ASM Metals HandBook Vol. 14 - Forming and Forging
Подождите немного. Документ загружается.

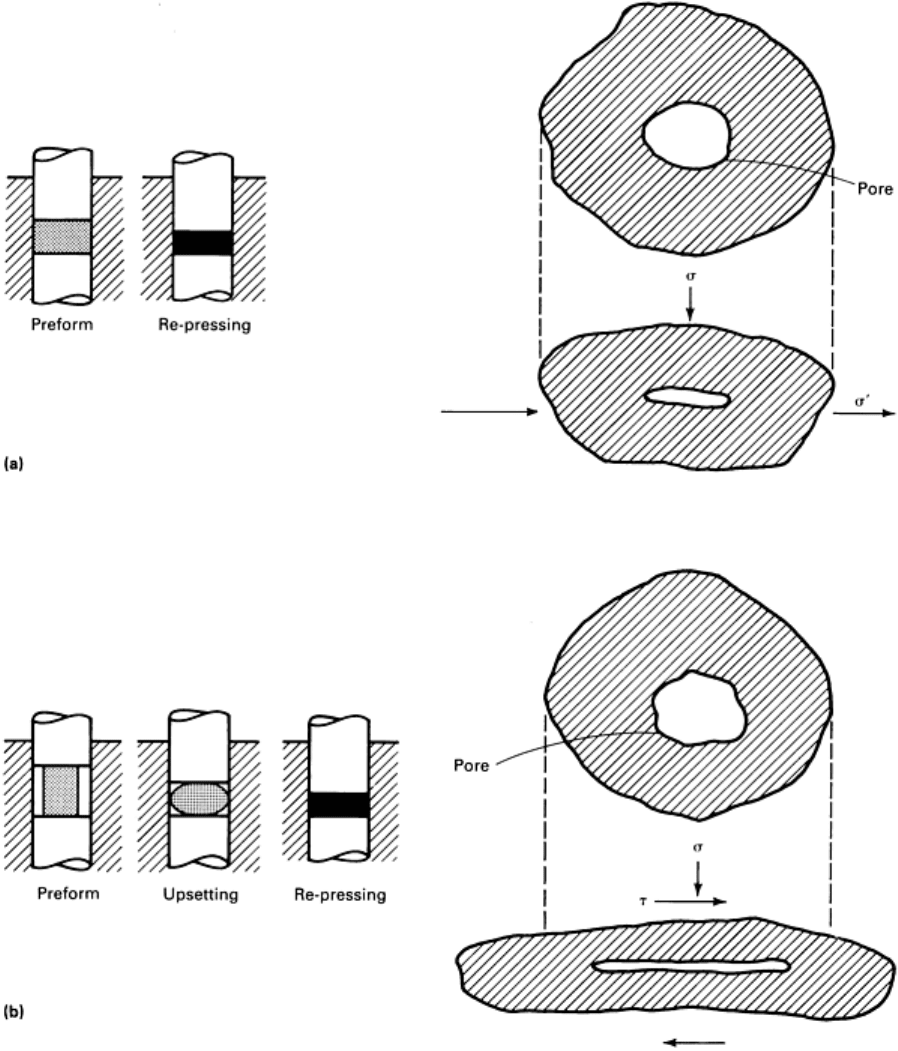
Fig. 3 Forging modes and stress conditions on pores for (a) re-pressing and (b) upsetting. Source: Ref 3.
In hot upset powder forging, the extensive unconstrained lateral flow of material results in a stress state around the pores
that is a combination of normal and shear stresses. A spherical pore becomes flattened and elongated in the direction of
lateral flow. The sliding motion due to shear stresses breaks up any residual interparticle oxide films and leads to strong
metallurgical bonding across collapsed pore interfaces. This enhances dynamic properties such as fracture toughness and
fatigue strength.
The stress state during hot re-press powder forging consists of a small difference between vertical and horizontal stresses,
which results in very little material movement in the horizontal direction and thus limited lateral flow. As densification
proceeds, the stress state approaches a pure hydrostatic condition. A typical pore simply flattens, and the opposite sides of
the pore are brought together under pressure. Hot re-press forging requires higher forging pressures than does hot upset
forging for comparable densification. The decreased interparticle movement compared with upsetting reduces the
tendency to break up any residual interparticle oxide films and may result in lower ductility and toughness.
While powder forged parts are primarily used in automotive applications where they compete with cast and wrought
products, parts have also been developed for military and off-road equipment.
