ASM Metals HandBook Vol. 14 - Forming and Forging
Подождите немного. Документ загружается.

Oxidation during sintering or reheating
Excessive contact time
Surface porosity
Low forging temperature
Low preform temperatures
High or low tool temperature
Tool wear
Excessive contact time
Poor tolerances
Temperature variations in tools and preforms
Excessive preform temperature
High preform weight/incorrect distribution
Excessive flash/tool jamming
Improper tool design
Low preform temperature
Excessive forging loads
High preform weight
Oxidation
Low forging temperature/pressure
Low preform weight
Low densities
Die chill
Cracks,laps
Improper tool or preform design
Improper die fill Improper preform weight distribution/material flow
Draft angles, which facilitate forging and ejection in conventional forging, are eliminated in powder forged parts. This
means that greater ejection forces--on the order of 15 to 20% of press capacity as a minimum--are required for the powder
forging of simple shapes. However, the elimination of draft angles permits P/F parts to be forged more closely to net
shape. Figure 10 illustrates the ejection forces required for a P/F gear as a function of residual porosity (Fig. 10a) and
preform temperature (Fig. 10b). To be suitable for powder forging, standard forging presses must be modified to have
stronger ejection systems.
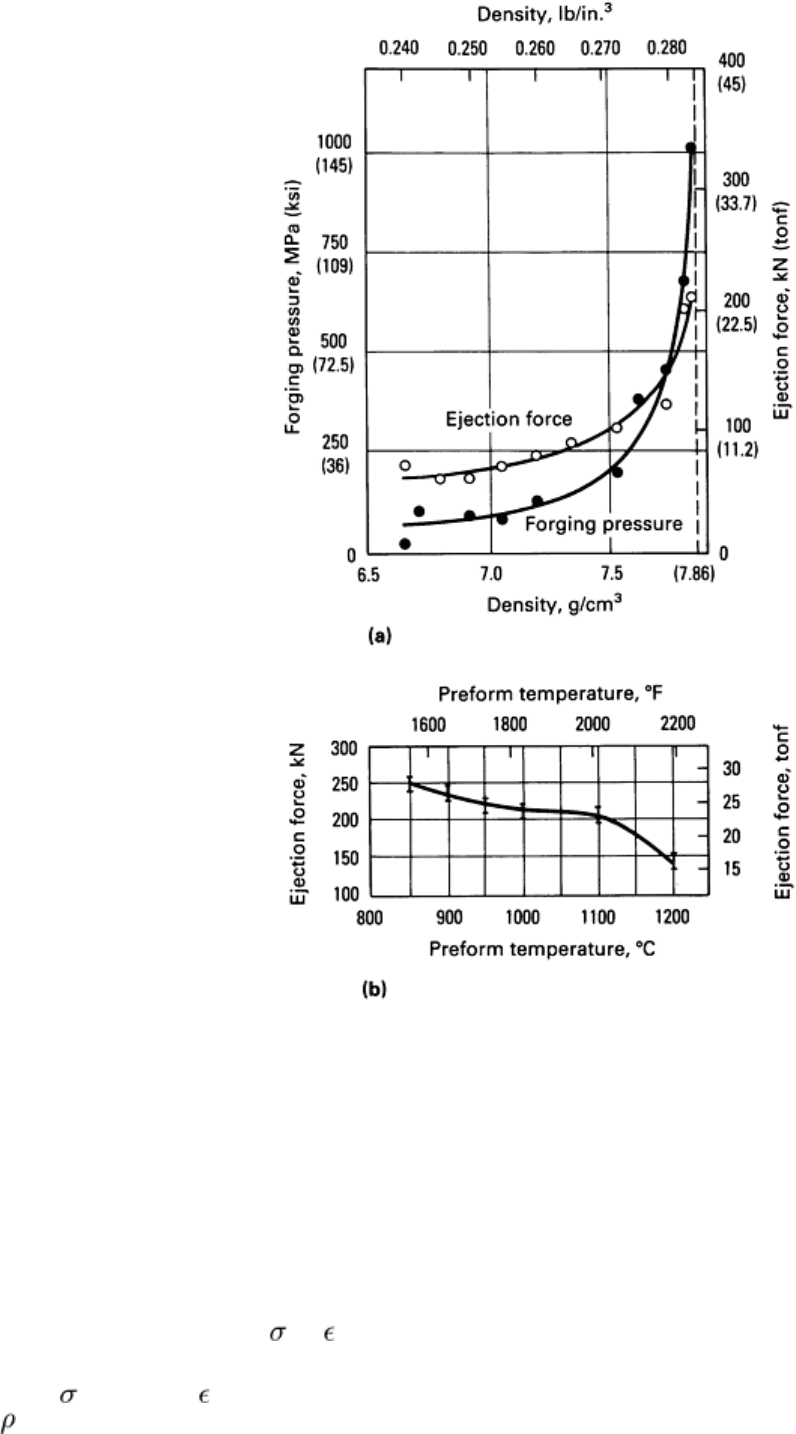
Fig. 10 (a) Forging pressure and ejection force as functions of density for the P/F-
4600 powder forged gear
shown in Fig. 12
. Preform temperature: 1100 °C (2010 °F). (b) Ejection force after forging as a function of
preform temperature for a powder forged gear. Forging pressure ranged from 650 to 1000 MPa (94 to 145 ksi).
The deformation behavior of sintered, porous materials differs from that of wrought materials because porous materials
densify during the forming operation. As a consequence, a porous preform will appear to have a higher rate of work
hardening than its wrought counterpart. The work-hardening exponent, m, can be defined in terms of the true stress-true
strain diagram:
= K
