boundary value problem. This
implies that the rate of Lagrange stress is equilibrated
and related to the Jaumann rate of the Kirchhoff stress.
Converting these terms into discrete levels, we have
e
Ve
[B
T
(D
tan
−F)B+E
T
QE]dV
˙
u
n
=
e
St
N
T
¯
˙
t dS (18.41)
for the finite element stiffness in the rate-type formula-
tion. Here N, B and E are the shape function, the strain–
displacement matrix and the velocity gradient matrix; F
and Q are compensation terms due to U-L formulation,
and the body force is neglected for simplicity. The sim-
Part E 18.2
Continuum Constitutive Modeling 18.2 Material Anisotropy 1021
ulation proceeds step-by-step by solving the stiffness
equation to unknown nodal displacement rate
˙
u
n
.
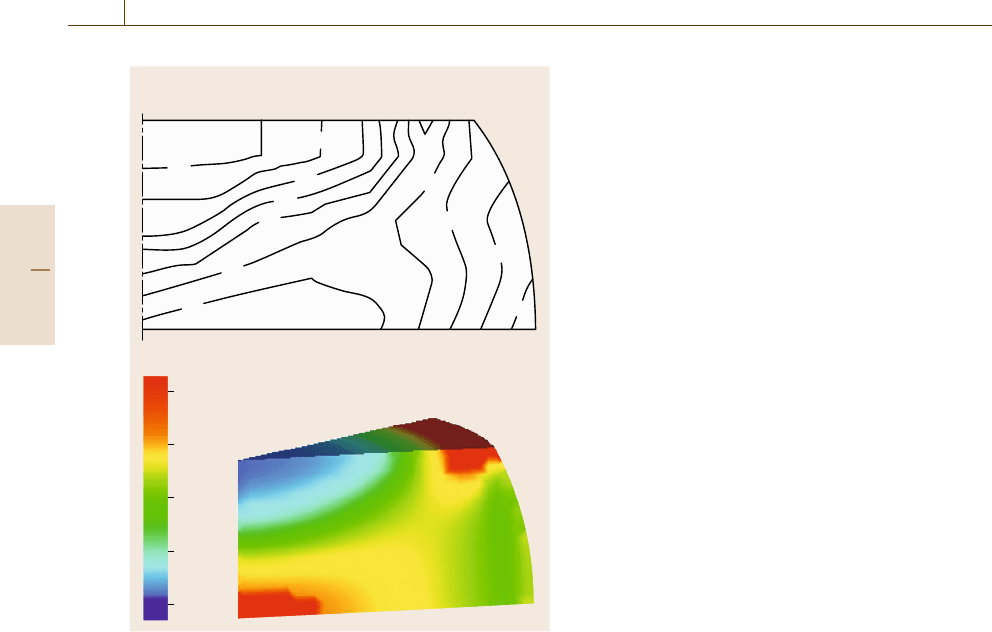
Figure 18.5 demonstrates the necking behavior of an
initially orthotropic sheet [18.23]. A three-dimensional
simulation was carried out since the anisotropic vectors
could change direction during the course of deforma-
tion. The material parameters are obtained from data
on carbon steel sheets. The flow stress in a steel sheet
is the lowest in the rolling direction (RD)andthe
highest in the perpendicular direction, while aluminium
sheets show an opposite tendency. Figure 18.5ashows
simulated results for isotropic material, and the last
photograph corresponds to the results of a uniaxial rup-
ture test performed at 45
◦
to the rolling direction. The
higher the strain concentration, the lower the tensile
stress. This implies that the strain concentration in b
and c are reasonable, and that the onset of strain lo-
calization is affected by the flow stress in the tensile
direction. Figure 18.5b shows a characteristic aspect
of strain localization where the localization appears in
a band inclined to both the rolling direction and the ten-
sile direction. The same tendency is also observed in the
experiment.
18.2.3 Induced Anisotropy
The Bauschinger effect is a phenomenon where ma-
terials later show anisotropy even when they exhibit
isotropy in the initial state. The kinematic hardening law
is useful for dealing with this type of anisotropy. In this
case, the yield surface is translated in stress space while
the shape is not changed. Another type of anisotropy as
well as this one is usually found in experiments, called
the cross effect or the corner effect according to pio-
neering work by Phillips [18.24]andIkegami [18.25].
Several models have been proposed so far to describe
the subsequent anisotropy, which can be roughly classi-
fied into two categories
(A) Where the yield function includes higher order ten-
sors representing the anisotropy, as discussed in
the previous section. Baltov and Sawczuk [18.26]
proposed a model based on Hill’s quadratic yield
function [18.21], and other researchers [18.27, 28]
have also employed this concept. The models are
simply expressed by
F =
1
2
N
ijkl
σ
ij
σ
kl
−
1
3
¯
σ
2
y
=0 . (18.42)
(B) The other type of formulation assumes that the yield
function is composed of the combination of the sec-
ond and third invariants of the stress J
2
and J
3
.
This procedure was proposed by Drucker and
Prager [18.29]. A typical representation [18.30]
takes the form
F = J
2
−
I
ξ
I
J
n
I
2
J
m
I
3
−
¯
σ
2
y
=0 . (18.43)
Here ξ
I
,... express the inelastic deformation his-
tory.
The former is superior to the latter from the viewpoint of
parameter identification because (18.43) provides lots
of possibilities for the concrete representation of power
factors. Taking into account the back stress concept,
(18.42) can be modified to
F =
1
2
N
ijkl
(σ
ij
−α
ij
)(σ
kl
−α
kl
) −
1
3
¯
σ
2
y
=0 (18.44)
and the kinematic back stress α (or equivalently the
plastic strain when employing the Prager hardening
rule) and additional variables are introduced into the
fourth-order tensor N
ijkl
. When the fourth-order ten-
sor involves one kind of second-order tensor ξ
1ij
,the
fourth-order tensor N
ijkl
is simply expressed by
N
ijkl
=
1
2
(δ
ik
δ
jl
+δ
il
δ
jk
) −
1
3
δ
ij
δ
kl
+ P
1
ξ
1ij
ξ
1kl
.