The economics of powder forging have been reviewed by a number of authors (Ref 4, 5, 6, 7, 8, 9). Some of the case
histories included in the section "Applications of Powder-Forged Parts" in this article also compare the cost of powder
forging with that of alternative forming technologies.
The discussion of powder forging in this article is limited to ferrous alloys. Information on the forging of aluminum,
nickel-base, and titanium powders is available in the articles "Forging of Aluminum Alloys," "Forging of Nickel-Base
Alloys," and "Forging of Titanium Alloys" in this Volume. Detailed information on all aspects of powder metallurgy is
available in Powder Metal Technologies and Applications, Volume 7 of the ASM Handbook.
References
1.
Ferrous Powder Metallurgy Materials, in Properties and Selection: Irons and Steels, Vol 1, 9th ed.,
Metals
Handbook, American Society for Metals, 1978, p 327
2.
F.T. Lally, I.J. Toth, and J. DiBenedetto, "Forged Metal Powder Products," Final Technical Report SWERR-
TR-72-51, Army Contract DAAF01-70-C-0654, Nov 1971
3.
P.W. Lee and H.A. Kuhn, P/M Forging, in Powder Metallurgy, Vol 7, 9th ed., Metals Handbook,
American
Society for Metals, 1984, p 410
4.
G. Bockstiegel, Powder Forging--Development of the Te
chnology and Its Acceptance in North America,
Japan, and West Europe, in Powder Metallurgy 1986--State of the Art,
Vol 2, Powder Metallurgy in Science
and Practical Technology series, Verlag Schmid, 1986, p 239
5.
P.K. Jones, The Technical and Economic Advantages of Powder Forged Products, Powder Metall.,
Vol 13
(No. 26), 1970, p 114
6.
G. Bockstiegel, Some Technical and Economic Aspects of P/M-Hot-Forming, Mod. Dev. Powder Metall.,
Vol 7, 1974, p 91
7.
J.W. Wisker and P.K. Jones, The Economics of Powder Forging Relative to Competing Processes--
Present
and Future, Mod. Dev. Powder Metall., Vol 7, 1974, p 33
8.
W.J. Huppmann and M. Hirschvogel, Powder Forging, Review 233, Int. Met. Rev., (No. 5), 1978, p 209
9.
C. Tsumuti and I. Nagare, Application of Powder Forging to Automotive Parts, Met. Powder Rep.,
Vol 39
(No. 11), 1984, p 629
Powder Forging
W. Brian James, Michael J. McDermott, and Robert A. Powell, Hoeganaes Corporation
Material Considerations
The initial production steps of powder forging (preforming and sintering) are identical to those of the conventional press
and sinter P/M process. Certain defined physical characteristics and properties are required in the powders used in these
processes. In general, powders are classified by particle shape, particle size, apparent density, flow, chemistry, green
strength, and compressibility. More information on testing of powders is available in the Section "Metal Powder
Production and Characterization" in Powder Metal Technologies and Applications, Volume 7 of the ASM Handbook.
Powder Characteristics. Shape, size distribution, apparent density, flow, and composition are important
characteristics for both conventional P/M and powder forging processes. The shape of the particles is important in relation
to the ability of the particles to interlock when compacted. Irregular particle shapes such as those produced by water
atomization are typically used. In P/M parts, surface finish is related to the particle size distribution of the powder. In
powder forging, however, the surface finish is directly related to the finish of the forging tools. This being the case, it
might be considered possible to use coarser powders for powder forging (Ref 10). Unfortunately, the potential for deeper
surface oxide penetration is greater when the proportion of coarser particles is increased. Typical pressing grades are -80
mesh with a median particle size of about 75 m (0.003 in.). The apparent density and flow are important to maintain fast
and accurate die filling. The chemistry affects the final alloy produced as well as the compressibility.
Green strength and compressibility are more critical in P/M than they are in P/F applications. Although there is a need to
maintain edge integrity in P/F preforms, there are rarely thin, delicate sections that require high green strength. Because
P/F preforms do not require high densities (typically 6.2 to 6.8 g/cm
3
, or 0.22 to 0.25 lb/in.