m
(Eq 1)
where is true stress, is true strain, and K is a proportionality constant. An empirical relationship between m and density
for a ferrous preform has been shown (Ref 44):
m = 0.31ρ
-1.91
(Eq 2)
where is expressed as a fraction of the density of pore-free material. The value of m for pore-free pure iron is 0.31, and
any excess over this value for porous iron is due to geometric work hardening.
A further consequence of the densification of porous preforms during deformation is reflected in Poisson's ratio for the
porous material. Poisson's ratio is a measure of the lateral flow behavior of a material; for compression of a cylinder, it is
expressed as diametral strain
d
divided by height strain -
z
. For a pore-free material, Poisson's ratio for plastic
deformation is 0.5. This is a direct result of the fact that the volume of the material remains constant during
deformation. For example, equating the volume of a cylinder before and after deformation (Ref 44):
H
0
[ )/4] = H
f
[( )/4]
(Eq 3)
where H
0
and H
f
are initial and final cylinder heights, respectively, and D
0
and D
f
are initial and final cylinder diameters,
respectively. Dividing by H
f
yields:
H
0
/H
f
= (D
f
/D
0
)
2
(Eq 4)
and taking logarithms
ln (H
0
/H
f
) = ln (D
f
/D
0
)
2
= 2 ln (D
f
/D
0
)
(Eq 5)
or
-
z
= 2
d
(Eq 6)
and, from the definition of Poisson's ratio:
(Eq 7)
During compressive deformation of a sintered metal powder preform, some material flows into the pores, and there is a
volume decrease. For a given reduction in height, the diameter of a sintered P/M cylinder will expand less than that of an
identical cylinder of a pore-free material. Poisson's ratio for a P/M preform will therefore be less than 0.5 and will be a
function of the pore volume fraction. H.A. Kuhn (Ref 45) has established an empirical relationship between Poisson's
ratio and part density:
= 0.5
a
(Eq 8)
The best fit to experimental data is obtained with the exponent a = 1.92 for room-temperature deformation and a = 2.0 for
hot deformation. The slight difference in this exponent may be due to work hardening (Ref 44).