(18.45)
In order to justify the physical dimension we add the
nondimensional back stress: ξ
1ij
=
√
3/2α
ij
/
¯
σ
y
. The fi-
nal form of the yield function is
F =
1
2
σ
ij
−α
ij
σ
ij
−α
ij
+
3
4
¯
σ
2
y
σ
ij
−α
ij
α
ij
2
−
1
3
¯
σ
2
y
=0 (18.46)
although the fourth-order tensor is not a full rep-
resentation. This yield function is identical to the
Baltov–Sawczuk yield function [18.26] and it describes
elliptical shapes with the yield as locus with the de-
velopment of ξ
1ij
(the kinematic back stress α
ij
or
plastic strain ε
p
ij
). In order to describe higher order dis-
tortions [18.31] such as the cross effect, we introduce
another kind of second-order tensor ξ
2ij
into the repre-
sentation of N
ijkl
, and then we have
N
ijkl
=
1
2
(δ
ik
δ
jl
+δ
il
δ
jk
) −
1
3
δ
ij
δ
kl
+ P
1
ξ
1ij
ξ
ikl
+P
2
ξ
2ij
ξ
2kl
+
Q
2
(ξ
1ij
ξ
2kl
+ξ
2ij
ξ
1kl
) . (18.47)
Part E 18.2
1022 Part E Modeling and Simulation Methods
–1.5
–1.5
Dimensionless axial stress σ'
Dimensionless shear stress τ'
21.51.10.50–0.5–1
–1
–0.5
0
0.5
1
1.5
Present model
P
1
= 1 Q = 1
Baltov–Sawczuk model
P
1
= 1 Q = 0
α
σ
' = 0 α
τ
' = 00.7 1
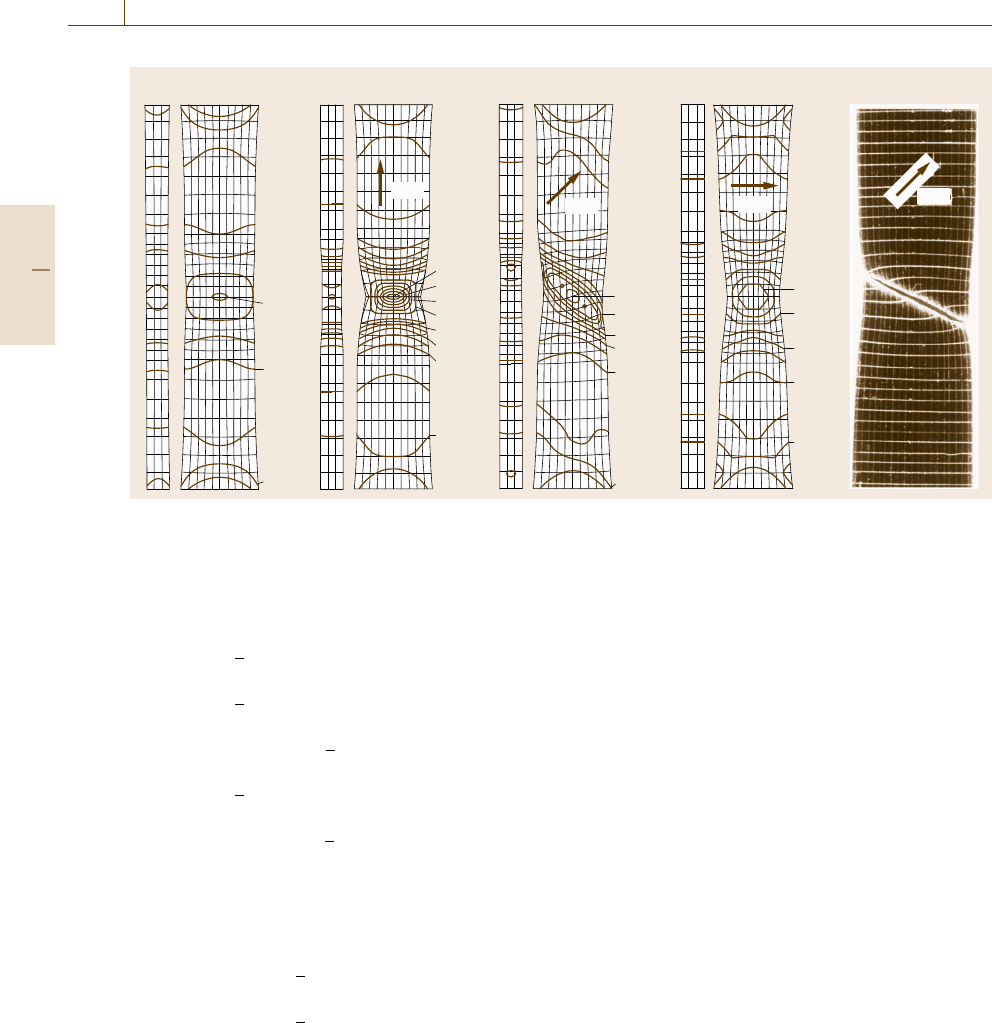
Fig. 18.6 Descriptions of higher order anisotropy for the cross ef-
fect and the corner effect
–300
Axial stress σ (MPa)
Shear stress √3 τ (MPa)
300–200 –100 0 100 200
–400
–300
–200
–100
0
100
200
300
0
117
88
150
180
160
0.0
80.5
62.0
0
1.2
0.4
Analytical Experimental
P
1
= 0.6
Q = 1.3
α
xy
= 0
α
xx
(MPa)
α
xx
(MPa)
ε
p
(%)
σ
y
(MPa)
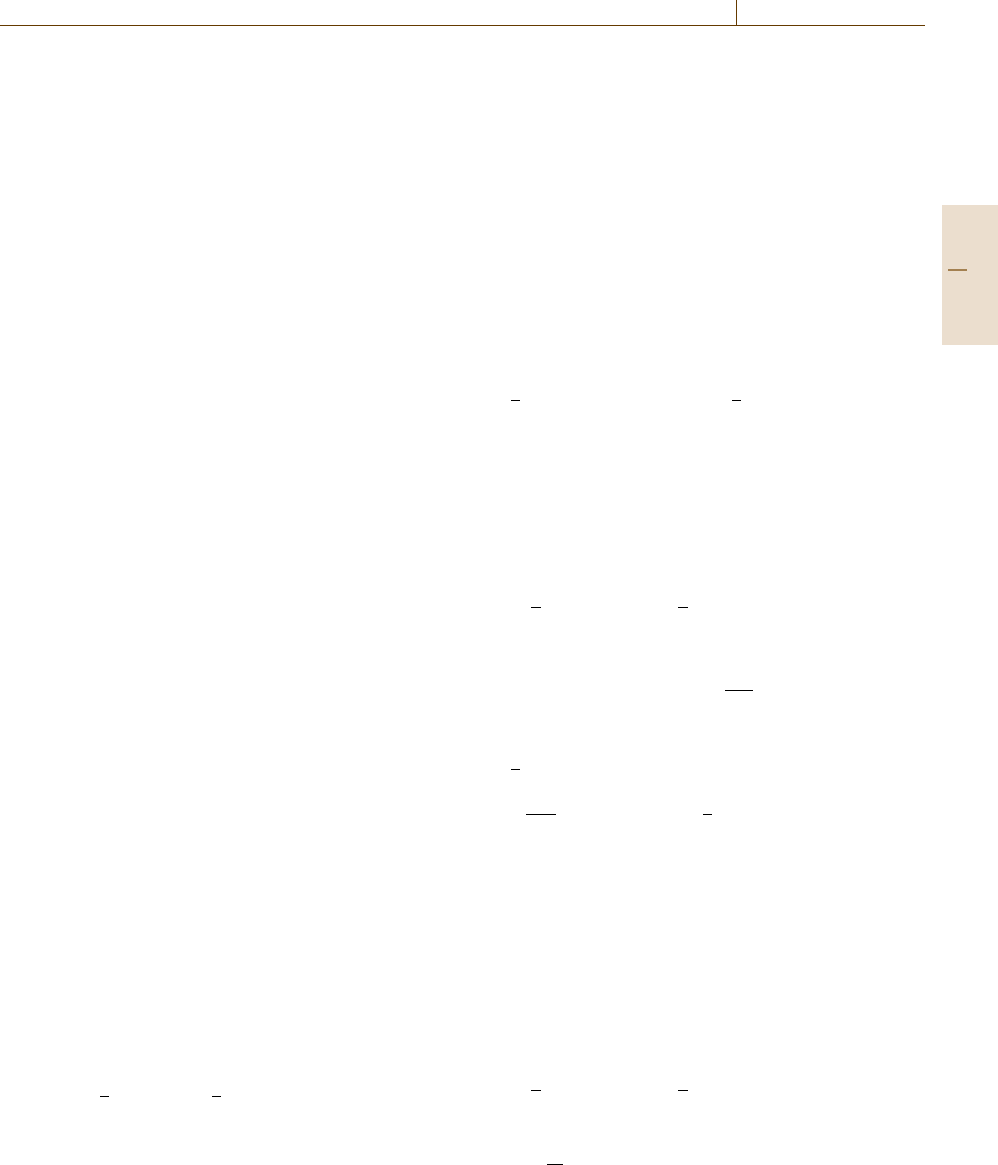
Fig. 18.7 Yield loci under monotonic tension
