ASM Metals HandBook Vol. 14 - Forming and Forging
Подождите немного. Документ загружается.

1260 °C, DA Re-press 0.99 110 3.96 17.53 1.27
. . .
Carburized P/F-2000
1120 °C Upset . . . . . . 1.13 6.06 1.13
64.0
1120 °C Re-press . . . . . . 1.34 5.30 1.38
63.0
1260 °C Upset . . . . . . 2.79 8.28 1.74
63.5
1260 °C Re-press . . . . . . 1.11 6.52 1.07
63.0
Through-hardened P/F-2000
1120 °C Upset 0.67 450 1.75 5.93 1.56
60.5
1120 °C Re-press 0.70 460 1.97 6.28 1.64
61.0
1120 °C Upset 0.84 345 0.59 3.14 1.14
62.0
1260 °C Re-press 0.86 425 2.22 7.49 1.56
61.0
1260 °C Upset 0.64 190 4.32 10.40 2.16
. . .
1260 °C Re-press 0.66 160 3.45 9.55 1.86
60.0
1260 °C Upset 0.84 200 4.04 11.53 1.81
61.0
1260 °C Re-press
0.84 195 2.54 11.16 1.28 61.0
1120 °C = 2050 °F. 1260 °C = 2300 °F
(a)
DA, dissociated ammonia.
(b)
ENDO, endothermic atmosphere
Effect of Porosity on Mechanical Properties. The mechanical property data summarized in the previous sections
are related to either hot re-press or hot upset forged pore-free material. The general effect of density on mechanical
properties was illustrated in Fig. 2, and the properties of material incompletely densified because of forging at 870 °C
(1600 °F) were presented in Table 2. The tensile and impact properties of P/F-4600 with two levels of residual porosity
are summarized in Fig. 26 and 27. In one instance, the material was at a density of 7.84 g/cm
3
(0.283 lb/in.
3
) and had a
background of very fine porosity (Ref 78). The other series of samples had been purposely forged to a density of 7.7
g/cm
3
(0.278 lb/in.
3
) (Ref 79). The performance of these materials is compared with that for pore-free samples at two
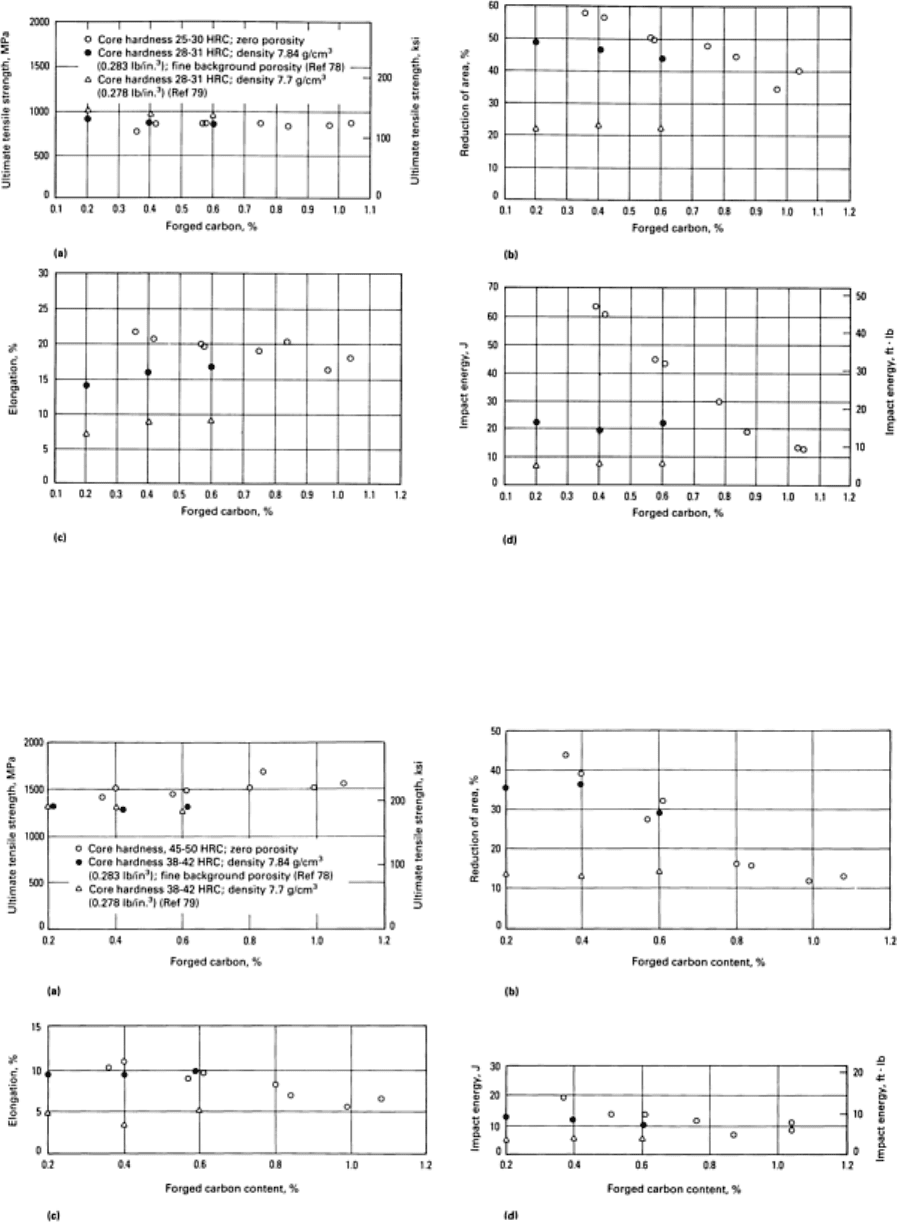
levels of core hardness: 25 to 30 HRC (Fig. 26) and 45 to 50 HRC (Fig. 27). At the lower hardness, porosity has no effect
on tensile strength, but even fine microporosity significantly reduces tensile ductility and impact strength. Tensile
ductility at the higher core hardness is slightly influenced by the fine microporosity, and is significantly reduced for the
material with a density of 7.7 g/cm
3
(0.278 lb/in.
