Chilingarian G.V. et al. Surface Operations in Petroleum Production, II
Подождите немного. Документ загружается.

135
FLUID
PROPPING AGENT
PROPPING
AGENT
I
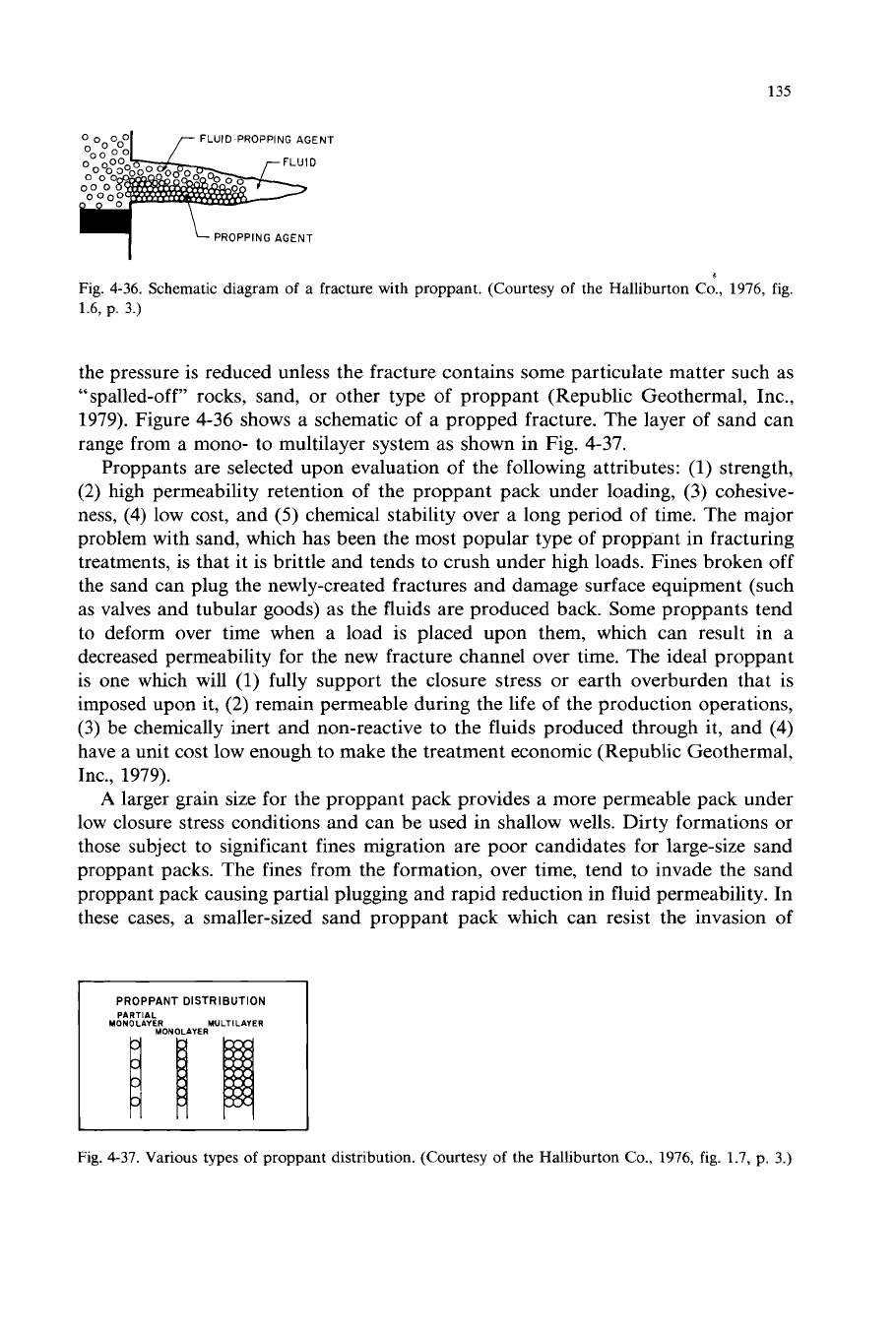
Fig. 4-36. Schematic diagram
of
a fracture with proppant. (Courtesy of the Halliburton Co., 1976, fig.
1.6, p. 3.)
the pressure is reduced unless the fracture contains some particulate matter such as
"spalled-off" rocks, sand, or other type of proppant (Republic Geothermal, Inc.,
1979). Figure 4-36 shows a schematic of a propped fracture. The layer of sand can
range from a mono- to multilayer system as shown in Fig. 4-37.
Proppants are selected upon evaluation of the following attributes:
(1)
strength,
(2)
high permeability retention of the proppant pack under loading, (3) cohesive-
ness,
(4)
low cost, and
(5)
chemical stability over a long period of time. The major
problem with sand, which has been the most popular type of proppant in fracturing
treatments, is that it is brittle and tends to crush under high loads. Fines broken off
the sand can plug the newly-created fractures and damage surface equipment (such
as valves and tubular goods) as the fluids are produced back. Some proppants tend
to deform over time when a load is placed upon them, which can result in a
decreased permeability for the new fracture channel over time. The ideal proppant
is one which will
(1)
fully support the closure stress or earth overburden that is
imposed upon it,
(2)
remain permeable during the life
of
the production operations,
(3) be chemically inert and non-reactive to the fluids produced through it, and (4)
have a unit cost low enough to make the treatment economic (Republic Geothermal,
Inc., 1979).