Here we adopt a nondimensional stress deviator in ξ
2ij
.
Finally the following yield function is obtained
F = (S
ij
− A
ij
)(S
ij
− A
ij
) +P
1
[(S
ij
− A
ij
)A
ij
]
2
+ P
2
[(S
ij
− A
ij
)S
ij
]
2
+Q[(S
ij
− A
ij
)A
ij
][(S
kl
− A
kl
)S
kl
]−1 =0 ,
(18.48)
where we have
ξ
1ij
=
3
2
α
ij
¯
σ
y
≡ A
ij
, (18.49a)
ξ
2ij
=
3
2
σ
ij
¯
σ
y
≡ S
ij
, (18.49b)
for simplicity. In terms of choosing parameters, P
1
is
dominant for the Bauschinger effect, P
2
= 0 ensures
initial isotropy, and Q is related to the description
of the cross effect. Since the second-order tensors
adopted in the model reflect the current state of back
stress and stress deviator, particular anisotropy with the
path/history dependence can not be described by the
model.
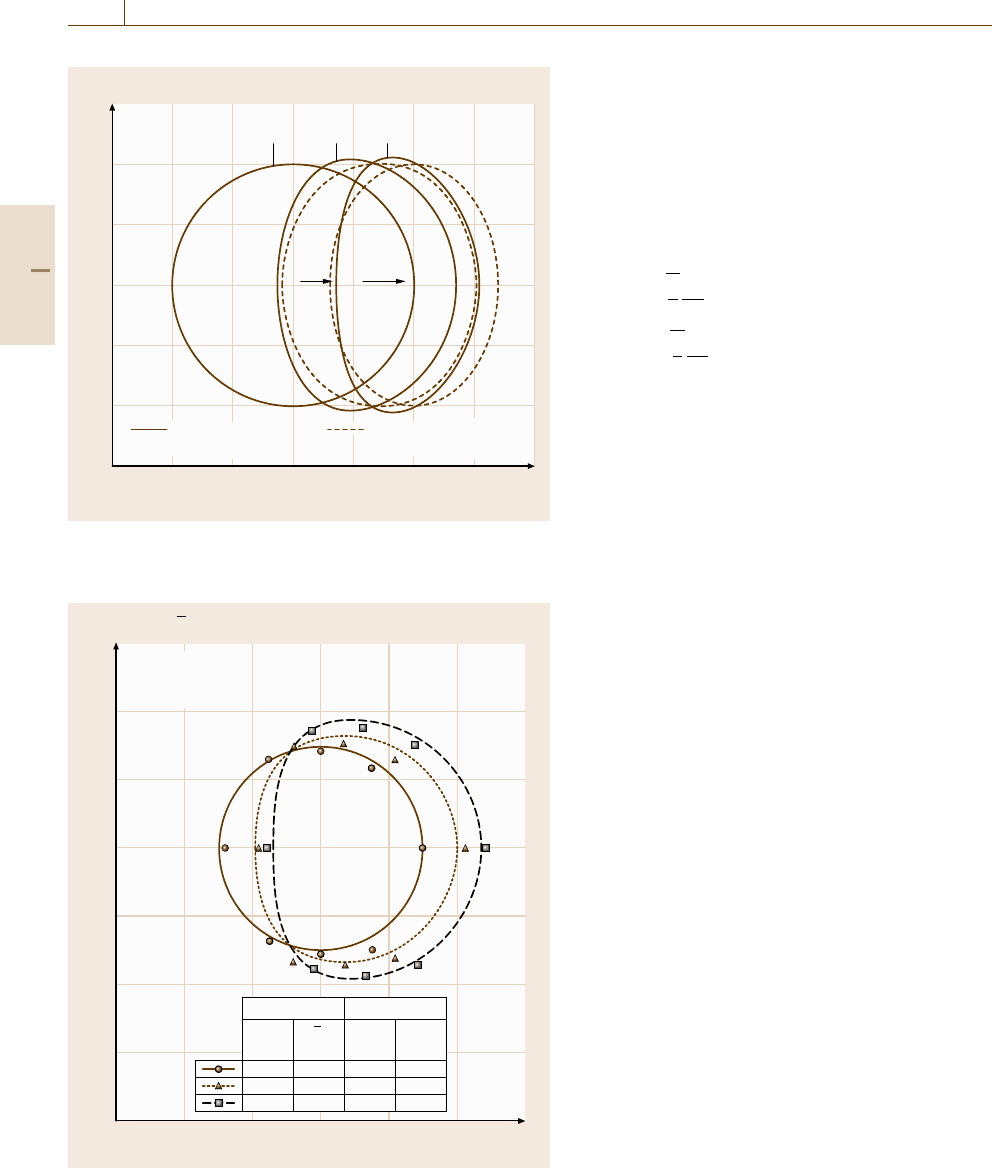
Figure 18.6 shows the basic performances of the
yield functions [18.31] and the variation in yield locus
is shown for a combined tension–torsion stress state,
in which the axial and shear stresses are displayed in
nondimensional ways such that the values are normal-
ized by the yield stress. Dashed lines exhibit elliptical
shapes given by the Baltov–Sawczuk theory, while the
solid lines show the results from the higher order the-
ory used to describe the cross effect, which exhibits
characteristic hardening backward and perpendicular to
the tensile direction. As the deformation increases, the
kinematic back stress increases and then the ellipti-
cal shape shrinks towards the tensile direction. Since
the deformation shown in the figure corresponds to
a uniaxial stretch, the yield loci can be determined
experimentally.
