ASM Metals HandBook Vol. 14 - Forming and Forging
Подождите немного. Документ загружается.

Although coining operations are done as a part of many metalworking processes, by convention the operations narrowly
designated as coining processes are of fairly limited scope. The range of coining processes is illustrated by the following
examples. In these examples, coining processes fall into two broad categories. In the first category, the objective is the
reproduction of ornate detail with a prescribed surface finish. In the second category, the objective is the close size control
of an element, again with a prescribed surface finish.
Tableware. Most tableware is coined in single-station dies after extensive preparation of blanks. Each coined item must
bear a reproduced ornate design and a polished finish.
Table knives may be made with flat or graded-thickness blades and solid or hollow handles. Flat blades are made by
contour blanking followed by coining to develop the cutting edge and a desired surface finish. These blades are then
soldered into handles. A stainless steel blade will be blanked, rolled to a graded thickness, outline blanked in one or more
stages, and then coined. Type 410 stainless steel hardens to a point that it will not move in the coining operation.
Therefore, blades made from type 410 stainless steel are usually heated to permit successful coining.
Sheet metal blanks for hollow handles are manually fed to a coining die mounted in a drop hammer. The blank is coined
into an ornamented and polished knife half-handle, and then trimmed. Matched half-handles are soldered together, and the
blade is soldered or cemented to the handle, as in the following example.
Example 1: Production of a Nickel Silver Knife Handle by Forming and Coining
in a Drop Hammer.
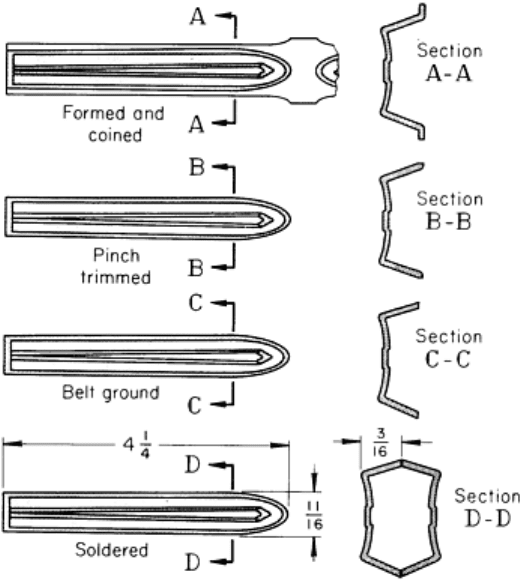
Figure 1 shows the sequence of shapes in the production of a hollow handle for a table knife formed and coined in a 410
kg (900 lb) pneumatic drop hammer. The work metal was 0.81 mm (0.032 in.) thick copper alloy C75700 (nickel silver,
65-12) annealed to a hardness of 35 to 45 HRB; blank size was 25 by 230 mm (1 by 9 in.).
Fig. 1 Production of a hollow copper alloy C75700 knife handle by forming and coining.
Dimensions given in
inches.
Two workpieces were formed and coined simultaneously from one blank, in two blows of the drop hammer. The two-
cavity die permitted easy loading and unloading of parts and also provided symmetry to prevent shifting of the punch. A
volatile, fatty oil-base lubricant was applied to the blank by rollers.
The formed and coined halves were separated by slitting with a rotating cutter made of T1 tool steel, and the flange was
removed in a pinch-trim operation. After belt grinding to deburr and provide a smooth, flat surface, the half handles were
fluxed along the edges and soldered together. The soldered handles were then pickled, washed, and finished by a light
emery on the soldered seams, and then were silver plated. The handle and blade were assembled and finish buffed.
Coins and medallions are produced by closed-die coining, in which a prepared blank is compressed between the
coining dies while it is retained and positioned between the dies by a ring or collar. The volume of metal in the workpiece
is equal to the volume of the die space when the die is closed. The volume of metal cannot exceed the closed-die space
without developing excessive loads that may break the die and press. The simplest means of ensuring volume control in a
coin blank is by carefully controlling the weight, which is easily measured and converted to volume.