3
). The presence of porosity diminishes impact performance.
Fig. 26 Influence of density on the tensile and impact properties of P/F-
4600 materials with core hardnesses of
25 to 30 HRC and 28 to 31 HRC. (a) Ultimate te
nsile strength. (b) Percent reduction of area. (c) Percent
elongation. (d) Room-temperature impact energy. See also Fig. 27.
Fig. 27 Influence of density on the tensile and impact properties of P/F-
4600 materials with core hardnesses of
38 to
42 HRC and 45 to 50 HRC. (a) Ultimate tensile strength. (b) Percent reduction of area. (c) Percent
elongation. (d) Room-temperature impact energy. See also Fig. 26.
References cited in this section
70.
F.G. Hanejko, Mechanical Property Anisotropy of P/M Hot Formed Materials, Mod. Dev. Powder Metall.,
Vol 10, 1977, p 73
71.
Closed-Die Steel Forgings, in Properties and Selection: Irons and Steels, Vol 1, 9th ed., Metals Handbook,
American Society for Metals, 1978, p 357
72.
G.T. Brown, The Core Properties of a Range of Powder Forged Steels for Carburizing Applications,
Powder Metall., Vol 20 (No. 3), 1977, p 171
73.
G.T
. Brown and T.B. Smith, The Relevance of Traditional Materials Specifications to Powder Metal
Products, Mod. Dev. Powder Metall., Vol 7, 1974, p 9
74.
G.T. Brown, Properties and Prospects of Powder Forged Low Alloy Steels Related to Component
Production, in Powder Metallurgy: Promises and Problems, Société Française de Métallurgie--
Matériaux et
Techniques, 1975, p 96
75.
W.J. Huppmann and G.T. Brown, The Steel Powder Forging Process--A General Review, Powder Metall.,
Vol 21 (No. 2), 1978, p 105
76.
"GKN Powder Forging Materials Specification and Properties," Issue 2, GKN PowderMet, April 1978
77.
D. Glover, A Ball/Rod Rolling Contact Fatigue Tester, in
Rolling Contact Fatigue Testing of Bearing
Steels, STP 771, J. Hoo, Ed., 1982, p 107
78.
S. Buzolits, "Military Process Specification for Type 46XX Powder-
Forged Weapon Components," Final
Technical Report AD-E401-376, U.S. Army Armament Research and Development Center, Aug 20, 1985
79.
S. Buzolits and T. Leister, "Military Specification for Type 10XX Powder-
Forged Weapon Components,"
Final Technical Report AD-E401-
412, U.S. Army Armament Research and Development Center, Oct 14,
1985
Powder Forging
W. Brian James, Michael J. McDermott, and Robert A. Powell, Hoeganaes Corporation
Quality Assurance for P/F Parts
Many of the quality assurance tests applied to wrought parts are similar to those used for powder forged parts. Among the
parameters specified are: part dimensions, surface finish, magnetic particle inspection, composition, density,
metallographic analysis, and nondestructive testing. These are discussed below.
Part Dimensions and Surface Finish. Typical tolerances for powder forged parts are summarized in Table 11. The
as-forged surface finish of a powder forged part is directly related to the surface finish of the forging tool. Surface finish
is generally better than 0.8 m (32 in.), which is better than that obtained on wrought forged parts. This good surface
finish is beneficial to the fatigue performance of P/F parts.
Table 11 Typical tolerances for powder forged parts
Typical tolerance
Minimum tolerance Dimension or
characteristic
Description
mm/mm
in./in. mm in.
a
Linear dimension perpendicular to
the press axis
0.0025 0.0025
0.08 0.003
b
Linear dimensions parallel to the
press axis
±0.25 ±0.10 0.20 0.008
c
Concentricity of holes to external
dimensions
. . . . . . 0.10 0.004
d Surface finish . . . . . .
Normally better than 0.8
m (32 in.)
Source: Ref 80
Magnetic particle inspection is used to detect surface blemishes such as cracks and laps.