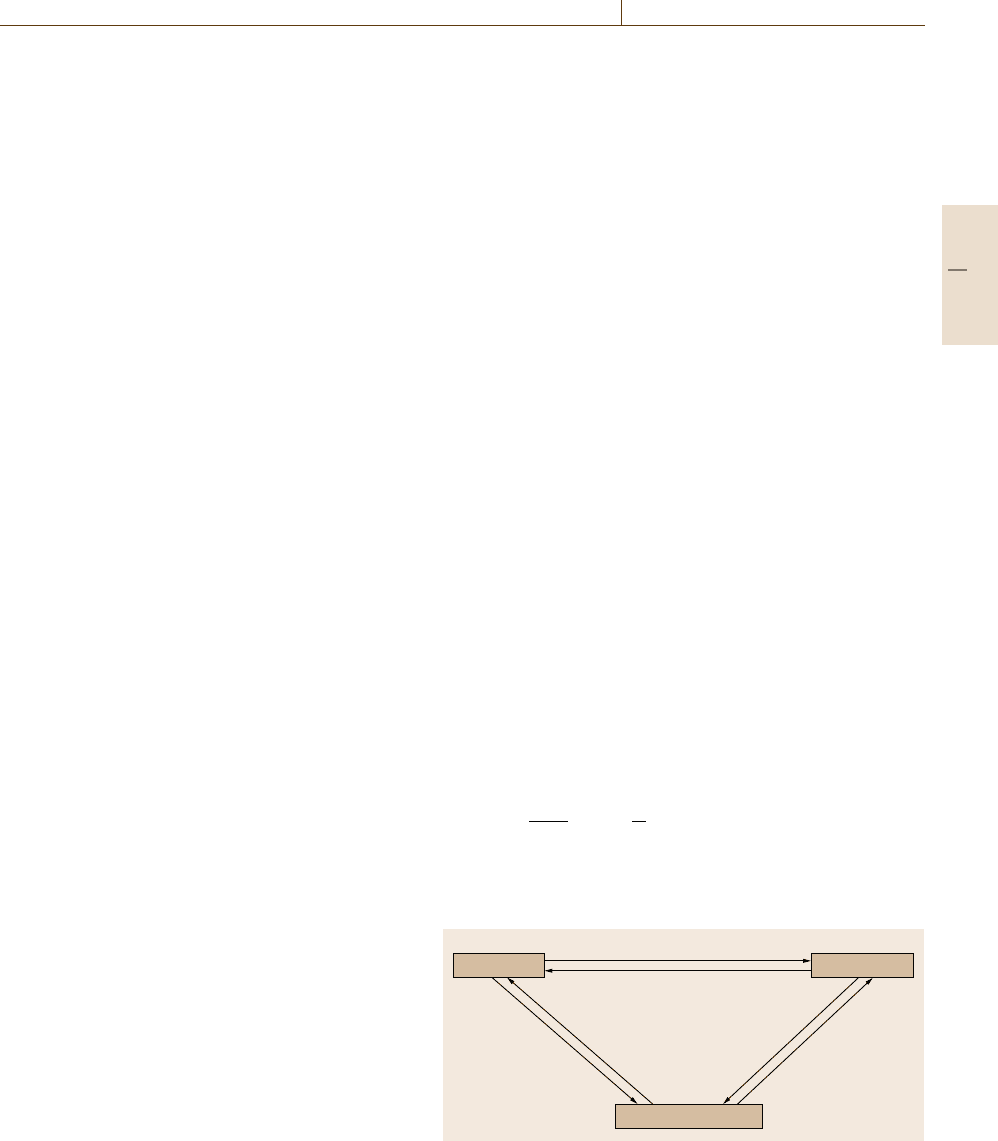
Experimental verification was performed on stain-
less steel at an elevated temperature, as shown in
Fig. 18.7 [18.31]. Small cyclic loadings under combined
tension and torsion were performed as uniaxial tension
was applied, and the subsequent yield stresses for these
small cycles were measured. The 304 stainless steel
shows both kinematic hardening and isotropic harden-
ing, and the parameters are chosen to obtain best fit
curves for the yield loci. The development of defor-
mation enhances the anisotropy while expanding the
yield locus. The yield locus in particular expands back-
ward and perpendicular to the loading direction. The
Part E 18.2
Continuum Constitutive Modeling 18.3 Metallothermomechanical Coupling 1023
model successfully describes the development of this
kind of higher order induced anisotropy. However, when
one wishes to include the history effect of asymmet-
ric shape and the corner effect at the loading point,
this model is of no use because it involves current
values of stress and back stress. This problem can be
overcome introducing a multisurface model in stress
space [18.32].