In general, coins are needed in large quantities (about 300,000 before die dressing). To facilitate production and minimize
die wear, the detail incorporated into the coin design is in low relief. The coin should have good wear resistance, which is
achieved by the compressive working of the metal during coining. Wear of the coin face is prevented by raising the edge
of the coin, which is usually serrated to have a so-called milled edge. This edge detail is machined into the retaining ring
and is transferred to the expanding workpiece during coining. A typical procedure for coin manufacture is as follows:
• Coin disks are blanked from sheet of prescribed thickness and surface finish
• The disks are barrel tumbled to deburr, to develop a suitable surface finish, and to control weight
• The disks are edge rolled
• The disks are fed, one at a time, to the coining station for coining
•
The coins are ejected from the retaining ring. This may be done by movement of the upper or lower die
rather than by use of a conventional ejector
The steps employed to manufacture coins may also be used for medallions, with some added steps. Usually the processing
of medallions does not require edging operations, but if the design details are in high relief, the full development of
details may require restriking. Coined blanks are usually annealed before restriking. The blank must be reinserted into the
coining dies in its initial position and then restruck. The use of this method for the manufacture of a medallion is
described in the following example.
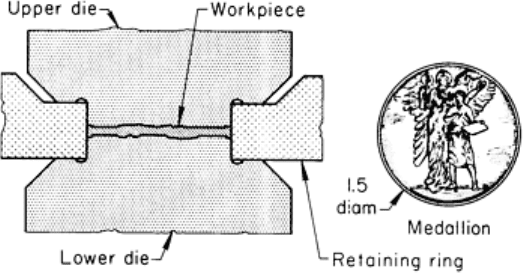
Example 2: Coining of Sterling Silver Alloy Medallions.
Medallions made from sterling silver alloy (92.5Ag-7.5Cu) and weighing 28 g (1 oz) (±1%) were made by coining, using
the die setup illustrated in Fig. 2. Disks were blanked from strip and barrel finished. Following the first coining operation,
the workpiece was annealed at 690 °C (1275 °F), repositioned in the die, and restruck. The single-station tooling
consisted of the upper and lower incised O1 tool steel dies (60 HRC) and a retaining ring. After coining without
lubrication, the medallion was manually removed from the retaining ring, because of the low production requirements (48
pieces per hour). Coining was done in a 3.6 MN (400 tonf) knuckle-type mechanical press.
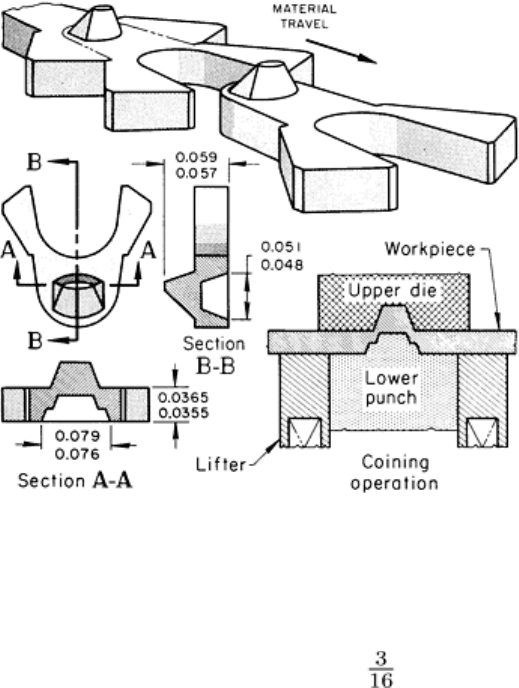
Fig. 2 Die setup used to produce sterling silver medallions by coining and restriking.
Dimensions given in
inches.
Minute parts are frequently produced in volume by coining in high-speed presses. For such operations, it is difficult to
obtain commercial flat stock to the tolerances required, so it is common practice to prepare strip by rolling wire of the
required material on precision rolls. The strip thus prepared is coiled and fed to the coining die as needed.
Also, in the manufacture of small, precise parts, the transfer of the workpiece into and out of the coining station is an
important operation. To accomplish this, progressive-die tooling is used. The manufacture of a metal interlocking-fastener
element can be done as described in the following example. In this example, strip was of a copper alloy; however,
aluminum alloy has also been used for the same application.
Example 3: Coining Interlocking-Fastener Elements in a Progressive Die.
The interlocking-fastener element shown in Fig. 3 was manufactured from a precision-rolled, lubricated, flat strip of
copper alloy C22600 (jewelry bronze; Cu-12.5Zn) 4.57 mm (0.180 in.) wide.
Fig. 3 Copper alloy C22600 interlocking-
fastener element produced by coining and notching in a progressive
die. Dimensions given in inches.
A special high-speed eccentric-shaft mechanical press with a 4.8 MM ( in.) stroke was used. Tooling consisted of a
D2 steel progressive die (59 to 61 HRC) that had edge-notching and coining stations. A ratchet-type roll feed was used.
