Caballero B. (ed.) Encyclopaedia of Food Science, Food Technology and Nutrition. Ten-Volume Set
Подождите немного. Документ загружается.


globules (less than 1 mm). Separation efficiency is
influenced by the geometry of the disks (angle, diam-
eter, etc.), their distance apart, and the rotational
speed of the bowl. However, there are practical limits
to these parameters, and little improvement is made
even with very high rotational speeds. A commercial
separator would normally work at between 4500 and
6000 rev min
1
, depending on size, to give cream
with a fat content of approximately 40% and skim
milk with a fat content of 0.06%. Incorporation of air
markedly reduces the separation efficiency. Hermetic
or hydrohermetic sealing systems are used to minim-
ize air incorporation. Milk is fed into a hermetic
separator through a hollow drive spindle. The cream
and the skim milk are removed by rotating pumps in
their respective chambers. The milk attains the rota-
tional speed of the bowl more gradually in the her-
metic separator when compared with the paring disk
separator where the milk attains the rotational speed
of the bowl almost instantaeously. The absence of air
and the gentle action of the hermetic separator result
in less free fat in the cream than with a paring disk
separator.
0007 The fat content of the cream is controlled by the
relative flows of the outlet streams. If the flow of
cream is restricted, the fat content will increase, but
the separation efficiency will decrease if the fat con-
tent becomes very high. The separation temperature
also influences the separation efficiency due to the
effects on the cream viscosity and the relative dens-
ities of the fat and the serum. However, higher tem-
peratures may disrupt the membrane, resulting in
more free fat in the cream. Phospholipids migrate
from the membrane into the serum as the temperature
increases; this affects the functional properties of the
cream, notably whipping, which may be adversely
affected. Optimum separation of milk is normally
achieved at 52–55
C, but some separators are
designed to separate milk at around 5
C, the tem-
perature at which it reaches the processing facility.
Such separators have wider gaps between the disks
than conventional separators to cope with the more
viscous cream. Cold milk separators are always of
fully hermetic design. The separation efficiency is not
as good as with conventional separators, and there is
a greater chance of damaging the fat globule mem-
brane with a high proportion of solid fat in the cream.
0008 Cream is normally standardized continuously by
automatic control of the various streams. The fat
content of the cream can be monitored through rapid
instrumental analysis or by in-line density measure-
ment, and the resultant signals may be used by pro-
cess logic controllers (PLCs) to adjust the back
pressures in the product lines automatically, in order
to control the fat contents.
Pasteurization, Sterilization, and Packaging
0009Cream may be batch-pasteurized at a temperature of
63–65
C and a holding time of approximately
30 min. Continuous pasteurization in a plate heat
exchanger and holding tube is more common. Al-
though 72
C for 15 s is the legal minimum for
milk pasteurization in most countries, the US Food
and Drug Administration (FDA) recommends that
equivalent heat treatment can be achieved for creams
with fat contents >10% by increasing the pasteuriza-
tion temperature by 3
C at any given holding time.
This recommendation has been incorporated into the
New Zealand dairy industry pasteurization standard
for cream, with the proviso that the minimum holding
time at temperatures greater than 84.7
C is set at
1 s to give an adequate safety margin. The time/
temperature relationship for cream pasteurization at
temperatures below 84.7
C can be expressed as:
log t ¼ð14885=ðT þ 276:1ÞÞ 41:97,
where t ¼ minimum holding time (s); T ¼ minimum
temperature (
C).
0010Temperatures above 80
C can shorten the shelf-life
of the cream, possibly through the activation of bac-
terial spores. It is important that the cream is handled
with care during any processing; positive pumps are
recommended to avoid disruption of the fat globule
membrane and the release of free fat. Pasteurized
cream can be packed in glass, cartons, or plastic pots.
Cartons require a water-tight barrier between the
cardboard and the cream, and polyethylene is almost
universally used, having replaced wax. Pots can be
made of polystyrene or polypropylene, the latter
being more popular. Covers can be aluminum foil/
plastic laminates that are heat-sealed on to the top
of the containers with a snap-on cover, or they can be
screw-on plastic tops, normally with a tamper-proof
plastic ring.
0011Alternatively, the cream can be in-can-sterilized for
extended shelf-life. The cream, which must be of low
bacterial count and low acidity, is standardized to a
fat content close to 23%, which represents the legal
minimum in many countries. Such cream is often
called ‘reduced cream.’ The cream is preheated and
homogenized. Homogenization breaks the large fat
globules into smaller globules to reduce the tendency
for the fat globules to rise (cream), at the same time
creating a more stable fat globule membrane as pro-
tein is adsorbed from the serum to cover the new fat/
serum interface. To obtain a final product without
graininess, it may be necessary to add stabilizing
salts, such as trisodium citrate, a sodium phosphate,
or sodium carbonate, which increase the availability
of serum casein due to calcium sequestration and/or
1686 CREAM/Types of Cream
an increase in pH. Other stabilizers, such as carra-
geenan or sodium alginate, may also be added to
enhance the stability and inhibit the separation and
syneresis during storage of the processed cream. The
cream is filled into lacquered cans that are sealed and
sterilized in a suitable retort or continuous sterilizer.