18.3 Metallothermomechanical Coupling
18.3.1 Phase Changes
Engineering processes involving temperature changes,
such as casting, welding, heat treatment and so on,
are widely used to produce materials and improve
their strength and/or functions. In such cases varia-
tions in temperature and internal structure dominate
the dimensional accuracy of and residual stresses in
the final product. Any metallic material has a spe-
cific structure, known as a phase, under certain
conditions of stress, temperature and so on, which
is virtually stable for small disturbances. Carbon
steels have perlite and bainite structures at room
temperature when they are produced via moder-
ate heat treatment processes. On the other hand,
when they undergo rapid cooling from high temper-
atures, the phase changes from austenite to marten-
site, and the martensitic structure is quasi-stable at
room temperature. Quite a large volumetric change
is involved during the quenching process, inducing
residual stresses. This implies that temperature, inter-
nal structure and stress/strain are all coupled together.
Metallothermomechanical coupling theories have been
proposed to deal with such processes [18.33–35].
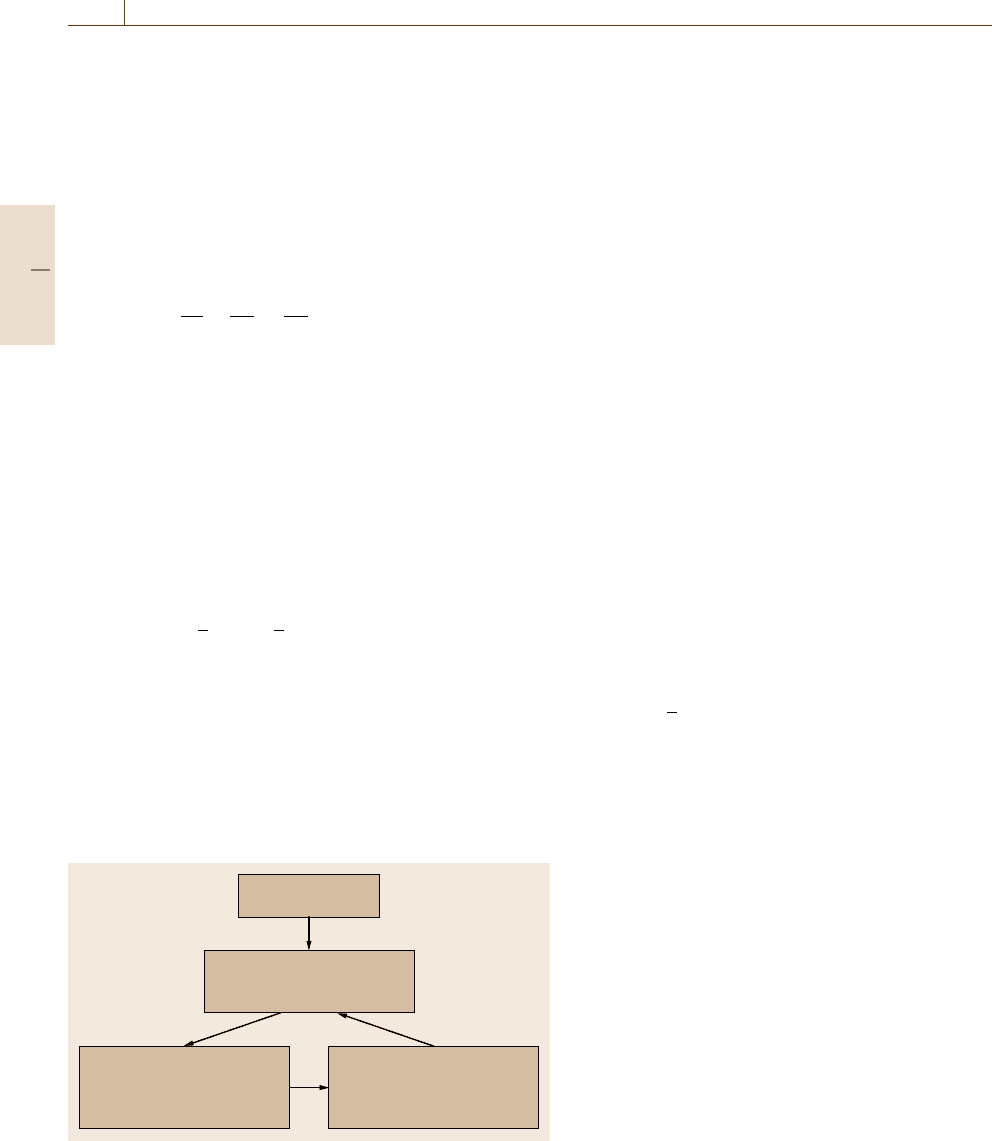
Figure 18.8 illustrates the interactions between tem-
perature, structure and stress [18.36]. When the tem-
perature changes during a process, thermal stresses
(1) are induced, while the metallic phase may also
change (2) depending on the conditions. Stress and
strain are also influence the temperature (3) due
to plastic mechanical work, while they also influ-
ence the onset of phase change (6). Mechanical
properties are obviously affected by the internal struc-
ture, and the volumetric change due to a phase
change is a typical example of how to affect the
stress/strain field (5). Latent heat (4) is generated dur-
ing the phase change, which affects the temperature
field.
Based on the mixture theory concept [18.37], a sim-
plified model has been proposed for dealing with
such complicated processes. Here we regard a par-
ticle at point x as being occupied by a number of
components, namely 1, 2,... and N. The material
properties and/or physical quantities φ of the particle
are assumed to be average values based on the lever
rule
φ =
N
I=1
ξ
I
φ
I
. (18.50)
Here φ
I
is the property of the I-th constituent and ξ
I
indicates the volume fraction of the I-th component.
Generally the following relationship holds for the vol-
ume fractions
N
I=1
ξ
I
=1 . (18.51)
This means that one of the N volume fractions is not
derived independently but is automatically given by
the above equation. Using this simple idea, a conven-
tional thermoelastoplasticity theory can be extended
into a theory that accounts for metallothermomechan-
ical coupling.
