ASM Metals HandBook Vol. 14 - Forming and Forging
Подождите немного. Документ загружается.

0.2 209.7
0.015
151.0
0.021
127.6
0.022
94.6 0.064
51.3
0.146
23.3
0.143
9.5
0.131
0.3 206.0
0.015
152.0
0.017
126.2
0.017
91.2 0.073
. . . . . . . . . . . . . . .
. . .
0.4 . . . . . . . . . . . . 118.7
0.014
84.6 0.079
39.8
0.175
21.4
0.147
9.4
0.118
0.5 . . . . . . . . . . . . . . . . . . 77.9 0.080
. . . . . . . . . . . . . . .
. . .
0.6 . . . . . . . . . . . . . . . . . . . . . . . . 30.4
0.205
20.0
0.161
9.6
0.118
0.8 . . . . . . . . . . . . . . . . . . . . . . . . 26.6
0.199
19.5
0.172
9.3
0.154
0.9 . . . . . . . . . . . . . . . . . . . . . . . . 24.9
0.201
. . . . . . . . .
. . .
(1200 °F) in high vacuum 16.0
1.0 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 20.3
0.146
8.9
0.192
Test temperature, °C (°F) 843 (1550) 954 (1750) 982 (1800)
Ti-6Al-4V . . . . . . . . . 38.0 0.064
12.3 0.24 9.4 0.29
Test temperature, °C (°F) 20 (68) 200 (392) 400 (752) 600 (1112) 800 (1472) 900 (1652)
1000 (1832)
0.1 173.1
0.041
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
. . .
0.2 188.2
0.037
150.5
0.030
136.5
0.035
118.4
0.040
65.4
0.097
44.6
0.147
32.4
0.153
Ti-13V-11Cr-3Al Annealed 30 min at 700 °C
(1290 °F) in high vacuum
0.25-
16.0
0.3 202.3
0.034
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