3
), the compressibility
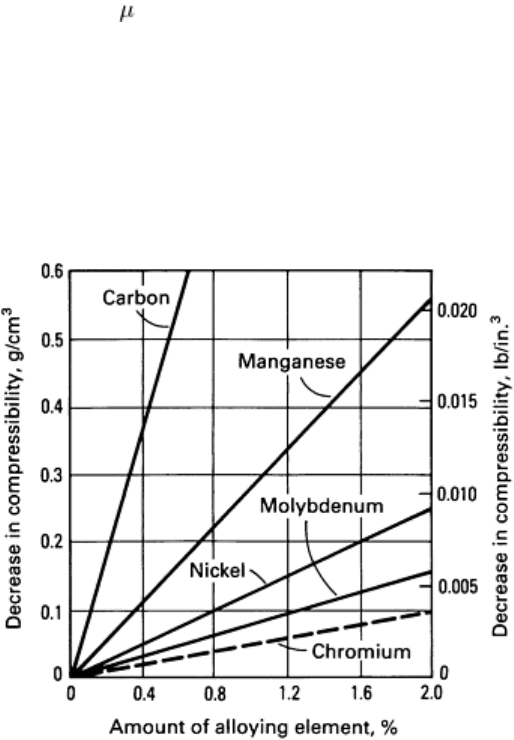
obtainable with prealloyed powders is sufficient. However, carbon is not prealloyed because it has an extremely
detrimental effect on compressibility (Fig. 4).
Fig. 4 Effect of alloying elements on the compressibility of iron powder. Source: Ref 10.
Alloy Development. Several investigators have shown that forged conventional elemental powder mixes result in poor
mechanical properties, such as fatigue resistance, impact resistance, and ductility (Ref 11, 12). This is almost entirely due
to the chemical and metallurgical heterogeneity that exists in materials made by this method. To overcome this, very long
diffusion times or higher processing temperatures are required to fully homogenize the material, particularly when
elements such as nickel are used. Samples forged from prealloyed powder have also been shown to have better
hardenability than samples forged from admixed powders (Ref 13). Fully prealloyed powders have therefore been
produced by several manufacturers. Each particle in these powders is uniform in composition, thereby alleviating the
necessity for extensive alloy diffusion.
Powder purity and the precise nature and form of impurities are also extremely important. In a conventional powder metal
part, virtually all properties are considerably lower than those of equivalent wrought materials. The effect of inclusions is
overshadowed by the effect of the porosity. For a powder forging at full density, as in a conventional forging, the
dominant effect of residual porosity on properties is replaced by the form and nature of impurity inclusions.
The two principal requirements for powder forged materials are an ability to develop an appropriate hardenability to
guarantee strength and to control fatigue performance by microstructural features such as inclusions.
Hardenability. Manganese, chromium, and molybdenum are very efficient promoters of hardenability, whereas nickel
is not. In terms of their basic cost, nickel and molybdenum are relatively expensive alloying additions compared with
chromium and manganese. On this basis, it would appear that chromium/manganese-base alloys would be the most cost-
effective materials for powder forging. However, this is not necessarily the case, because these materials are highly
susceptible to oxidation during the atomization process. In addition, during subsequent powder processing, high
temperatures are required to reduce the oxides of chromium and manganese, and special care must be taken to prevent
reoxidation during handling and forging. If the elements become oxidized, they do not contribute to hardenability. Nickel
and molybdenum have the advantage that their oxides are reduced at conventional sintering temperatures. Alloy design is
therefore a compromise and the majority of atomized prealloyed powders in commercial use are nickel/molybdenum
based, with manganese present in limited quantities. The compositions of three commercial powder metallurgy steels are
listed below.
Composition, wt %
(a)
Alloy
Mn Ni
Mo
P/F-4600
0.10-0.25
1.75-1.90
0.50-0.60
P/F-2000
0.25-0.35
0.40-0.50
0.55-0.65
(a)
All compositions contain balance of
iron.
The higher cost of nickel and molybdenum along with the higher cost of powder compared with conventional wrought
materials is often offset by the higher material utilization inherent in the powder forging process.
More recently, P/F parts have been produced from iron powders (0.10 to 0.25% Mn) with copper and/or graphite
additions for parts that do not require the heat-treating response or high strength properties achieved through the use of
the low-alloy steels. Detailed descriptions of alloy development for powder forging applications have been published
previously (Ref 14, 15).
Inclusion Assessment. Because the properties of material powder forged to near full density are strongly influenced
by the composition, size distribution, and location of nonmetallic inclusions (Ref 16, 17, 18), a method has been
developed for assessing the inclusion content of powders intended for P/F applications (Ref 19, 20, 21, 22). Samples of
powders intended for forging applications are re-press powder forged under closely controlled laboratory conditions. The
resulting compacts are sectioned and prepared for metallographic examination. The inclusion assessment technique
involves the use of automatic image analysis equipment. The automated approach is preferred because it is not sensitive
to operator subjectivity and can be used routinely to obtain a wider range of data on a reproducible basis.