Conditions for sterilization are normally 115–120
C
for 10–20 min. Holding times depend on the size
of the can and whether agitation is applied during
retorting. The high viscosity of the cream reduces
heat transfer, and the volume of a can is restricted
(<300 ml) as the prolonged heat treatment necessary
for larger volumes would increase Maillard browning
reactions between protein and lactose, and adversely
affect the color and flavor. The heat treatment does
have an adverse effect on the stability of the cream,
and some agglomeration of fat globules does occur
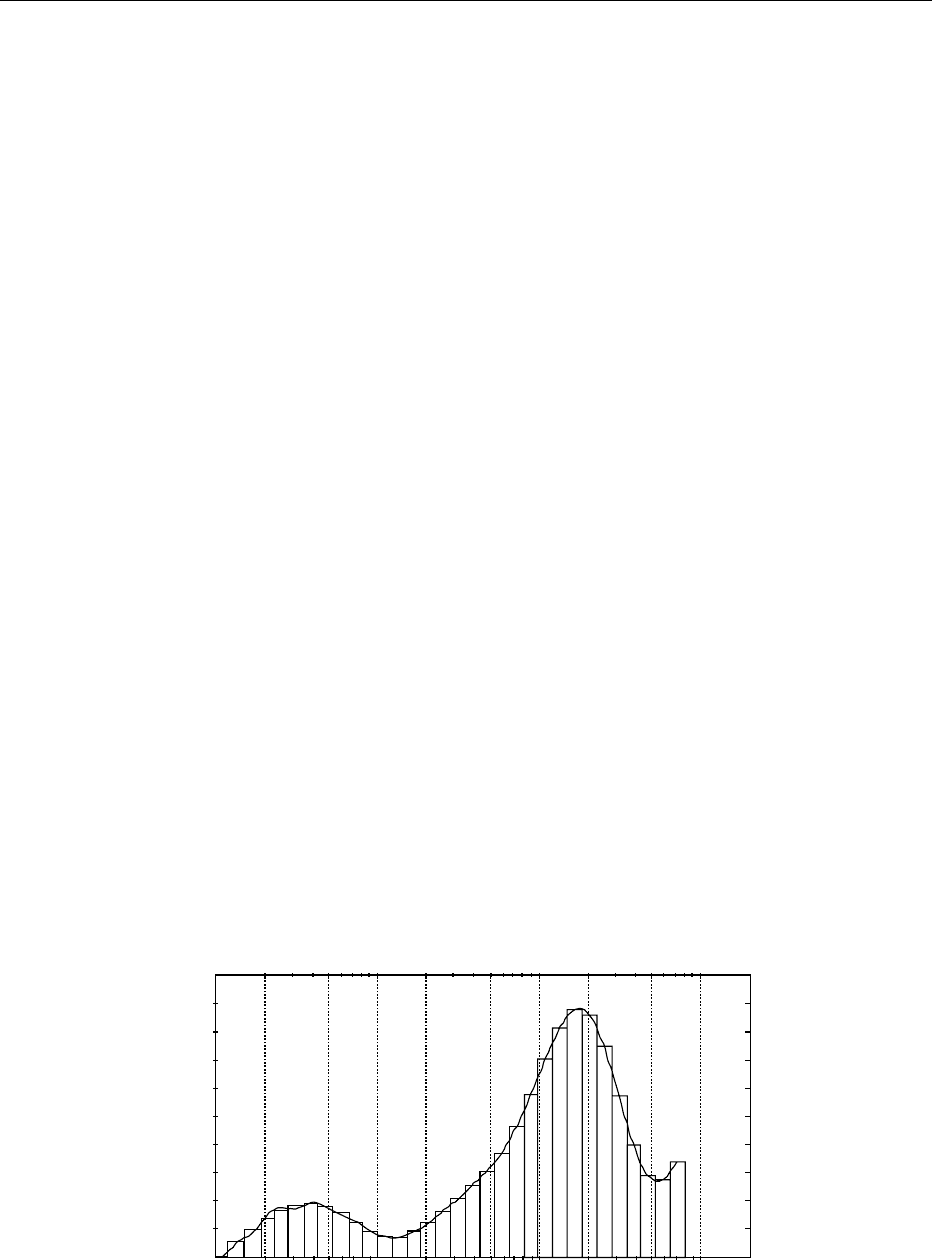
(Figure 4).
0012 Cream may be UHT-sterilized (140
C for 2s)
and aseptically packed. The aseptic packaging mater-
ial includes laminated cartons with plastic (e.g., poly-
ethylene) on the inside, an intermediate aluminum
foil barrier, and cardboard on the outside. The cartons
may be preformed or formed continuously from a roll
of laminate. The material must be first sterilized with
hydrogen peroxide and the residual sterilant removed
by draining and heating before filling. Pack sizes
range from 100 ml to 1 l. Plastic pots may also be
used, thermoformed continuously from a sheet before
aseptic filling in a laminar filtered airflow and final
heat sealing of an aluminum foil/plastic laminate on
top of the pot. Pack sizes range from about 10 ml
(single serve coffee cream) to 1 l. Lacquered metal
cans are used for UHT aerosol cream.
0013 Cream is packed in bulk in plastic pouches or
plastic/foil laminate pouches contained in cartons or
returnable plastic crates. UHT cream may be packed
in bulk using special aseptic filling systems. Volumes
up to 1000 l can be packaged, but bulk packaged
cream would normally be retailed in packs of 5–25 l.
0014Cream is susceptible to deterioration because of
microbial, enzymatic, and physicochemical changes.
Pasteurized cream has a limited shelf-life of a few
days and must be kept chilled (< 5
C). Although
microbial deterioration is the major hazard, lipases
in the cream release fatty acids, which can result in
rancid flavors. The fat globules will tend to rise to the
surface and agglomerate unless the cream is hom-
ogenized. Homogenization is advantageous for
low fat creams to increase the viscosity and inhibit
creaming. Storage at a low temperature retards the
‘plugging’ of nonhomogenized cream as creaming is
retarded due to the higher viscosity, and the lower
proportion of liquid fat in the globules minimizes
agglomeration. Cream in transparent containers
should be kept in the dark, as light will cause photo-
induced oxidative changes in the milkfat, with
consequent deterioration in flavor. The shelf-life of
sterilized cream is limited by chemical and physical
changes. Spore-forming organisms may be a problem
if not killed by preheating. In-can-sterilized cream has
a long shelf-life at ambient temperature, although
Maillard reactions, which are initiated in the steriliza-
tion process, and serum separation (syneresis) may
occur during storage. The greatest problem with
UHT cream is physical separation of the fat with
subsequent agglomeration, although this can be min-
imized by homogenization. The addition of sodium
caseinate or gum stabilizers, such as carrageenan or
sodium alginate, will also inhibit the agglomeration
of fat globules. Psychrotrophic bacteria in the milk
may release heat-resistant proteolytic enzymes, which
will result in coagulation and bitter flavors. The
shelf-life of UHT cream is limited to some extent by
0.1 1.0 10.0 100.0
Particle diameter (µm)
10
0
Volume (%)
fig0004 Figure 4 Particle size distribution in an in-can-sterilized cream.
CREAM/Types of Cream 1687
its packaging. Plastics are permeable to air, and con-
sequent oxidation adversely affects the flavor. A layer
of aluminum foil in a laminate will prevent oxygen
entry, but the flavor will still deteriorate due to non-
oxidative reactions.
