ASM Metals HandBook Vol. 14 - Forming and Forging
Подождите немного. Документ загружается.

T6. The puck was then placed on the lower die, and the upper die, using an orbital rocking pattern, deformed the material
to fill the lower die mold. A schematic of the forge and the workpiece deformation is shown in Fig. 4(b).
After the deformation was complete, the upper die was raised, and the piece was ejected from the lower die. The resulting
part had an outside diameter of 88.9 mm (3.5 in.). The retainer was then fine blanked to the final shape.
The production rate was approximately 6 to 7 parts per minute. This process is noticeably faster and less expensive than
the conventional alternative of turning these parts down from 88.9 mm (3.5 in.) diam preforms, which involves a large
amount of material waste. In addition, the rotary-forged pieces exhibit a higher density and a more beneficial grain
structure as a result of the cold working of the material.
Example 2: Warm Rotary Forging of a Carbon Steel Clutch Hub.
A rocking-die press with a capacity of 2.5 MN (280 tonf) was used to warm forge a clutch hub. The medium-carbon steel
(0.5% C) blank was first heated to a temperature of 1000 °C (1830 °F) and then placed on the lower die. Both upper and
lower dies were preheated to about 200 °C (390 °F) and maintained in the range of 150 to 250 °C (300 to 480 °F) during
forging. The lower die was raised until die-workpiece contact was made, and the upper die was rocked in an orbital
pattern. Water-soluble graphite was sprayed onto the dies as a lubricant. The working time for forging was approximately
1.5 s per piece. The working load was about 0.75 MN (84 tonf), or about one-tenth the load required for conventional hot
forging.
The quenching, tempering, and finish machining processes associated with conventional hot forging are not required for
the rotary-forged part. After forging, the piece is merely cooled and then blanked to final dimensions. The surfaces of the
piece have the same smoothness as the two dies. Flange flatness deviation and thickness variation are less than 0.1 mm
(0.004 in.). An additional benefit of the lower forging temperature (conventional hot forging of these parts is done at 1250
°C, or 2280 °F) is a reduced grain size, which improves the strength of the part. A comparison between conventionally
and rotary warm forged hubs is shown in Fig. 5. The rotary-forged hub requires a smaller billet weight, thus decreasing
the amount of material waste. The rotary-forged hub also has closer tolerances than the conventionally forged hub,
demonstrating the precision of the rotary process.
Fig. 5
Comparison of conventionally forged (a) and rotary hot forged (b) carbon steel clutch hubs. Billet
weight: 0.63 kg (1.39 lb) for conventional forging, 0.44 kg (0.97 lb) for rotary forging.
The higher temperatures associated with warm rotary forging cause more rapid die-wear than that found in cold rotary
forging. In this example, the dies, made of AISI H13 tool steel with a hardness of 50 HRC, exhibited noticeable wear after
only 50 pieces had been forged.
Example 3: Rotary Forging of a Copper Alloy Seal Fitting.
A rotating-die machine was used to cold forge a naval brass seal fitting. This fitting is used in high-pressure piping, such
as in air conditioners or steam turbines.
The initial preforms were 86.4 mm (3.4 in.) lengths of 44.5 mm (1.75 in.) OD, 24.1 mm (0.95 in.) ID tube stock. As
shown in Fig. 6, the tube preform was fitted over a cylindrical insert that protrudes from the lower die. The upper die was
lowered until indentation was made. Die rotation then began. The workpiece was deformed to fit the dimensions of the
lower die and then ejected. The rotary-forged product was 39.7 MM (1 in.) long with a minimum inside diameter of
23.6 mm (0.93 in.) and a maximum outside diameter of 55.6 mm (2 in.). Minimal machining was required to bring the
part to final dimensions.
Fig. 6 Schematic of rotary forging setup for the forming of a copper alloy seal fitting used in high-
pressure
piping.