. . .
0.4 215.2
0.029
174.2
0.024
153.9
0.030
107.5
0.039
59.5
0.096
42.1
0.139
30.9
0.142
0.5 226.3
0.026
181.1
0.023
. . . . . . . . . . . . . . . . . . . . . . . . . . .
. . .
0.6 . . . . . . 183.5
0.026
147.9
0.046
92.8 0.045
56.7
0.088
40.9
0.127
29.2
0.155
0.7 . . . . . . 181.4
0.029
. . . . . . . . . . . . . . . . . . . . . . . . . . .
. . .
0.8 . . . . . . . . . . . . 136.3
0.045
84.7 0.036
53.9
0.081
39.3
0.125
27.8
0.167
0.9 . . . . . . . . . . . . . . . . . . . . . . . . 52.9
0.080
. . . . . . . . .
. . .
1.0 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 38.8
0.127
28.0
0.159
Source: Ref 3
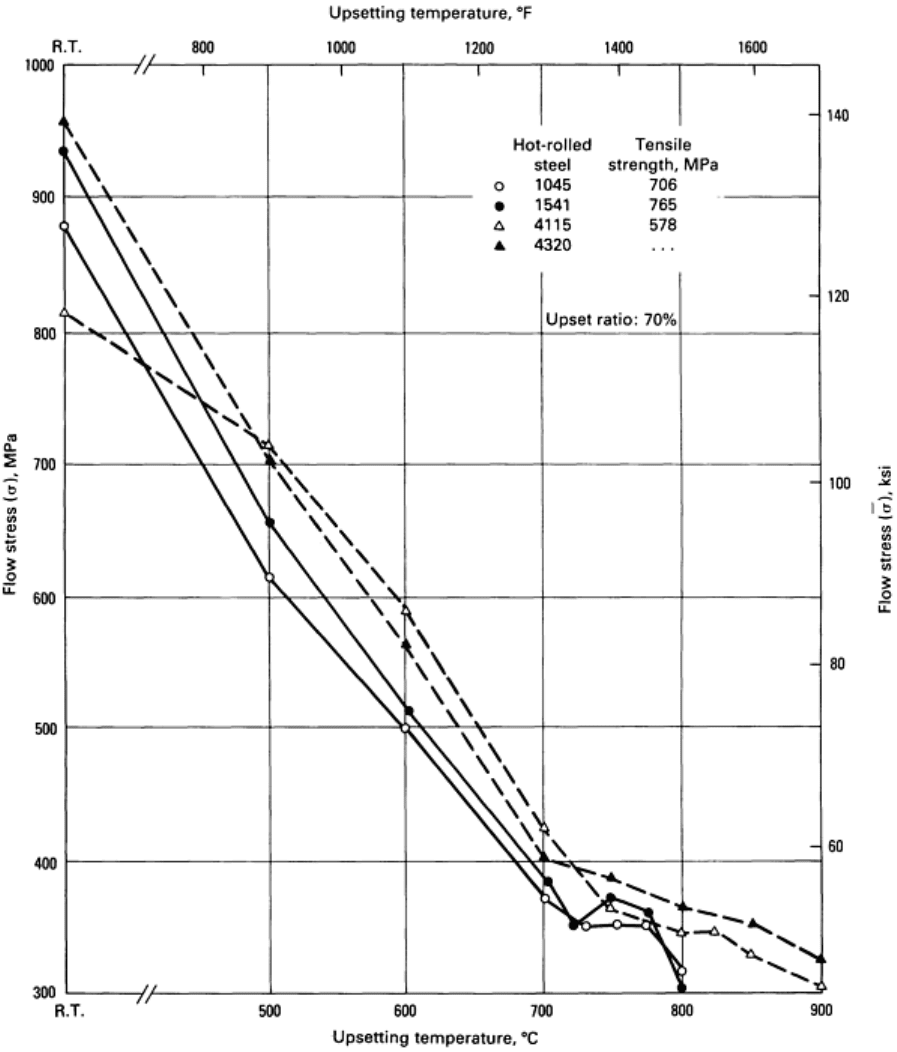
The elevated-temperature flow stress data in Table 3, 4, and 5 primarily cover the traditional hot-forging temperature
ranges for the various materials. With respect to ferrous materials, warm forging is becoming more and more common as
a means of increasing precision. Tables 1 and 2 cover the warm-forging temperature range for many steels. Trends can be
more easily discerned if the data are plotted. Figures 2, 3, 4(a), and 4(b) are typical examples of a graphical presentation.
Fig. 2 Effect of upsetting temperature on flow stress. Source: Kobe Steel Ltd.
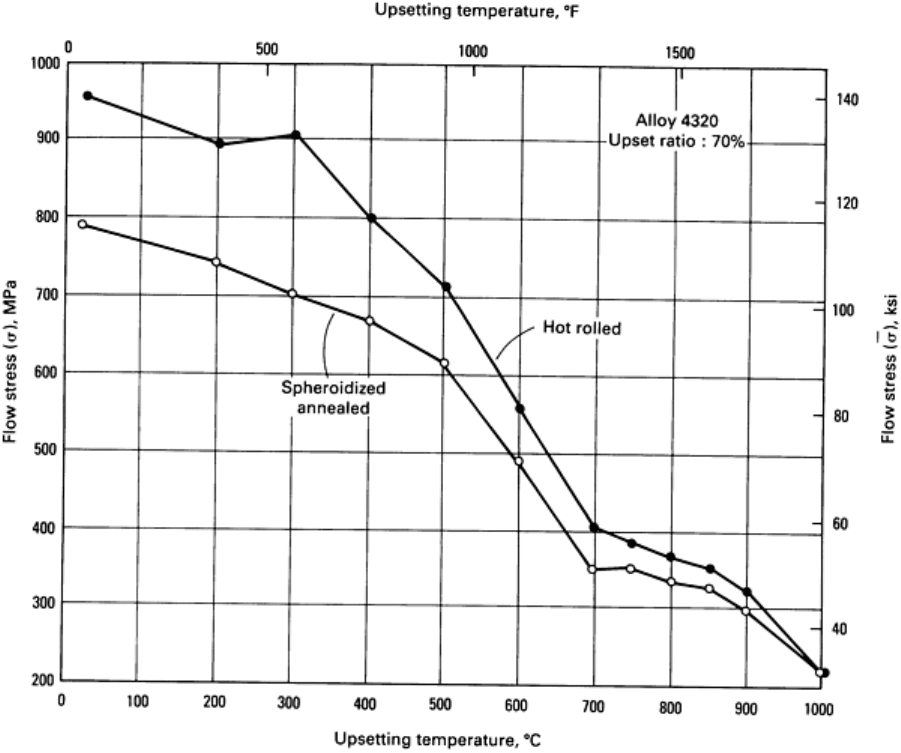
Fig. 3 Effect of structure on flow stress. Source: Kobe Steel Ltd.