The coining portion of the die consisted of an upper die and a lower punch, with a spring-loaded stock lifter. The element
was made at a production rate of 120,000 pieces per hour by notching, coining, and blanking, and then was attached to a
tape.
Recesses, or mounting and locating features, are coined into high-production parts in a variety of products.
Countersinks for screw heads and offsets for mating parts are regularly produced by coining. Often, one piece will have
several mounting or assembly details coined into its face, as in the following example.
Example 4: Assembly and Mounting Details Coined Into a Mounting Plate.
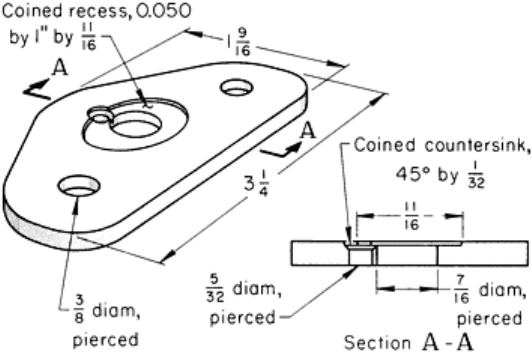
The mounting recess for an oval post and the countersink for locating the end of a spring were coined into a mounting
plate that was part of an automobile door lock (Fig. 4). The oval was coined to a depth of 1.27 mm (0.050 in.) in the third
station of a six-station progressive die.
Fig. 4 1010 steel mounting plate with assembly and mounting features coined into its face.
Dimensions given in
inches.
The plate, as shown in Fig. 4, was made of 1010 hot-rolled steel 4.75 mm (0.187 in.) thick. The first station of the
progressive die pierced the two end holes, which were then used as pilot holes for the other stations.
The location of these two holes took into consideration the growth in length of the part during coining. The second station
pierced the center hole and the hole for the spring. The recess and the countersink were coined in the third station; the
fourth station repierced the center hole. The plate was flattened in the fifth station and blanked in the sixth station. Later,
the two end holes were countersunk, and the oval post was assembled to the oval recess. Production rate was 7500 plates
per hour; annual production was five million pieces.
The dies were made of air-hardening and oil-hardening tool steels and had a life of 250,000 pieces before reconditioning
was required. The piercing punch for the small hole had a life of about 50,000 pieces and could be changed without
removing the die from the press.
Roll coining may be used when large numbers of very small items are to be produced and when the coining die is a
repetitive single-station die that can be placed on a small roll. This method of coining is an advantage when coining parts
in a strip, because the roll serves as both the feed control mechanism and the coining station. This procedure eliminates
problems that develop in handling a continuous strip in a press. In press coining, the strip must be brought to a full stop
during a prescribed portion of the press stroke.
Roll coining has been used for producing small parts to close dimensional tolerances. In the following example, multiple
dies on rolls, together with the method of stock feeding used with roll coining dies, gave rates of production that were
unattainable in presses.
Example 5: Roll Coining of Small Interlocking-Fastener Elements From Round
Wire.
Copper alloy C22600 (jewelry bronze; Cu-12.5Zn) wire was fed into coining rolls to form elements of an interlocking-
fastener strip (Fig. 5).
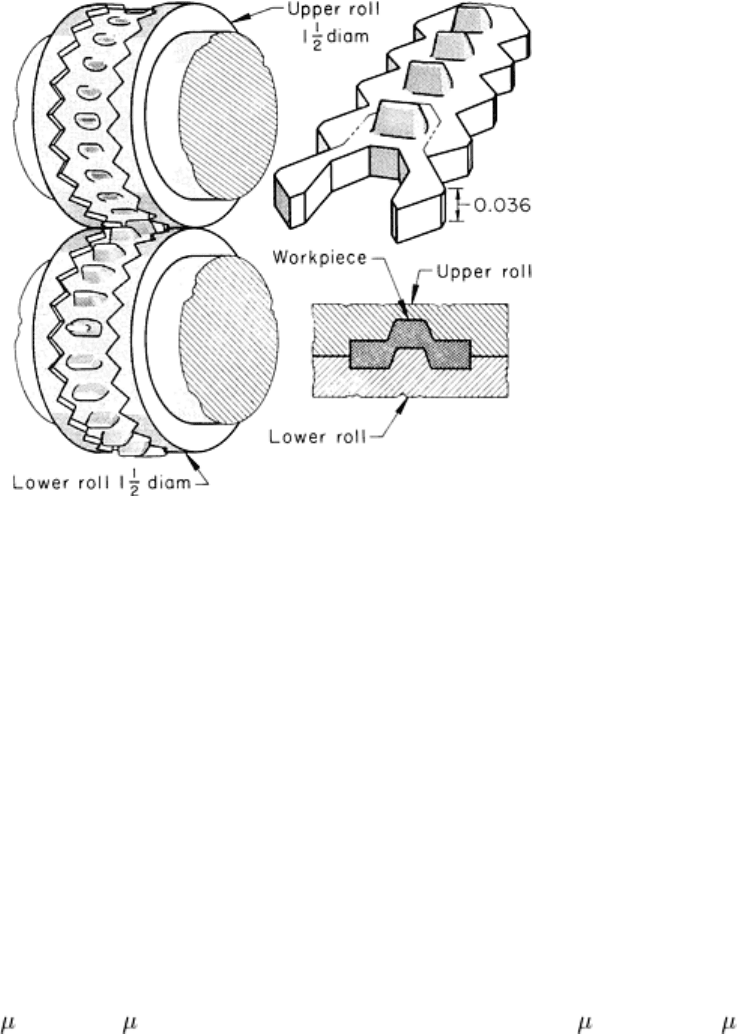
Fig. 5 Copper alloy C22600 interlocking-fastener element produced on coining rolls.