The thermoelastic theory is formulated as follows
[18.38, 39]. The elastic strain is expressed in terms of
stress, temperature and the volumetric change in struc-
ture, and these contribute linearly to the strain. For
macroscopically isotropic materials, this is expressible
as
ε
ij
=
1+ν
E
δ
ik
δ
jl
−
1
E
δ
ij
δ
kl
σ
kl
+α
(
T −T
0
)
δ
ij
+
I
βξ
I
δij . (18.52)
(T) Thermal stress
Temperature Stress (strain)
Metallic structures
(3) Heat generation due to
mechanical work
(2)
Temperature-
dependent phase
transformation
(4)
Latent
heat
(6)
Stress-induced
transformation
(5)
Transformation
stress
Fig. 18.8 Interaction diagram for thermometallomechanical cou-
pling
Part E 18.3
1024 Part E Modeling and Simulation Methods
Here E and ν are the Young’s modulus and Poisson
ratio of the material. α is the thermal expansion co-
efficient, and β
I
is the dilatation parameter due to the
change in the I-th constituent. The variation in the tem-
perature T plays an important role here. The elasticity
parameters and thermal expansion are averaged, and the
average values are calculated through (18.50). Taking
into account the mechanical work done due to inelastic
(plastic) work and the latent heat generation, the heat
conduction equation is given by
ρc
∂T
∂t
=
∂
∂x
i
k
∂T
∂x
i
+σ
ik
˙
ε
p
ki
+
I
l
I
˙
ξ
I
, (18.53)
where ρ, c and k are the mass density, the specific heat
and the thermal conductivity of the mixture, which are
also averaged in the sense of (18.50). Clearly the me-
chanical work from the second term is only generated
during the process of inelastic deformation, and the la-
tent heat of the third term is only dominant when a phase
change occurs. The last two factors can be regarded as
macroscopic heat generation terms. The conventional
plasticity theory is also modified to a generalized form.
When we employ the von Mises yield criterion with
isotropic hardening, the yield function takes the form
F =
1
2
σ
ij
σ
ij
−
1
3
¯
σ
y
(κ, T,ξ
I
)
2
=0 , (18.54)
in which the yield stress under uniaxial stress involves
not only a hardening parameter κ, such as the equivalent
plastic strain, but also the temperature T and even the
volume fraction ξ
I
of each constituent. In order to ob-
tain the current stress, temperature and structures, these
equations are implemented in incremental calculations,
so the rate-type formulation is employed and adopted in
the numerical scheme.
Increment of time
Δt
i+1
Calculation of temperature
increment (ΔT)
i+1
by (Δσ)
Δt
i
, (Δε)
Δt
i
, (Δξ
i
)
Δt
i
Calculation of stress and
strain increments
(Δσ)
Δt
i+1
, (Δε)
Δt
i+1
,
by (ΔT)
Δt
i+1
, (Δξ
i
)
Δt
i
Calculation of volume
fractions increment (Δξ
i
)
Δt
i+1
by
(ΔT)
Δt
i+1
, (Δσ)
Δt
i+1
, (Δε)
Δt
i+1
Fig. 18.9 Numerical algorithm for solving the coupled system of
equations
The kinetics of phase transformation is another
issue to be discussed. Typical phase transformations
in metallic structures include austenite–perlite, fer-
rite, martensite and bainite transformations [18.40–42].
These solid–solid phase transformations are classified
into two or three categories: the diffusion-driven phase
transformation, the nondiffusion-driven type transfor-
mation, and a mixture of them. The perlite and ferrite
phase transformations are characterized by the first cat-
egory, while the martensite transformation falls into the
second category. Here we summarize typical evolution
laws for volume changes due to phase transformations.
The dependence of phase transformations on stress in-
volves another topic called transformation plasticity,in
which permanent deformation is induced by low stress
levels. However, we will not discuss this topic here; in-
stead we limit our discussions to the kinetics associated
with phase changes.
Johnson and Mehl [18.43] proposed the follow-
ing volume fraction for the phase transformation from
austenite to perlite
ξ
P
=1−exp(−V
e
) . (18.55)
Here ξ
P
refers to the perlite nucleated from the austen-
ite. ξ
A
is the volume fraction of austenite, while V
e
stands for the residual volume of austenite, which is
expressed by
V
e
=
t
0
4
3
π
˙
SR
3
(t −τ )dτ. (18.56)
Here
˙
S and R are the rates of nucleation and growth
respectively. It is assumed in this theory that nuclei are
spherical. The integrand is affected by both temperature
and stress, and so we have
V
e
=
t
0
f (T,σ
m
) ·(t −τ)dτ. (18.57)
The material function f (T,σ
m
) can be specified from
a so-called T–T–T diagram (or S-curve) under vari-
ous stress states (pressures). The phase transformation
therefore depends on both stress and temperature, and
the volume change affects the stress field due to the
changes in parameters, while the latent heat influences
the heat conduction.
There are also several models for the process
of martensite transformation, and a phenomenologi-
cal treatment proposed by Magee [18.44] is introduced
here. The martensite transformation starts at a point M
s
Part E 18.3
Continuum Constitutive Modeling 18.3 Metallothermomechanical Coupling 1025
where two phases have different free energy levels. This
is due to the characteristics of nondiffusion-type phase
transformation. Combining the stress-induced terms,
the volume of martensite ξ
M
is given by
ξ
M
=1 −exp
φ
1
(M
s
−T ) +φ
2
σ
m
+φ
3
J
1/2
2
.
(18.58)
Here φ
1
, φ
2
and φ
3
are material parameters. The tem-
perature is dominated by the first term while the mean
stress and the deviatoric stress also affect the marten-
site transformation. If a perlite phase ξ
P
exists at the
onset of martensite transformation, the above equation
is modified to
ξ
M
=(1 −ξ
P
)
×
1 −exp
φ
1
(M
s
−T ) +φ
2
σ
m
+φ
3
J
1/2
2
.
(18.59)
This means that only the austenite contributes to the
nucleation of martensite. These are typical kinetics
equations of solid–solid phase transformations. As well
as these equations, one has to consider solid–liquid
transformation when dealing with welding and casting.
In this case, however, one must return to the original
idea that any material parameter is given in an averaged
manner, because the constitutive equation of liquids is
completely different to that of solids, and the shear vis-
cosity is generally much smaller in liquid.