A
larger grain size for the proppant pack provides a more permeable pack under
low closure stress conditions and can be used in shallow wells. Dirty formations or
those subject to significant fines migration are poor candidates for large-size sand
proppant packs. The fines from the formation, over time, tend to invade the sand
proppant pack causing partial plugging and rapid reduction in fluid permeability. In
these cases, a smaller-sized sand proppant pack which can resist the invasion of
I
PROPPANT DISTRIBUTION
I
MULTILAYER
PARTIAL
MONOLAYER
MONOLAYER
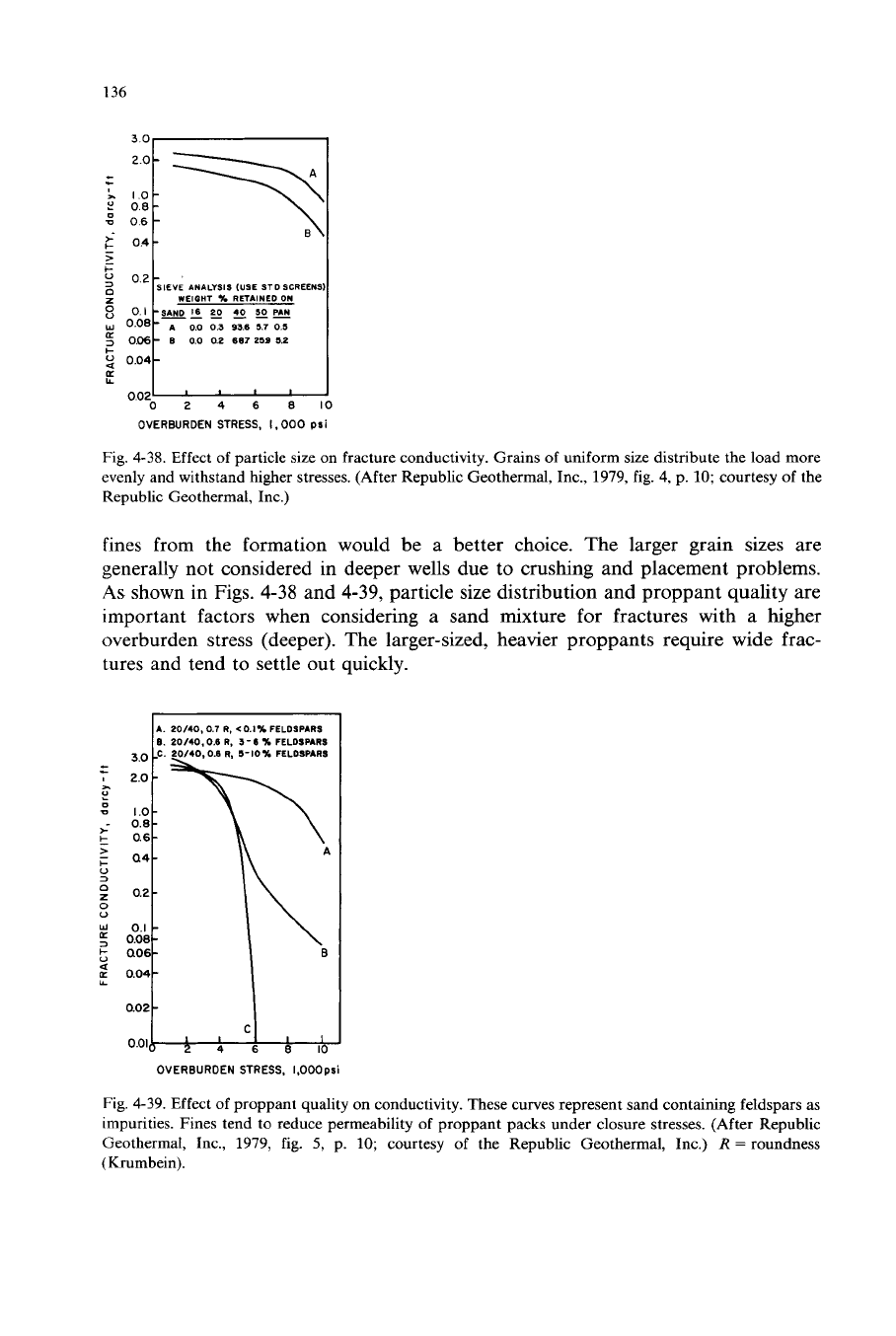
Fig. 4-37. Various types of proppant distribution. (Courtesy of the Halliburton Co., 1976, fig. 1.7, p.
3.)
136
0.6
2
0.4
WElEHT
X
RETAINED
OW
2
0.04
Lt
0.02-
0246810
OVERBURDEN
STRESS,
1.000
PSI
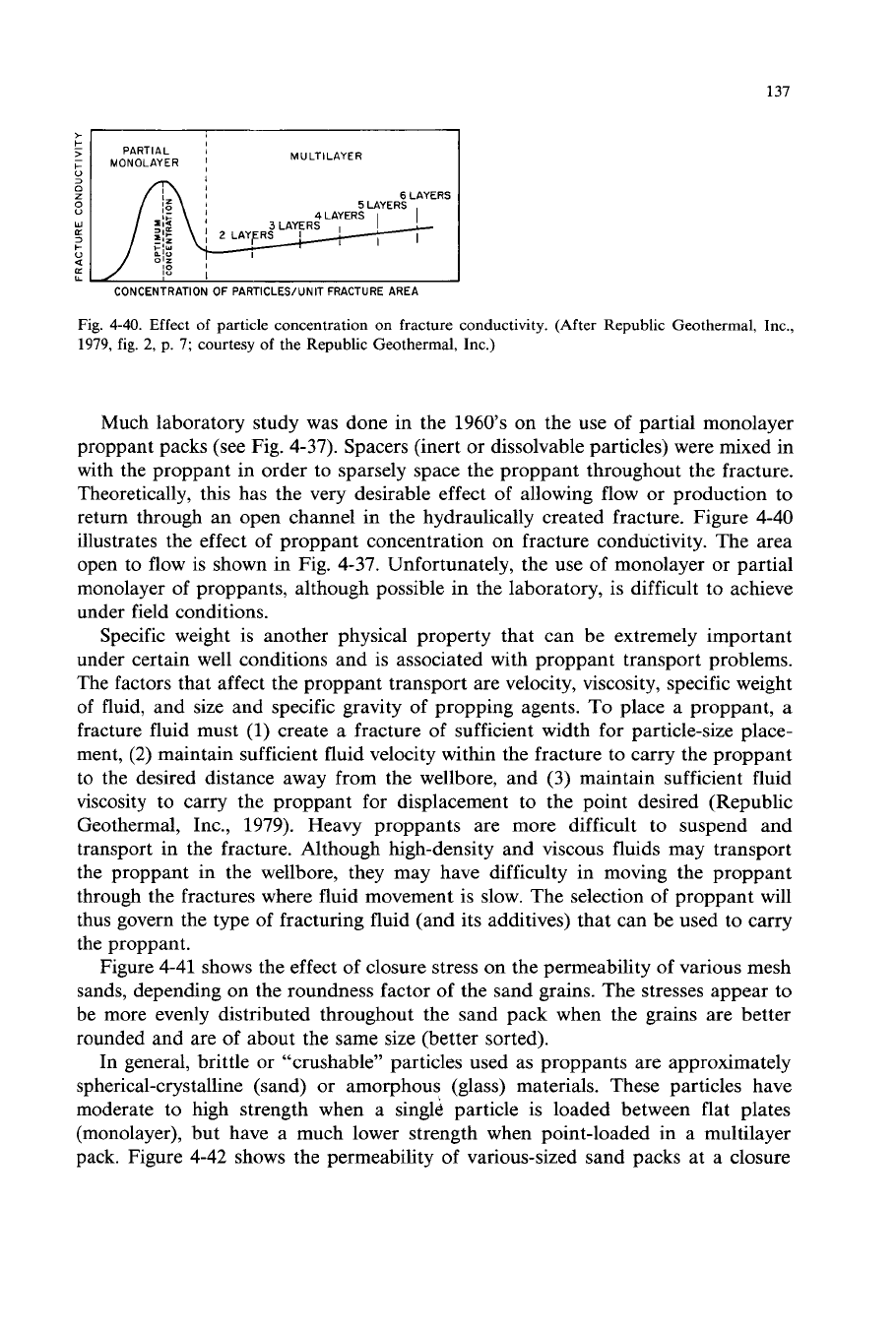
Fig.