In deformation processing of materials, plasticity theory is useful for calculating forming pressures and stress
distributions. The above mentioned idiosyncrasies in the deformation behavior of sintered, porous materials have been
taken into account in the development of a plasticity theory for porous materials. This has been of benefit in applying
workability analysis to porous preforms (Ref 31, 44, 46, 47, 48, 49, 50, 51, 52, 53, 54, 55, 56, 57, 58, 59).
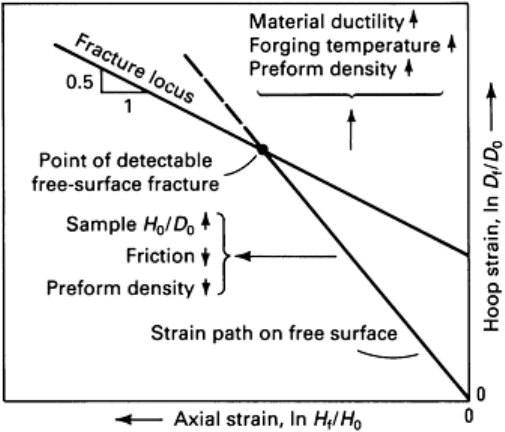
A typical workability line is shown in Fig. 11, which also indicates the way processing variables affect the location of the
line. The line has a slope of -0.5, and workability improves as the plane strain intercept (y-axis intercept) value increases.
For a given material, workability can be improved through either temperature adjustment or a change in preform density.
Figure 12(b) to (e) show the effects of temperature and pressure on the densification and forming of the powder forged
gear shown in Fig. 12(a) (Ref 61). While Fig. 12(b) to (e) indicate that higher temperatures reduce the forging pressures
required, Fig. 13 illustrates a region of forging pressure at lower temperatures that is comparable to that for higher-
temperature forging. The ability to forge at lower temperatures may be beneficial in extending the life of the forging dies.
Fig. 11 Effects of forging variables on the workability of porous preforms in hot forging. Source: Ref 60.
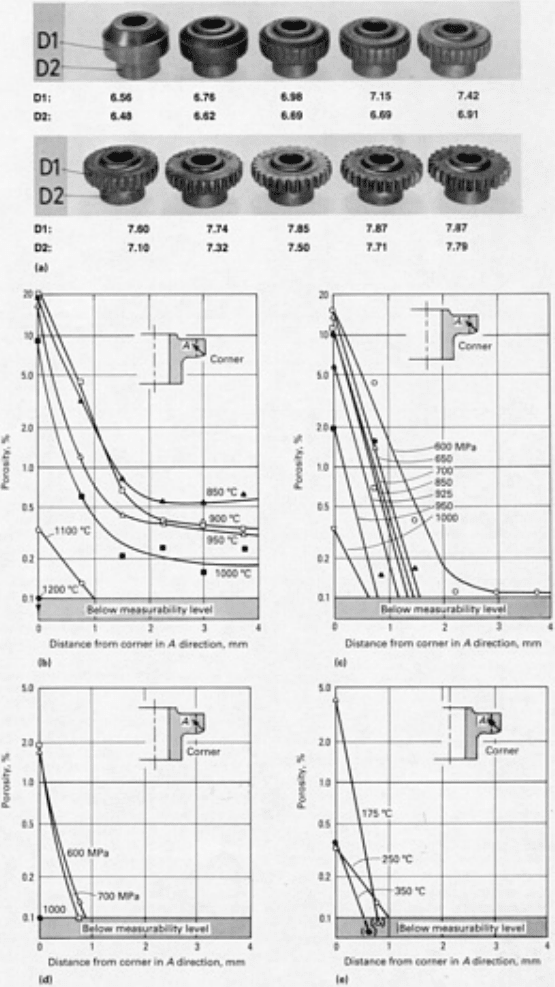
Fig. 12 Influence of process variables on re
sidual porosity in critical corner areas of a powder forged gear
tooth. (a) Powder forged gear; D1 and D2 are average densities in grams per cubic centimeter. (b) Preform
temperature at a forging pressure of 1000 MPa (145 ksi). (c) and (d) Forging pressure
at preform temperatures
of 1100 °C (2010 °F) and 1200 °C (2190 °F), respectively. (e) Die temperature at a forging pressure of 1000
MPa (145 ksi) and a preform temperature of 1100 °C (2010 °F). Source: Ref 43, 61.