18.3.2 Numerical Methodology
It is important to find an efficient procedure that can be
used to solve the process of thermometallomechanical
coupling in a system. The mechanical equations com-
prise a set of elliptic-type differential equations, while
thermal conduction is governed by a typical diffusion
(parabolic) equation. The kinetics of phase transfor-
mation are also given explicitly. This implies that the
temperature and stress/strain are solved using a finite
element/finite volume method, while the variation in
internal structure can be taken into account using in-
ternal state variables. In order to obtain the numerical
solution step-by-step, a suitable algorithm needs to be
constructed. Using simple estimation of the sensitivity
to each term, it becomes clear that thermal conduction
is generally dominant, and that the time step should be
controlled with reference to the thermal conduction if
the mechanical equation is based on quasi-static mo-
tion. The next greatest influence is the effect of a phase
change on the stress/strain response. Using this, the fol-
lowing numerical scheme can be established.
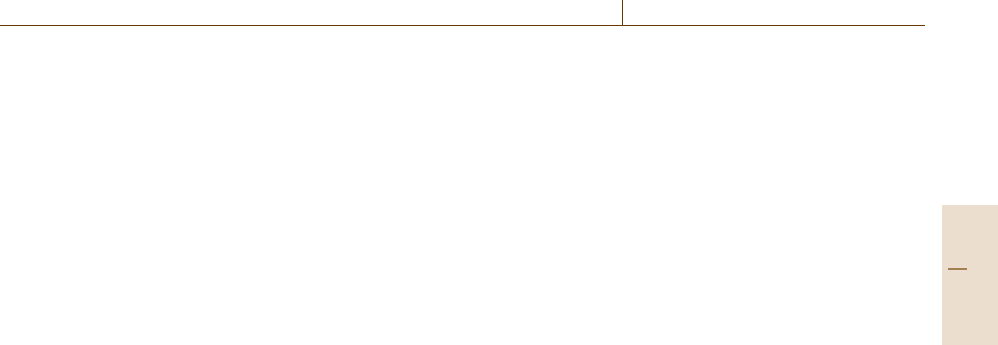
A schematic of the algorithm is shown in Fig. 18.9
[18.36]. Let Δt be the time increment prescribed on an
object. The temperature is first updated using the solu-
tion for ΔT where ΔT is obtained using only the values
at the current time step t
i
. The time increment Δt is small
enough to obtain a stable solution for the temperature.
Using this temperature increment ΔT , the kinetics are
then updated and the volume fractions Δξ
I
are modified
during the time increment Δt. Since the change in the
volume fraction affects the stress/strain field, the stress
and strain are calculated, with the temperature variation,
last of all. When the mechanical equation is solved for
dynamic motion, substeps with smaller time increments
are superimposed on the time step Δt [18.39]. Although
this iterative process should proceed until the solution is
converges from one time step t
i
to the next t
i+1
, reason-
able solutions can be found even when the calculation
only passes through each step once.
18.3.3 Applications to Heat Treatment
and Metal Forming
Thermometallomechanical coupling simulations have
been applied in the fields of heat treatment, welding,
casting and so on, which have the greatest need for di-
mensional accuracy and to know residual stresses. For
example, when a steel is rapidly cooled from a high-
temperature austenitic state, the structure changes to
martensite below the M
s
transformation state. The vol-
ume increases during this process due to dilatation,
which generally induces compressive stresses. We now
demonstrate a few examples of this from the field of
metal forming.
The austenitic stainless steel type SUS304 has a char-
acteristic feature where the austenite at room temper-
ature is said to be quasi-stable and transformed into
martensite under large inelastic deformation. This im-
plies that the stainless steel shows phase transformation
during the course of forming. Figure 18.10 shows the
volume fraction of the martensite during a stamping pro-
cess [18.39]. A rigid die pushes down from the top of the
object, which generates friction between the die and the
material. The upper figure shows experimental data for
the volume of martensite in % [18.45], while the lower
figure corresponds to simulated results. The distribution
of the martensite structure observed is caused by both the
deformation and the rate of deformation, while the ther-
mal conditions also influence the structural distribution
to some degree. Due to the constraints from the friction
between the die and material, the center of the top of
the material is almost fixed and so less deformation is
Part E 18.3
1026 Part E Modeling and Simulation Methods
a) Vo l ume fraction of martensite (%) – experimental
b) Vo l ume fraction of martensite – calculated
20
10
40
50
30
60
70
40
30
60
50
70
0.660
0.495
0.330
0.165
0
Fig. 18.10a,b Experimental and calculated martensite vol-
ume fractions caused by stamping
induced here during the process. The martensite distribu-
tion in the experiment is obtained by a coupled usage of
magnetic measurement and x-ray diffraction. The simu-
lation successfully grasps the martensite transformation
and shows a good agreement in tendency with the exper-
imental ones.