Freezing of Cream
0015 Freezing of cream will provide protection against
microbial deterioration. However, unless the freezing
is very rapid, large ice crystals will disrupt the emul-
sion, resulting in separation on thawing. Bulk frozen
cream is used for manufacturing purposes when
phase separation is not important or a homogeniza-
tion step is included. Sometimes, cream is frozen at
times of the season when production is high. This
cream can be used subsequently for butter production
when stocks of fresh cream are insufficient to meet
market demands. Bulk frozen cream may be used for
the production of cream soups or ice cream.
0016 If cream is frozen rapidly, small ice crystals that do
not disrupt the emulsion are formed. One commercial
process includes the use of a frozen novelty machine
that forms thin rods of frozen cream. Another com-
mercial process uses two continuous stainless steel
belts that form a continuous film of frozen cream
that breaks into flakes. Alternatively, cryogenic freez-
ing with liquid nitrogen may be used. Frozen cream
must be stored at less than 18
C for a long shelf-
life; temperature cycling must be avoided as this will
result in the formation of large ice crystals that will
damage the fat globule membranes.
Uses of Cream
Cultured (Sour) Cream
0017 Cream can be cultured with suitable organisms that
metabolize lactose to lactic acid and also provide
other flavoring compounds. The reduction of pH
coagulates the protein, which thickens the product
and gives a somewhat extended shelf-life when kept
under refrigeration. Pasteurized single cream (ap-
proximately 18% fat) is normally used as the starting
material for culturing. Cre
`
me fraı
ˆ
che is a higher fat
product that is lightly fermented. Sour cream is used
as an ingredient in many savoury foods (e.g., strogan-
off, vegetable dishes, dressings, snack dips, etc.).
Coffee Cream
0018 Cream is a favorite ‘whitening’ agent for coffee as it
provides a pleasant texture and flavor to complement
the coffee flavor. Long-life coffee creamers can be
produced by sterilization (UHT) or by drying. UHT
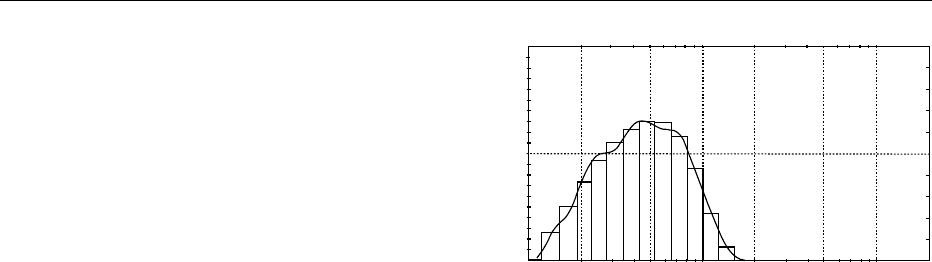
coffee creamers are normally low-fat (10–15%)
creams that are given an extensive homogenization
(Figure 5). The particle size distribution shows a
cream with all fat globules less than 2 mm in diameter.
The heat and acidity of coffee provide a hostile envir-
onment for the cream, and destabilization of the
emulsion can result in ‘feathering,’ with curdled
cream forming a characteristic pattern on the surface
of the coffee. The presence of calcium in the cream
enhances the incidence of feathering, and the presence
of calcium-sequestering agents, such as trisodium cit-
rate or sodium phosphates, helps to alleviate this.
Feathering may develop with time of storage of the
coffee cream as calcium migrates from the serum to
the fat globule membrane. Extra protein in the form
of sodium caseinate will help to stabilize the cream
against feathering. UHT coffee creams are most often
packaged in single-serve form-fill-seal containers of
about 15 ml.
0019Cream can be dried to form a powdered coffee
creamer. Products available on the market are nor-
mally recombined products based on vegetable fat
(coffee whiteners).
Whipped Cream
0020Mechanical agitation of cream will introduce air into
the cream as dispersed bubbles. The protein in the
cream provides stability for the formation of a foam.
The fat globules concentrate at the air/serum inter-
face, where the surface tension is believed to disrupt
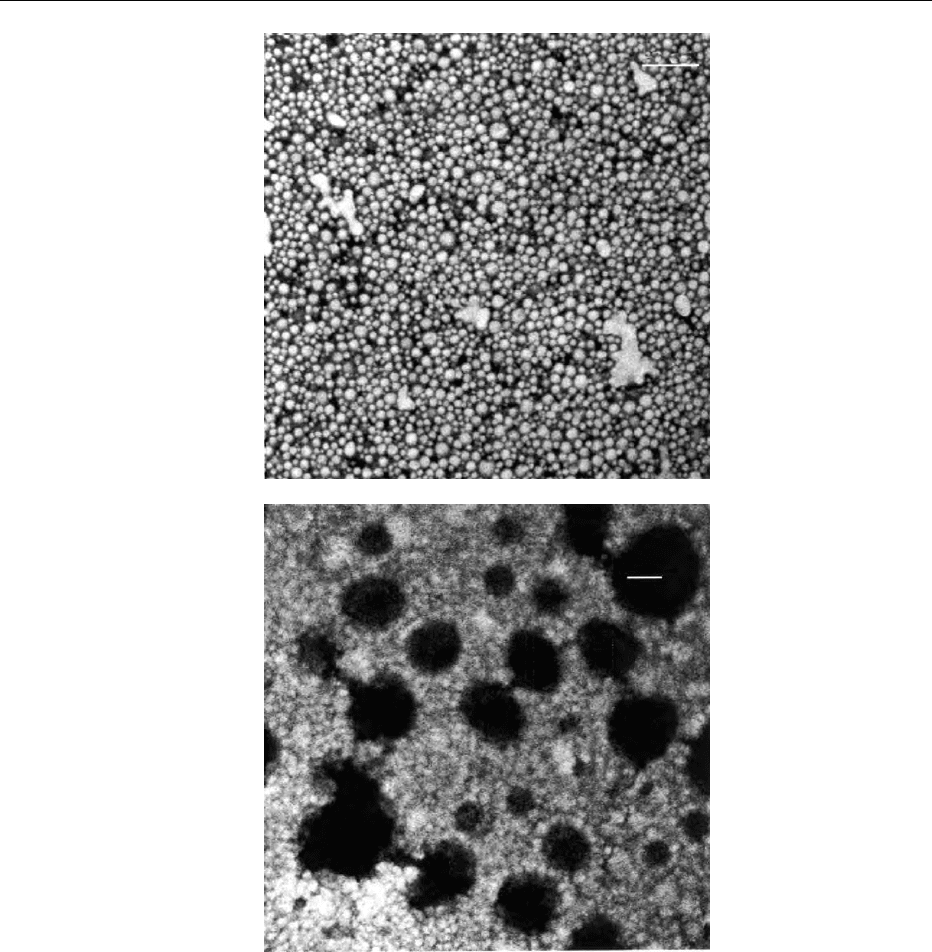
the fat globule membrane. As agitation continues, the
air bubbles become smaller, and the globules interact
to form a stable network (Figure 6). The interaction
depends on several factors. The fat content has to be
sufficiently high (approximately > 28%) to give the
necessary density of globules at the interface. The
membrane around the fat must not be too stable, as
some mechanical breakdown is necessary to develop
the interaction and ‘welding’ of the globules. Hom-
ogenization has an inhibitory effect on whipping. The
temperature and the aging of the cream are import-
ant. If the temperature is above 10
C, excessive
0.1 1.0 10.0
Particle diameter (µm)
0
10
20
Volume (%)
fig0005Figure 5 Particle size distribution in a UHT coffee cream.