Dimensions given in
inches.
The rolls illustrated in Fig. 5 were geared together so that the male and female forms hubbed into the roll peripheries were
accurately matched. Roll peripheries were a whole-number multiple of the lengths of the article coined. Diameters were
kept as small as possible to minimize the expense of replacement of the rolls if premature failure occurred. The rolls
enclosed a coining space nominally equal in cross section to that of the wire fed into them. This wire was forged and
coined to fill the section presented in the roll space, to give the configuration shown in Fig. 5.
Sizing to close dimensional tolerances on several nonparallel surfaces can be readily achieved in the manufacture of
small parts, such as the interlocking-fastener elements discussed in Examples 3 and 5. For large workpieces, ingenuity
may be required to develop a coining process for sizing--ingenuity in the design of tooling to minimize the effect of
distortion in the press, and ingenuity in the preparation of the workpiece to ensure a minimum of metal flow during
coining.
For the flange-sizing operation in the following example, no surface finish requirement was specified because of the
conditions under which the surfaces of the workpiece and the dies made contact. However, the finish of the surfaces
coined was refined to 1 to 1.1 m (40 to 45 in.) from the typical shot-blasted finish of 9 to 10 m (350 to 400 in.).
The coining die setup described in the next example was designed to ensure control of thickness and parallelism.
Example 6: Sizing an Automobile Front-Wheel Hub by Coining.
The die setup illustrated in Fig. 6 was used to coin flanges of forged 1030 or 1130 steel front-wheel hubs using single-
station tooling in an 18 MN (2000 tonf) knuckle-type mechanical press with a six-station feed table. Tolerances on the
coined flange were: thickness within 0.127 mm (±0.005 in.) and parallelism within 0.10 mm (0.004 in.). To maintain
these tolerances, the as-forged flange thickness could be not more than 1.40 mm (0.055 in.) greater than the coined
dimension and had to be parallel within (0.43 mm) 0.017 in. The flange was coined to tolerances by centering the forged
hub on the lower ring-shaped die. The top die, with a cavity depth equal to the specified flange thickness, was positioned
over the wheel hub, and the coining load was applied. The top die was brought into contact with the lower die and,
because the bearing surfaces of the upper and lower dies were parallel, the required parallelism was developed in the
flange surfaces as the thickness was brought to the specified dimension.
