Bichop R.H. (Ed.) Mechatronic Systems, Sensors, and Actuators: Fundamentals and Modeling
Подождите немного. Документ загружается.

21-112 Mechatronic Systems, Sensors, and Actuators
used as the photoresist, offers good planarization and pattern properties, stability at low temperatures,
and exhibits negligible hydrophilic properties.
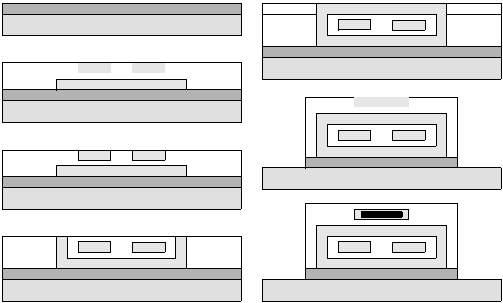
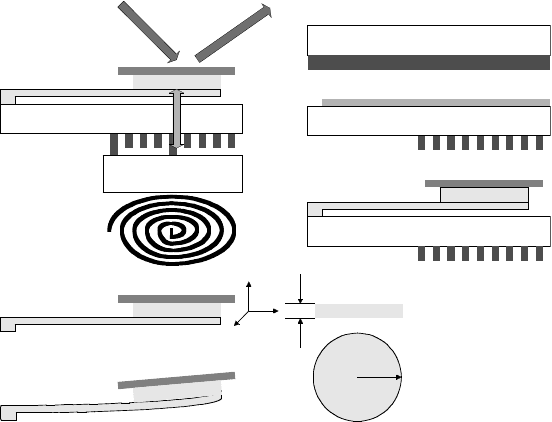
The sketched fabrication process with sequential steps to make the electromagnetic microtransducer with
a movable member is illustrated in Figure 21.132. On the silicon substrate, the chromium–copper–chro-
mium (Cr–Cu–Cr) mesh seed layer is deposited (through electron-beam evaporation) forming a seed
layer for electroplating. The insulation layer (polyimide Dupont PI-2611) is spun on the top of the mesh
seed layer to form the electroplating molds. Several coats can be done to obtain the desired thickness of
the polyimide molds (one coat results in 8–12
µ
m insulation layer thickness). After coating, the polyimide
is cured (at 280–310°C) in nitrogen for 1 h. A thin aluminum layer is deposited on top of the cured
polyimide to form a hard mask for dry etching. Molds for the lower conductors are patterned and plasma
etched until the seed layer is exposed. After etching the aluminum (hard mask) and chromium (top
chromium–copper–chromium seed layer), the molds are filled with the electroplated copper, applying
the described copper electroplating process. One coat of polyimide insulates the lower conductors and
the magnetic core (thus, the insulation is achieved). The seed layer is deposited, mesh-patterned, coated
with polyimide, and hard-cured. The aluminum thin layers (hard mask for dry etching) are deposited,
and the mold for the magnetic cores is patterned and etched until the seed layer is exposed. After etching
the aluminum (hard mask) and the chromium (top chromium–copper–chromium seed layer), the mold
is filled with the electroplated Ni
x%
Fe
100−x%
thin films (electroplating process). One coat of the insulating
layer (polyimide) is spin-cast and cured to insulate the magnetic core and upper conductors. The via
holes are patterned in the sputtered aluminum layer (hard mask) and etched through the polyimide layer
using oxygen plasma. The vias are filled with the electroplated copper (electroplating process). A copper–
chromium seed layer is deposited and the molds for the upper conductors are formed using thick
photoresist. The molds are filled with the electroplated copper and removed. Then, the gap for the
movable member is made using the conventional processes. After removing the seed layer, the passivation
layer (polyimide) is coated and cured to protect the top conductors. The polyimide is masked and etched
to the silicon substrate. The bottom mesh seed layer is wet etched and the microtransducer (with the
ICs to control it) is diced and sealed.
Electroplated aluminum is the needed material to fabricate microstructures. In particular, aluminum
can be used as the conductor to fabricate microcoils as well as mechanical microstructures (gears, bearing,
pins, reflecting surfaces, etc.). Advanced techniques and processes for the electrodeposition of aluminum
are documented in [9].
As was reported, the magnetic core of microstructures and microtransducers must be fabricated. Two
major challenges in fabrication of high-performance microstructures are to make electroplated magnetic
thin films with good magnetic properties as well as planarize microstructures (stationary and movable
FIGURE 21.132 Basic fabrication sequential steps for the microtransducer fabrication.