1688 CREAM/Types of Cream
liquid fat will weaken the structure and act as a foam
depressant. Cream should be stored refrigerated for at
least 12 h before whipping to optimize fat crystalliza-
tion and membrane destabilization. Long-life whip-
ping cream can be produced by UHT treatment. Some
homogenization is necessary to prevent ‘creaming’
and consequent superficial agglomeration of the
cream. The whipping time of UHT cream is thus
generally longer than that of normal non-
homogenized cream. To give stability during storage,
addition of gum stabilizers, such as carrageenan,
helps to prevent the association and agglomeration
of the fat globules. Whipping properties can be
improved by the addition of emulsifiers. Emulsifiers
can provide extra surface activity and increase over-
run (percentage increase in the volume of the liquid
cream when converted to whipped cream). Some
emulsifiers (e.g., polysorbates) will increase fat glob-
ule interactions during whipping and consequently
reduce the whip time and give a stiffer whip. The
shelf-life of UHT whipping cream is considerably
extended by refrigerated storage. Temperatures
>25
C and temperature cycling are particularly dele-
terious to the cream properties. Aerosol cream is
packed under pressure with nitrous oxide gas. When
the dispenser is activated, the cream is forced out of
(b)
(a)
20 µm
20 µm
fig0006 Figure 6 Confocal images of (a) unwhipped cream and (b) whipped cream (dark objects are air cells).
CREAM/Types of Cream 1689
the can by gas pressure, and the foam structure is then
formed by the expanding gas that was dissolved in the
cream. The percentage increase in volume (overrun)
of aerosol cream (400–500%) is much greater than
that of normal whipped cream (approximately
100%). As a result, the stability of the foamed aerosol
cream is not as great as that of normal mechanically
whipped cream, but the interaction of the fat globules
is still important in providing stability.
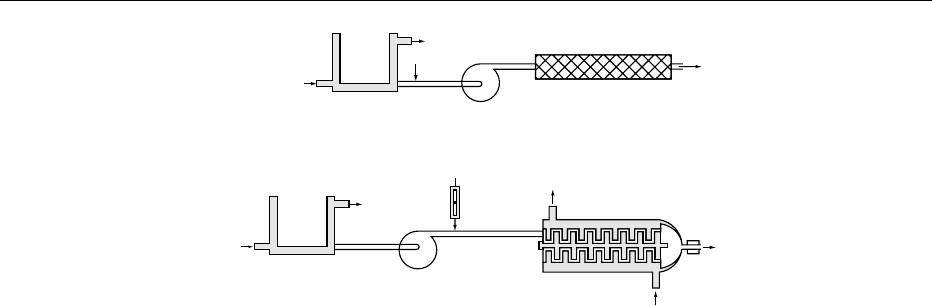
0021 The major industrial use of cream is as whipped
cream in baking and confectionery to decorate cakes
and desserts. Whipped cream can be produced com-
mercially in large batch mixers or in continuous
machines (Figure 7).
0022 Control of cream whipping is very important as
‘overwhipping’ will result in the complete breakdown
of the emulsion with ‘churning’ of the fat and release
of free serum. ‘Underwhipping’ will give a soft foam
without adequate structure to hold its shape. As
whipped cream has a better freeze–thaw stability
than the unwhipped product, it can be incorporated
successfully in frozen confections. The addition of
stabilizer, such as carrageenan or sodium alginate,
will reduce the tendency of the whipped product to
synerese.
Cream Liqueurs
0023 Cream liqueurs are popular beverages that use the
preservative powers of alcohol for a long shelf-life.
Typically, the liqueurs contain 15% fat from the
cream, 19% sucrose, and 14% alcohol. Higher-proof
products contain 10% fat and 19% alcohol. Emulsi-
fication and emulsion stability are provided by
sodium caseinate with a fat:caseinate ratio of 1:5,
i.e., 3% caseinate in standard liqueurs and 2%
caseinate in high-proof liqueurs. Other emulsifiers
may be added (e.g., glycerol monostearate (GMS) at
0.34%) to give extra emulsion stability. The most
common form of destabilization was found to be
calcium-induced aggregation of fat globules, so
sodium citrate was introduced into the formula at a
level of approximately 0.16% to sequester free cal-
cium in the serum of the liqueur. Some care is required
in the use of the citrate as calcium citrate crystals may
precipitate from the liqueur if used in excess. The
liqueurs are manufactured by dispersing the sodium
caseinate and sodium citrate in water, adding the
cream and GMS to give a cream base. Ethanol and
dissolved sucrose are then added to form a preemul-
sion that is homogenized to give the final product.
The mixing and homogenization are conducted at
approximately 55
C. The ethanol can come from a
variety of spirits, and flavors are added to differen-
tiate individual brands of product. Extensive hom-
ogenization (e.g., twice at 17.5 MPa and twice at
4 MPa) assists in yielding a stable emulsion. Lack of
sufficient homogenization can lead to formation of a
‘neck plug’ of aggregated fat during storage.
Other Uses of Cream
0024Cream is the raw material for the production of
butter and anhydrous milkfat (AMF). In New
Zealand, where cows are pasture-fed, cream for
buttermaking is routinely steam-stripped and
vacuum-treated during pasteurization. This reduces
volatile flavor components from the pasture to desir-
able levels in the final products.