4-38.
Effect
of
particle size on fracture conductivity. Grains of uniform size distribute the load more
evenly and withstand higher stresses. (After Republic Geothermal, Inc.,
1979,
fig.
4,
p. 10; courtesy
of
the
Republic Geothermal, Inc.)
fines from the formation would be a better choice. The larger grain sizes are
generally not considered in deeper wells due to crushing and placement problems.
As
shown in Figs.
4-38
and
4-39,
particle size distribution and proppant quality are
important factors when considering a sand mixture for fractures with a higher
overburden stress (deeper).
tures and tend to settle out
The larger-sized, heavier proppants require wide frac-
quickly.
I
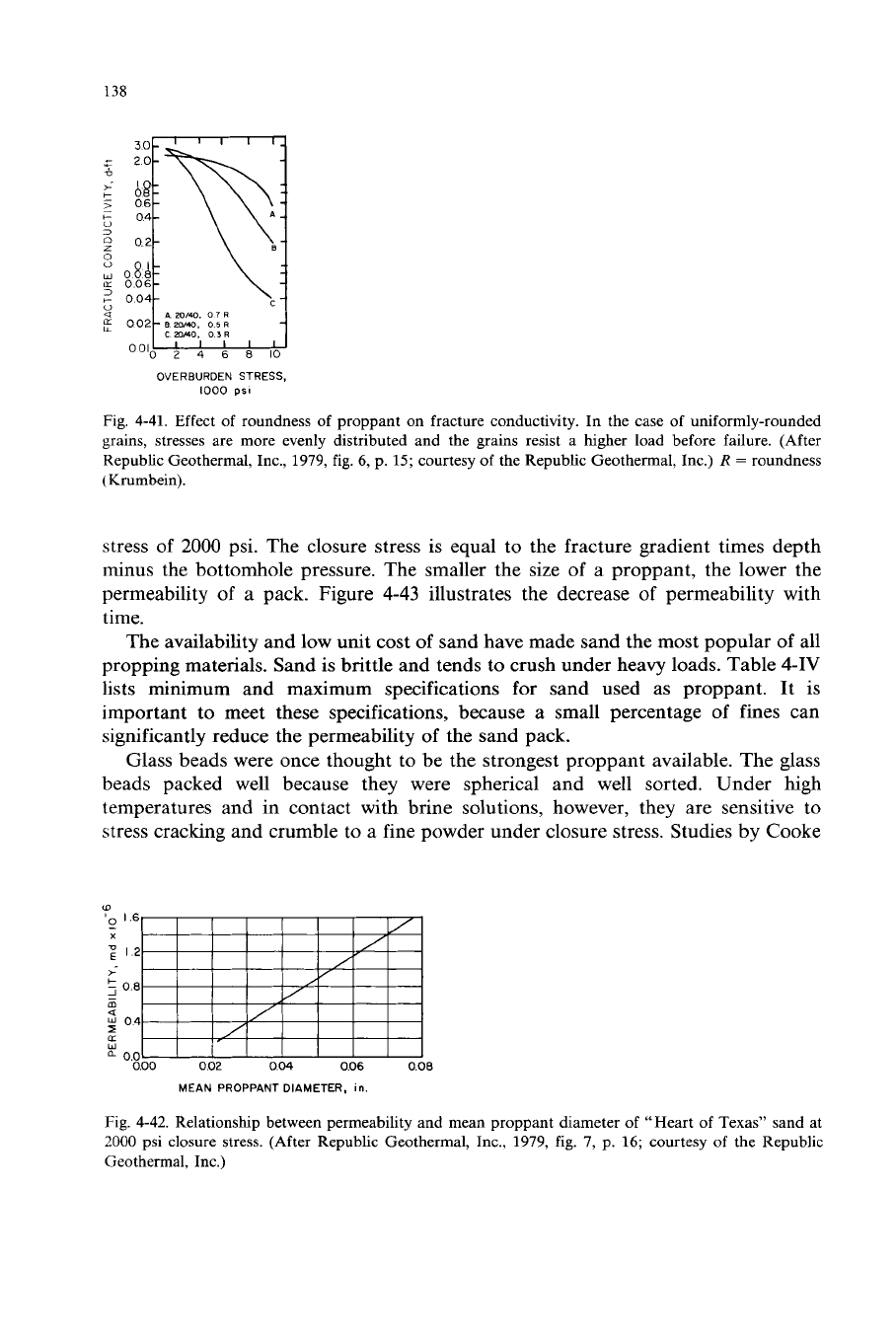
A.
20/40,0.7
R,
<O.IX
FELDSPARS
8.
20/40.0.6
R,
3
-
6
X
FELDSPARS
OVERBURDEN STRESS,
1.000pri
Fig.
4-39.
Effect of proppant quality on conductivity. These curves represent sand containing feldspars as
impurities. Fines tend to reduce permeability
of
proppant packs under closure stresses. (After Republic
Geothermal, Inc.,
1979,
fig.
5,
p.
10;
courtesy
of
the Republic Geothermal, Inc.)
R
=
roundness
(
Krumbein).
137
t
?
%I
I
6
LAYERS
5
LAYERS
4
Y
MU LTI LAYER
PARTIAL
I
MONOLAYER
~
I
Fig.
4-40.
Effect of particle concentration on fracture conductivity. (After Republic Geothermal, Inc.,
1979, fig.
2,
p.
7; courtesy
of
the Republic Geothermal, Inc.)
Much laboratory study was done in the
1960’s
on the use of partial monolayer
proppant packs (see Fig.
4-37).
Spacers (inert or dissolvable particles) were mixed in
with the proppant in order to sparsely space the proppant throughout the fracture.
Theoretically, this has the very desirable effect of allowing flow or production to
return through an open channel in the hydraulically created fracture. Figure
4-40
illustrates the effect of proppant concentration on fracture conductivity. The area
open to flow is shown
in
Fig.
4-37.
Unfortunately, the use
of
monolayer or partial
monolayer of proppants, although possible in the laboratory,
is
difficult to achieve
under field conditions.