The machine used to produce these fittings is a rotating-die forge in which both dies rotate only about their own axis. The
upper die is motor driven, while the lower die merely follows the rotation of the upper die after contact is made. The dies
are constructed of A2 tool steel heat treated to a hardness of 58 to 62 HRC. The expected life of these dies is
approximately 20,000 pieces.
In conventional processing, these fittings would be machined from 75 mm (3 in.) solid bar stock. This results in a large
amount of wasted material, and machining time is approximately 17 min per piece. The tube stock used for rotary forging
is more expensive than bar stock, but material waste is minimal. In addition, rotary forging requires only 20 s per piece,
with an additional 3 to 4 min per piece needed for subsequent machining to final form.

Coining
Introduction
COINING is a closed-die forging operation, usually performed cold, in which all surfaces of the workpiece are confined
or restrained, resulting in a well-defined imprint of the die on the workpiece. It is also a restriking operation (called,
depending on the purpose, sizing or bottom or corner setting) used to sharpen or change a radius or profile. Ordinarily,
coining entails the following steps:
• Preliminary Workpiece Preparation. Full contact between the blank and die su
rfaces, which is
necessary for coining, usually requires some preliminary metal redistribution by other processes, such as
forging or extrusion, because only a small amount of metal redistribution can take place in the coining
dies in single-station coining. In progressive-die operations, coining is done as in single-
station dies, but
it is preceded by other operations such as blanking, drawing, piercing, and bending. Coining is often the
final operation in a progressive-die sequence, although blanking or t
rimming, or both, frequently follow
coining
• Development of Detail in the Workpiece.
In coining dies, the prepared blank is loaded above the
compressive yield strength and is held in this condition during coining. Dwell time under load is
important for the
development of dimensions in sizing and embossing; it is also necessary for the
reproduction of fine detail, as in engraving
• Trimming.
Flash that develops during coining and any hangers used to carry the blank through coining,
especially in progressive-die coining, must be trimmed from the piece
Applicability
In coining, the surface of the workpiece copies the surface detail in the dies with dimensional accuracy that is seldom
obtained by any other process. It is because of this that the process is used for coin minting.
Decorative items, such as patterned tableware, medallions, and metal buttons are also produced by coining. When
articles with a design and a polished surface are required, coining is the only practical production method to use. Also,
coining is well suited to the manufacture of extremely small items, such as interlocking-fastener elements.
Dimensional accuracy equal to that available only with the very best machining practice can often be obtained in
coining. Many automotive components are sized by coining. Sizing is usually done on semifinished products, and
provides significant savings in material and labor costs relative to machining.
Workpiece Size. Practical limits on workpiece size are mainly imposed by available press capacities and properties of
the die material. For example, work metal with a compressive yield strength of 690 MPa (100 ksi) loaded in a press of 22
MN (2500 tonf) capacity can be coined in a maximum surface area of 0.032 m
2
(50 in.
2
) . As the yield strength increases,
the area that can be coined using the same press decreases proportionately. However, an increase in strength of the
workpiece must be limited so that plastic failure of the die does not take place.
Hammers and Presses
In coining, the workpiece is squeezed between the dies so that the entire surface area is simultaneously loaded above the
yield strength. To achieve the desired deformation of metal, the load determined from the compressive yield strength must
be increased three to five times. Because of the area loading requirement and the great stress needed to ensure metal
movement, press loading for coining is very severe, frequently approaching the capacity of the equipment used, with
consequent danger of overloading.
Some coining equipment, such as drop hammers, cannot be readily overloaded, but presses (especially mechanical
presses) can be severely overloaded. This is most likely to happen if more than one blank is fed to the coining dies at a
time. Such overloading can break the press and the dies, and it will certainly shorten the life of the dies.
Overloading may be prevented by the use of overload release devices, and many presses are equipped with such devices.
However, the usual means for preventing overloading in presses is careful control of workpiece thickness, which must be
sufficient to allow acceptable coining, but not enough to lead to press overloading. Such thickness control, combined with
blank-feeding procedures designed to minimize double blanking, is normally adequate to prevent overloading.