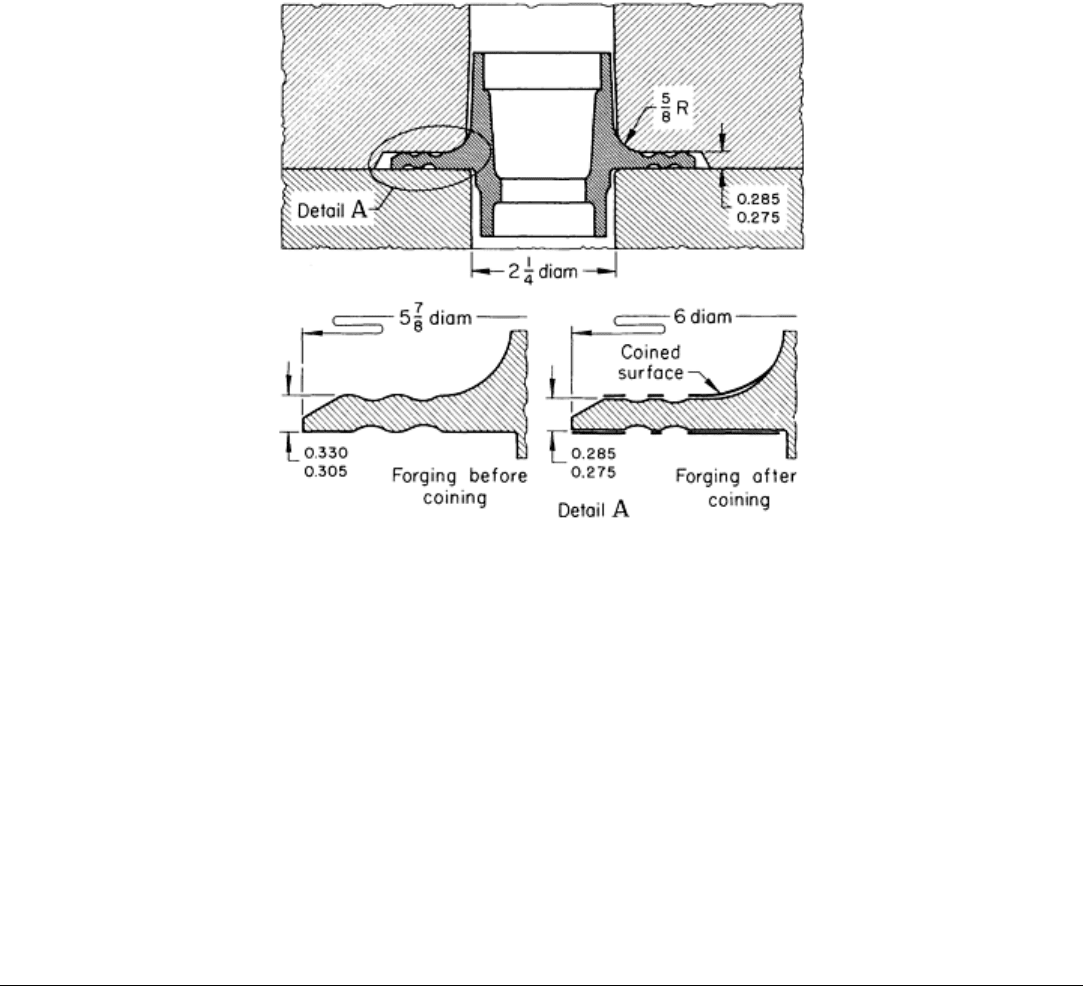
Fig. 6
Coining the flange on a forged 1030 or 1130 steel wheel hub to final size, at less cost than sizing the
flange by machining. Dimensions given in inches.
Coining Versus Machining. In general, sizing by coining may be desirable when parallel surfaces are required in a
workpiece, even if the workpiece is so large that maximum press capacities are required. However, sizing operations on
nonparallel surfaces are feasible only if the work metal can be moved by the sizing-die surface without distorting the dies.
Such metal movement is possible if the width of the metal being coined is about the same as the thickness. (For very soft
metals, this movement is usually possible to a pronounced degree, but a sizing operation is of little significance for such
materials.) In general, gross movement of the metal should not be required, and machining or forging should be used to
bring the workpiece to approximate dimensions before sizing is attempted. When this is done, sizing by coining can
produce workpieces having dimensional tolerances that are acceptable in good machining practice, often with significant
savings in material and labor costs.
Coining
Processing Problems and Solutions
Establishment of a suitable blank preparation sequence is required to give the desired results from coining operations.
Blank preparation may simply consist of annealing the blanks before or after coining, or both, followed by restriking to
permit transfer of die detail to the workpiece.
Faulty coining may occur because die surfaces are not clean. Directing a jet of air across the die to remove loose dirt can
eliminate some causes of incomplete detail in coined parts. Regular and frequent inspection of finished parts and dies is
necessary to ensure that dies have not picked up stock or lubricant that can damage the surfaces of subsequently coined
pieces.
Another frequent source of trouble in coining is faulty die alignment. Coining dies must be aligned to the degree of
precision expected in the coined item.
Excessive tool breakage from die overloading is a common problem in coining, and it is difficult to suggest steps to
eliminate it. In the manufacture of tableware, tool breakage is accepted, because replacement of tools is inexpensive and
inspection procedures are adequate to prevent the buildup of large numbers of rejected items. When this approach to the
problem is undesirable, the alternative is to establish the nature and magnitude of the overload and to relieve it by
changing die design or process variables.