In essence, an image analyzer consists of a good-quality metallurgical microscope, a video camera, a display console, a
keyboard, a microprocessor, and a printer. The video image is assessed in terms of its gray-level characteristics, black and
white being extremes on the available scale. The detection level can also be set to differentiate between oxides and
sulfides.
Compared with wrought steels, only a limited amount of material flow is present in powder forged components. Inclusion
stringers common to wrought steel are therefore not found in powder forged materials. Figure 5(a) illustrates an inclusion
type encountered in powder forged low-alloy steels. The fragmented nature of these inclusions makes size determination
by image analysis more complex than would be the case with the solid exogenous inclusion shown in Fig. 5(b). Basic
image analysis techniques tend to count the inclusion shown in Fig. 5(a) as numerous small particles rather than as a
single larger entity. Amendment of the detected video image is required to classify such inclusions; the method used is
discussed in Ref 22.
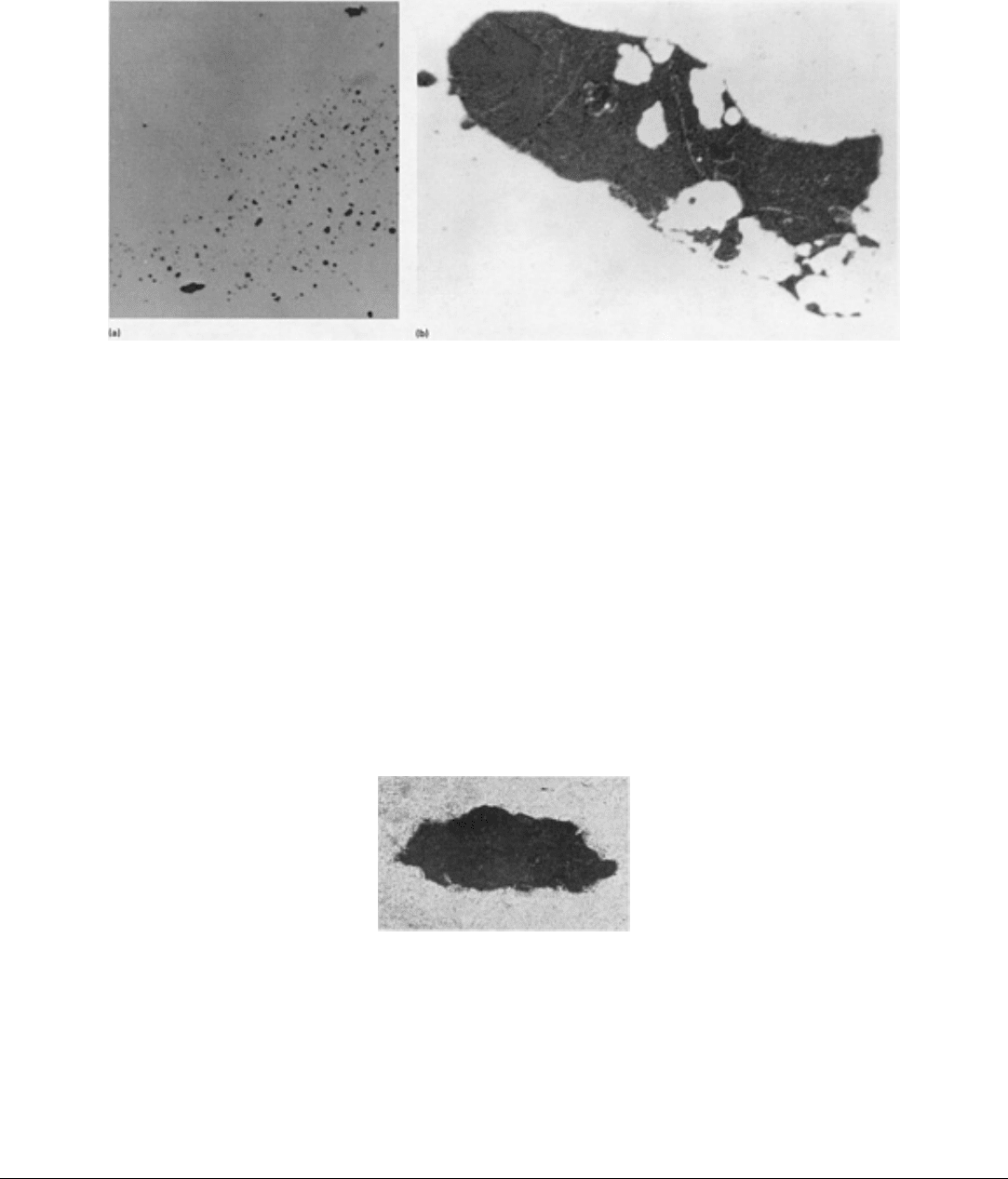
Fig. 5 Two types of inclusions. (a) "Spotty particle" oxide inclusion. 800×. (b) Exogenous slag inclusion. 590×.