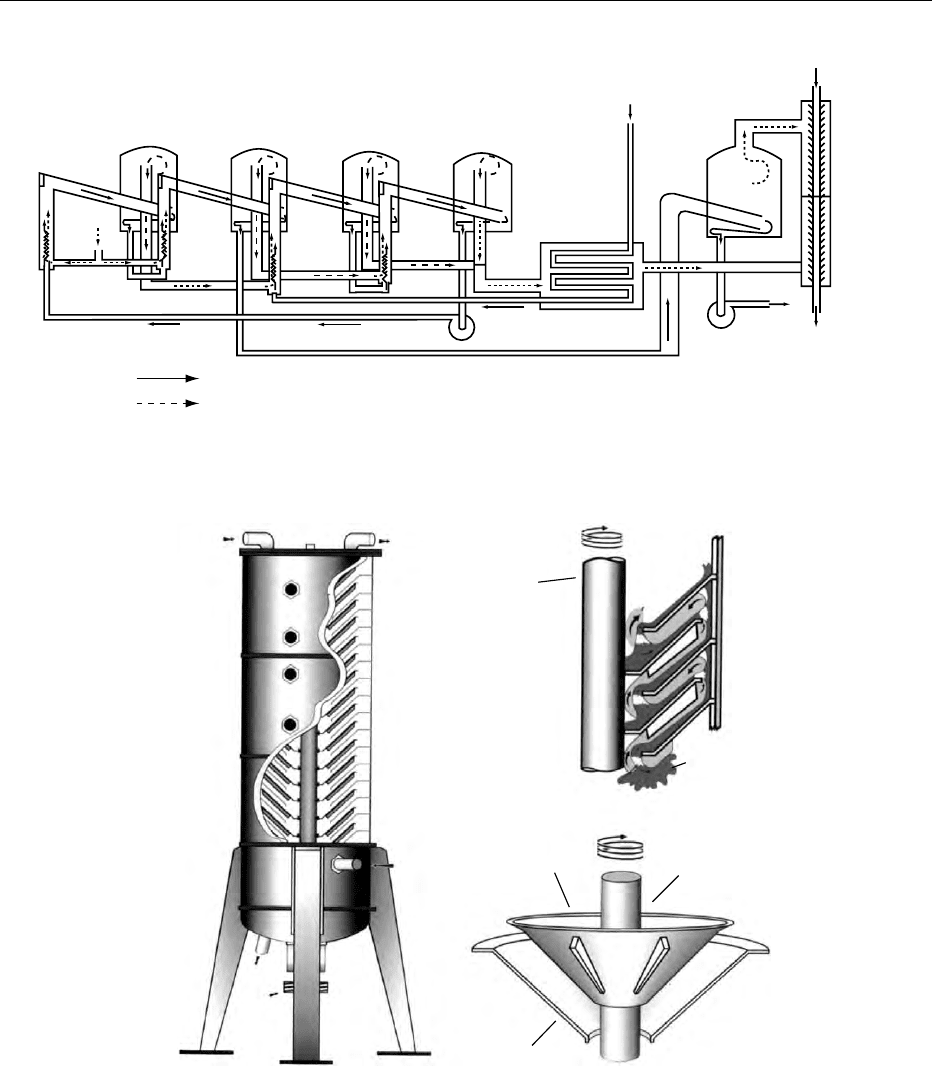
0025The Vacreator
1
(Figure 8) has long been the equip-
ment of choice for cream treatment in New Zealand,
but is now being superseded by the Flavourtech
1
spinning cone column (Figure 9). In both the Flavour-
tech
1
and the Vacreator
1
, steam is injected counter
to the flow of cream, and then the vapors and liquid
cream are separated under vacuum. The Flavour-
tech
1
has a series of fixed and spinning cones
that expose the cream to the steam over a large sur-
face area for more effective stripping of the volatile
components.
Refrigerant
Vessel
Vessel
Air valve
Pump
Static mixer
Product
Mechanical whipper
Product
Refrigerant
Pump
Metered
air
Refrigerant
fig0007 Figure 7 Continuous cream whippers.
1690 CREAM/Types of Cream
0026 Cream can be used as a source of milkfat in foods.
It contains more flavor components than butter or
AMF. Fresh cream is generally regarded as being the
optimum milkfat source for best-quality icecream.
0027 Cream can be dried to produce high-fat powders
that may be used as ingredients in foods and may be
particularly useful for dry blends (e.g., cake mixes,
soup mixes, or icecream powders). The spray drying
of cream demands formulations to suit the end use
and special driers are required to handle the high-fat
product. Cream powders are not produced in large
quantities because vegetable-fat-based products are
much cheaper and easier to produce. Cream-based
powders have the advantage of a superior flavor, but
protection against lipid oxidation is required to give
the product adequate shelf-life.
Vacuum
vessel 1
−0.07 bar
98⬚C
Vacuum
vessel 2
−0.2 bar
94 ⬚C
Vacuum
vessel 3
−0.2 bar
94 ⬚C
Vacuum
vessel 4
−0.3 bar
89 ⬚C
Sight
glass
Steam
in
Baffle
valve
Preheater
Raw
cream in
Cream
out
Spent
vapor
Two-stage
ejector
condenser
Condenser
water
Vacuum
vessel 5
−0.84 to −0.80 bar
55−60 ⬚C
Cream flow
Steam and vapor flow
Internal cream pump
fig0008 Figure 8 Vacreator
1
.
Liquid/slurry
inlet
Vapor plus
volatiles
outlet
Gas/vapor
inlet
Liquid
outlet
Pulley
for drive
belt
Stationary
cone
Spinning
cone
Spinning cone
shaft
Spinning
cone
shaft
Upward
vapor
flow
Downward
liquid
flow
Liquid &vapor
Mixing
fig0009 Figure 9 Flavourtech
1
spinning cone column. From Flavourtech Pty. Ltd., Sydney, Australia, with permission.