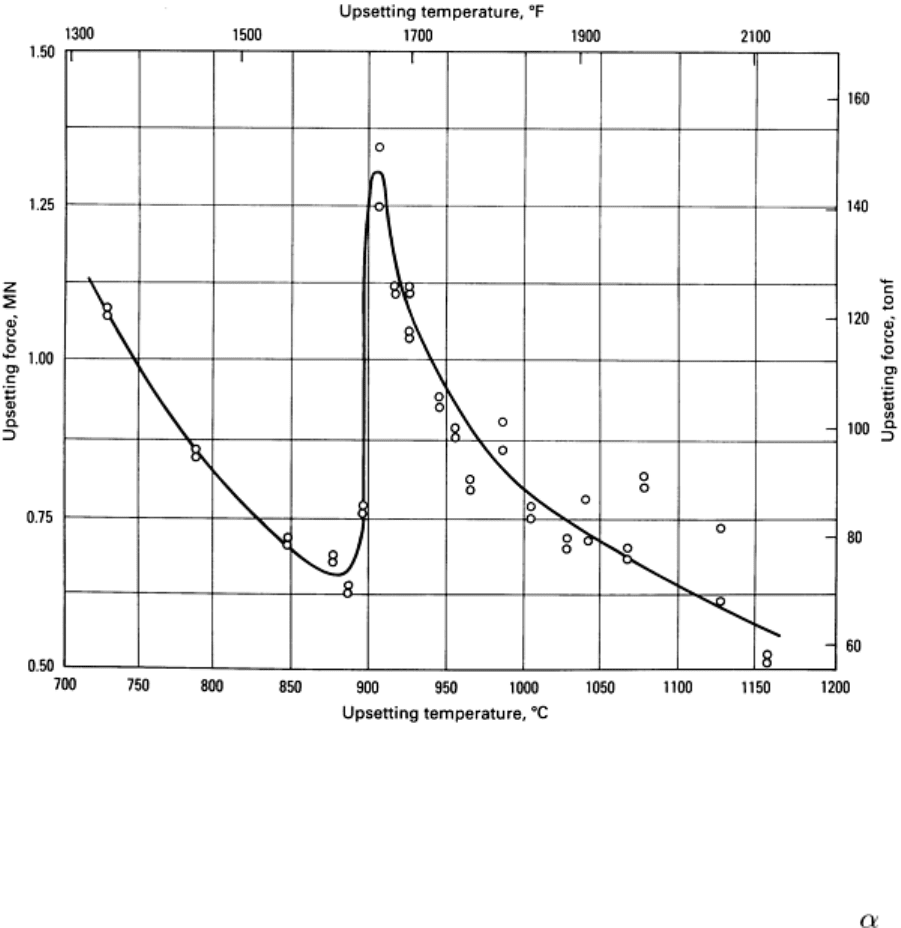
Fig. 13 Force required for a 50% reduction in height of water-
atomized iron powder preforms as a function of
deformation temperature. Source: Ref 62.
The data presented in Fig. 13 relate to a pure iron with no added graphite. The dramatic increase in the force required for
densification around 900 °C (1650 °F) is due to the phase transformation from body-centered cubic (bcc) iron to face-
centered cubic (fcc) austenite. In this temperature range, the flow stress of austenite is higher than that of ferrite.