Source: Ref 21.
Iron Powder Contamination. Water-atomized low-alloy steel powders are generally produced and processed in a
plant that also manufactures pure iron powders. In the early days of alloy development when alloy powder production was
limited, procedures were developed to minimize cross-contamination of powders. Considerable care is still taken to
prevent cross-contamination, and iron powder contamination of low-alloy powders is typically less than 1%. Studies have
shown that for "through hardening" applications, up to 3% iron powder contamination has little effect on the strength and
ductility of powder forged material (Ref 23, 24).
The compact used for inclusion assessment may also be used to measure the amount of iron powder particles present. The
sample is lightly pre-etched with 2% nital. Primary etching is with an aqueous solution of sodium thiosulfate and
potassium metabisulfite. This procedure darkens the iron particles and leaves the low-alloy matrix very light (Fig. 6).
Fig. 6 Iron powder contamination of water-atomized low-alloy steel powder. Source: Ref 21.
The etched samples are viewed on a light microscope at a magnification of 100×. The total number of points of a 252-
point grid that intersect iron particles for ten discrete fields is divided by the total number of points in the ten fields (2520)
to determine the percentage of iron contamination.
References cited in this section
10.
C. Durdaller, "Powders for Forging," Technical Bulletin D211, Hoeganaes Corporation, Oct 1971
11.
R.T. Cundill, E. Marsh, and K.A. Ridal, Mechanical Properties of Sinter/Forged Low-Alloy Steels,
Powder
Metall., Vol 13 (No. 26), 1970, p 165
12.
P.C. Eloff and S.M. Kaufman, Hardenability Considerations in the Sintering of Low Alloy Iron Powder
Preforms, Powder Metall. Int., Vol 3 (No. 2), 1971, p 71

13.
K.H. Moyer, The Effect of Sintering Temperature (Homogenization) on the Hot Formed Properties of
Prealloyed and Admixed Elemental Ni-Mo Steel Powders, Prog. Powder Metall., Vol 30, 1974, p 193
14.
G.T. Brown, Development of Alloy Systems for Powder Forging, Met. Technol., Vol 3, May-
June 1976, p
229
15.
G.T. Brown, "The Past, Present and Future of Powder Forging With Particular Reference to Ferrous
Materials," Technical Paper 800304, Society for Automotive Engineers, 1980
16.
R. Koos and
G. Bockstiegel, The Influence of Heat Treatment, Inclusions and Porosity on the Machinability
of Powder Forged Steel, Prog. Powder Metall., Vol 37, 1981, p 145
17.
B.L. Ferguson, H.A. Kuhn, and A. Lawley, Fatigue of Iron Base P/M Forgings, Mod. Dev. Powder Metall.,
Vol 9, 1977, p 51
18.
G.T. Brown and J.A. Steed, The Fatigue Performance of Some Connecting Rods Made by Powder Forging,
Powder Metall., Vol 16 (No. 32), 1973, p 405
19.
W.B. James, The Use of Image Analysis for Assessing the Inclusion Content
of Low Alloy Steel Powders
for Forging Applications, in Practical Applications of Quantitative Metallography,
STP 839, American
Society for Testing and Materials, 1984, p 132
20.
R. Causton, T.F. Murphy, C-A. Blande, and H. Soderhjelm, Non-Metallic Inclu
sion Measurement of
Powder Forged Steels Using an Automatic Image Analysis System, in Horizons of Powder Metallurgy,
Part
II, Verlag Schmid, 1986, p 727
21.
W.B. James, "Quality Assurance Procedures for Powder Forged Materials," Technical Paper 830364,
Society of Automotive Engineers, 1983
22.
W.B. James, Automated Counting of Inclusions in Powder Forged Steels, Mod. Dev. Powder Metall.,
Vol
14, 1981, p 541
23.