Coining may be satisfactorily undertaken in any type of press that has the required capacity. Metal movement, however, is
accomplished during a relatively short portion of the stroke, so that a coining load is required only during a small portion
of the press cycle.
Drop hammers, and knuckle-type and eccentric-driven mechanical presses are extensively used in coining. High-speed
hydraulic presses also are well adapted for coining, especially when progressive dies are used. Large-capacity hydraulic
presses are ideal for coining and sizing operations on large workpieces. On the other hand, when it is feasible to coin large
numbers of small, connected parts, as in a continuous strip of work metal, roll coining is the most economical method.
Drop Hammers. Gravity drop hammers with ram weights in the range of 410 to 910 kg (900 to 2000 lb) are extensively
used in the tableware industry. Board hammers can be used, although pneumatic-lift hammers predominate for this type
of coining. In producing tableware, reproduction of detail and finish are more important than dimensional control.
Capacities of drop hammers are determined by ram weight and drop height, and coining pressures are stated in terms of
these two quantities. Ram weight is usually selected in relation to the thickness and area of the blank. Drop height and the
number of blows are determined by the complexity of the detail that is to be developed in the workpiece.
Mechanical presses with capacities ranging from a few tons to several hundred tons are widely used in coining. The
larger presses are usually of the knuckle type, with production rates up to about 7500 pieces per hour. Small, specially
built eccentric-driven presses are used for high-production coining of tiny parts.
Mechanical presses are well adapted for controlling size. Also, one-stroke sizing is generally preferred to a process
requiring multiple blows, because there is less likelihood of fracturing the work metal.
Crank-driven mechanical presses have been successfully used in progressive-die coining. For these processes, coining
usually follows combinations of piercing, forming, and blanking.
Hydraulic presses are extensively used for sizing operations, especially for workpieces with large surfaces to be
coined. Spacers are required for maintaining close tolerances on the final dimensions of the part being sized. Hydraulic
presses are sometimes favored because they are readily equipped with limiting devices that prevent overloading and
possible die breakage.
Smaller hydraulic presses (about 70 kN, or 8 tonf, capacity) can be operated at speeds of up to 250 strokes per minute.
These small high-speed presses are extensively used with progressive dies.
Capacity required for a coining operation, for open-die forming, or for sizing can be determined either by measuring in a
compression machine the forces necessary to cause metal movement or by measuring the compressive yield strength and
multiplying three to five times this value by the coined area of the part.
Strip of closely controlled thickness used in high-speed coining machines is frequently produced by rolling from round
wire. The strain history and consequent strain-hardening behavior of progressively flattened round wire are usually not
known. Also, because interaction between die and workpiece changes continuously with deformation, the loads required
to flatten round wire are difficult to calculate and should be measured.
Lubricants
Whenever possible, coining without a lubricant is to be preferred. If entrapped in the coining dies, lubricants can cause
flaws in the workpieces. For example, under conditions of constrained plastic flow, an entrapped lubricant will be loaded
in hydrostatic compression and will interfere with the transfer of die detail to the workpiece. In many coining operations,
however, because of work metal composition or the severity of coining, or both, the use of some lubricant is mandatory to
prevent galling or seizing of the dies and the work metal.
No lubricant is used for coining teaspoons, medallions, or similar items from sterling silver. Some type of lubricant is
ordinarily used for coining copper and aluminum and their alloys and for coining stainless, alloy, and carbon steels. When
coining intricate designs, such as the design on the handles of stainless steel teaspoons, the lubricant must be used
sparingly. A film of soap solution is usually sufficient. Excessive amounts of lubricant adversely affect workpiece finish
and interfere with transfer of the design.
When coining items that do not require transfer of intricate detail, the type and amount of lubricant are less critical. A
mixture of 50% oleum spirits and 50% medium-viscosity machine oil has been successful for prevention of galling and
seizing for a large variety of coining operations. When coining involves maximum metal movement and high pressure, a
commercial deep-drawing compound is sometimes used.