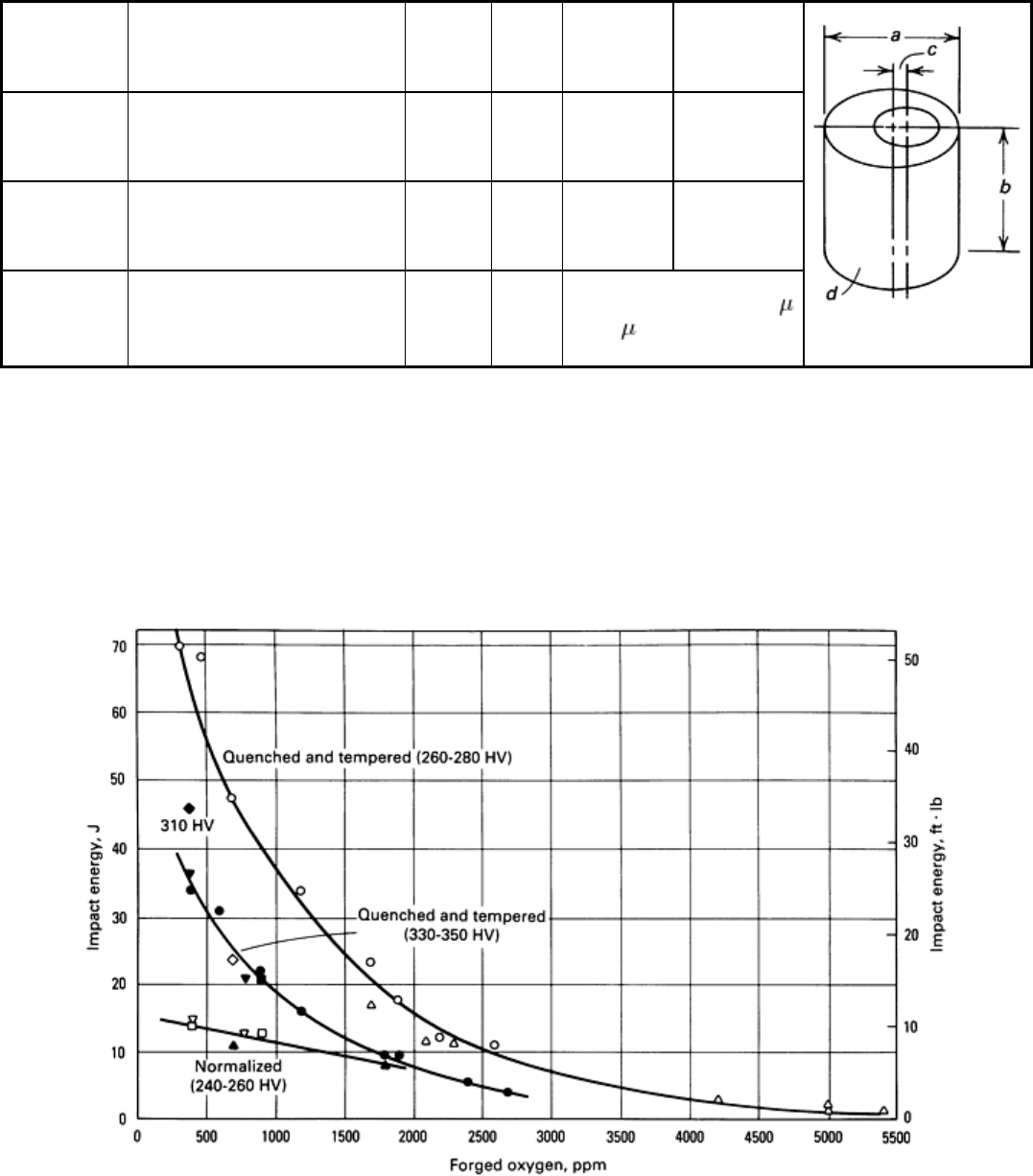
Composition. Parts are generally designed to a specified composition. The forged carbon and oxygen contents are of
particular interest. The specified carbon level is required to achieve the desired heat treatment response, and forged
oxygen levels have a significant influence on dynamic properties (Fig. 28).
Fig. 28 Room-temperat
ure impact energy as a function of forged oxygen content for various powder forged
alloys. Heat treatments and hardnesses are indicated on the curves. Source: Ref 81.
Density. Sectional density measurements are taken to ensure that sufficient densification has been achieved in critical
areas. Displacement density checks are generally supplemented by microstructural examination to assess the residual
porosity level. For a given level of porosity, the measured density will depend on the exact chemistry, thermomechanical
condition, and microstructure of the sample. Parts may be specified to have a higher density in particular regions than is
necessary in less critical sections of the same component.
Metallographic Analysis. Powder forged parts are subjected to extensive metallographic evaluation. The primary
parameters of interest include those discussed below.
The extent of surface decarburization permitted in a forged part will generally be specified. The depth of
decarburization may be estimated by metallographic examination, but is best quantified using microhardness
measurements as described in ASTM E 1077.
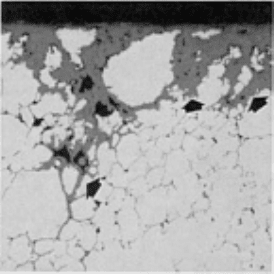
Surface finger oxides are defined as oxides that follow prior particle boundaries into the forged part from the surface
and cannot be removed by physical means such as rotary tumbling. An example of surface finger oxides is shown in Fig.