However, although materials are fully austenitic at conventional forging temperatures (1000 to 1130 °C, or 1830 to 2065
°F), the flow stress of austenite at 1100 °C (2010 °F) is less than that of ferrite at 850 °C (1560 °F).
A similar low flow stress regime has been observed for prealloyed material (Fig. 14). However, depending on the amount
of solution of graphite, the dip in the flow stress versus temperature curve becomes less pronounced and eventually is no
longer observed. The presence of carbon in solution alters the phase distribution, and the observed flow stress depends on
the relative proportions of ferrite and austenite in the microstructure.
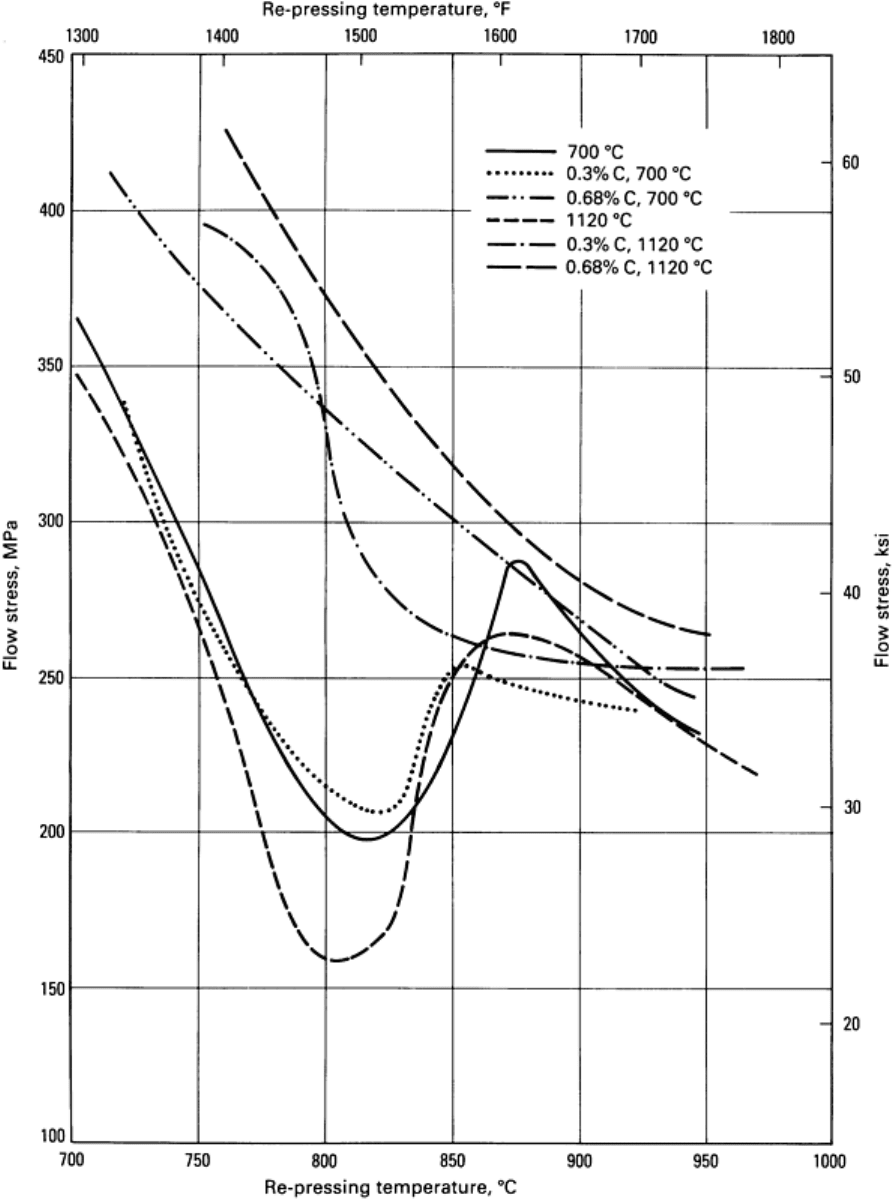
Fig. 14 Influence of hot re-pressing temperature on flow stress for P/F-4600 at various carbon
contents and
presintering temperatures. Data are for density of 7.4 g/cm
3
(0.267 lb/in.