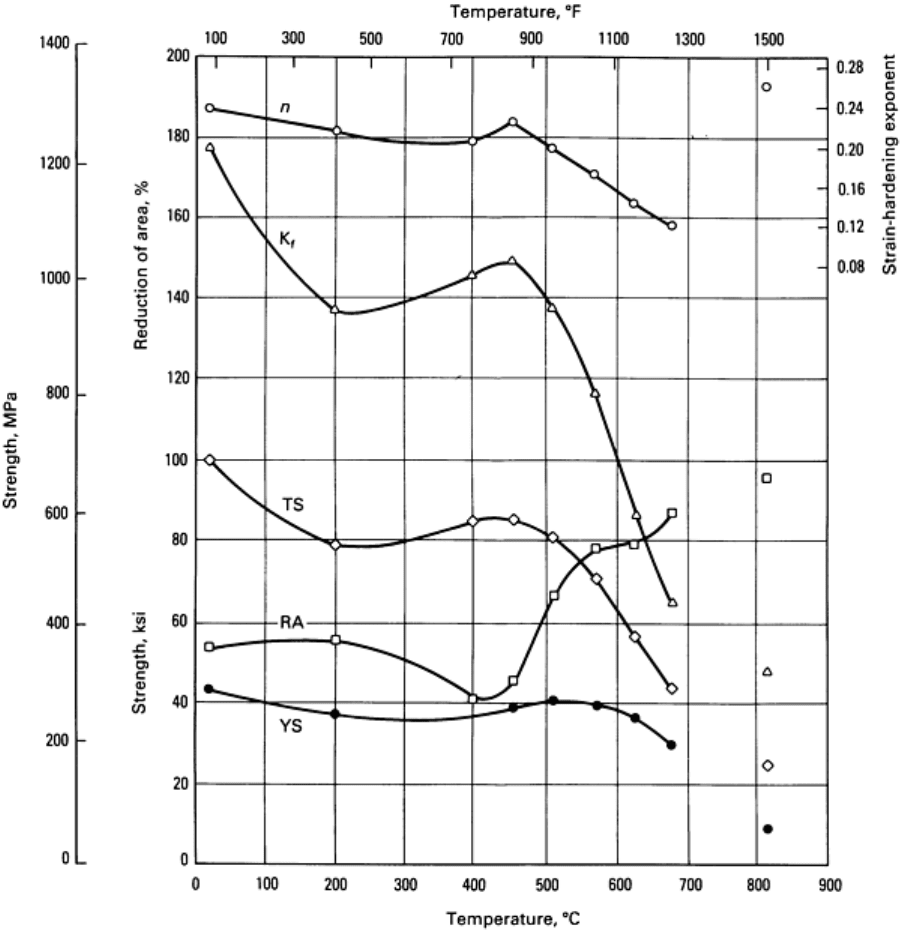
Fig. 4(a) Mechanical properties of 1040 hot-rolled bar from room temperature to 815 °C (1500 °F).