Die Materials
Coining dies may fail by wear, deformation due to compression, or cracking. With low coining pressures and soft work
metal, wear failures predominate. With some combinations of die metal and work metal, dies may fail by adhesion (wear
caused by metal pickup).
Failure of dies from deformation or cracking is usually caused by coining extremely intricate designs, attempts to coin
large areas that confine the metal and build up excessive pressure, or coining of oversize slugs.
Constraints due to the pattern being produced may limit die life and cause premature cracking. If the obverse and reverse
artwork of a decorative medal are not aligned properly, metal flow will be restricted and the die will not fill properly. As a
result, excess tonnage (pressure) must be used to obtain fill, which sharply reduces die life. Stress raisers such as straight
lines and sharp edges, which often are present in designs for decorative medals, also reduce die life unless the tonnage can
be lowered. Low tonnage requirements often can be achieved by striking softer blanks, provided the blank is not so soft
that a fin is extruded on coining.
Dies for Decorative Coining
Selection of tool steels for fabrication of dies used for striking high-quality coins and medals requires consideration of
several important properties and characteristics. Among these are machinability, hardenability, distortion in hardening,
hardness, wear resistance, and toughness. In dies used for decorative coining, materials that can be through hardened to
produce a combination of good wear resistance, high hardness, and high toughness are preferred.
A smooth, polished background surface on the die is required for striking proof-type coins and medals. Massive
undissolved carbides or nonmetallic inclusions make it more difficult to obtain this smooth background. Special
processing and inspection should be required for tool steels to be used for coining dies (particularly in large sections),
because any such imperfections can be troublesome. The stringent controls ordinarily applied to tool steels may not be
sufficient to ensure that the required die surface condition will be obtainable.
Typical Die Materials. For dies up to 50 mm (2 in.) in diameter, consumable-electrode vacuum-melted or electroslag
remelted 52100 steel provides the clean microstructure necessary for the development of critical polished die surfaces.
When heat treated to a hardness of 59 to 61 HRC, 52100 steel provides optimum die life. This steel is also suitable for
photochemical etching, a process used in place of mechanical die sinking for engraving many low-relief dies. L6 tool
steel at a hardness of 58 to 60 HRC is suitable for dies up to 102 mm (4 in.) in diameter. It can be through hardened, has
enough toughness for long-life applications, and is suitable for photochemical etching of low-relief patterns. Air-
hardening tool steels are preferred for coining and embossing dies greater than 102 mm (4 in.) in diameter. One of the
chief reasons for choosing air-hardening tool steels is their low degree of distortion during heat treatment. Tool steel A6 is
a nondeforming, deep-hardening material that is often used for large dies that must be hardened to 59 to 61 HRC. Air-
hardening hot-work steels such as H13 are used at a hardness of 52 to 54 HRC for applications requiring especially high
toughness.
For dies containing high-relief impressions, the lowest die cost is obtained by machining the impressions directly into the
dies when the die life is anticipated to outlast the number of pieces to be coined. For longer runs that require two or more
identical dies, it is less expensive to produce the impressions by hubbing. Hubbing is done by cutting the pattern into a
male master plug (hub), hardening this hub, and pressing the hardened hub into a die block to make the coining
impression. Highly alloyed tool steels are relatively difficult to hub. When coining dies are made from these steels, it may
be necessary to form the impression by hot hubbing or by hubbing in several stages with intermediate anneals between
stages.
Table 1 gives typical materials used to make the punches and dies for coining small pieces such as the 13 mm (½ in.)
diam emblem shown in the accompanying sketch. The choice of tool material often depends less on the alloy to be coined
than on the way the tools are made and the type of stamping equipment to be used.