J.A. Steed, The Effects of Iron Powder Contamination on the Properties of Powder Forged Low Al
loy Steel,
Powder Metall., Vol 18 (No. 35), 1975, p 201
24.
N. Dautzenberg and H.T. Dorweiler, Effect of Contamination by Plain Iron Powder Particles on the
Properties of Hot Forged Steels Made from Prealloyed Powders, P/M '82 in Europe, International Pow
der
Metallurgy Conference Proceedings, 1982, p 381
Powder Forging
W. Brian James, Michael J. McDermott, and Robert A. Powell, Hoeganaes Corporation
Process Considerations
Development of a viable powder forging system requires consideration of many process parameters. The mechanical,
metallurgical, and economic outcomes depend to a large extent on operating conditions, such as temperature, pressure,
flow/feed rates, atmospheres, and lubrication systems. Equally important consideration must be given to the types of
processing equipment, such as presses, furnaces, dies, and robotics, and to secondary operations, in order to obtain the
process conditions that are most efficient. This efficiency is maintained by optimizing the process line layout. Examples
of effective equipment layouts for preforming, sintering, reheating, forging, and controlled cooling have been reviewed in
the literature (Ref 4, 25). Figure 7 shows a few of the many possible operational layouts. Each of these process stages is
reviewed in the following sections.
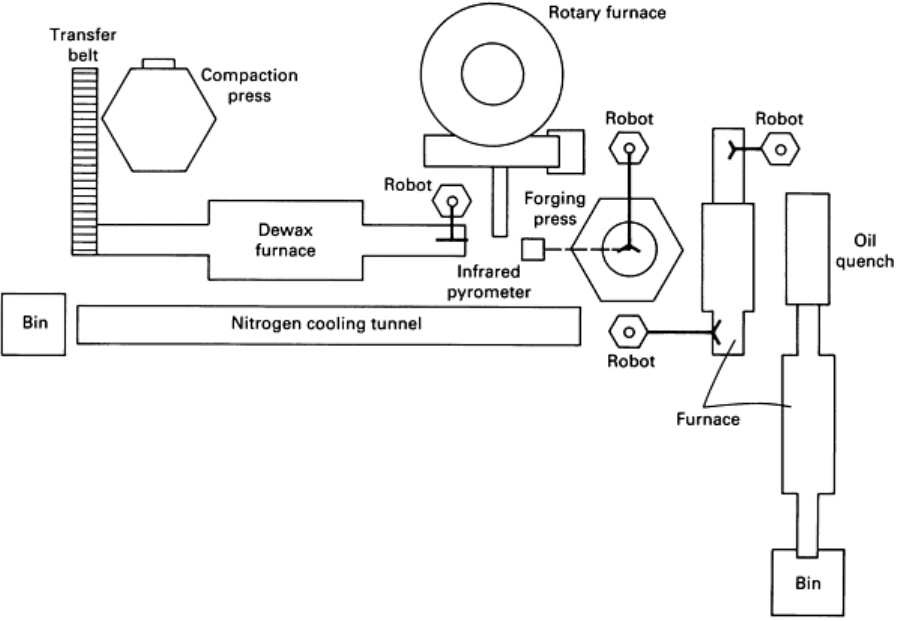
Fig. 7 A powder forging process line. Source: Ref 26.
Preforming. Preforms are manufactured from admixtures of metal powders, lubricants, and graphite. Compaction is
predominantly accomplished in conventional P/M presses that use closed dies. In order to avoid the necessity of thermally
removing the lubricant, preforms can be compacted without admixed lubricants in an isostatic press. However, even
though they produce uniform weight and density distributions, the pressure and rate limitations of high-production
isostatic presses (414 MPa, or 60 ksi, pressure and 120 cycles per hour) have severely restricted their commercial use for
compacting P/F preforms.
Control of weight distribution within preforms is essential to produce full density and thus maximize performance in the
critical regions of the forged component. Excessive weight in any region of the preform may cause overload stresses that
could lead to tool breakage.
Successful preform designs have been developed by an iterative trial and error procedure, using prior experience to
determine the initial shape. More recently, computer-aided design (CAD) has been used for preform design (Ref 27, 28,
29, 30).
Preform design is intimately related to the design and dimensions of the forging tooling, the type of forging press, and the
forging process parameters. Among the variables to be considered for the preforming tools are:
• Temperature, that is, preform temperature, die temperature, and, when applicable, core rod temperature
• Ejection temperature of the forged part
• Lubrication conditions--influence on compaction/ejection forces and tooling temperatures
• Transfer time and handling of the preform from the preheat furnace to the forging die cavity
Correct preform design not only entails having the right amount of material in the various regions of the preform but also
is concerned with material flow between the regions and prevention of potential fractures and defects.