Specific weight is another physical property that can be extremely important
under certain well conditions and is associated with proppant transport problems.
The factors that affect the proppant transport are velocity, viscosity, specific weight
of fluid, and size and specific gravity of propping agents. To place a proppant, a
fracture fluid must
(1)
create a fracture of sufficient width for particle-size place-
ment,
(2)
maintain sufficient fluid velocity within the fracture to carry the proppant
to the desired distance away from the wellbore, and
(3)
maintain sufficient fluid
viscosity to carry the proppant for displacement to the point desired (Republic
Geothermal, Inc.,
1979).
Heavy proppants are more difficult to suspend and
transport in the fracture. Although high-density and viscous fluids may transport
the proppant in the wellbore, they may have difficulty in moving the proppant
through the fractures where fluid movement is slow. The selection of proppant will
thus govern the type of fracturing fluid (and its additives) that can be used to carry
the proppant.
Figure
4-41
shows the effect of closure stress on the permeability of various mesh
sands, depending on the roundness factor of the sand grains. The stresses appear to
be more evenly distributed throughout the sand pack when the grains are better
rounded and are of about the same size (better sorted).
In general, brittle or “crushable” particles used as proppants are approximately
spherical-crystalline (sand) or amorphous (glass) materials. These particles have
moderate to high strength when a singlk particle is loaded between flat plates
(monolayer), but have a much lower strength when point-loaded in a multilayer
pack. Figure
4-42
shows the permeability
of
various-sized sand packs at a closure
138
e
04
0.2
3
0
cr
006
2
004
5
A
20l40.
0
7
R
‘‘‘0
2
4
6
8
10
OVERBURDEN
STRESS,
1000
PSI
Fig.
4-41.
Effect of roundness of proppant on fracture conductivity. In the case
of
uniformly-rounded
grains, stresses are more evenly distributed and the grains resist
a
higher load before failure. (After
Republic Geothermal, Inc., 1979, fig.
6,
p. 15; courtesy
of
the Republic Geothermal, Inc.)
R
=
roundness
(
Krumbein).
stress of
2000
psi. The closure stress is equal to the fracture gradient times depth
minus the bottomhole pressure. The smaller the size of a proppant, the lower the
permeability of a pack. Figure
4-43
illustrates the decrease
of
permeability with
time.
The availability and low unit cost
of
sand have made sand the most popular of all
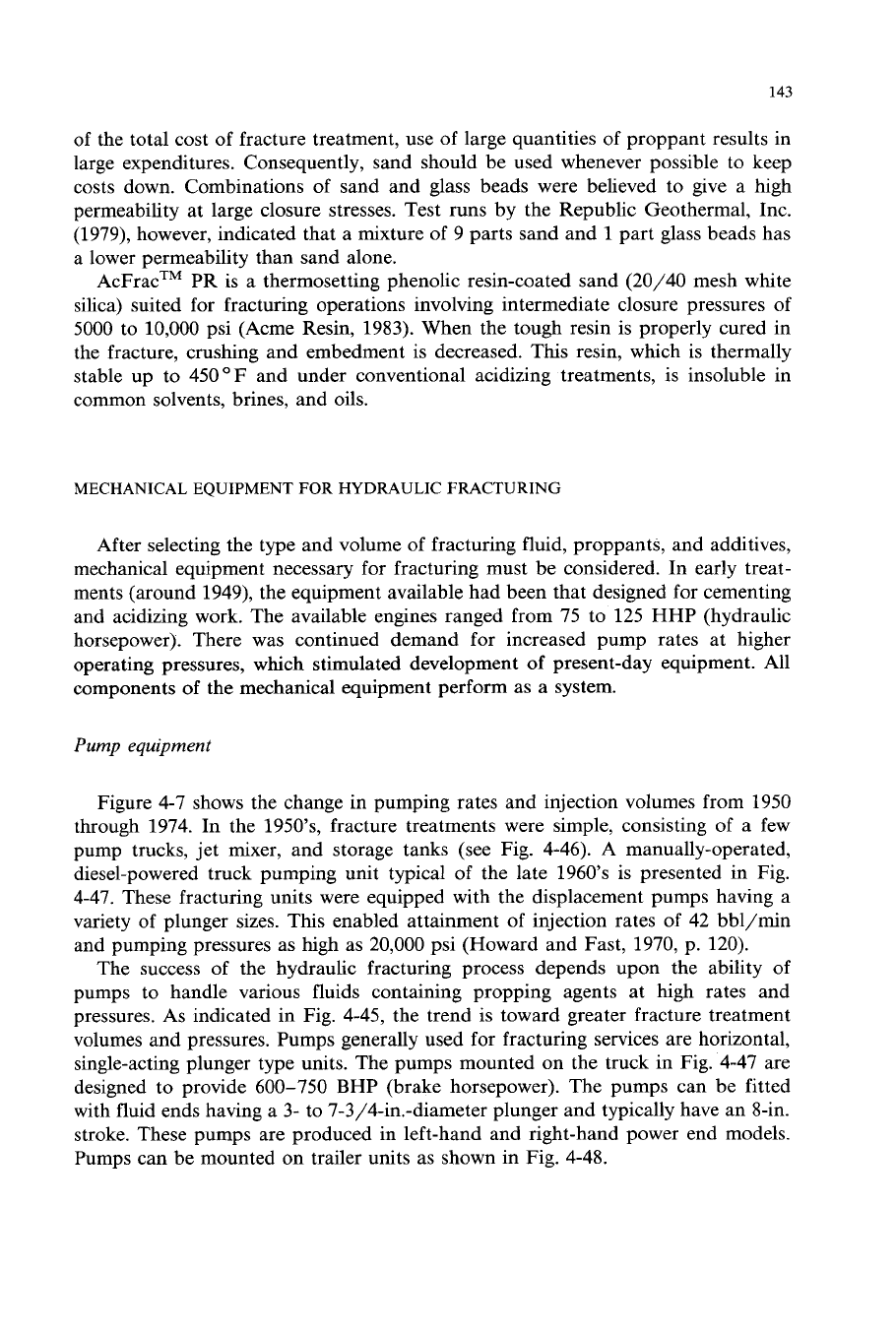
propping materials. Sand is brittle and tends to crush under heavy loads. Table
4-IV
lists minimum and maximum specifications for sand used as proppant. It is
important to meet these specifications, because a small percentage
of
fines can
significantly reduce the permeability
of
the sand pack.
Glass beads were once thought to be the strongest proppant available. The glass
beads packed well because they were spherical and well sorted. Under high
temperatures and in contact with brine solutions, however, they are sensitive
to
stress cracking and crumble to
a
fine powder under closure stress. Studies by Cooke
‘?