Source:
Ref 2.
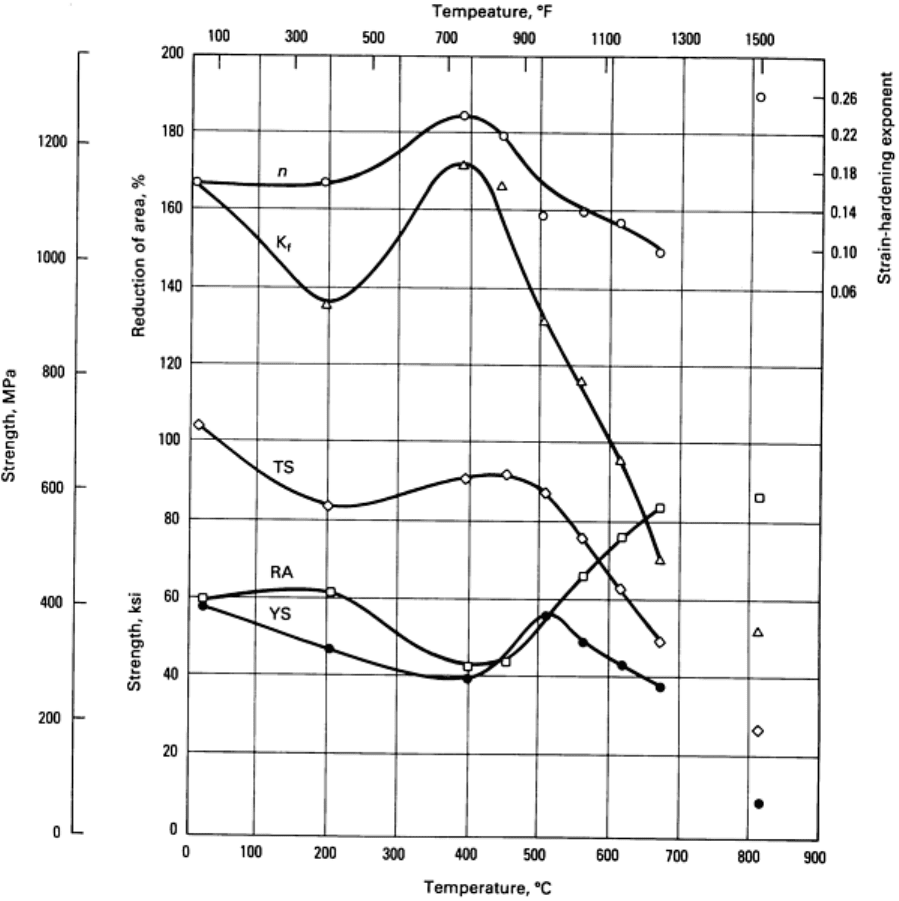
Fig. 4(b) Mechanical properties of 8620 hot-rolled bar from room temperature to 815 °C (1500 °F).
Source:
Ref 2.
Workability data for common forging alloys are also scarce. Some data for various steel alloys are shown in Fig. 5, which
illustrates the effect of working temperature on warm workability, and in Fig. 6, which illustrates the effect of the carbon
content of steel on warm workability.
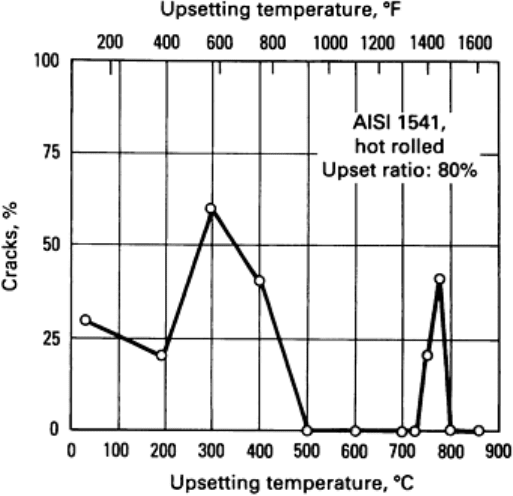
Fig. 5 Effects of working temperature on warm workability. Source: Kobe Steel Ltd.