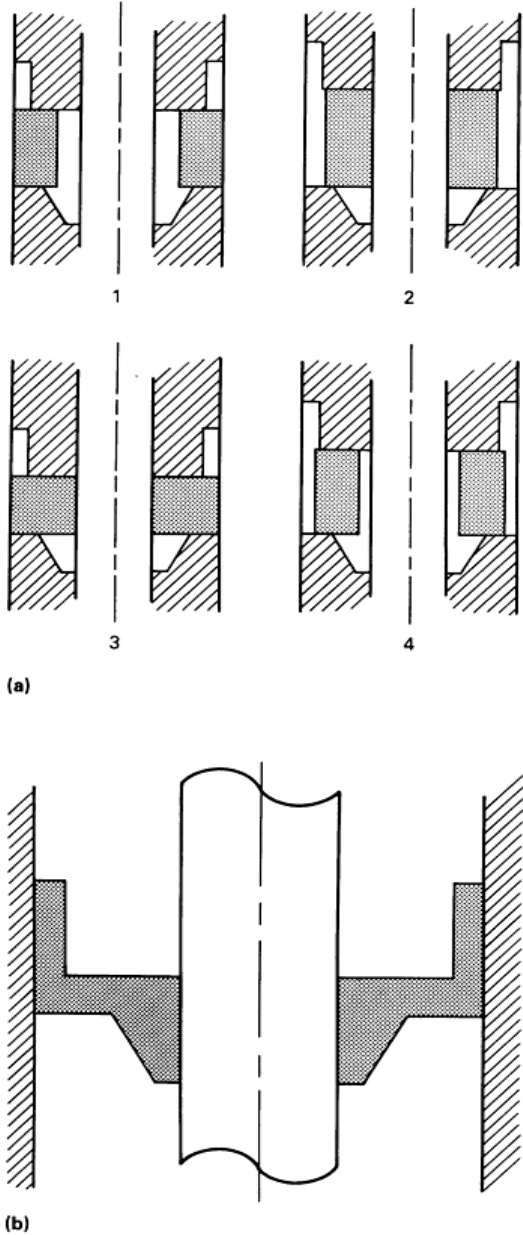
An example of the effect of preform geometry on forging behavior can be taken from the work of C.L. Downey and H.A.
Kuhn (Ref 31). Figure 8(a) shows four possible preforms that could be forged to produce the axisymmetric part having
the cup and hub sections shown in Fig. 8(b).
Fig. 8 (a) Possible configurations for the ring preform for for
ging the part shown in (b). See text for details. (b)
Cross section of the part under consideration for powder forging. Source: Ref 31.
Preform geometries 2 and 4 in Fig. 8(a) result in defective forgings due to cracking at the outer rim as metal flows around
the upper punch radius. This occurs because the deforming preform is expanding in diameter as the metal flows around
the corner, even though there is axial compression to help compensate for the circumferential tension. This type of
cracking can be avoided by using a preform that fills the die with no clearance at the outside diameter, as in preforms 1
and 3.
Preform 3 can be rejected because it is similar to hub extrusion, and this may lead to cracking at the top surface of the
hub. Allowing some clearance between the bore diameter of the preform and the mandrel eliminates this type of crack.
Preform 1 overcomes these problems. Use of this preform has resulted in defect-free parts, while the expected cracking
occurred-with use of the other preforms (Ref 31).
Sintering and Reheating. Preforms may be forged directly from the sintering furnace; sintered, reheated, and forged;
or sintered after the forging process. The basic requirements for sintering in a ferrous powder forging system are:
lubricant removal, oxide reduction, carbon diffusion, development of particle contacts, and heat for hot densification.