Silicon substrate
Mesh seed layer
Silicon substrate
Mesh seed layer
Insulation layer
Cu
Silicon substrate
Mesh seed layer
Cu
Ni-Fe
Silicon substrate
Mesh seed layer
Cu
Silicon substrate
Mesh seed layer
Cu
Mold
Silicon substrate
Mesh seed layer
Cu
Ni-Fe
Patterned layers
Ni-Fe
Ni-Fe
Ni-Fe
Ni-Fe
Ni-Fe
Ni-Fe
Patterned layer
Silicon substrate
Mesh seed layer
Cu
Ni-Fe Ni-Fe
Mold
Movable member
Insulation layer
Insulation
layer
Insulation
layer
Insulation
layer
Insulation
layer
9258_C021_Sect002-005.fm Page 112 Wednesday, October 10, 2007 7:10 PM
Actuators 21-113
members) [10]. Electroplating and micromolding techniques and processes are used to deposit NiFe
alloys (Ni
x%
Fe
100−x%
thin films), and Ni
80%
Fe
20%
is called permalloy, while Ni
50%
Fe
50%
is called orthonol.
Let us document the deposition process. To deposit Ni
x%
Fe
100−x%
thin films, the silicon wafer is covered
with a seed layer (for example, 15–25 nm chromium, 100–200 nm copper, and 25–50 nm chromium)
deposited using electron beam evaporation. The photoresist layer (e.g., 10–20
µ
m Shipley STR-1110) is
deposited on the seed layer and patterned. Then, the electrodeposition of the Ni
x%
Fe
100−x%
is performed
at 20–30°C using a two-electrode system, and the current density is in the range from 1 to 30 mA/cm
2
.
The temperature and pH should be maintained within the recommended values. High pH causes highly
stressed NiFe thin films, and the low pH reduces leveling and cause chemical dissolving of the iron anodes
resulting in disruption of the bath equilibrium and nonuniformity. High temperature leads to hazy
deposits, and low temperature causes high current density burning. For deposition, the pulse-width-
modulation (with varied waveforms, different forward and reverse magnitudes, and controlled duty cycle)
can be used applying commercial or in-house made pulsed power supplies. Denoting the duty cycle length
as T, the forward and reverse pulses lengths are denoted as T
f
and T
r
. The pulse length T can be 5–20
µ
s,
and the duty cycle (ratio T
f
/T
r
) can be varied from 1 to 0.1. The ratio T
f
/T
r
influences the percentage of
Ni in the Ni
x%
Fe
100−x%
thin films, e.g., the composition of Ni
x%
Fe
100−x%
can be regulated based upon the
desired properties, which will be discussed later. However, varying the ratio T
f
/T
r
, the changes of the Ni
are relatively modest (from 85% to 79%), and therefore, other parameters must vary to attain the desired
composition.
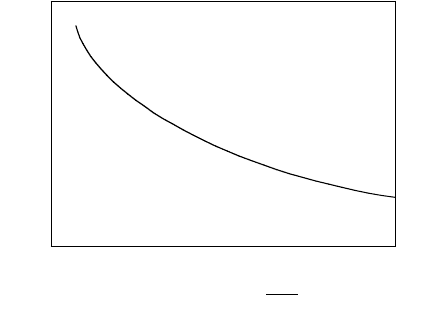
It must be emphasized that the nickel (and iron) composition is a function of the current density, and
Figure 21.133 illustrates the nickel (iron) composition in the Ni
x%
Fe
100−x%
thin films.
The Ni
80%
Fe
20%
thin films of different thickness (which is a function of the electrodeposition time) are
usually made at the current density 14–16 mA/cm
2
. This range of the current density can be used to
fabricate a various thickness of permalloy thin films (from 500 nm to 50
µ
m). The rms value of the thin
film roughness is 4–7 nm for the 25
µ
m thickness. It should be emphasized that to guarantee good surface
quality, the current density should be kept at the specified range, and usually to change the composition
of the Ni
x%
Fe
100−x%
thin films, the reverse current is controlled.
To attain a good deposit of the permalloy, the electroplating bath contains NiSO
4
(0.7 mol/l), FeSO
4
(0.03 mol/l), NiCl
2
(0.02 mol/l), saccharine (0.016 mol/l) as leveler (to reduce the residual stress allowing
the fabrication of thicker films), and boric acid (0.4 mol/l).
The air agitation and saccharin were added to reduce internal stress and to keep the Fe composition
stable. The deposition rate varies linearly as a function of the current density (the Faraday law is obeyed),
and the electrodeposition slope is 100–150 nm cm
2
/min mA. The permalloy thin films’ density is 9 g/cm
3
(as for the bulk permalloy).
FIGURE 21.133 Nickel and iron compositions in Ni
x%
Fe
100−x%
thin films as the functions of the current density.
Nickel composition, Ni [%]
10 20 30
70
0
Current density,
cm
2
mA
60
90
80
Iron composition, Fe [%]
30
40
10
20
9258_C021_Sect002-005.fm Page 113 Wednesday, October 10, 2007 7:10 PM
21-114 Mechatronic Systems, Sensors, and Actuators
The magnetic properties of the Ni
80%
Fe
20%
(permalloy) thin films are studied, and the field coercivity
(H
c
) is a function of the thickness. For example, H
c
= 650 A/m for 150 nm thickness and H
c
= 30 A/m
for 600 nm films.