The advantage of using this type of simulation is
that the temperature, stress/strain and metallic struc-
ture can be obtained at any time. The next example,
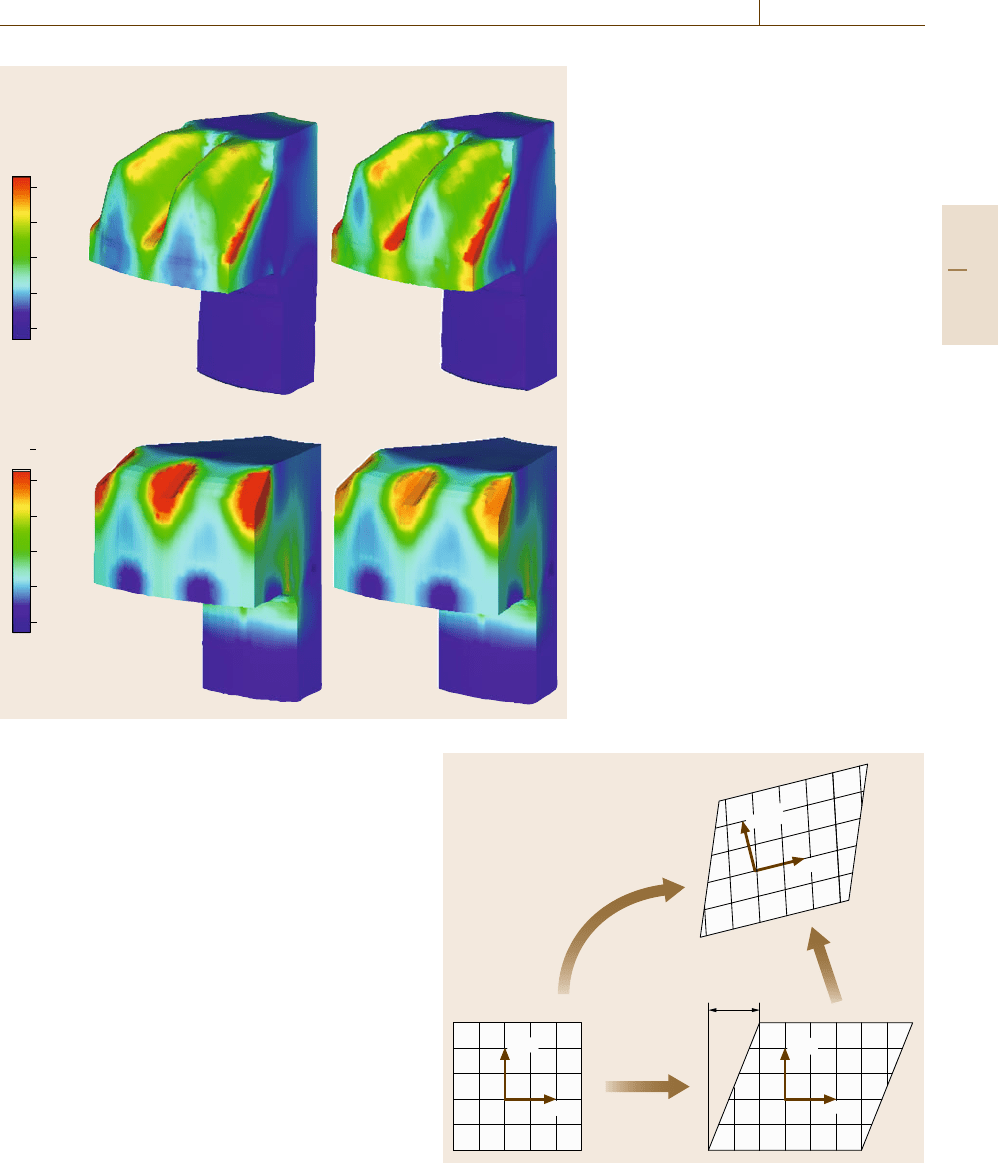
shown in Fig. 18.11, demonstrates the effect of friction
on the internal structure and the rate of forming on
the stress level [18.46]. The upper figures indicate the
residual martensite structure after the forging. The left
side (Fig. 18.11a) shows the martensite structure when
a small friction coefficient (0.1) between the die and
material is used, and the right-hand side (Fig. 18.11b)
corresponds to a larger friction coefficient of 0.2. Since
larger shear stress is induced when overcoming the resis-
tance from the die with larger friction, we expect more
strain to be generated, particularly at the teeth of the die.
This implies that more martensite appears around the
bottom of the teeth. The simulated equivalent stress dis-
tributions for the first stroke with a friction coefficient of
0.1 during high strain rate and low strain rate forging are
depicted in the lower parts of Fig. 18.11c, d. The marten-
site distributions in both of these cases at this stage are
similar and small values are obtained. The stresses for
a high strain rate are higher than the stresses for a low
strain rate from the beginning of the stroke until the end
of the loading stage shown in Fig. 18.11c, d. During this
period, the hardening behavior of the material is deter-
mined mainly by austenite, since the martensite content
is low. However, with the generation of martensite, the
flow stress becomes strongly dependent on the marten-
site fraction in the material. The low strain rate produces
much higher stresses at the end of the simulation due to
larger amounts of martensite.
18.4 Crystal Plasticity
18.4.1 Single-Crystal Model
The phenomenological plasticity models discussed so
far have been successful used to describe various
classes of material behavior, not only for complex
loading histories but also for nonisothermal conditions
with varying temperature. However, we have not yet
discussed the real physical mechanism of crystal de-
formation, and so this has not been reflected in the
models. Real plastic deformation is mainly caused by
slip in grains, as was pointed out from a continuum me-
chanics viewpoint by Taylor [18.47]andHill [18.21],
and materials are hardened due to the pile up of dislo-
cations [18.48, 49]. Grain boundary sliding also plays
an important role in mechanical behavior at elevated
temperatures [18.50]. Asaro and coworkers [18.51]pro-
posed a concise model for single crystals which relates
the crystal slip to the macroscopic strain. In this section
we discuss plastic material behavior from a microscopic
view based on the Asaro model, and relate the micro-
scopic deformation to continuum deformation at the
macroscopic level. Infinitesimal deformation theory is
employed throughout here, and this enables us to reduce
the simulation load drastically. Detailed discussions on
finitely deforming crystals can be found in the original
and related articles.
Metallic materials have a certain regularity of
atomic configuration, such as body-centered cubic
Part E 18.4
Continuum Constitutive Modeling 18.4 Crystal Plasticity 1027
a) Friction coefficient 0.1 b) Friction coefficient 0.2
c) High strain rate d) Low strain rate
0.470
0.365
0.260
0.155
0.050
σ (GPa)
0.998
0.750
0.500
0.250
0
Fig. 18.11a–d The effects of friction
and speed on the forging process. The
top figures demonstrate the effect of
friction on martensite transformation
under low deformation rate, while the
bottom figure shows the equivalent
stress levels under different punch
speeds
(bcc), face-centered cubic (fcc), hexagonal close packed
(hcp), and so on. Each crystal structure has a particu-
lar plane and direction of permanent deformation. For
example, an fcc crystal has 12 primary slip systems.
Once we obtain a suitable model for describing the lo-
cal slip due to the local stress acting on a crystal, we
can then expect to be able to predict macroscopic defor-
mation as the sum of all local deformations. When slip
occurs in a crystal, the change of configuration can be
expressed by the geometrical information of the system
that has undergone slip and the amount of slip γ .Fig-
ure 18.12 illustrates the basic idea of crystal slip. Let
m
(α)
be the plane and s
(α)
be the direction associated
with the slip system (α). Taking into account the dis-
tortion of the crystal lattice due to elasticity, the total
deformation gradient F (F
ij
) can be expressed as
F
ij
= F
∗
ik
F
p
kj
. (18.60)
Here F
∗
indicates the distortion and translation that are
mainly due to elastic deformation, while F
p
is the per-
manent deformation due to crystal slip. The velocity
F = F
*
F
p
m
(α)
s
(α)
m
(α)
γ
(α)
m
*
(α)
s
(α)
s
*
(α)
F
p
F
*
Fig. 18.12 Schematic view of a slip system and the decomposition
of deformation
Part E 18.4