I
.6
x
;
1.2
5
0.8
f
0.0
>
-
m
2
04
a:
0.04
0.06
0.08
0.00
0.02
MEAN PROPPANT DIAMETER,
in.
Fig.
4-42.
Relationship between permeability and mean proppant diameter
of
“Heart
of
Texas” sand at
2000
psi closure stress. (After Republic Geothermal, Inc., 1979, fig. 7,
p.
16;
courtesy
of
the Republic
Geothermal, Inc.)

139
Fig. 4-43. Correction of instantaneous permeability to permeability after one year exposure to stress.
(After Republic Geothermal, Inc., 1979, fig. 9, p.
22;
courtesy of the Republic Geothermal, Inc.)
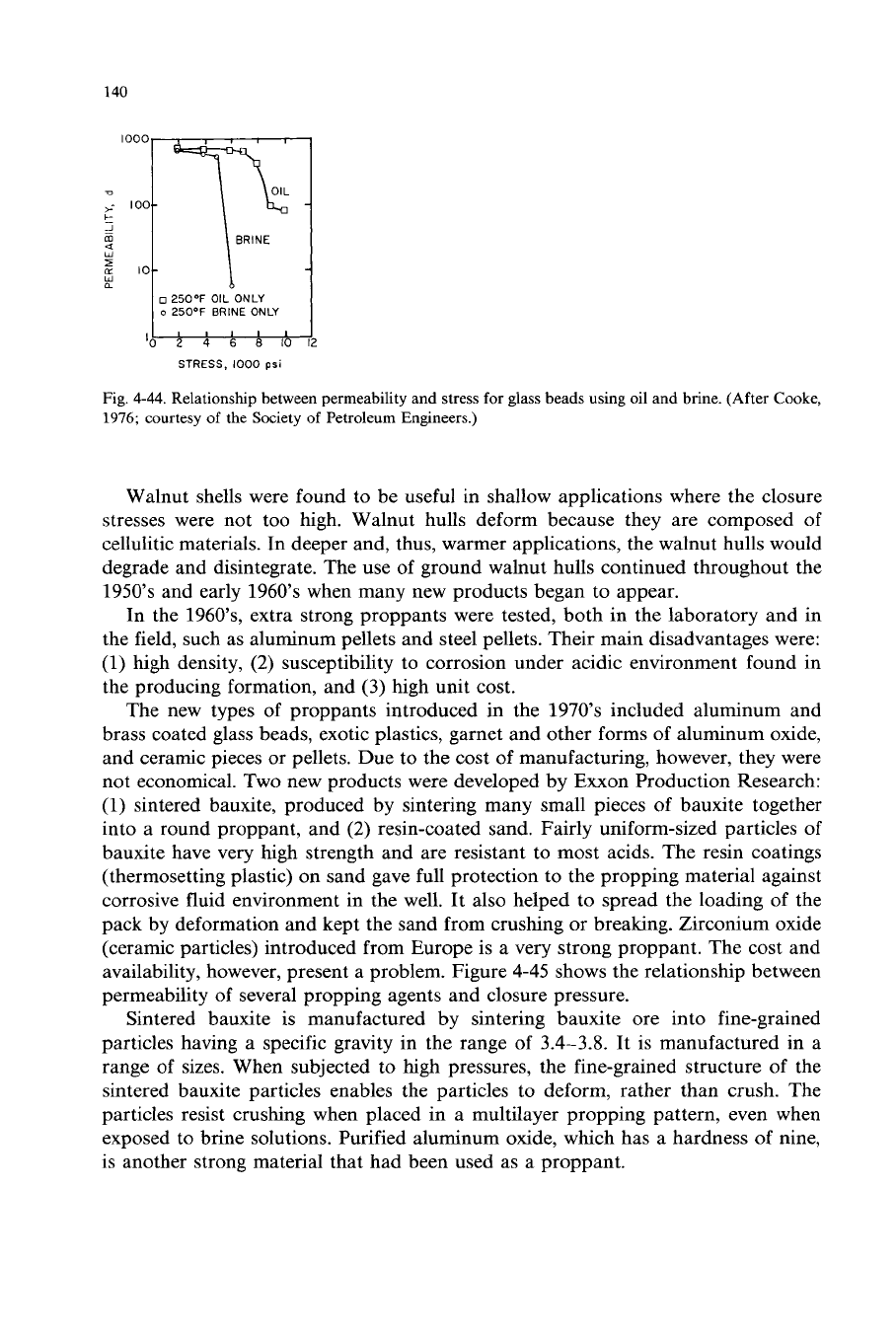
(1973),
as shown in Fig.
4-44,
demonstrated the problems occurring when using
glass beads.
This
along with their
high
cost has reduced the use
of
glass beads as a
propping agent.
TABLE 4-111
Typical functions or types of additives available for fracturing fluid systems (After Veatch, 1983b, table
2,
p. 854; courtesy of the Society of Petroleum Engineers)
Antifoaming agents
Bacteria control agents
Breakers for reducing viscosity
Buffers
Clay stabilizing agents
Crosslinking or chelating agents (activators)
Demulsifying agents
Dispersing agents
Emulsifying agents
Flow diverting
or
flow blocking agents
Fluid-loss control agents
Foaming agents
Friction reducing agents
Gypsum inhibitors
pH
control agents
Scale idubitors
Sequestering agents
Sludge inhibitors
Surfactants
Temperature stabilizing agents
Water-blockage control agents
140
BRINE
i
STRESS,
1000
psi
2
Fig.
4-44.
Relationship between permeability and stress for glass beads using oil and brine. (After
Cooke,
1976;
courtesy
of
the Society of Petroleum Engineers.)
Walnut shells were found to be useful in shallow applications where the closure
stresses were not too high. Walnut hulls deform because they are composed
of
cellulitic materials. In deeper and, thus, warmer applications, the walnut hulls would
degrade and disintegrate. The use of ground walnut hulls continued throughout the
1950’s
and early
1960’s
when many new products began to appear.
In the
1960’s,
extra strong proppants were tested, both in the laboratory and in
the field, such as aluminum pellets and steel pellets. Their main disadvantages were:
(1)
high density,
(2)
susceptibility to corrosion under acidic environment found in
the producing formation, and
(3)
high unit cost.