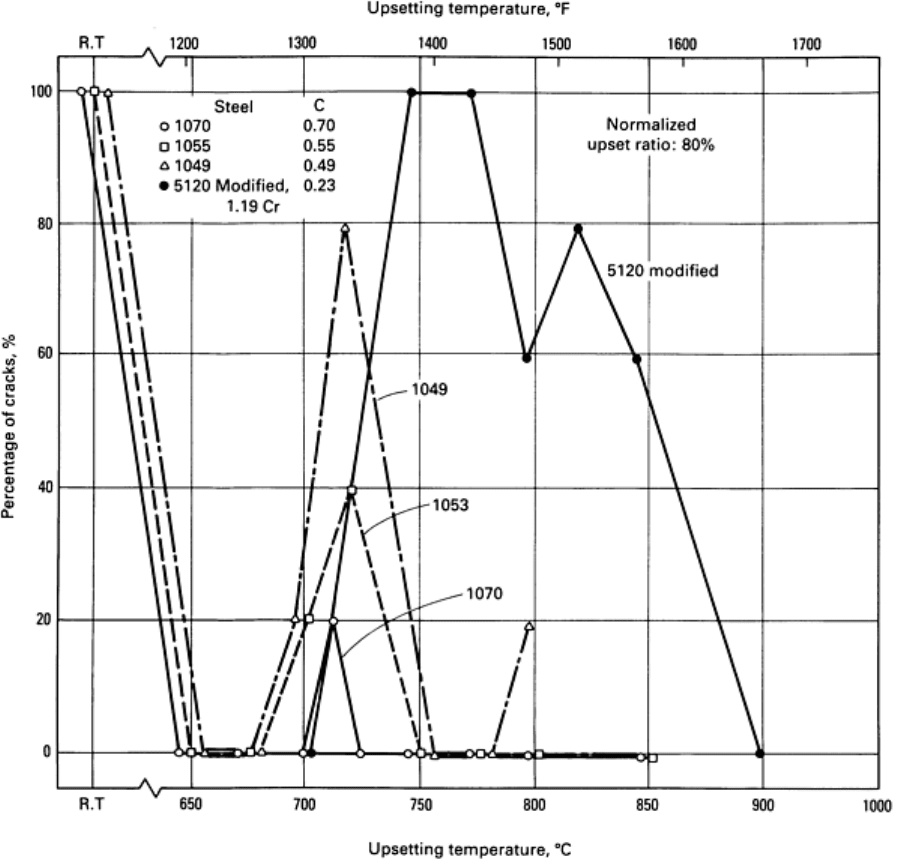
Fig. 6 Effect of carbon content in carbon and alloy steels on warm workability. Source: Kobe Steel Ltd.
Although higher forging temperatures may be desired to decrease flow stress and to improve workability, lower
temperatures are favored if oxidation or scaling is a problem. For the forging of steel, the effect of temperature on scale
formation is shown in Fig. 7. Scale can also be controlled by heating in an inert atmosphere.