Table 1 Typical materials for dies used to coin small emblems
Tool material
(a)
for striking a
total quantity of:
Type of tool
1000
10,000
100,000
Machined dies for use on drop hammers
W1 W1
O1
(b)
, A2
Machined dies for use on presses O1 O1, A2
O1, A2
Hubbed dies for use on drop hammers W1 W1
W1
(c)
Hubbed dies for use on presses O1 O1, A2
A2, D2
(d)
(a)
For coining the emblem from aluminum, copper, gold, or silver alloys, or from low-carbon, alloy, or stainless steel.
(b)
O1 recommended only for coining low-carbon steel and alloys of copper, gold, or silver.
(c)
The average life of W1 dies in coining alloys of copper, gold, or silver softer than 60 HRB would be about 40,000 ± 10,000 pieces. Life of W1
dies in coining harder materials would be about half as great; therefore, more than one set of dies would be needed for 100,000 parts or more.
(d)
Hot hubbed
Tool steels O1 and A2 are alternative choices for machined dies in production quantities up to about 100,000 pieces. The
small additional cost of A2 is often justified because A2 gives longer life, especially when aluminum alloys, alloy steels,
stainless steels, or heat-resistant alloys are being coined.
Production of coins and medallions frequently involves quantities much greater than 100,000 pieces. Coins are usually
produced on high-speed mechanical presses using dies containing impressions that have relatively low relief above the
background plane. Dies for this type of operation must be easily hubbed, inexpensive, wear resistant, and made of
nondeforming materials. Tool steel W1 is often selected for small dies, and 52100 is used for either small or large dies.
Average die life can be expected to range from 200,000 to more than 1,000,000 strikes, depending on the type of coinage
alloy and on coin diameter.
Dies for Coining Silverware. Probably the greatest amount of industrial coining is done with drop hammers in the
silverware industry. Water-hardening steels such as W1 are almost always used for making such coining dies, whether the
product is made of silver, a copper alloy, or stainless steel. Water-hardening grades are selected because die blocks made
of these steels can be repeatedly reused. After a die block fails--either by shallow cracking of the hardened shell or by
wear of the high points of the impressed pattern--the block is annealed, the impression is machined off, and a new
impression is hubbed before the die is re-hardened. Dies made of deep-hardening tool steels such as O1, A2, and D2 are
not reused (as are W1 dies), because they fail by deep cracking.
For ordinary designs requiring close reproduction of dimensions, dies may be made of A2 or of the high-carbon high-
chromium steels D2, D3, and D4, to obtain greater compression resistance. For coining designs with deep configurations
and either coarse or sharp details, where dies usually fail by cracking, a deep-hardening carbon tool steel may be used at
lower hardness, or O1, S5, or S6 may be selected. In some instances, it may be desirable to select an air-hardening type
such as A2, which provides improved dimensional stability and wear resistance. A hot-work steel such as H11, H12, or
H13 may prove to be best when extreme toughness is the predominant requirement. When die failure occurs by rapid
wear, a higher-hardness steel or a more highly alloyed wear-resistant steel such as A2 may solve the problem.
For articles coined on drop hammers from AISI 300 series austenitic stainless steels, it has sometimes been found
advantageous to use steels of the S1, S5, S6, and L6 types, oil quenched and tempered to 57 and 59 HRC. Because the
carbon contents of these grades are between 0.50 and 0.70%, they are less resistant to wear than are W1, A2, or D2, but
are tougher and more resistant to chipping and splitting. If necessary, the wear resistance of S5 tool steel dies can be
slightly improved by carburizing to a depth of 0.13 to 0.25 mm (0.005 to 0.010 in.).