29. Metallographic techniques are used to determine the maximum depth of surface finger oxide penetration.
Fig. 29
Surface finger oxides (arrows at upper right) and interparticle oxide networks (arrow near lower left) in
a powder forged material.
Interparticle oxides follow prior particle boundaries. They may sometimes form a continuous three-dimensional
network but more often will, in a two-dimensional plane of polish, appear to be discontinuous. An example is presented in
Fig. 29.
Most parts have what may be defined as functionally critical areas. The fabricator and end-user decide upon the maximum
permissible depth of surface finger oxide penetration and whether oxide networks can be tolerated in critical regions.
These decisions are then specified on the part drawing or in the purchase agreement.
The microstructure of a powder forged part depends on the thermal treatment applied after the forged part has been
ejected from the die cavity. Most parts are carburized, quenched and stress relieved, or quenched and tempered. Other
heat treatments used on wrought steels may also be applied to powder forged materials.
Iron powder contamination in low-alloy powder forged parts can be quantified by means of the etching procedure
described in the section "Material Considerations" in this article.
The nonmetallic inclusion level in a powder forged part may also be quantified using the image analysis technique
described in the section "Material Considerations." However, if the section of a component selected for inclusion
assessment is not pore-free, image analysis procedures are not applicable (pores and oxide inclusions have similar gray
level characteristics for feature detection). In fact, the presence of porosity makes it difficult for even visual quantitative
determination of inclusion size.
Nondestructive Testing. Although metallographic assessment of powder forged parts is common, it is also useful to
have a nondestructive method for evaluating the microstructural integrity of components. It has been demonstrated that
this can be achieved with a magnetic bridge comparator.
Magnetic bridge sorting can be used to compare the eddy currents developed within a forging placed in a coil that carries
an alternating current with the eddy currents produced in a randomly selected reference sample from the same forging
batch (Ref 21). Differences are indicated by the displacement of a light spot from its balanced position in the center of the
measuring screen of the system. If the part being tested is similar to the reference sample, the light spot returns to the
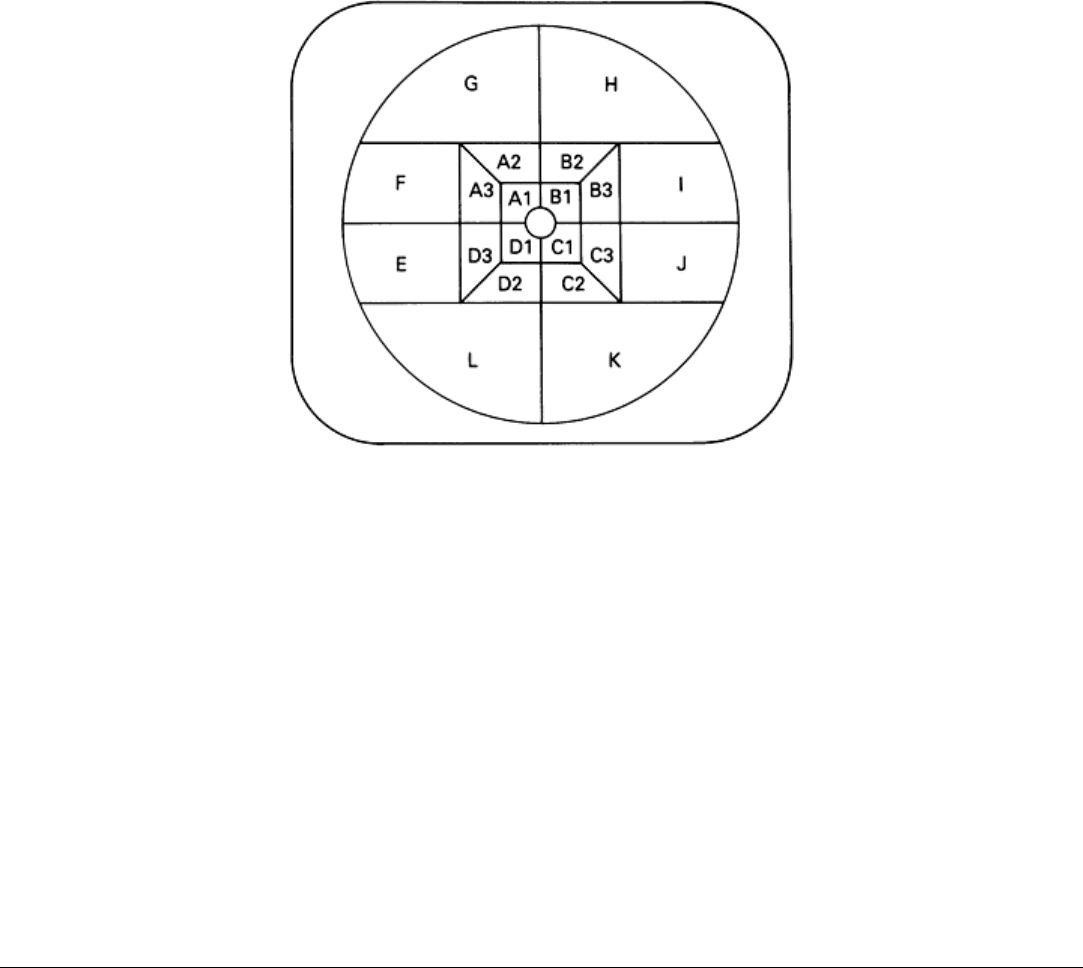
center of the screen. The screen can be arbitrarily divided into a number of zones, as illustrated in Fig. 30. Testing of
randomly selected samples can then be used to establish a typical frequency distribution of components within a forged
batch relative to the reference sample.