CREAM/Types of Cream 1691

See also: Butter: The Product and its Manufacture;
Colloids and Emulsions; Freezing: Cryogenic Freezing;
Heat Treatment: Ultra-high Temperature (UHT)
Treatments; Ice Cream: Methods of Manufacture;
Properties and Analysis; Lactic Acid Bacteria; Liqueurs:
Cream Liqueurs; Oxidation of Food Components;
Packaging: Packaging of Liquids; Pasteurization:
Principles; Pasteurization of Liquid Products; Separation
and Clarification; Stabilizers: Applications;
Sterilization of Foods; Storage Stability: Mechanisms
of Degradation
Further Reading
Anderson M and Brooker BE (1988) Dairy foams. In:
Dickinson E and Stainsby G (eds) Advances in Food
Emulsions and Foams, pp. 221–255. London: Elsevier
Applied Science.
Bird J (1991) Cream separation. Journal of the Society of
Dairy Technology 44: 61–63.
Buchheim W and Dejmek P (1997) Milk and dairy-type
emulsions. In: Friberg SE and Larsson K (eds) Food
Emulsions, 3rd edn. pp. 235–278. New York: Marcel
Dekker.
International Dairy Federation (1992) Monograph on the
Pasteurization of Cream. Bulletin of the International
Dairy Federation No. 271. Brussels: International Dairy
Federation.
International Dairy Federation (1996) UHT Cream. Bul-
letin of the International Dairy Federation No. 315,
pp. 3–34. Brussels: International Dairy Federation.
Keenan TW and Dylewski DP (1995) Intracellular origin
of milk lipid globules and the nature and structure of the
milk lipid globule membrane. In: Fox PF (ed.) Advanced
Dairy Chemistry, Lipids, 2nd edn, vol. 2, pp. 89–130.
London: Chapman & Hall.
Lehmann HR and Zettier K-H (1994) Separators for the Dairy
Industry, Technical Scientific Documentation No. 7,4th
revisededn.Oelde,Germany:WestfaliaSeparatorAG.
Lynch AG and Mulvihill DM (1997) Effect of sodium case-
iante on the stability of cream liqueurs. International
Journal of Dairy Technology 50: 1–7.
Muir DD (1989) Cream liqueurs. Journal of the Society of
Dairy Technology 42: 31.
Mulder H and Walstra P (1974) The Milk Fat Globule.
Emulsion Science as Applied to Milk Products and Com-
parable Foods. Wallingford, UK: CAB International/
Wageningen, The Netherlands: PUDOC.
New Zealand Dairy Board (1999) NZCP 7: Pasteurisation
Equipment and Instrumentation Code of Practice.
Wellington: New Zealand Dairy Board.
Rothwell J (ed.) (1989) Cream Processing Manual, 2nd edn.
Huntingdon, UK: The Society of Dairy Technology.
Towler C (1994) Developments in cream separation and
processing. In: Robinson R K (ed.) Modern Dairy Tech-
nology, Advances in Milk Processing, 2nd edn. vol. 1,
pp. 61–105. London: Chapman & Hall.
Walstra P (1995) Physical chemistry of milk fat globules. In:
Fox PF (ed.), Advanced Dairy Chemistry, Lipids, 2nd
edn. vol. 2, pp. 131–178. London: Chapman & Hall.
Clotted Cream
S Jolley, Otaihanga, Paraparaumu, New Zealand
Copyright 2003, Elsevier Science Ltd. All Rights Reserved.
History
0001Clotted, or scalded, cream is made principally in the
West Country of England, in the counties of Devon,
Cornwall, and Somerset. The process dates back a
couple of centuries to a time when these counties
were a long and difficult journey from the main con-
sumers of milk in the cities, well before the invention
of the mechanical cream separator. Clotted cream
was made originally on farms rearing and fattening
cattle, where it was found that skimmed milk was
more easily digested by young calves than rich full-
cream milk, and if the remaining cream was heated, it
kept longer and had a pleasant flavor.
0002The predominant cattle breeds in the area at the
time, Jersey, Guernsey, Devon, and South Devon,
produced milk of a high fat percentage, with large
fat globules that rose to the surface in a thick, firm
cream layer. Milk was left to stand in shallow setting
pans overnight, for up to 24 h, and heated slowly the
next day for 2–3 h until the surface became wrinkled
but unbroken, and bubbles appeared just below the
surface. It is at this stage that the characteristic flavor
developed. Originally, the cream was heated on a
tripod over the fire in an open hearth and later on
a kitchen range.
0003The pan was then moved to a cool place allowing
the cream to cool slowly and form the deep yellow
crust while the body of the cream thickened. The
cream was then skimmed off using flat perforated
skimmers.
0004The advent of small hand-driven mechanical separ-
ators for farm use simplified the whole process. Milk
straight from the cow could be run through the separ-
ator, the warm milk at about 35
C being the right
temperature for efficient separation, and the cream
scalded immediately. The separated cream was often
floated on a small amount of skim for scalding on the
stove, to avoid scorching the bottom of the cream layer.
0005At a later stage, scalding was more likely to take
place in a piece of equipment like a bain marie.The
setting pan containing the cream fitted into an aperture
on the top of a water bath, allowing the base and sides
of the pan to sit in the hot water circulating underneath.
The Product Today – Craft or Science
0006Clotted cream is still made on many farms in the
West Country and on a commercial scale in several
creameries, but little is made elsewhere. The area is a
1692 CREAM/Clotted Cream

well-known tourist destination, with Devonshire and
Cornish clotted cream teas a specialty, famous
throughout the world. One or two small manufactur-
ers in New Zealand, Australia, the USA, and Canada
cater for their local market.
0007 Although there remain many Channel Island and
Devon cattle in the West Country, much of the milk is
now produced by Friesians and other breeds of cow
the milk of which is whiter, with a lower fat percent-
age and smaller fat globules. This factor has an effect
on both color and texture of the final product, as do
the quality of pasture fed and the use of concentrated
feeds. For those producing clotted cream all year
round, there is the additional complication of sea-
sonal differences in fat composition, requiring adjust-
ments in the time/temperature combinations used in
manufacture to achieve a consistent final product.
0008 Clotted cream is a seasonal product, time-
consuming and labor-intensive to make, so commer-
cial enterprises are usually privately owned dairies
making clotted cream on a small scale and having
the capacity to increase production during the season.
It is also a luxury product and will never have a very
large market share, so expensive research time cannot
be justified to improve manufacturing methods. Any
developments in manufacture are largely individual
to suit the milk supply of the operation, the experi-
ence of the manufacturer, and, ultimately, their cus-
tomers. No two farm or factory operations are the
same, and details of the process will vary in each case.
0009 The traditional product has a sweet, nutty flavor,
with a golden crust of grainy texture and a body of
cream that is thick, smooth, and deep cream in color.