Coining in Progressive Dies
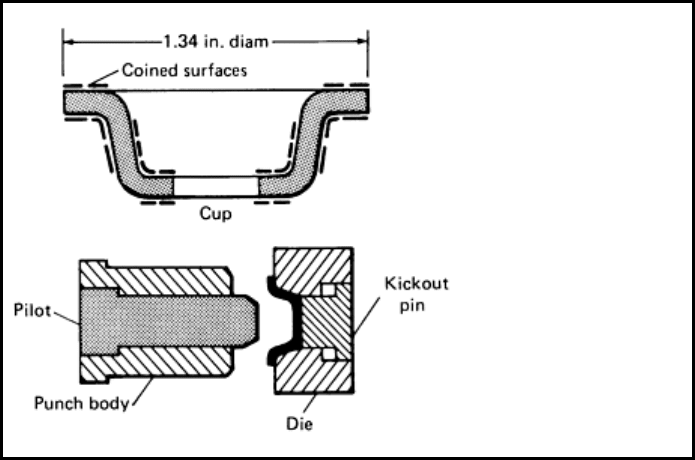
Tool steels recommended for coining a cup-shape part to final dimensions in the last stages of progressive stamping are
shown in Table 2. This press coining operation involves partial confinement of the entire cup within the die. This
produces high radial die pressures and thus requires pressed-in inserts on long runs, to prevent die cracking. Quantities up
to about 10,000 can be made with the steels given in Table 2 without danger of failure by cracking; the D2 steel listed for
quantities greater than 10,000 pieces is used in the form of an insert pressed into the die plate.
Table 2 Typical tool steels for coining a preformed cup to final size on a press
Die material for total quantity of:
Metal to be coined
1000 10,000
100,000
Aluminum and copper alloys W1 W1
D2
Low-carbon steel W1 O1
D2
Stainless steel, heat-resisting alloys, and alloy steels
O1 A2
D2
(a)
For quantities over 10,000, the materials are given for die inserts. All selections shown are for machined dies. The same material would be
used for the punch, except that O1 should be substituted for W1 in applications in which W1 might crack during heat treating.
The punch material can be the same as the die material, except that O1 should be substituted for W1 in applications in
which W1 might crack during quenching.
The coining illustrated in the sketch accompanying Table 2 is typical of the coining stage for articles stamped from strip
material through progressive forming operations employing die and punch inserts for each stage. Frequently, the inserts
are near, or even below, the minimum size that provides the amount of die stock required by good practice. Dies often
cannot be any larger or they will not fit in the overall space available, as shown in the sketch in Table 2. In such instances,
hot-work steels give better life than do W1, O1, A2, or S2. The separate pieces of the punch body and pilot in the tooling
setup illustrated in Table 2 might be made of H12, at 49 to 52 HRC--a compromise between lower hardnesses that result
in scoring deterioration and higher hardnesses that lead to failure by splitting. Scoring of the pilot part of the punch is best
prevented by hard chromium plating 0.008 to 0.01 mm (0.0003 to 0.0004 in.) thick that has been baked at least 3 h at 150
to 200 °C (300 to 400 °F) to minimize hydrogen embrittlement.
In the coining die, type H12 hot-work tool steel at 45 to 48 HRC would probably be more resistant to splitting stresses
than any of the cold-coining die steels. For the kickout pin, an L6 tool steel at a hardness of 40 to 45 HRC is
recommended.
Tool steels H11, H12, H13, H20, and H21 at or near their full hardness of 50 to 54 HRC often perform well in coining
dies having circular grooves, beads, thin sections, or any configuration that demands improved resistance to breakage and
that can tolerate some sacrifice of wear resistance.
Working Hardnesses
The normal working hardnesses of the tool steels listed in Tables 1 and 2 are:
W1
59-61 HRC
O1
58-60 HRC
A2
56-58 HRC
D2 56-58 HRC
D2 might be used at 60 to 62 HRC for coining small aluminum parts.
Other Die Materials
Powder Metallurgy (P/M) Steels. The application of hot isostatic processing to powder metallurgy (P/M)
production of high-speed steels and special high-alloy steels has expanded the range of tool steel grades available for
long-run coining dies. Dramatic increases in toughness and grindability have been achieved. Type M4 is an excellent
example. When made by P/M processing, M4 has approximately twice the toughness and two to three times the
grindability of conventionally processed M4. Consequently, P/M M4 heat treated to 63 to 64 HRC has better toughness,
wear resistance, and compressive strength than conventionally processed D2 at 62 HRC.