Fig. 30
Sorting grid categories arbitrarily assigned to the measuring screen of the magnetic bridge comparator.
See text for details.
Once the frequency distribution has been established for a limited number of components within a forging batch, selected
components that are representative of several zones on the screen are subjected to metallographic examination. Limited
metallographic testing thus can be used to check the metallurgical integrity of parts from various zones.
Once acceptable zones have been defined, the entire forging batch can be assessed by means of the magnetic bridge.
Components in unacceptable categories are automatically rejected. Experience with this technique minimizes the number
of parts requiring sectioning for metallographic examination. Core hardness, surface decarburization, surface oxide
penetration, and porosity can also be evaluated using this technique.
Magnetic bridge sorting, an adaptation of the technique used to test drop forged parts, enables potentially defective
components to be eliminated from a batch of forgings. It also can be used to provide 100% inspection of the metallurgical
integrity of a forging batch.
References cited in this section
21.
W.B. James, "Quality Assurance Procedures for Powder Forged Materials," Technical Paper 830364,
Society of Automotive Engineers, 1983
80.
Brochure, Powder Forging Division, GKN PowderMet, 1982
81.
P. Lindskog and S. Grek, Reduction of Oxide Inclusions in Powder Preforms Prior to Hot Forming,
Mod.
Dev. Powder Metall., Vol 7, 1974, p 285
Powder Forging
W. Brian James, Michael J. McDermott, and Robert A. Powell, Hoeganaes Corporation
Applications of Powder Forged Parts
Previous sections in this article compared powder forging and drop forging and illustrated the range of mechanical
property performance that can be achieved in powder forged material. The various approaches to the powder forging
process were reviewed, as was the influence of process parameters on the metallurgical integrity of the forged parts. The
present section concentrates on examples of powder forged components and highlights some of the reasons for selecting
powder forged parts over those made by competing forming methods.
Example 1: Converter Clutch Cam.
The automotive industry is the principal user of powder forged parts, and components for automatic transmissions
represent the major area of application. One of the earliest powder forgings used in such an application is the converter
clutch cam (Fig. 31). The primary reason powder forging was chosen over competitive processes was that it reduced
manufacturing costs by 58%, compared with the conventional process of machining a forged gear blank. This cost saving
resulted from substantially lower machining cost and lower total energy use.
Fig. 31 Powder forged converter clutch cam used in an automotive automatic transmission.
Courtesy of
Precision Forged Products Division, Federal Mogul Corporation.
Powder forged cams are made from a water-atomized steel powder (P/F 2000) containing 0.6% Mo, 0.5% Ni, 0.3% Mn,
and 0.3% graphite. Preforms weighing 0.33 kg (0.73 lb) are compacted to a density of 6.8 g/cm
3
(0.246 lb/in.
3
). The
preforms are sintered at 1120 °C (2050 °F) in an endothermic gas atmosphere with a +2 °C (+35 °F) dewpoint. The
sintered preforms are graphite coated before being induction heated and forged to near full density (less than 0.2%
porosity) using both axial and lateral flow. After forging, the face of the converter clutch cam is ground, carburized to a
depth of 1.78 mm (0.070 in.), and surface hardened by means of induction. The part requires a high density to withstand
the high Hertzian stress the inner cam surface experiences in service. Machining requires only one step on the P/F cam;
seven machining operations were required for the conventionally processed part. Production of P/F cams began in 1971.
Since then, well over 30 million P/F converter clutch cams have been made without a single service failure.
Example 2: Inner Cam/Race.
A part that illustrates the complex shapes that can be formed on both the inner and outer surfaces of a powder forged
component is the inner cam/race shown in Fig. 32 (Ref 82). The part is the central member in an automotive automatic
transmission torque converter centrifugal lock-up clutch.
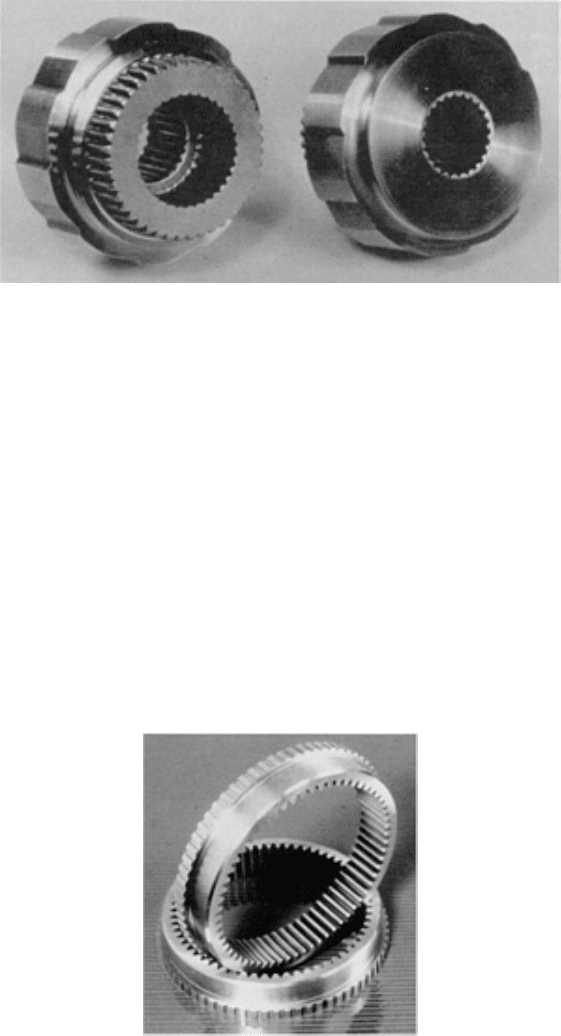
Fig. 32 Powder forged inner cam/race for an automotive automatic transmission.