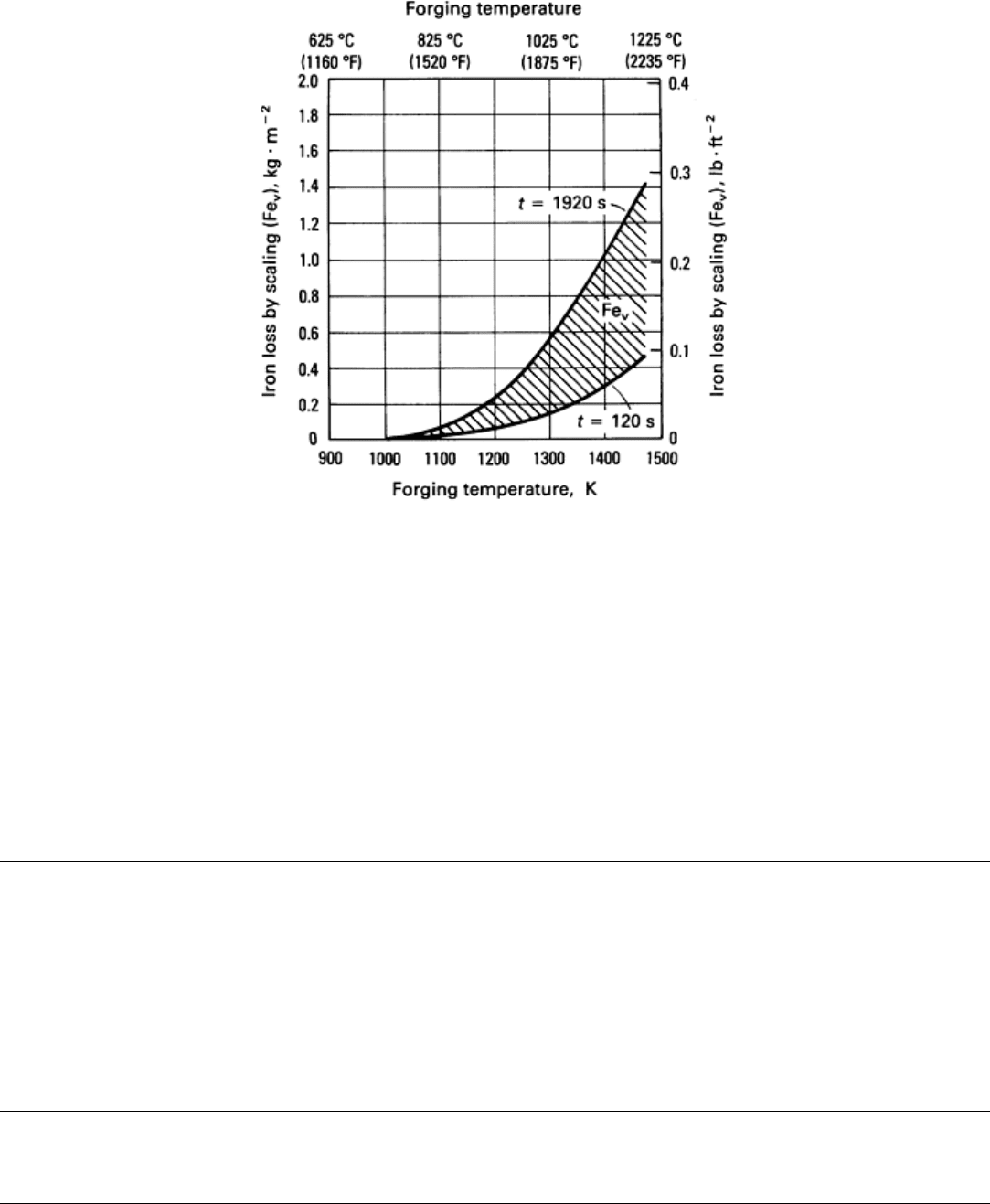
Fig. 7 Effects of temperature on scale formation for the forging of steel. Source: Ref 4.
The effect of workpiece temperature on the tooling is also an important consideration for both selection of the process
temperature and specification of the tool materials and heat treatment. Lower temperatures minimize the problems
associated with overheating and heat checking (thermal fatigue) of the tooling. The process temperature also affects the
performance of the forging lubricant.
Finally, a lower process temperature is desirable from the standpoint of energy conservation. The energy required to heat
material to a higher forging temperature is generally much greater than the savings in mechanical energy due to a lower
flow stress.
References cited in this section
2.