3
). Source: Ref 63, 64.
In order to take any advantage of the low flow stress, the thermomechanical processing of preforms that contain added
graphite must therefore be such that the graphite does not go into solution. Even under such conditions, in the data
reported by Q. Jiazhong, O. Grinder, and Y. Nilsson (Ref 65), the mechanical properties of low temperature forged
material are considerably inferior to those of material forged at higher temperatures (Table 2). The low-temperature
forging resulted in incomplete densification, and this degraded the mechanical properties. G. Bockstiegel and H. Olsen
observed a similar dependence of forged density on preform temperature (Ref 66). They pointed out that the presence of
free graphite might impede densification. During subsequent heat treatment, when the graphite goes into solution, it could
leave fine porosity, which would degrade the mechanical properties of the material.
Table 2 Tensile and impact properties of P/F-4600 hot re-pressed at two temperatures
Re-pressing
temperature
Re-
pressing
stress
Re-pressed
density
0.2% offset
yield
strength
Ultimate
tensile
strength
Charpy V-
notch
impact
energy
°C °F MPa
ksi g/cm
3
lb/in.
3
MPa
ksi MPa ksi
Elongation,
%
Reduction
in
area, %
Hardness,
HV
(a)
J
ft · lb
870 1600
406 59 7.65 0.276 1156 168
1634 237 2.6 2.8 519 2.9
2.13
870 1600
565 82 7.72 0.279 1243 180
1641 238 2.1 2.8 538 2.8
2.06
870 1600
741 107
7.78 0.281 1316 191
1702 247 2.4 2.4 564 3.1
2.29
870 1600
943 137
7.79 0.282 1349 196
1705 248 2.3 2.4 562 3.5
2.58
1120
2050
344 50 7.83 0.283 1364 198
1750 254 6.4 20.5 549 6.8
5.01
1120
2050
593 86 7.86 0.2840 1450 210
1777 258 6.7 17.3 566 6.2
4.57
1120
2050
856 124
7.87 0.2844 1592 231
1782 259 5.3 14.1 565 6.2
4.57
(a)
30-kgf load
Metal flow can cause surface fractures. These are generally associated with contact between the deforming preform and
the forging tooling. Surface fracture problems may be avoided by changing the preform geometry or the lubrication
conditions.
Frictional constraint at the interface between the preform and the forging die generates undesirable stress states in the
preform that can lead to fracture. The types of fracture encountered in powder forging are:
• Free-surface fracture
• Die contact surface fracture
• Internal fracture
Production of metallurgically sound forgings requires the prediction and elimination of fracture. An excellent review of
the subject is given in Ref 44, 47, 57, and 58.
Tool Design. In order to produce sound forged components, the forging tooling must be designed to take into account:
• Preform temperature
• Die temperature
• Forging pressure
• The elastic strain of the die
• The elastic/plastic strain of the forging
• The temperature of the part upon ejection
• The elastic strain of the forging upon ejection
• The contraction of the forging during cooling
• Tool wear
Specified part dimensional tolerances can only be met when the above parameters have been taken into account.
However, there is still some flexibility in the control of forged part dimensions even after die dimensions have been
selected. Higher preform ejection temperatures result in greater shrinkage during cooling. Increases in die temperature
expand the die cavity and thus increase the size of the forged part. Therefore, if the forgings are undersize for a given set
of forging conditions, a lower preform preheat temperature and/or a higher die preheat temperature can be used to
produce larger parts. On the other hand, if the forged parts are oversize, the preform preheat temperature could be raised
and/or the die temperature lowered to bring the parts to the desired size.