Control of Dimensions, Finish, and Weight
The quality of coined items is judged by various criteria, depending on end use. For decorative items, surface finish and
transfer of detail are usually the primary objectives. For functional items, such as machinery components, dimensional
accuracy and consistency are usually the most important factors.
Weight in coining sterling silver or other precious metals is important, mainly for economic reasons, and must be
controlled. Controlling the weight of a blank is also a convenient way to control the volume of metal in a blank.
Dimensional Tolerances. Sizing is used to maintain dimensions to close tolerances and to refine the surface finish. In
the following example, coining was used to hold the flange thickness to a total variation of 0.25 mm (0.010 in.). The same
coining operation also controlled parallelism between the same two surfaces (see Example 6).
Coining was used to form the steel cam described in the example. To hold the dimensions to the specified tolerance, the
part was annealed and coined again.
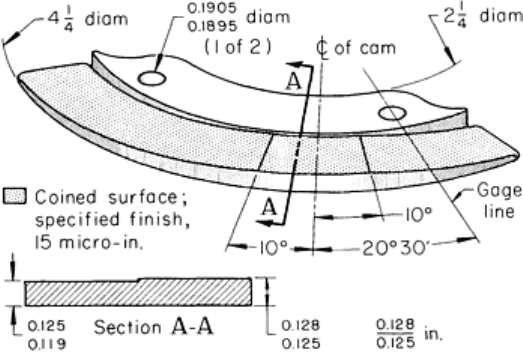
Example 7: Intermediate Annealing Before Coining to Dimension.
The breaker cam shown in Fig. 7 was made of 3.25/3.18 mm (0.128/0.125 in.) thick 1010 cold-rolled special-killed steel.
Strips 86 mm (3⅜ in.) wide and 2.4 m (96 in.) long with a maximum hardness of 65 HRB and a No. 2 bright finish were
purchased.
Fig. 7 Cold-rol
led 1010 steel breaker cam that was given an intermediate anneal before being coined to final
dimensions. Dimensions given in inches.
Cold working the cam surface by coining made it necessary to anneal the parts before flattening and restriking. The part
contour and dimensions were extremely difficult to maintain. The surface finish was 0.4 μm (15 μin.). A pack anneal was
used to minimize distortion and scale. The sequence of operations to make the part was:
• Shear strips to 1.2 m (48 in.) lengths
• Coin cam contour, pierce, and blank in a progressive die. High point on the cam was 3.12 to 3.1
5 mm
(0.123 to 0.124 in.) thick
• Pack anneal at 900 to 925 °C (1650 to 1700 °F). The part had to be free of heat checks and scale
•
Restrike to flatten and coin to 3.09 ± 0.076 mm (0.122 ± 0.003 in.) at the high point. Gage point (at
20.5° on open side) was 0.292 ± 0.0127 mm (0.0115 ± 0.0005 in.) below the high point on the cam
• Ream holes to 4.81 to 4.84 mm (0.1895 to 0.1905 in.) diam
• Case harden 0.020 mm (0.0008 in.) deep for wear-resistant surface (73 to 77 HR15-N)
• Wash and clean after case hardening
• Inspect dimensions and flatness
The cam was made in four lots of 2500 for a total of 10,000 per year. A 1.8 MN (200 tonf) mechanical press operating at
18 strokes per minute was used for the coining operations. The lubricant was an equal-parts mixture of mineral oil and an
extreme-pressure chlorinated oil.
The die was made of D2 tool steel and had a life of 50,000 pieces between sharpenings for the cutting elements. The
coining dies required more frequent attention because of the tolerance and finish requirements.
Other methods of making the part were machining and powder metallurgy. Parts machined to the required tolerances cost
four times as much as coined parts. A powder metallurgy part did not meet the wear-resistance requirements.
Surface Finish. Tableware, coins, medallions, and many other coined items require an excellent surface finish. To
achieve this, the dies must have an excellent surface, and the finish on the blank also must be good. Dies are carefully
matched, tooled, stoned, and polished by hand. Polishing is done by wood sticks, lard oil, and various grits of emery.
Typical surface finishing of sterling silver, before and after coining, when using the above practice, is illustrated in the
following example.