Oxide reduction and carbon diffusion are the most important aspects of the sintering operations. For most ferrous powder
forging alloys, sintering takes place at about 1120 °C (2050 °F) in a protective reducing atmosphere with a carbon
potential to prevent decarburization. The time required for sintering depends upon the number of sintering stages for
delubrication, diffusion of carbon, reduction of oxides, and the type of sintering equipment used. Typical P/M sintering
has been commonly performed at 1120 °C (2050 °F) for 20 to 30 min; these conditions may be required to help diffuse
elements such as copper and nickel. In the prealloyed systems used for powder forging, only the diffusion of carbon is
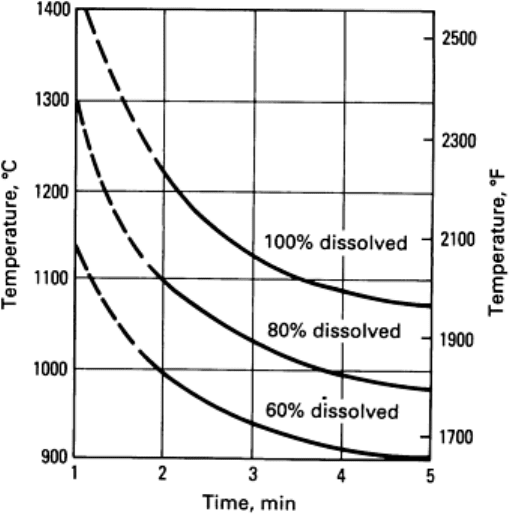
usually required. It has been shown that the time required to diffuse carbon and reduce the oxides is about 3 min at 1120
°C (2050 °F) (Ref 32, 33, 34). This is illustrated in Fig. 9. Increases in temperature will of course reduce the time required
for sintering by improving oxide reduction and increasing carbon diffusion. Chromium-manganese steels have been
limited in their use because of the higher temperatures required to reduce their oxides and the greater care needed to
prevent reoxidation.
Fig. 9 Carbon dissolution as a function of time and temperature. Data are for an iron-
graphite alloy at a density
of 6.2 to 6.3 g/cm
3
(0.224 to 0.228 lb/in.
3
). Source: Ref 34, Ref 8.
Any of the furnaces used for sintering P/M parts, such as vacuum, pusher, belt, rotary hearth, walking beam, roller hearth,
and batch/box, may be used for sintering or reheating P/F preforms. Delubrication can be accomplished in any of these
types of furnaces or in separate delubrication furnaces before entering the sintering furnace. Typically, belt, rotary hearth,
and batch/box furnaces have been used for sintering and reheating preforms. However, the choice of sintering furnace
largely depends upon the following conditions:
• Material being forged
• Size and weight of parts
• Forging process route (sinter/reheat versus sinter/forge)
• Forging temperature
• Atmosphere capabilities
• Delubrication capabilities
• Furnace loading capabilities/sintering rate
• Sintering time
• Robotics
The sintered preforms may be forged directly from the sintering furnace, stabilized at lower temperatures and forged, or
cooled to room temperature, reheated, and forged. All cooling, temperature stabilization, and reheating must occur under
protective atmosphere to prevent oxidation.
Induction furnaces are often used to reheat axisymmetric preforms to the forging temperature because of the short time
required to heat the material. Difficulties may be encountered in obtaining uniform heating throughout asymmetric shapes
because of the variation in section thickness.
Powder forging involves removing heated preforms from a furnace, usually by robotic manipulators, and locating them
in the die cavity for forging at high pressures (690 to 965 MPa, or 100 to 140 ksi). Preforms may be graphite coated to
prevent oxidation during reheating and transfer to the forging die. These dies are typically made from hot-work steels
such as AISI H13 or H21. Lubrication of the die and punches is usually accomplished by spraying a water-graphite
suspension into the cavity (Ref 35, 36, 37).
The forging presses commonly used in conventional forging (Ref 38, 39, 40, 41), including hammers, high-energy-rate
forming (HERF) machines, mechanical presses, hydraulic presses, and screw presses, have been evaluated for use in
powder forging (Ref 8, 42). The essential characteristics that differentiate presses are: contact time, stroke velocity,
available energy and load, stiffness, and guide accuracy. Mechanical crank presses are the most widely used because of
their short, fast strokes; short contact times; and guide accuracy. Hydraulic presses have also been used for applications in
the 7.7 g/cm
3
(0.28 lb/in.
3
) density range, and screw presses are starting to be used because of their lower cost and short
contact times. More information on forging equipment is available in the articles "Hammers and Presses for Forging" and
"Selection of Forging Equipment" in this Volume.
Metal Flow in Powder Forging. Some of the problems encountered in powder forging, and their probable causes, are
described in Table 1. These problems are related to the aforementioned sintering and reheating equipment and to the
deformation processing described below.
Table 1 Common powder forging problems and their probable causes
Forging problem
Probable causes
Surface oxidation
Extensive transfer time from furnace
Overly high forging temperature
Entrapped liquid/graphite coating during reheat
Surface decarburization
Excessive die lubrication (water)