E.C. Oren, Prediction of Ductilities and Press Loads of Steel at Warm Forging Temperatures, in
Mechanical
Working and Steel Processing XIV, Proceedings of the 18th Mechanical Working and Steel Processing
Conference, American Institute of Mining, Metallurgical, and Petroleum Engineers, 1976
3.
T. Altan et al., Forging Equipment, Materials, and Practices, Metals and Ceramics Information Center, 1973
4.
M. Hirschvogel, Recent Developments in Industrial Practice of Warm Working, J. Mech. Work. Technol.,
Vol 2, 1979, p 317-332
Precision Forging
R.J. Shipley, Textron Inc.
Precision Forming Applications
Example 1: Flashless Forging with a Tension-Knuckle-Drive Mechanical Press.
A closed-die flashless warm-forging process was developed with the capability to generate vertical sides (no draft) and
square (filled) corners (Ref 5). In the context of applying this process for ferrous forging, the warm temperature range was
considered to extend to approximately 1000 °C (1830 °F). The process is also applicable to the forging of brass,
aluminum, copper, and titanium.
Dimensional tolerances of this process are ±0.25 mm (±0.010 in.). All forged surfaces have a finish of 3.20 μm (125 μin.)
rms or better.
Because there is no flash to absorb variations in the billet material volume, control of that volume is critical. Any material
in excess of the volume of the die cavity must be accommodated by elastic deflection of the tooling and the press. During
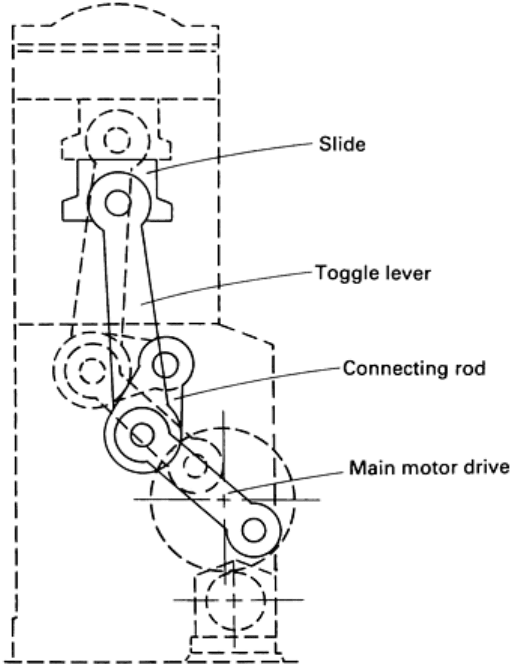
the development of the flashless process, it was found that a mechanical press with a tension knuckle drive (Fig. 8)
system would be an advantage because it would have a higher compliance than other types of mechanical presses.
Specifically, it was determined that a 5300 kN (600 tonf) tension knuckle press would stretch 2 mm (0.080 in.) when fully
loaded. A comparable top (compression) driven mechanical press would deflect only 0.2 mm (0.008 in.), an order of
magnitude less.
Fig. 8 Schematic of tension knuckle drive forging press. Source: Komatsu, Ltd.
With the tension knuckle drive press, the allowable variation in preform volume is -0.0/+1.4%. Preforms are headed
(upset) prior to forging to control weight within this tolerance. Preform volume is also affected by temperature because of
the effect of thermal expansion. Temperature control within ±28 °C (±50 °F) was found to be acceptable.
The relationship of the volume of the preform to the volume of the die cavity is also affected by any changes in the
tooling itself. Therefore, the tooling temperature is held within 17 °C (30 °F) of ambient by using a flood of coolant. The
coolant also contains graphite and therefore functions as a lubricant. Buildup of lubricant within the tooling would
effectively decrease the volume of the die, and the lubricant is controlled to prevent this. Tool wear is also closely
monitored because this increases the die volume. Such an increase would result in an underfill condition because there is
no excess of raw material.