Secondary Operations. In general, the secondary operations applied to conventional components such as plating and
peening, may be applied to powder forged components. The most commonly used secondary operations involve
deburring, heat treating, and machining.
The powder forged components may require deburring or machining to remove limited amounts of flash formed between
the punches and the die. This operation is considerably less extensive than that required for wrought forgings.
The heat treatment of P/M products is the same as that required for conventionally processed materials of similar
composition. The most common heat-treating practices involve treatments such as carburizing, quench-and-temper cycles,
or continuous-cooling transformations.
The amount of machining required for P/F components is generally less than the amount required for conventional
forgings because of the improved dimensional tolerances, shown in Table 3. Standard machining operations may be used
to achieve final dimensions and surface finish (Ref 67). One of the main economic benefits of powder forging is the
reduced amount of machining required, as illustrated in Fig. 15.
Table 3 Comparison of powder forging with competitive processes
Range of weights
Process
kg lb
Height-
to-
diameter
ratio
Shape Material
use, %
Surface
roughness
μm
Quantity
required
for economical
production
(a)
Cost per
unit
(b)
Powder
forging
0.1-5 0.22-11
1 No large variations in cross
section; openings limited
100 5-15 20,000
200
Precision
forging
0.3-5 0.66-11
2 Any; openings limited 80-90 10-20 20,000
200
Cold forging
0.01-
35
0.022-
77
Not
limited
Mostly rotational symmetry 95-100 1-10 5,000
150
Precision
casting
0.1-10 0.22-22
Not
limited
Any; no limits on openings 70-90 10-30 2,000
100
Sintering 0.01-5 0.022-
11
1 No large variations in cross
section; openings limited
100 1-30 5,000
100
Drop
forging
0.05-
1000
0.11-
2200
Not
limited
Any; openings limited 50-70 30-100 1,000 150
(a)
For 0.5 kg (1.1 lb) parts.
(b)
Sintering = 100%