The new types of proppants introduced in the
1970’s
included aluminum and
brass coated glass beads, exotic plastics, garnet and other forms of aluminum oxide,
and ceramic pieces or pellets. Due to the cost of manufacturing, however, they were
not economical. Two new products were developed by Exxon Production Research:
(1)
sintered bauxite, produced by sintering many small pieces
of
bauxite together
into a round proppant, and
(2)
resin-coated sand. Fairly uniform-sized particles of
bauxite have very lugh strength and are resistant to most acids. The resin coatings
(thermosetting plastic) on sand gave full protection to the propping material against
corrosive fluid environment in the well. It also helped to spread the loading of the
pack by deformation and kept the sand from crushing
or
breaking. Zirconium oxide
(ceramic particles) introduced from Europe is a very strong proppant. The cost and
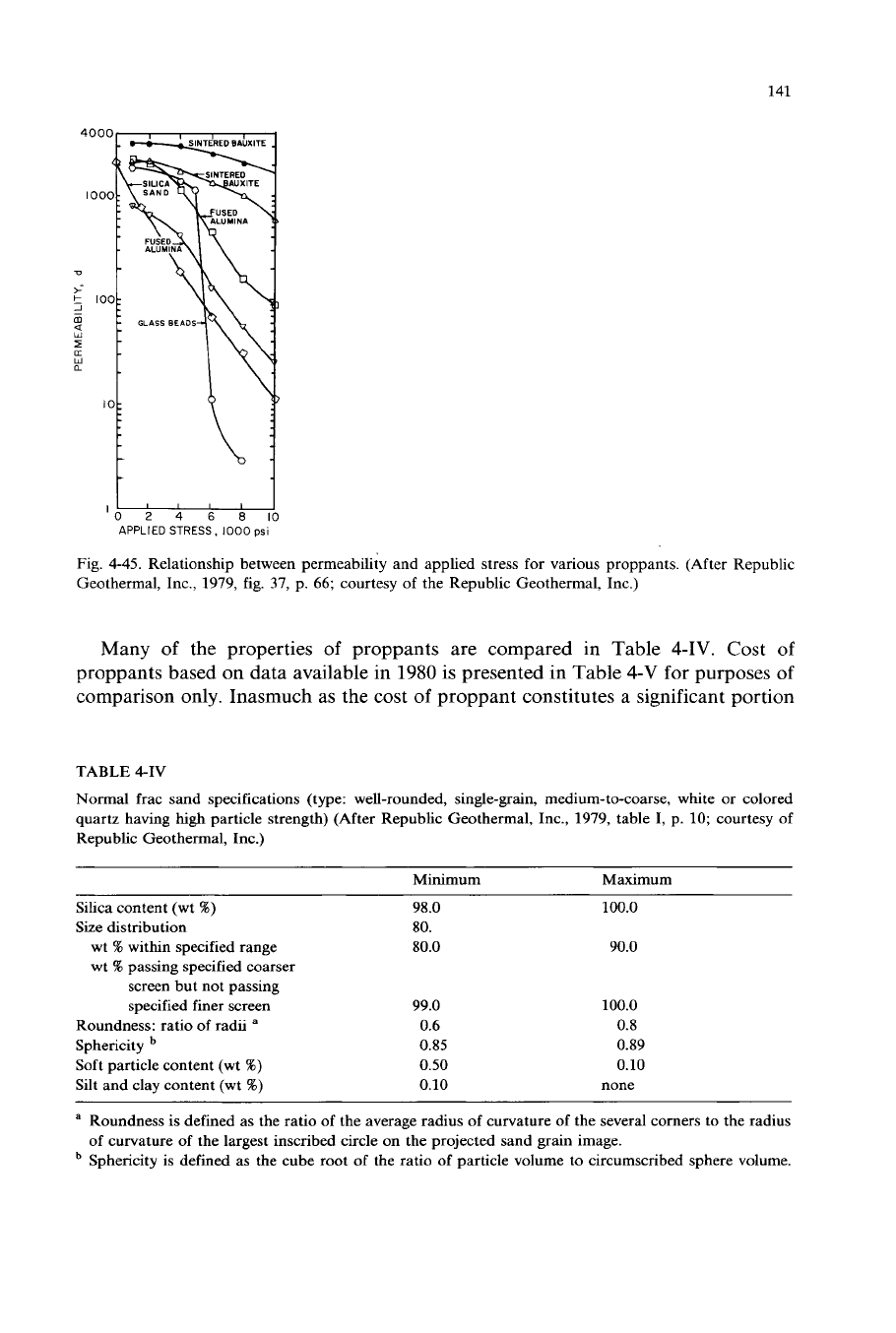
availability, however, present a problem. Figure
4-45
shows the relationship between
permeability of several propping agents and closure pressure.
Sintered bauxite is manufactured by sintering bauxite ore into fine-grained
particles having a specific gravity in the range of
3.4-3.8.
It is manufactured in a
range of sizes. When subjected to high pressures, the fine-grained structure
of
the
sintered bauxite particles enables the particles to deform, rather than crush. The
particles resist crushing when placed in a multilayer propping pattern, even when
exposed to brine solutions. Purified aluminum oxide, which has a hardness
of
nine,
is another strong material that had been used as a proppant.
141
'0246810
APPLIED
STRESS
~
1000
psi
Fig.
4-45.
Relationship between permeability and applied stress for various proppants. (After Republic
Geothermal, Inc.,
1979,
fig.
37,
p.
66;
courtesy
of
the Republic Geothermal, Inc.)