Courtesy of Precision Forged
Products Division, Federal Mogul Corporation.
The inner cam/race is forged to a minimum density of 7.82 g/cm
3
(0.283 lb/in.
3
) from a P/F-4662 material. The part has a
minimum quenched and stress-relieved hardness of 58 HRC and a tensile strength of 2070 MPa (300 ksi). The application
imposes high stresses on the cams and splines.
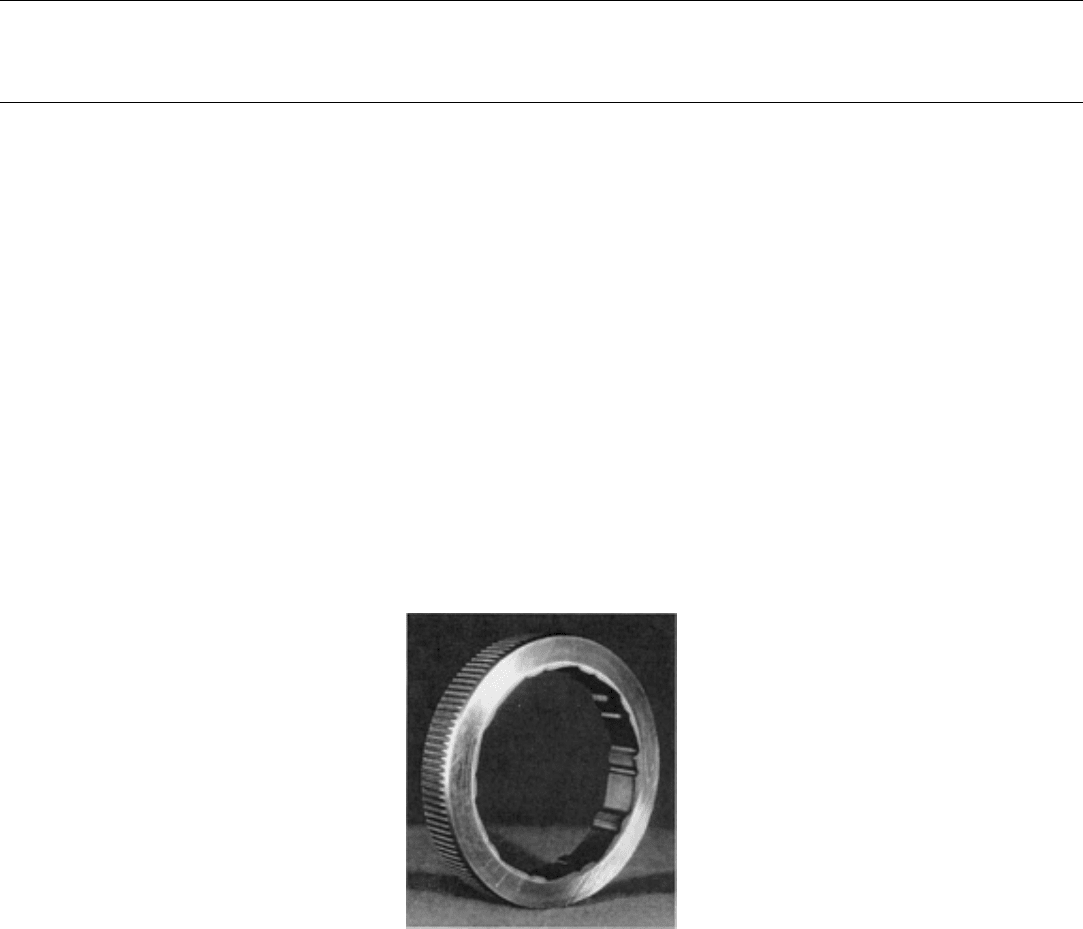
Example 3: Internal Ring Gear.
The powder forged internal ring gear shown in Fig. 33 is used in automatic transmissions for trucks with a maximum
gross vehicle weight of 22,700 kg (50,000 lb) (Ref 83). The gear transmits 1355 N · m (1000 ft · lb) of torque through the
gear and spline teeth.
Fig. 33
Powder forged internal ring gear used in automatic transmission for trucks of up to 22,700 kg (50,000
lb) gross vehicle weight. Courtesy of Precision Forged Products Division, Federal Mogul Corporation.