Other Ni
80%
Fe
20%
(deposited at 25°C) and Ni
50%
Fe
50%
(deposited at 55°C) electroplating solutions are:
•
Ni
80%
Fe
20%
: NiSO
4
–6H
2
O (200 g/l/), FeSO
4
–7H
2
O (9 g/l), NiCl
2
–6H
2
O (5 g/l), H
3
BO
3
(27 g/l),
saccharine (3 g/l), and pH (2.5–3.5);
•
Ni
50%
Fe
50%
: NiSO
4
–6H
2
O (170 g/l/), FeSO
4
–7H
2
O (80 g/l), NiCl
2
–6H
2
O (138 g/l), H
3
BO
3
(50 g/l),
saccharine (3 g/l), and pH (3.5–4.5).
To electroplate Ni
x%
Fe
100−x %
thin films, various additives and components (available from M&T Chem-
icals and other suppliers) can be used to control the internal stress and ductility of the deposit, keep the
iron content solublized, obtain bright film and leveling of the process, attain the desired surface roughness,
and most importantly to guarantee the desired magnetic properties.
In general, the permalloy thin films have optimal magnetic properties at the following composition:
80.5% of Ni and 19.5% of Fe. For Ni
80.5%
Fe
19.5%
thin films, the material magnetostriction has zero
crossing. Films with minimal magnetostriction usually have optimal coercivity and permeability prop-
erties, and, in general, the coercivity (depending on the films thickness) is 20 A/m (and higher as the
thickness decreases), and permeability is from 600 to 2000. Varying the composition of Fe and Ni, the
characteristics of the Ni
x%
Fe
100−x%
thin films can be changed. The composition of the Ni
x%
Fe
100−x%
thin
films is controlled by changing the current density, T
f
/T
r
ratio (duty cycle), bath temperature (varying
the temperature, the composition of Ni can be varied from 75% to 92%), reverse current (varying the
reverse current in the range 0−1 A, the composition of Ni can be changed from 72% to 90%), air
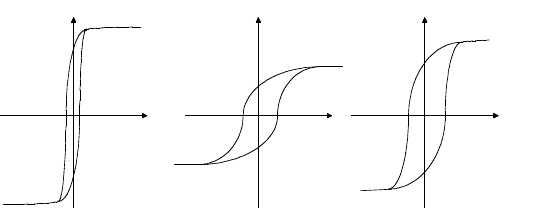
agitation of the solution, paddle frequency (0.1–1 Hz), forward and reverse pulses waveforms, etc. The
B–H curves for three different Ni
x%
Fe
100−x%
thin films are illustrated in Figure 21.134. The Ni
80.5%
Fe
19.5%
thin films have the saturation flux density 1.2 T, remanence B
r
= 0.26 T-A/m, and the relative perme-
ability 600–2000.
It must be emphasized that other electroplated permanent magnets (NiFeMo, NiCo, CoNiMnP, and
other) and micromachined polymer magnets exhibit good magnetic properties and can be used as the
alternative solution to the Ni
x%
Fe
100−x%
thin films widely used.
21.5.6.3 NiFeMo and NiCo Thin Films Electrodeposition
To attain the desired magnetic properties (flux density, coercivity, permeability, etc.) and thickness,
different thin film alloys can be used based upon the microstructure’s and microtransducer’s design,
applications, and operating envelopes (temperature, shocks, radiation, humidity, etc.). As was discussed,
the Ni
x%
Fe
100−x%
thin films can be effectively used, and the desired magnetic properties can be readily
achieved varying the composition of Ni and Fe. For sensors, the designer usually maximizes the flux
density and permeability and minimizes the coercivity. The Ni
x%
Fe
100−x%
thin films have the flux density
up to 1.2 T, coercivity 20 (permalloy) to 500 A/m, and permeability 600–2000 (it was emphasized that
FIGURE 21.134 B–H curves for different Ni
x%
Fe
100−x%
permalloy thin films.
1
B, [T]
10
0
−1
20
−10−20
H, [kA/m]
Ni
80.5%
Fe
19.5%
Ni
90%
Fe
10%
1
B, [T]
100
−1
20
−10−20
H
, [kA/m]
1
B, [T]
100
−1
20−10−20
H, [kA/m]
Ni
65%
Fe
35%
9258_C021_Sect002-005.fm Page 114 Wednesday, October 10, 2007 7:10 PM
Actuators 21-115
the magnetic properties also depend upon the thickness). Having emphasized the magnetic properties
of the Ni
x%
Fe
100−x%
thin films, let us perform the comparison. It was reported in the literature that [11]:
Ni
79%
Fe
17%
Mo
4%
thin films have the flux density 0.7 T, coercivity 5 A/m, and permeability 3400,
Ni
85%
Fe
14%
Mo
1%
thin films have the flux density 1–1.1 T, coercivity 8–300 A/m, and permeability
3000–20000, Ni
50%
Co
50%
thin films have the flux density 0.95–1.1 T, coercivity 1200–1500 A/m, and
permeability 100−150 (Ni
79%
Co
21%
thin films have the permeability 20).