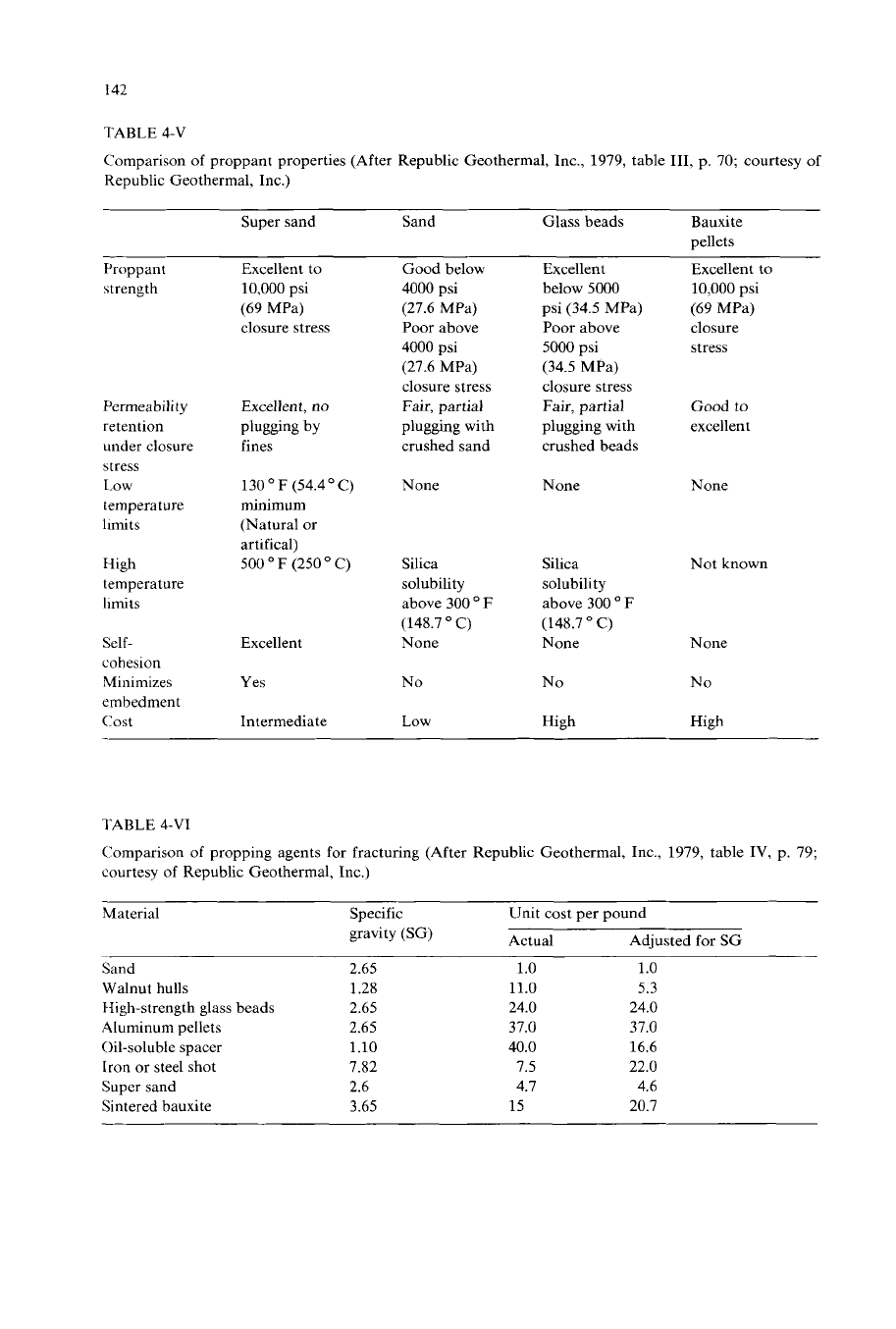
Many
of
the properties
of
proppants are compared in Table
4-IV.
Cost of
proppants based on data available in
1980
is presented
in
Table
4-V
for purposes
of
comparison only. Inasmuch as the cost
of
proppant constitutes a significant portion
TABLE
4-IV
Normal frac sand specifications (type: well-rounded, single-grain, medium-to-coarse, white
or
colored
quartz having high particle strength) (After Republic Geothermal, Inc.,
1979,
table
I,
p.
10;
courtesy of
Republic Geothermal, Inc.)
Minimum Maximum
Silica content (wt
W)
Size distribution
wt
S
within specified range
wt
W
passing specified coarser
screen but not passing
specified finer screen
Roundness: ratio
of
radii
a
Sphericity
Soft particle content (wt
W)
Silt and clay content (wt
S)
98.0
80.
80.0
99.0
0.6
0.85
0.50
0.10
100.0
90.0
100.0
0.8
0.89
0.10
none
a
Roundness
is
defined as the ratio of the average radius of curvature of the several comers to the radius
of curvature
of
the largest inscribed circle on the projected sand grain image.
Sphericity is defined as the cube root of the ratio of particle volume to circumscribed sphere volume.
142
TABLE
4-V
Comparison of proppant properties (After Republic Geothermal, Inc.,
1979,
table 111, p.
70;
courtesy
of
Republic Geothermal, Inc.)
Super sand Sand Glass beads Bauxite
pellets
Proppant
strength
Permeabili ty
retention
under closure
stress
Low
temperature
IlmitS
High
temperature
limits
Self-
cohesion
Minimizes
embedment
cost
Excellent
to
10,000
psi
(69
MPa)
closure stress
Excellent,
no
fines
plugging by
130OF (54.4OC)
minimum
(Natural
or
artifical)
500
F
(250
C)
Excellent
Yes
Intermediate
Good below
4000
psi
(27.6
MPa)
Poor above
4000
psi
(27.6
MPa)
closure stress
Fair, partial
plugging with
crushed sand
None
Silica
solubility
above
300
F
(148.7
O
C)
None
No
Low
Excellent
below
5000
psi
(34.5
MPa)
Poor above
5000
psi
(34.5
MPa)
closure stress
Fair, partial
plugging with
crushed beads
None
Silica
solubility
above
300
F
(148.7
C)
None
No
High
Excellent
to
10,000
psi
(69
MPa)
closure
stress
Good
to
excellent
None
Not known
None
No
High
TABLE
4-VI
Comparison of propping agents
for
fracturing (After Republic Geothermal, Inc.,
1979,
table IV, p.
79;
courtesy
of
Republic Geothermal, Inc.)
Material Specific Unit cost per pound
gravity (SG)
Actual Adjusted for
SG
Sand
Walnut hulls
High-strength glass beads
Aluminum pellets
Oil-soluble spacer
Iron
or steel shot
Super sand
Sintered bauxite
2.65
1.28
2.65
2.65
1.10
7.82
2.6
3.65
1.0
11.0
24.0
37.0
40.0
7.5
4.7
15
1
.o
5.3
24.0
37.0
16.6
22.0
4.6
20.7
143
of the total cost of fracture treatment, use of large quantities of proppant results in
large expenditures. Consequently, sand should be used whenever possible to keep
costs down. Combinations of sand and glass beads were believed to give a high
permeability at large closure stresses. Test runs by the Republic Geothermal, Inc.
(1979), however, indicated that a mixture of 9 parts sand and
1
part glass beads has
a lower permeability than sand alone.
AcFracTM PR is a thermosetting phenolic resin-coated sand (20/40 mesh white
silica) suited for fracturing operations involving intermediate closure pressures of
5000 to
10,000
psi (Acme Resin, 1983). When the tough resin is properly cured in
the fracture, crushing and embedment is decreased. This resin, which is thermally
stable up to 450
OF
and under conventional acidizing treatments, is insoluble in
common solvents, brines, and oils.
MECHANICAL EQUIPMENT
FOR
HYDRAULIC FRACTURING
After selecting the type and volume of fracturing fluid, proppants, and additives,
mechanical equipment necessary for fracturing must be considered. In early treat-
ments (around 1949), the equipment available had been that designed for cementing
and acidizing work. The available engines ranged from 75 to 125 HHP (hydraulic
horsepower). There was continued demand for increased pump rates at higher
operating pressures, which stimulated development
of
present-day equipment. All
components
of
the mechanical equipment perform as a system.