Related products are made commercially for the con-
fectionery trade. Apart from its use in the traditional
Devonshire or Cornish cream tea, when it is served
with scones or splits (light bread rolls) and strawberry
jam, clotted cream can be used on raw fruit, particu-
larly strawberries and raspberries; hot and cold des-
serts; in savory situations such as on quiches and with
baked potatoes; and in many dishes such as sauces
and curries, where it adds a rich, full flavor all its
own. Although limited quantities are sent from the
West Country to cities and catering establishments
throughout the country, most is sold locally.
Methods of Manufacture
Farmhouse Production
0010 Farmers who sell clotted cream as a lucrative sideline,
usually separate the milk to a fat content of 55–60%
as it leaves the parlor, using a small-scale centrifugal
separator, either electrically or mechanically oper-
ated. The cream is poured into large stainless steel
trays, usually rectangular in shape, for the heating
process. If the cream is for sale to retail outlets, it
can be poured directly into retail containers, provided
that they are manufactured to withstand the heating
process.
0011Heating is carried out by one of two methods. The
following times and temperatures are only guides.
Each operator will have to judge by the results until
the most suitable combination is achieved.
1.
0012Forced-air convection oven: The trays or retail
containers are placed in the oven at 90
C for 50–
60 min. Initial cooling stages can be carried out in
the oven by turning off the heat but allowing the
fan to continue to run for up to an hour. Contain-
ers are then transferred to a cooling room or re-
frigerator to finish cooling, taking care not to
shake the cream and disturb the crust. Some oper-
ators move the cream to a cold room or refriger-
ator immediately after heating, but if the cream is
cooled too rapidly, the crust will collapse.
2.
0013Scalding in a bain marie-type apparatus circulating
hot water: The scalder usually consists of a shallow
open-topped water container on a free-standing
frame, in which hot water at 90–95
C is circu-
lated. The stainless steel top can be designed to
take different sized trays or tubs for retailing. The
trays containing the cream, or racks holding pots,
are set into the covering top of the apparatus, so
that hot water is in contact with the sides and bases
of the containers. The cream is heated to 77–88
C
for 45–50 min. After heating, the trays are trans-
ferred to a cool room for cooling.
0014In either case, the essentials of the process are:
.
0015cream should not be more than 50 mm deep in the
container to ensure even heating;
.
0016air must be able to circulate freely above the con-
tainers to allow evaporation to form the crust;
.
0017the temperature/time combination must be high
enough to kill milk-souring organisms and prevent
off-flavors;
.
0018the heating temperature and time must be sufficient
to develop the flavor and texture, and form the
crust;
.
0019the cream should not be disturbed during process-
ing to allow the crust to form;
.
0020postheating contamination must be avoided;
.
0021cooling must be done slowly to achieve flavor de-
velopment, even thickening, and avoid the crust
collapsing, particularly in retail containers.
The criteria on which to judge the results are:
.
0022a rich, golden-colored crust that is wrinkled but not
broken, with a grainy texture when cold;
CREAM/Clotted Cream 1693
.0023 the body of cream that is smooth, thick, i.e. of
spreadable consistency, but not solid, a deep
creamy color, and with no separation of liquid at
the bottom of the container;
.
0024 a full, rich, creamy flavor that is nutty, sweet, and
lightly caramelized;
.
0025 a legal minimum fat percentage of 55%.
Commercial Manufacture
0026 Commercial-scale manufacture has adopted and de-
veloped the traditional methods by employing
modern technology. Milk destined for clotted cream
is separated using a centrifugal separator at a tem-
perature ranging from 35 to 40
C, to a fat content of
55–60%. This fat percentage may have to be adjusted
during the season as the composition of the butterfat
varies, in order to achieve a consistent viscosity in the
final product. Separation at this high fat percentage
can result in the loss of fat in the skim if a higher
separation temperature is used, which will drastically
affect the yield of product. The yield will also be
affected by evaporation from the cream surface
during scalding. Evaporation is necessary for the for-
mation of a good crust, but some operators may try to
restrict evaporation and loss of yield at the expense
of the crust.
0027 Most commercial operations pasteurize the cream,
many using plate-heat exchangers, but small dairies
may still use batch pasteurizers. From the point of
view of product safety, this step would seem to be
unnecessary as the cream is heated to, and held at, a
higher temperature than that required for pasteuriza-
tion during the scalding or heating process. Also, the
shear to which the cream is subjected could affect the
setting time and thickness of the finished cream. Some
operators compensate for this by adding a small per-
centage of homogenized cream prior to heating.
0028 Commercial heating of the cream can be carried out
in hot air using a convection oven, or by an extension
of the hot-water scalding process. Some operators use
a mixture of both methods, depending on the con-
tainer and end result required. Either method can be
automated to a limited extent.
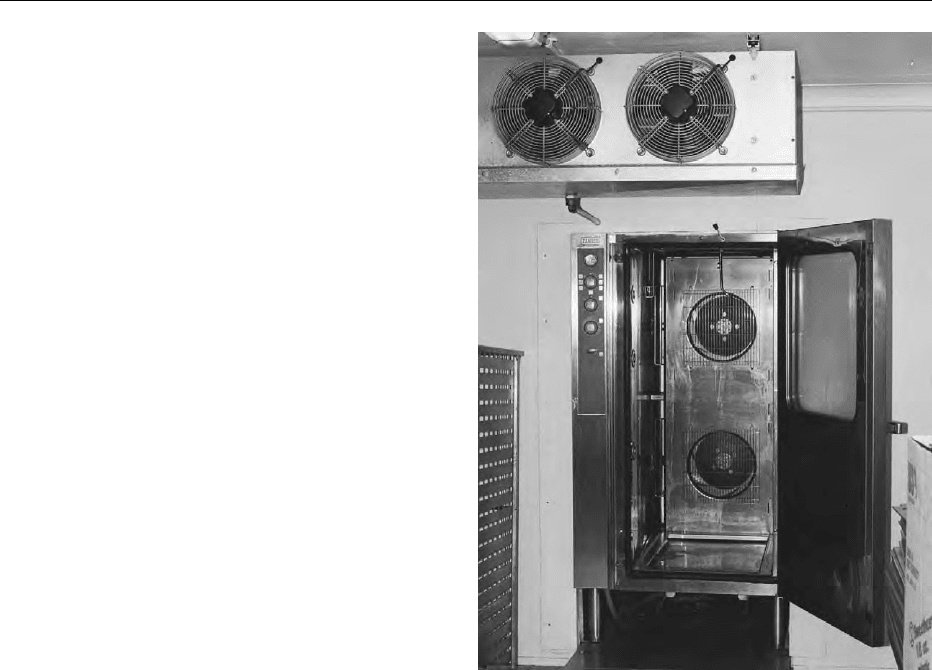
0029 Forced air convection ovens (see Figure 1) can be
obtained in a range of sizes from bench-top models to
large free-standing models, their capacities depending
on the size of containers in the batch of cream being
processed. They are convenient and safe, as they do
not involve the use of very hot water, and steam is not
emitted into the room. It is essentially a batch process,
although it would be interesting to see if a bakery
oven with a moving conveyor would work as well.