In general, high flux density, low coercivity, and high permeability lead to high-performance MEMS.
However, other issues (affordability, compliance, integrity, operating envelope, fabrication, etc.) must be
also addressed while making the final choice. It must be emphasized that the magnetic characteristics,
in addition to the film thickness, are significantly influenced by the fabrication processes and chemicals
(materials) used.
The magnetic core in microstructures and microtransducers must be made. Two major challenges in
fabrication of high-performance microstructures and microtransducers are to make electroplated mag-
netic thin films with good magnetic properties as well as planarize the stationary and movable members.
Electroplating and micromolding techniques and processes are used to deposit NiFe, NiFeMo, and NiCo
thin films. In particular, the Ni
80%
Fe
20%
, NiFeMo, and NiCo (deposited at 25°C) electroplating solutions
are:
•
Ni
80%
Fe
20%
: NiSO
4
–6H
2
O (200 g/l), FeSO
4
–7H
2
O (9 g/l), NiCl
2
–6H
2
O (5 g/l), H
3
BO
3
(27 g/l), and
saccharine (3 g/l). The current density is 10–25 mA/cm
2
(nickel foil is used as the anode);
•
NiFeMo: NiSO
4
–6H
2
O (60 g/l/), FeSO
4
–7H
2
O (4 g/l), Na
2
MoO
4
–2H
2
O (2 g/l), NaCl (10 g/l), citric
acid (66 g/l), and saccharine (3 g/l). The current density is 10–30 mA/cm
2
(nickel foil is used as
the anode);
•
Ni
50%
Co
50%
: NiSO
4
–6H
2
O (300 g/l/), NiCl
2
–6H
2
O (50 g/l), CoSO
4
–7H
2
O (30 g/l), H
3
BO
3
(30 g/l),
sodium lauryl sulfate (0.1 g/l), and saccharine (1.5 g/l). The current density is 10–25 mA/cm
2
(nickel or cobal can be used as the anode).
The most important feature is that the Ni
x%
Fe
100−x%
–NiFeMo–NiCo thin films (multiplayer nanocom-
posites) can be fabricated shaping the magnetic properties of the resulting materials to attain the desired
performance characteristics through design and fabrication processes.
21.5.6.4 Micromachined Polymer Permanent Magnets
Electromagnetic microactuators can be deviced and fabricated using micromachined permanent magnet
thin films including polymer magnets (magnetically hard ceramic ferrite powder imbedded in epoxy resin).
Different forms and geometry of polymer magnets are available. Thin-film disks and plates are uniquely
suitable for microactuator applications. For example, to actuate the mirrors in optical devices and optical
MEMS, permanent magnets are used in rotational and translational (linear) microtransducers, microsen-
sors, microswitches, etc. These polymer magnets have thickness ranging from hundreds of micrometers
to several millimeters. Excellent magnetic properties can be achieved. For example, the micromachined
polymer permanent-magnet disk with 80% strontium ferrite concentration (4 mm diameter and 90
µ
m
thickness), magnetized normal to the thin-film plane (in the thickness direction), has the intrinsic coer-
civity H
ci
= 320,000 A/m and a residual induction B
r
= 0.06 T [12]. Permanent-magnet polymer magnets
with thickness up to several millimeters can be fabricated by the low-temperature processes. To make the
permanent magnets, the Hoosier Magnetics Co. strontium ferrite powder (1.1–1.5
µ
m grain size) and Shell
epoxy resin (cured at 80°C for 2 h) can be used [12]. The polymer matrix contain a bisphenol-A-based
epoxy resin diluted with cresylglycidyl ether and the aliphatic amidoamine is used as for curing. To prepare
the polymer magnet composites, the strontium ferrite powder is mixed with the epoxy resin in the ball-
mill rotating system (0.5 rad/s for many hours). After the aliphatic amidoamine is added, the epoxy is
deposited and patterned using screen-printing. Then, the magnet is cured at 80°C for 2 h and magnetized
in the desired direction.
9258_C021_Sect002-005.fm Page 115 Wednesday, October 10, 2007 7:10 PM
21-116 Mechatronic Systems, Sensors, and Actuators
It must be emphasized that magnets must be magnetized. That is, in addition to fabrication processes,
one should study other issues, for example, the magnetization dynamics. The magnetic field in thin films
are modeled, analyzed, and simulated solving differential equations, and the analytic and numerical
results will be covered.