Pump equipment
Figure 4-7 shows the change in pumping rates and injection volumes from 1950
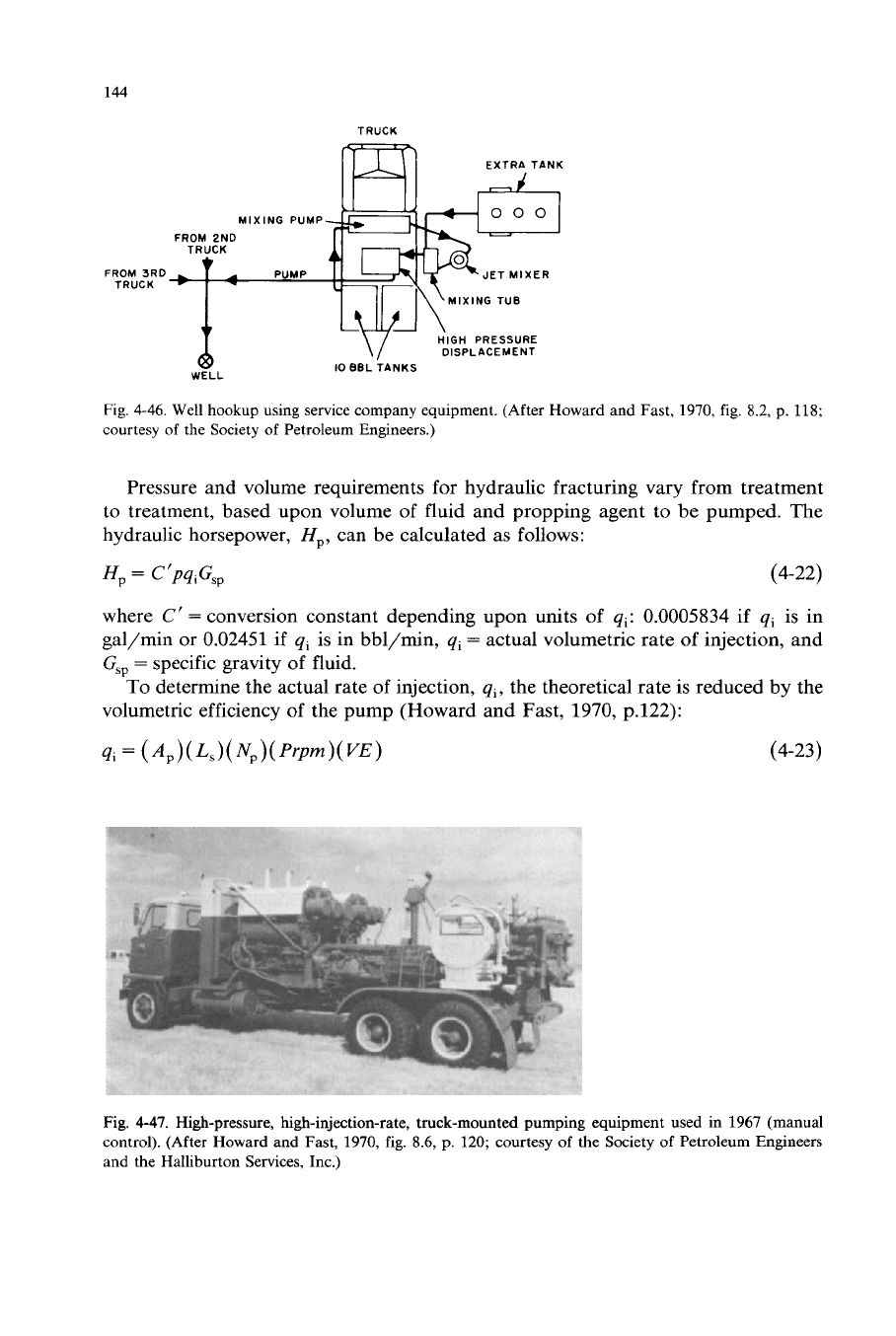
through 1974. In the 1950’s, fracture treatments were simple, consisting of a few
pump trucks, jet mixer, and storage tanks (see Fig. 4-46). A manually-operated,
diesel-powered truck pumping unit typical of the late 1960’s is presented in Fig.
4-47. These fracturing units were equipped with the displacement pumps having a
variety
of
plunger sizes. This enabled attainment of injection rates of 42 bbl/min
and pumping pressures as high as
20,000
psi (Howard and Fast, 1970, p. 120).
The success of the hydraulic fracturing process depends upon the ability of
pumps to handle various fluids containing propping agents at high rates and
pressures. As indicated in Fig. 4-45, the trend is toward greater fracture treatment
volumes and pressures. Pumps generally used for fracturing services are horizontal,
single-acting plunger type units. The pumps mounted on the truck in Fig. 4-47 are
designed to provide 600-750 BHP (brake horsepower). The pumps can be fitted
with fluid ends having a
3-
to 7-3/4-in.-diameter plunger and typically have an 8-in.
stroke. These pumps are produced in left-hand and right-hand power end models.
Pumps can be mounted on trailer units as shown in Fig. 4-48.
144
-c-
PUMP JET MIXER
MIXING TUB
1r
DISPLACEMENT
TRUCK
m
FROM
3RD
TRUCK
Fig.
4-46. Well hookup using service company equipment. (After Howard and Fast, 1970, fig. 8.2, p.
118;
courtesy
of
the Society
of
Petroleum Engineers.)
Pressure and volume requirements for hydraulic fracturing vary from treatment
to
treatment, based upon volume of fluid and propping agent to be pumped. The
hydraulic horsepower,
Hp,
can be calculated as follows:
Hp
=
C’PqiGsp
(4-22)
where
C‘
=
conversion constant depending upon units of
qi:
0.0005834
if
qi
is in
gal/min or 0.02451
if
qi
is in bbl/min,
qi
=
actual volumetric rate of injection, and
Gsp
=
specific gravity of fluid.
To
determine the actual rate of injection,
qi,
the theoretical rate is reduced by the
volumetric efficiency of the pump (Howard and Fast, 1970, p.122):
qi
=
(~p
)(
~s)(
~p
)(
PV~
>(
VE)
(4-23)
Fig.
4-47. High-pressure, high-injection-rate, truck-mounted pumping equipment used in 1967 (manual
control). (After Howard and Fast, 1970, fig.
8.6,
p.
120;
courtesy of the Society
of
Petroleum Engineers
and the Halliburton Services, Inc.)