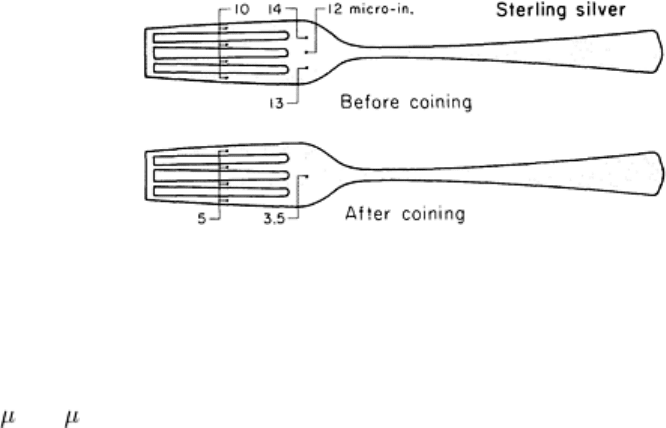
Example 8: Effect of Die Finish on Finish of Coined Sterling Silver Fork.
Seven surface finish readings taken in the fork portion of uncoined sterling silver blanks showed an average surface
roughness of 0.28 μm (11 μin.) (upper sketch of Fig. 8). When coining with dies that were not hand polished, the average
finish in the fork section was reduced to 0.2 μm (9 μin.).
Fig. 8 Surface finish (in micro-inches) of a sterling silver fork before and after coining with hand-
stoned and
polished dies.
Dies were hand stoned and polished before a production run of 4000 forks. Workpiece surface finish improved to an
average of 0.1 m (5 in.), as shown in Fig. 8 (lower sketch). To maintain this finish, hand polishing of the dies after
each 1000 piece run was required. Coining was done in a 540 kg (1200 lb) air lift gravity drop hammer using a drop
height of 610 mm (24 in.). Production rate was 500 pieces per hour.
Weight of the blanks for items coined from precious metals is often specified to close tolerances. These metals are soft
and can be coined to intricate detail. However, the volume of metal placed in the die must be carefully controlled so that
the metal can completely fill the design but not overload the die and press. A convenient method of controlling the
volume of metal in a blank is to specify the weight, thickness, width, and length of the blank to close tolerances.
Not only is sterling silver flatware inspected for perfection of design detail and surface finish, but the blank is periodically
checked for weight, which usually is held to ±1%.
Powder Forging
W. Brian James, Michael J. McDermott, and Robert A. Powell, Hoeganaes Corporation
Introduction
POWDER FORGING is a process in which unsintered, presintered, or sintered powder metal preforms are hot formed in