21.5.7 Magnetization Dynamics of Thin Films
The magnetic field, including the magnetization distribution, in thin films are modeled, analyzed, and
simulated solving differential equations. The dynamic variables are the magnetic field density and inten-
sity, magnetization, magnetization direction, wall position domain, etc. The thin films must be magne-
tized. Therefore, let us study the magnetization dynamics for thin films. To attain high-fidelity modeling,
the magnetization dynamics in the angular coordinates is described by the Landay–Lifschitz–Gilbert
equations [13]:
where M
s
is the saturation magnetization; E(
θ
,
ψ
) is the total Gibb’s thin film free energy density;
γ
and
α
are the gyromagnetic and phenomenological constants.
The total energy consists the magnetocrystalline anisotropy energy, the exchange energy, and the
magnetostatic self-energy (stray field energy) [14]:
where J is the magnetic polarization vector, H
D
and H
ex
are the demagnetizing and external magnetic
fields, H
eff
is the effective magnetic field (sum of the applied, demagnetization, and anisotropy fields),
k
exh
and k
J
are the exchange and magnetocrystalline anisotropy constants, a
J
is the unit vector parallel to
the uniaxial easy axis.
Using the vector notations, we have
Thus, using the nonlinear differential equations given, the high-fidelity modeling and analysis of
nanostructured nanocomposite permanent magnets can be performed using field and material quantities,
parameters, constants, etc.
21.5.8 Microstructures and Microtransducers with Permanent
Magnets: Micromirror Actuator
The electromagnetic microactuator (permanent magnet on the cantilever flexible beam and spiral planar
windings controlled by ICs fabricated using CMOS-MEMS technology) is illustrated in Figure 21.135.
d
ψ
dt
-------
γ
M
s
1
α
2
+()
--------------------------
ψ
∂
E θ,
ψ
()
∂θ
---------------------
α
∂
E θ,
ψ
()
∂ψ
---------------------
+
1–
sin–=
d
θ
dt
------
γψ
1–
sin
M
s
1
α
2
+()
--------------------------
αψ
∂
E θ,
ψ
()
∂θ
---------------------
∂
E θ,
ψ
()
∂ψ
---------------------–
1–
sin–=
E
k
exh
J
s
2
--------
∇J
j
()
2
k
J
J
s
2
----
– a
J
J()
2
1
2
--
JH
D
JH
ex
⋅–⋅–
j=1
3
v Zeeman energy()d
v
=
∂
J
∂
t
----- −
γ
= JH
eff
α
J
s
---
J
∂
J
∂
t
-----
×+× Gilbert equation()
dM
dt
--------
γ
1
α
2
+
---------------
MH
eff
α
M
s
------
MMH
eff
×()×+×–=
9258_C021_Sect002-005.fm Page 116 Wednesday, October 10, 2007 7:10 PM
Actuators 21-117
The electromagnetic microactuators can be made using conventional surface micromachining and
CMOS fabrication technologies through electroplating, screen printing, lamination processes, sacrificial
layer techniques, photolithography, etching, etc. In particular, the electromagnetic microactuator studied
can be made on the commercially available epoxy substrates (e.g., FR series), which have the one-sided
laminated copper layer (the copper layer thickness, which can be from 10
µ
m and higher, is defined by
the admissible current density and the current value needed to establish the desired magnetic field to
attain the specified mirror deflection, deflection rate, settling time, and other steady-state and dynamic
characteristics). The spiral planar microcoils can be made on the one-sides laminated copper layer using
photolithography and wet etching in the ferric chloride solution. The resulting x-
µ
m thick N-turn
microwinding will establish the magnetic field (the number of turns is a function of the footprint area
available, thickness, spacing, outer-inner radii, geometry, fabrication techniques and processes used,
etc.). After fabrication of the planar microcoils, the cantilever beam with the permanent magnet and
mirror is fabricated on other side of the substrate. First, a photoresist sacrificial layer is spin-coated and
patterned on the substrate. Then, a Ti–Cu–Cr seed layer is deposited to perform the copper electroplating
(if the copper is used to fabricate the flexible cantilever structure). The second photoresist layer is spun
and patterned to serve as a mold for the electroplating of the copper-based cantilever beam. The copper
cantilever beam is electroplated in the copper-sulfate-based plating bath. After the electroplating, the
photoresist plating mold and the seed layer are removed releasing the cantilever beam structure. It must
be emphasized that depending upon the permanent magnet used, the corresponding fabricated processes
must be done before or after releasing the beam. The permanent-magnet disk is positioned on the
cantilever beam free end (for example, the polymer magnet can be screen-printed, and after curing the
epoxy magnet, the magnet is magnetized by the external magnetic field). Then, the cantilever beam with
the fabricated mirror is released by removing the sacrificial photoresist layer using acetone. It must be
emphasized that the studied electromagnetic microactuator is fabricated using low-cost (affordable),
high-yield micromachining—CMOS technology, processes, and materials. The most attractive feature is
the application of the planar microcoils, which can be easily made. The use of the polymer permanent
magnets (which have good magnetic properties) allows one to design high-performance electromagnetic
microactuators. It must be emphasized that the polysilicon can be used to fabricate the cantilever beam
and other permanent magnets can be applied.