Originally, the gear was produced by forging an AISI 5140M tubing blank. The conventionally forged blank required
rough machining, gear tooth shaping, spline machining, core heat treating, carburizing, and deburring. The only
secondary operations required on the powder forged part are surface grinding, hard turning, shot blasting, and vibratory
tumbling.
The P/F-4618 ring gear is produced to a minimum density of 7.82 g/cm
3
(0.283 lb/in.
3
). The part is selectively carburized
using a proprietary process (Ref 84, 85, 86) and quench hardened. Minimum surface hardness is 57 HRC (2070 MPa, or
300 ksi, ultimate tensile strength), while the core hardness is 25 HRC (825 MPa, or 120 ksi, ultimate tensile strength). The
internal gear teeth are produced to AGMA Class 7 tolerances.
Example 4: Powder Forged Tapered Bearing Race.
The use of powder forging for production of tapered roller bearing races has resulted in considerable cost savings. The
economy of the P/F process results from material savings, elimination of machining, energy savings from the elimination
of subsequent carburizing, and raw material inventory reduction.
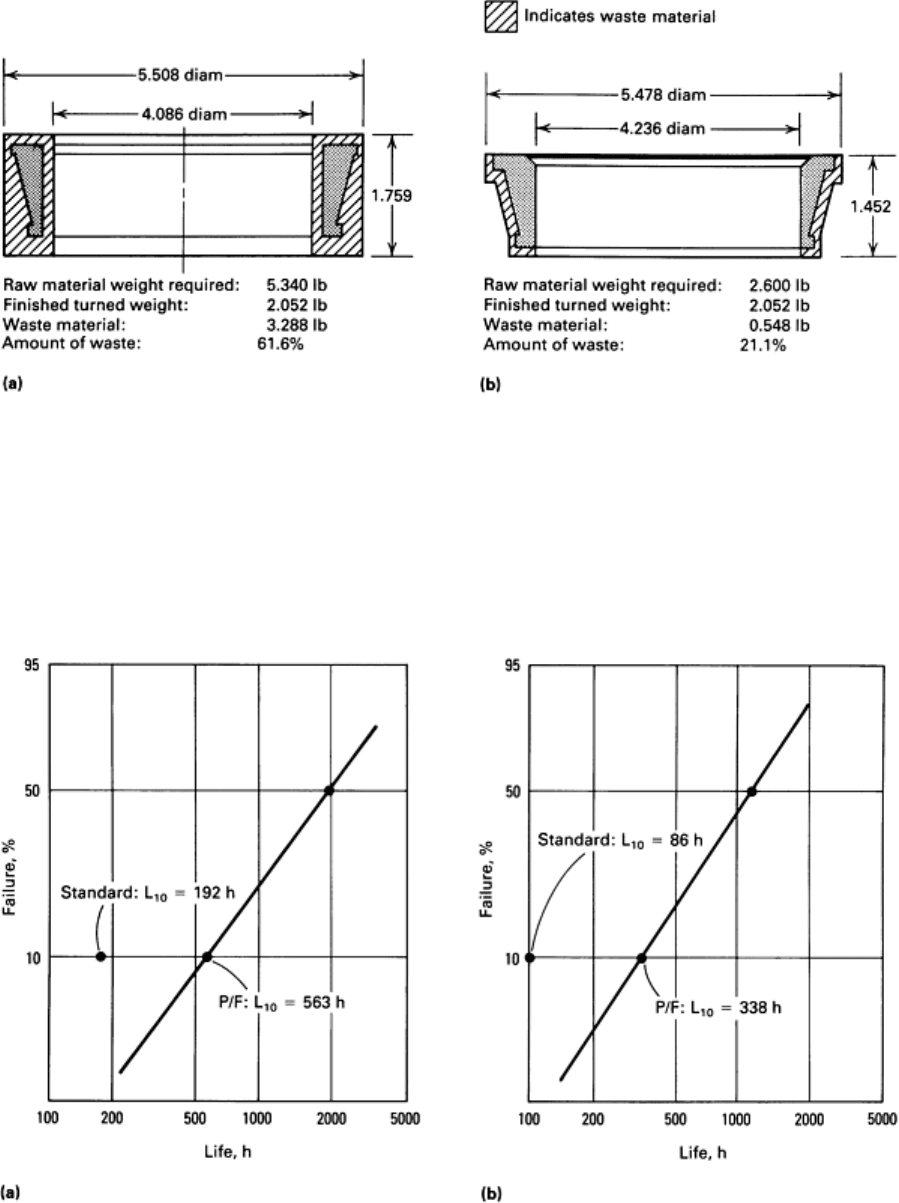
In some cases, up to 80% of the material is lost to machining when a bearing race is produced from bar stock. Material
savings resulting from powder forging average 50% on bearing cup and cone production. In the example shown in Fig.
34, a material savings of 1.25 kg (2.74 lb) is realized using powder forging; nearly 62% of the feedstock is wasted when
this component is machined from hot rolled tube stock.
Fig. 34 Raw material utilization in the produ
ction of a tapered roller bearing race. (a) Produced from hot rolled
tube stock. (b) Powder forged from preform. Source: Ref 87.
In addition to the cost savings, the fatigue life of powder forged cups and cones was found to be greater than that of
similar cups produced from wrought bearing steels (Fig. 35).