confined dies. The process is sometimes called P/M (powder metallurgy) forging, P/M hot forming, or is simply referred
to by the acronym P/F. When the preform has been sintered, the process is often referred to as "sinter forging."
Powder forging is a natural extension of the conventional press and sinter (P/M) process, which has long been recognized
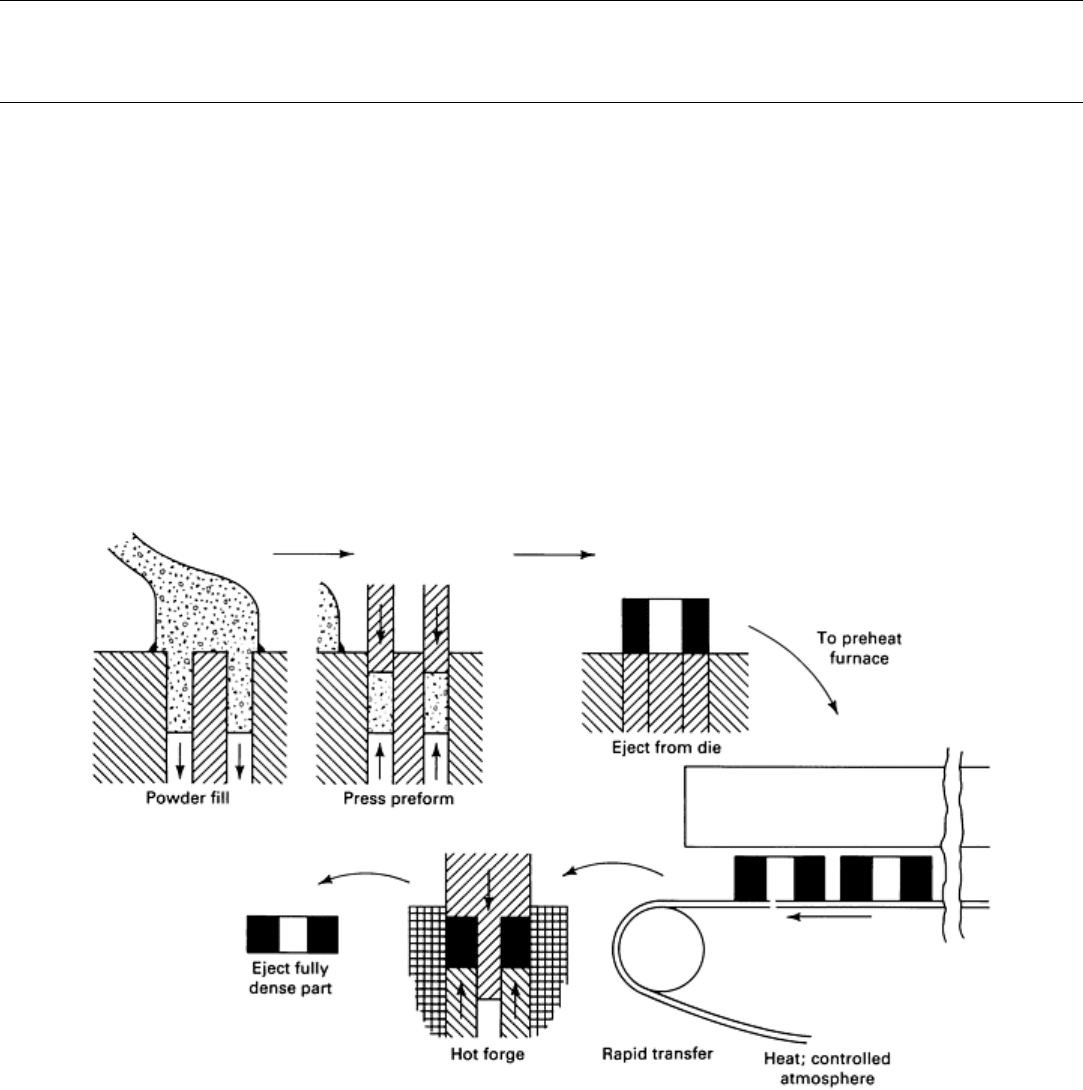
as an effective technology for producing a great variety of parts to net or near-net shape. Figure 1 illustrates the powder
forging process. In essence, a porous preform is densified by hot forging with a single blow. Forging is carried out in
heated, totally enclosed dies, and virtually no flash is generated. This contrasts with the forging of wrought steels, in
which multiple blows are often necessary to form a forging from bar stock and considerable material is wasted in the form
of flash.
Fig. 1 The powder forging process.
The shape, quantity, and distribution of porosity in P/M and P/F parts strongly influence their mechanical performance.
The effect of density on the mechanical properties of as-sintered iron and powder forged low-alloy steel is illustrated in
Fig. 2. Powder forging, therefore, is a deformation processing technology aimed at increasing the density of P/M parts
and thus their performance characteristics.
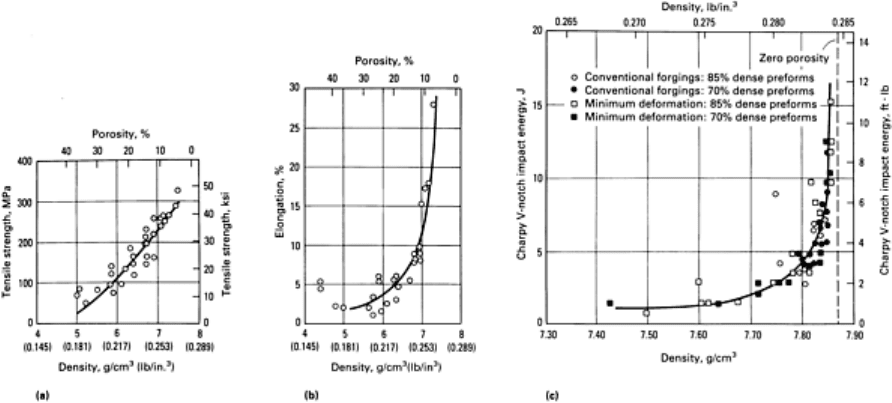
Fig. 2 Effect of density on mechanical properties. (a) and (b) As-sintered iron. Source: Ref 1
. (c) Powder forged
low-alloy steel. Source: Ref 2.
There are two basic forms of powder forging:
• Hot upsetting, in which the preform experiences a significant amount of lateral material flow
• Hot re-
pressing, in which material flow during densification is mainly in the direction of pressing. This
form of densification is sometimes referred to as hot restriking, or hot coining
These two deformation modes and the stress conditions they impose on pores are illustrated in Fig. 3.