0030 Ovens are convenient for heating cream in retail
containers. Cream is poured into tubs or trays after
separation and placed on to racks or wire mesh
shelves. These can be either slotted directly into the
oven or fitted into a large mobile unit that can be
pushed into a freestanding oven. Heating times can
vary from 65
C for 40–45 min for the 21-g packs for
airline catering, to 90
C for 1 h for 227-g (8-oz.)
tubs. The depth of crust formed on the airline por-
tions is limited by their size, and there is a loss of
flavor when using the lower heating temperature.
0031A typical water scalding process (see Figure 2)
involves running the cream into containers ranging
from 113-g (4-oz.) tubs to large trays for catering
purposes holding 4.53 kg. The containers fit into
trays that are put into the scalding apparatus, as
described for the farmhouse method. Water at 95
C
is circulated for up to 70 min, after which time the
trays are lifted out for cooling (See Figure 3).
0032Some operators say they stir the cream for the first
10 min to ensure even heating, and variations in
scalder design include gabled covers above the trays
to avoid heat loss.
0033One operator has adopted a continuous method of
scalding in which the cream is filled into pans holding
1.5–2.25 kg of cream. The pans are passed through
fig0001Figure 1 Free-standing hot-air convection oven showing over-
head fans and a mobile rack on the left-hand side, which has
shelves for retail containers.
1694 CREAM/Clotted Cream
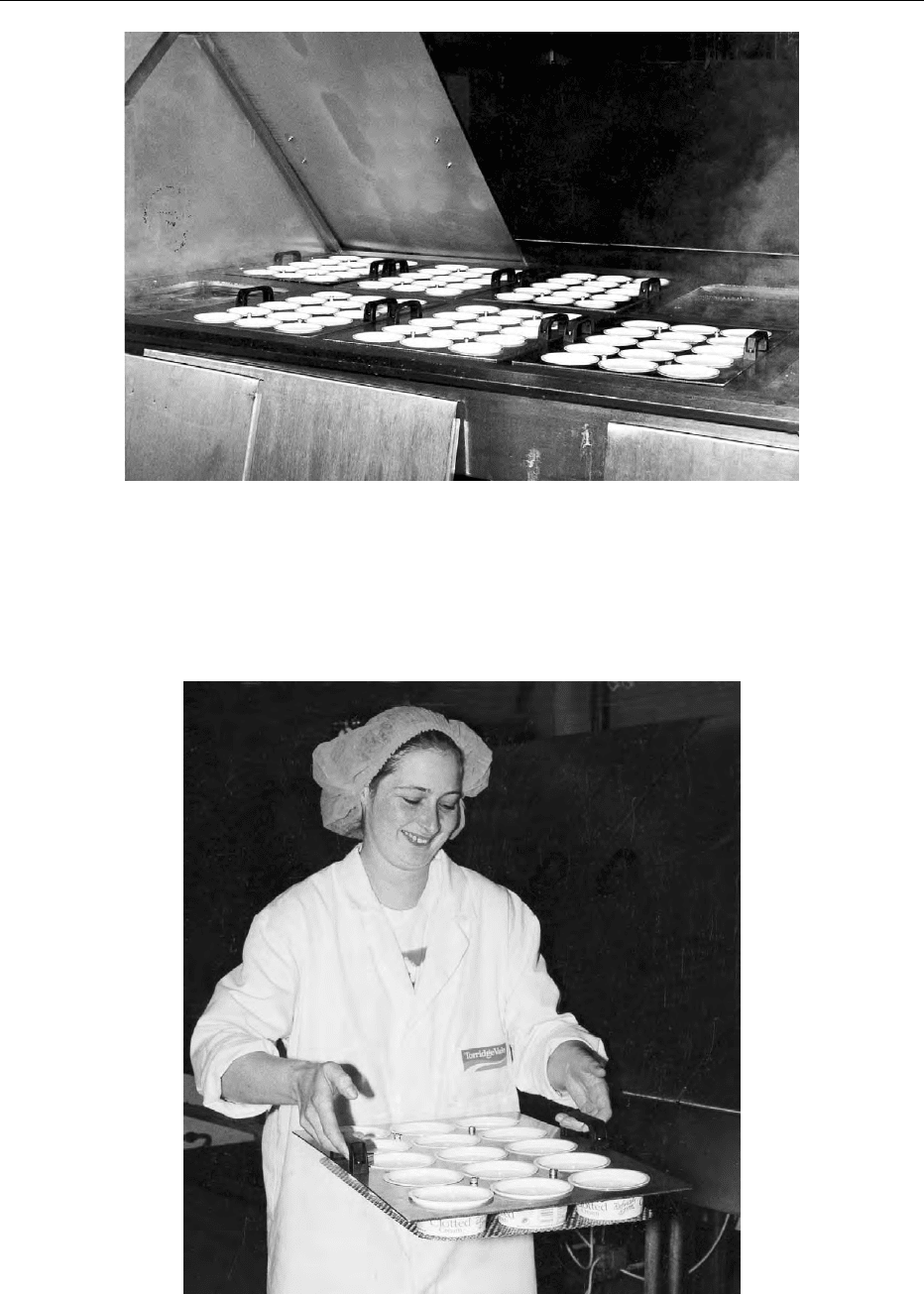
fig0002 Figure 2 Large bain marie-style scalder, designed with a gabled cover to avoid heat loss.
fig0003 Figure 3 Commercial operator transferring a tray of cream in retail tubs from the scalder to the cooling room.
CREAM/Clotted Cream 1695