FIGURE 21.135 Electromagnetic microactuator with controlling ICs.
Permanent magnet
Epoxy substrate (FR-x)
Mirror
Controlling ICs
Light beam
Copper cantilever beam
Planar microcoils
Epoxy substrate (FR-x)
Permanent magnet
Epoxy substrate (FR-x)
Mirror
Copper cantilever beam
Planar microcoils
Epoxy substrate (FR-x)
Major fabrication steps
Copper
sacrificial layer
Planar microcoils
Spiral microcoils:
top view
Electromagnetic force due
to electromagnetic field
Permanent magnet
Mirror
Copper cantilever beam
Mirror
Copper cantilever beam
Permanent magnet
1. Non-deflected beam
2. Deflected beam
Permanent magnet
l
R
Permanent magnet
x
z
y
9258_C021_Sect002-005.fm Page 117 Wednesday, October 10, 2007 7:10 PM

21-118 Mechatronic Systems, Sensors, and Actuators
In the article [12], the vertical electromagnetic force F
ze
, acting on the permanent-magnet, is given by
where M
z
is the magenetization; H
z
is the vertical component of the magnetic field intensity produced
by the planar microwindings (H
z
is a nonlinear function of the current fed or voltage applied to the
microwindings, number of turns, microcoils, geometry, etc.; therefore, the thickness of the microcoils
must be derived based on the maximum value of the current needed and the admissible current density).
The magnetically actuated cantilever microstructures were studied also in articles [15,16], and the
expressions for the electromagnetic torque are found as the functions of the magnetic field using assump-
tions and simplifications which, in general, limit the applicability of the results. The differential equations
which model the electromagnetic and torsional-mechanical dynamics can be derived. In particular, the
equations for the electromagnetic field are found using electromagnetic theory, and the electromagnetic
filed intensity H
z
is controlled changing the current applied to the planar microwindings. The steady-
state analysis, performed using the small-deflection theory [17], is also valuable. The static deflection of
the cantilever beam x can be straightforwardly found using the force and beam quantities. In particular,
x = ()F
n
, where, l is the effective length of the beam; E is the Young’s (elasticity) modulus; J is the
equivalent moment of inertia of the beam with permanent magnet and mirror, and for the stand-alone
cantilever beam with the rectangular cross section J = wh
3
; w and h are the width and thickness of
the beam; F
n
is the net force, which is normal to the cantilever beam.
In general, assuming that the magnetic flux is constant through the magnetic plane (loop), the torque
on a planar current loop of any size and shape in the uniform magnetic field is
where i is the current and m is the magnetic dipole moment [Am
2
].
Thus, the torque on the current loop always tends to turn the loop to align the magnetic field produced
by the loop with the permanent-magnet magnetic field causing the resulting electromagnetic torque.
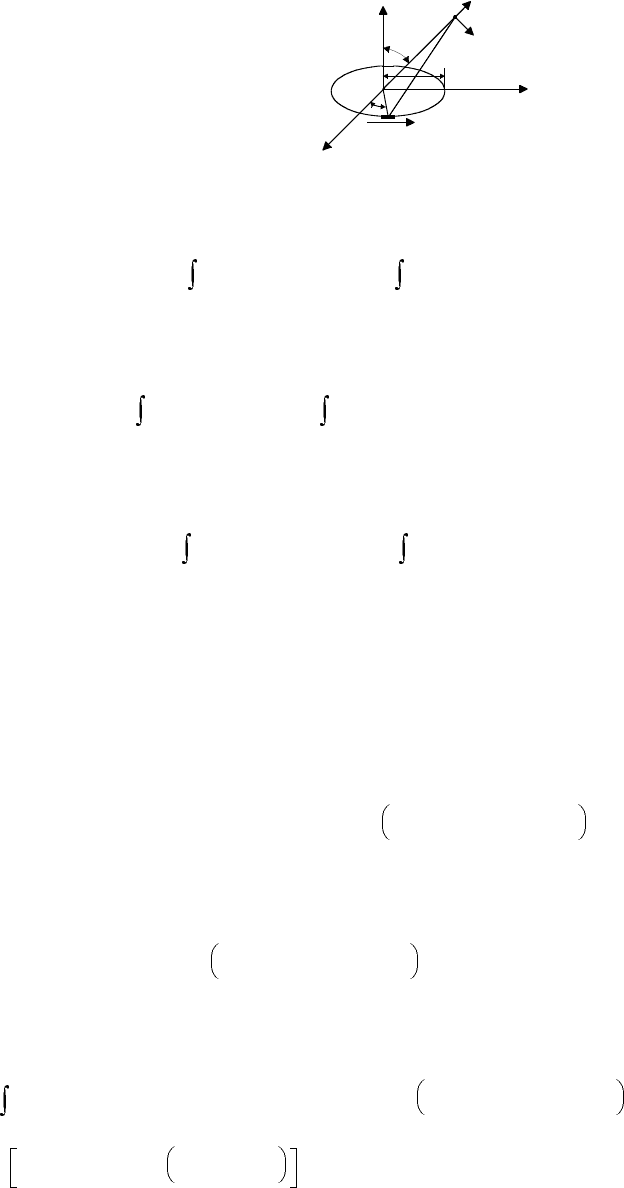
For example, for the current loop shown in Figure 21.136, the torque (in Nm) is found to be
The electromagnetic force is found as
FIGURE 21.136 Rectangular planar loop in a uniform magnetic field with flux density B = −0.5a
y
+ a
z
.