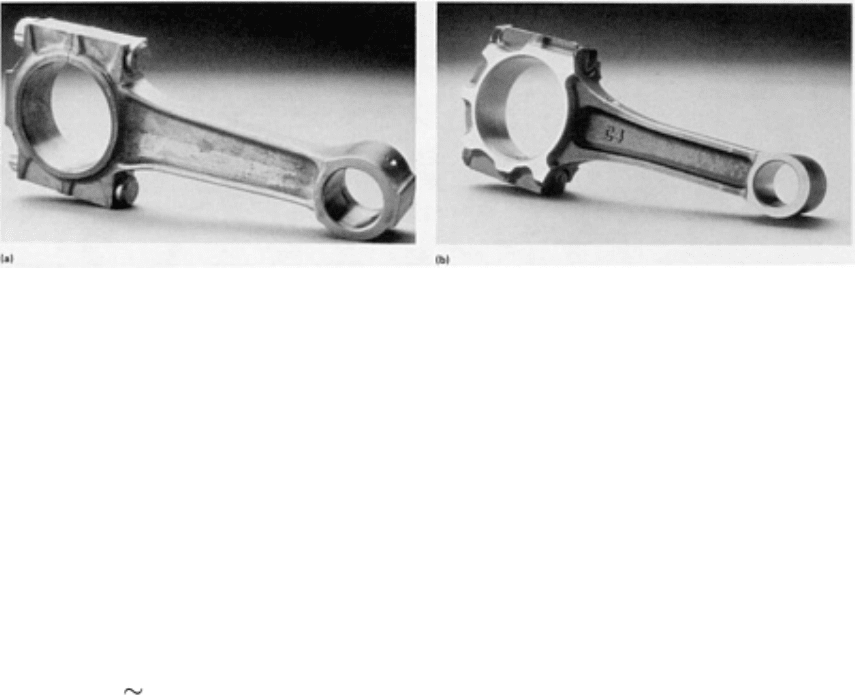
Fig. 35 Weibull plots of L
10
life of P/F bearing races compared with L
10
of wrought and machined races.
(a)
Cups. (b) Cones. Source: Ref 88.
Example 5: Powder Forged Connecting Rods.
Connecting rods were among the components selected for a number of powder forging development programs in the
1960s (Ref 5, 7, 18, 89, 90, 91, 92, 93). However, it was not until 1976 that the first powder forged connecting rod was
produced commercially. This was the connecting rod for the Porsche 928 V-8 engine (Fig. 36a).
Fig. 36 Powder forged connecting rods. (a) Rod for Porsche 928 V-8 engine. Note red
uced size of balance pads.
Courtesy of Powder Forging Division, GKN Forgings. (b) Rod for Toyota 1.9 L engine; balance pads are
completely eliminated.
The powder forged connecting rod for the Porsche 928 engine was made from a water-atomized low-alloy steel powder
(0.3 to 0.4% Mn, 0.1 to 0.25% Cr, 0.2 to 0.3% Ni, and 0.25 to 0.35% Mo) to which graphite was added to give a forged
carbon content of 0.35 to 0.45%. The forgings were oil quenched and tempered to a core hardness of 28 HRC (ultimate
tensile strength of 835 to 960 MPa, or 121 to 139 ksi), followed by shot peening to a surface finish of 11 to 13 on the
Almen scale.
The preform was designed such that the powder forged component had less than 0.2% porosity in the critical web region.
The powder forged connecting rod had considerably better fatigue properties than did conventional drop forged rods. Its
weight control was good enough to allow a reduction in the size of the balance pads (Fig. 36a), resulting in about a 10%
weight saving (it weighed 1 kg, or 2 lb). Powder forged connecting rods are currently used in both the Porsche 928 and
944 engines.
The first high-volume commercialization of powder forged connecting rods was in the 1.9 L Toyota Camry engine. In this
design, the balance pads were completely eliminated (Fig. 36b). Despite the publication of the results of development
trials in 1972 (Ref 91), it was not until the summer of 1981 that production rods were introduced (Ref 9, 93).
Toyota selected a copper steel (Fe-0.55C-2Cu) based on a water-atomized iron powder to replace conventional forgings,
which had been made from a quenched and tempered 10L55 free-machining steel. The preform, which has a preshaped
partial I-beam web section, has an average green density of 6.5 g/cm
3
(0.235 lb/in.
3
). The preform shape is such that
forging is predominantly in the re-pressing mode. However, some lateral flow does take place where required in critical
regions, such as the web.
Preforms are sintered for 20 min at 1150 °C (2100 °F) in an endothermic gas atmosphere in a specially designed rotary
hearth furnace. During sintering, the preforms are supported on flat, ceramic plates. The preforms are allowed to stabilize
at about 1010 °C (1850 °F) before closed-die forging.
Exposure of the preform to the atmosphere during transfer to the forging dies is limited to 4 to 5 s. The forging tooling is
illustrated in Fig. 37. An ion nitriding treatment is applied to the punches and dies in the regions at which forging
deformation occurs (Ref 9). The connecting rods are forged at the rate of 10 per minute, and tool lives of over 100,000
pieces have been reported (Ref 94).