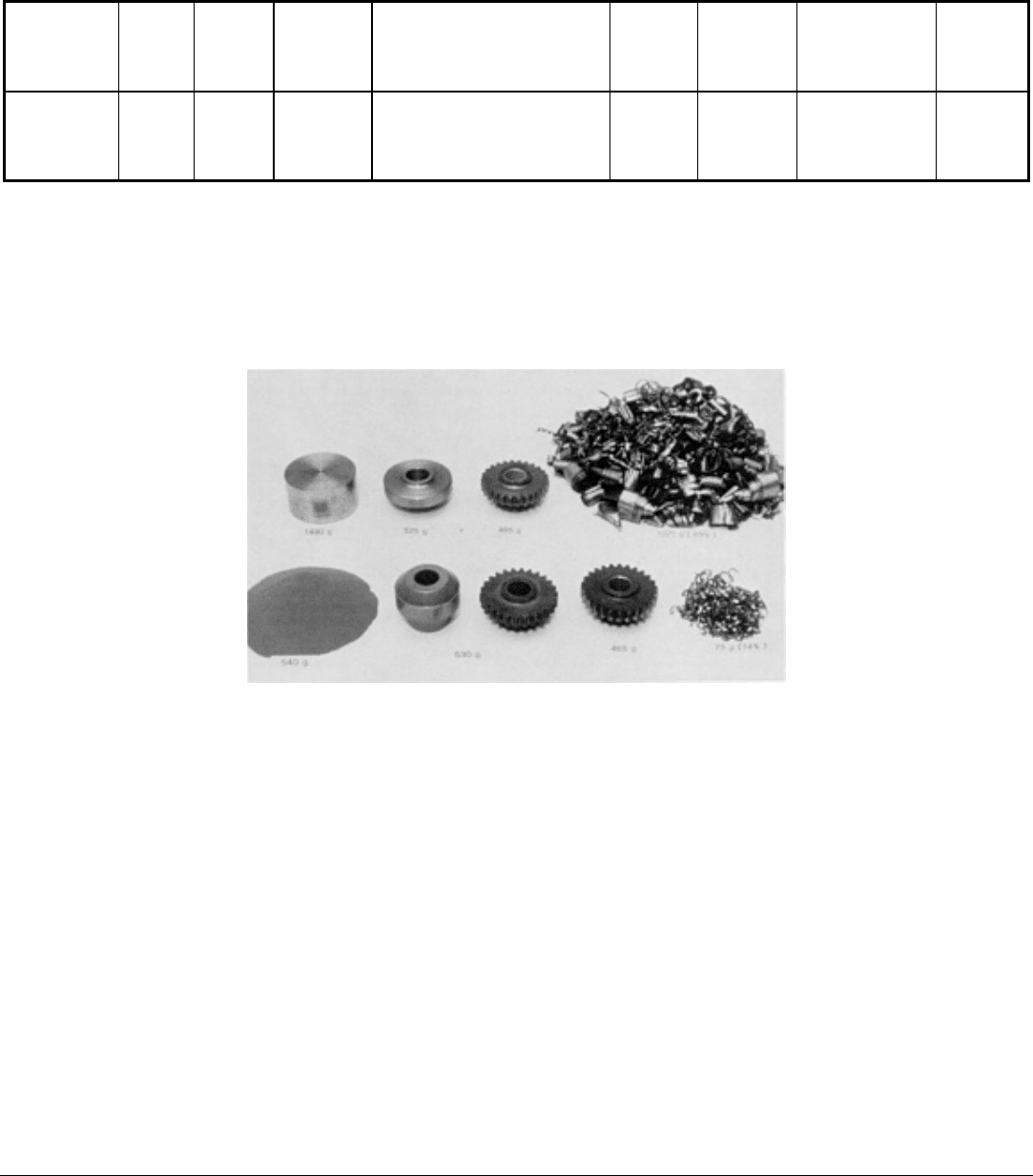
Fig. 15
Comparison of material use for a conventionally forged reverse idler gear (top) and the equivalent
powder forged part (bottom). Material yield in conventional forging is 31%; that for powder forging is 86%.
1 lb
= 453.6 g. Source: Ref 61.
In general, pore-free P/F materials machine as readily as conventional forgings processed to achieve identical
composition, structure, and hardness. Difficulties are encountered, however, if P/F components are machined with the
same cutting speeds, feed rates, and tool types as conventional components. These differences in machinability have been
related to inclusion types and microporosity (Ref 16, 68). These studies conclude that P/F materials can exhibit equal or
greater machinability than wrought steels. Improved machinability can be accomplished by the addition of solid
lubricants such as manganese sulfide.
However, the presence of microporosity and low-density noncritical areas in P/F components leads to reduced
machinability. The machinability behavior for these areas is similar to that of conventional P/M materials (Ref 69). The
overall machinability of a powder forged component may be said to depend on the amount, type, size, shape, and
dispersion of inclusions and/or porosity, as well as on the alloy and heat-treated structure.
References cited in this section
4. G. Bockstiegel, Powder Forging--Development of the Technology and Its Acceptance in North A
merica,
Japan, and West Europe, in Powder Metallurgy 1986--State of the Art,
Vol 2, Powder Metallurgy in Science
and Practical Technology series, Verlag Schmid, 1986, p 239
8. W.J. Huppmann and M. Hirschvogel, Powder Forging, Review 233, Int. Met. Rev., (No. 5), 1978, p 209
16.
R. Koos and G. Bockstiegel, The Influence of Heat Treatment, Inclusions and Porosity on the Machinability
of Powder Forged Steel, Prog. Powder Metall., Vol 37, 1981, p 145
25.
G. Bockstiegel, E. Dittrich, and H. Cremer, Experience
s With an Automatic Powder Forging Line, in