F
ze
M
z
dH
z
dz
---------
v,d
v
=
l
3
/3E
J
1
12
-----
T isB× mB×==
T isB× mB× 110
3–
110
3–
×()210
3–
×()a
z
× 0.5a
y
a
z
+–()× 110
9–
a
x
×=== =
F idlB×
l
°
=
i = 1 mA
x
y
z
B
= −0.5a
y
+
a
z
(0.001, 0.002, 0)
9258_C021_Sect002-005.fm Page 118 Wednesday, October 10, 2007 7:10 PM
Actuators 21-119
In general, the magnetic field quantities are derived using
and the Ampere circuital law gives
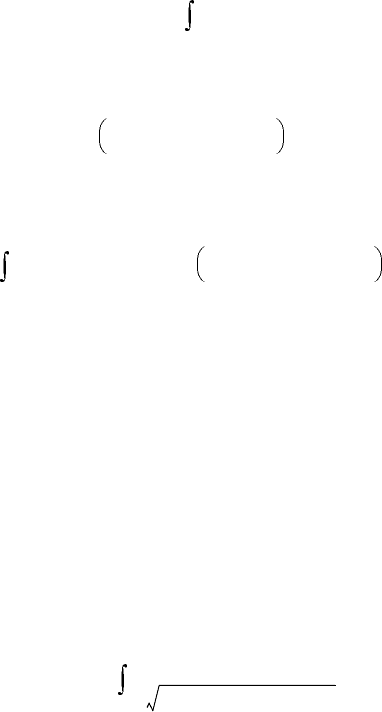
Making use of these expressions and taking note of the variables defined in Figure 21.137, we have
where dI = a
φ
a d
φ
= (−a
x
sin
φ
+ a
y
cos
φ
)a d
φ
and r
1
= a
x
(x − acos
φ
) + a
y
(y − asin
φ
) + a
z
z.
Hence,
Then, neglecting the small quantities (a
2
<< r
2
), we have
Therefore, one obtains
Thus,
FIGURE 21.137 Planar current loop.
i
θ
θ
y
x
z
r
1
P(x,y,z)
r
2
r
O
H
r
H
a
z
φ
a
B
µ
0
4
π
------
i
dl r
0
×
r
2
---------------
or H
l
°
1
4
π
------
i
dl r
0
×
r
2
---------------
l
°
==
H dl⋅
l
°
i
total
or H dl⋅
l
°
Ni==
H
1
4
π
------
i
dl r
1
×
r
1
3
---------------
l
°
and B
µ
0
4
π
------
i
dlr
1
×
r
1
3
---------------
l
°
==
dIr
1
× a
x
z
φ
a
y
z
φ
a
z
y
φ
x
φ
a–cos+sin()–sin+cos[]a d
φ
.=
r
1
3
x
2
y
2
z
2
a
2
2ax
φ
2ay
φ
sin–cos–+++()
3/2
r
3
1
2ax
r
2
---------
φ
2ay
r
2
---------
φ
sin–cos–
3/2
≈=
1
r
1
3
----
1
r
3
----
1
3ax
r
2
---------
φ
3ay
r
2
---------
φ
sin+cos+=
B
µ
0
a
4
π
--------
i a
x
z
φ
a
y
z
φ
a
z
y
φ
x
φ
a–cos+sin()–sin+cos[]a
1
r
3
----
1
3ax
r
2
---------
φ
3ay
r
2
---------
φ
sin+cos+ d
φ
0
2
π
=
µ
0
a
2
4
π
r
3
-----------
i a
x
3xz
r
2
--------
a
y
3yz
r
2
--------
a
z
3x
2
r
2
--------
3y
2
r
2
-------
2–+
–+=
9258_C021_Sect002-005.fm Page 119 Wednesday, October 10, 2007 7:10 PM
21-120 Mechatronic Systems, Sensors, and Actuators
Furthermore, using the coordinate transformation equations, in the spherical coordinate system one
has
We have the expressions for the far-field components
(due to the symmetry about the z axis, the magnetic flux density does not have the B
φ
component).
Using the documented technique, one can easily find the magnetic vector potential. In particular, in
general
Assuming that a
2
<< r
2
, gives the following expression:
Therefore,
Hence, in the spherical coordinate system, we obtain
It should be emphasized that the equations derived can be expressed using the magnetic dipole.
However, in the microtransducer studied, high-fidelity analysis should be performed. Hence, let us
perform the comprehensive analysis.
The vector potential is found to be
and
B
µ
0
a
2
4
π
r
3
-----------
i 2a
r
θ
a
θ
θ
sin+cos()=
B
r
µ
0
a
2
θ
cos
2
π
r
3
----------------------
i, B
θ
µ
0
a
2
θ
sin
4
π
r
3
----------------------
i, B
φ
0===
A
µ
0
4
π
------
i
dl
r
1
----
l
°
=
1
r
1
----
1
r
--
1
ax
r
2
-----
φ
ay
r
2
-----
φ
sin+cos+=
A
µ
0
a
4
π
--------
i a
x
φ
a
y
φ
cos+sin–()
1
r
--
1
ax
r
2
-----
φ
ay
r
2
-----
φ
sin+cos+
φ
d
0
2
π
=
µ
0
a
4
π
r
3
-----------
i a
x
y– a
y
x+()=
AAa
r
⋅()a
r
Aa
φ
⋅()a
φ
Aa
θ
⋅()a
θ
++=
µ
0
a
4
π
r
2
-----------
ia
φ
θ
sin A
φ
a
φ
==
A
φ
r,
θ
()
µ
0
ai
4
π
----------
φ
d
φ
cos
a
2
r
2
2ar
θφ
cossin–+
---------------------------------------------------------
0
2
π
=
B
r
1
r
θ
sin
-------------
∂θ
A
φ
sin()
∂θ
-------------------------
, B
θ
1
r
--
∂
rA
φ
()
∂
r
----------------
, B
φ
– 0===
9258_C021_Sect002-005.fm Page 120 Wednesday, October 10, 2007 7:10 PM
Actuators 21-121
Making use of the following approximation:
one finds
One can specify three regions:
•
near the axis
θ
<< 1,
•
at the center r << a,
•
in far-field r >> a.
The electromagnetic torque and field depend upon the current in the microwindings and are nonlinear
functions of the displacement.
The expression for the electromagnetic forces and torques must be derived to model and analyze the
torsional-mechanical dynamics. Newton’s laws of motion can be applied to study the mechanical dynamics
in the Cartesian or other coordinate systems (e.g., previously for the translational motion in the x-axis,
we used
(F
e
− F
L
)and
to model the translational torsional-mechanical dynamics of the electromagnetic microactuators using
the electromagnetic force F
e
and the load force F
L
).
For the studied microactuator, the rotational motion can be studied, and the electromagnetic torque
can be approximated as
where R and t
tf
are the radius and thickness of the permanent-magnet thin-film disk; M is the permanent-
magnet thin film magnetization; H
p
is the field produced by the planar windings;
θ
is the displacement angle.
Then, the microactuator rotational dynamics is given by
where T
L
is the load torque, which integrates the friction and disturbances torques.
It should be emphasized that more complex and comprehensive mathematical models can be developed
and used integrating the nonlinear electromagnetic and six-degree-of-freedom rotational–translational
motions (torsional-mechanical dynamics) of the cantilever beam. As an illustration we consider the high-
fidelity modeling of the electromagnetic system.
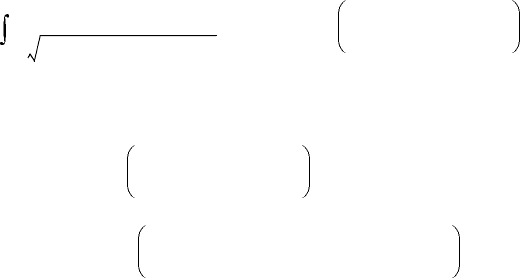
A
φ
r,
θ
()
µ
0
ai
4
π
----------
φ
d
φ
cos
a
2
r
2
2ar
θφ
cossin–+
---------------------------------------------------------
0
2
π
=
µ
0
a
2
r
θ
isin
4 a
2
r
2
+()
3/2
----------------------------
1
15a
2
r
2
θ
2
sin
8 a
2
r
2
+()
2
----------------------------
…
++
≈
B
r
r,
θ
()
µ
0
a
2
θ
icos
2 a
2
r
2
+()
3/2
----------------------------
1
15a
2
r
2
θ
2
sin
4 a
2
r
2
+()
2
----------------------------
…
++
=
B
θ
r,
θ
()
µ
0
a
2
θ
isin
4 a
2
r
2
+()
5/2
----------------------------– 2a
2
r
2
–
15a
2
r
2
θ
4a
2
3r
2
–()
2
sin
8 a
2
r
2
+()
2
-------------------------------------------------------
+
…
+
=
B
φ
0=
dv
dt
-----
1
m
----
=
dx
dt
------
v=
T
e
4R
2
t
tf
MH
p
θ
cos=
d
ω
dt
-------
1
J
--
T
e
T
L
–()and
d
θ
dt
------
ω
==
9258_C021_Sect002-005.fm Page 121 Wednesday, October 10, 2007 7:10 PM