Cemented carbides are occasionally used to make coining dies, but generally only for light coining of small pieces in
very large production quantities. The successful application of cemented carbides for this service depends to a great
extent on the design of the die (or die insert), and to an even greater extent on the design of the hardened tool steel
supporting and backup members that surround the carbide dies or inserts. It is most important that the supporting and
backup members counteract any tensile stresses imposed on the carbide by the coining operation and that they ensure
minimum movement of the die parts.
For light-load applications with minimal shock or impact loading, cemented tungsten carbide containing at least 13%
cobalt is used. For applications involving greater shock loading, higher cobalt contents (up to 25%) are required.
Coining
Coinability of Metals
Limits to coining are established mainly by the unit loads that the coining dies will withstand in compression before
deforming. Deformation of the dies results in dimensions that are out of tolerance in the work-piece as well as premature
die failure.
In coining, deformation of the work metal is accomplished largely in a compression strain cycle, which leads to a
progressive increase in compression flow strength as deformation progresses. This deformation cycle results in a product
that has good bearing properties and wear resistance in service, but in the coining operation it can raise the yield strength
to a level that approaches the maximum permissible die load, and the coining action stops.
Deformation strengthens the workpiece. It also increases the area of contact between the die and workpiece. As this
contact area increases, radial displacement of the metal becomes increasingly difficult. Significant radial displacement is
practical only for relatively soft metals such as sterling silver.
In general, if significant metal movement is required, this should be effected before coining by processes such as rolling
or machining. To allow preliminary deformation to take place readily, the metal being coined should be soft and should

have a low rate of strain hardening. If a metal lacks these characteristics, it can still be coined if first softened by
annealing.
Steels and Irons. Steels that are most easily coined include carbon and alloy grades with carbon content up to about
0.30%. Coinability decreases as carbon or alloy content increases. Steels with carbon content higher than about 0.30% are
not often coined, because they are likely to crack. Leaded steels usually coin as well as their nonleaded counterparts.
However, other free-machining grades, such as those containing substantial amounts of sulfur, are not recommended for
coining because they are susceptible to cracking. When steels are annealed for coining, full annealing is recommended.
Process annealing is likely to result in excessive grain growth, which impairs the coined finish. A grain size no coarser
than ASTM No. 6 is recommended.
Malleable iron castings are frequently sized by coining. The amount of coining that is practical mainly depends on the
hardness.
Stainless steels of types 301, 302, 304, 305, 410, and 430 are those generally preferred for coining. Free-machining
type 303Se (selenium-bearing) is sometimes coined.
For tableware, types 301 and 430 have been extensively used in coining of spoons and forks. Type 302 has also been used
for such items. Type 305 coins well, but is not widely used because the stock costs more than types 301 and 302.
Stainless steels are relatively hard to coin and are consequently preferred in the soft annealed condition, in the hardness
range of 75 to 85 HRB. For type 301 or similar austenitic stainless steels, the variation in nickel content permitted by the
composition specifications significantly influences the strain-hardening characteristics of the steel. The low-nickel
compositions work harden more than do the high-nickel compositions. For example, in low-nickel and high-nickel lots of
type 301 stainless steel, the hardnesses after graded rolling to form a teaspoon bowl were, respectively, 45 and 40 HRC.
Harder metal leads to shortened life of the blanking die.
The surface roughness of a well-finished piece of coined stainless steel is about 0.02 to 0.1 m (1 to 4 in.); this must be
developed in the coining operation, because no major finishing can be done after coining without damage to design
details. For functional parts, in which the item is coined only for sizing, surface finish may be less important. In general,
however, the surface of the blank must be free from seams, pits, or scratches.
Copper, silver, gold, and their alloys have excellent coinability and are widely used in coin and medallion
manufacture. These metals were the first to be minted, and the process of coining developed while working them.
The pure metals are sufficiently soft and coinable to allow extreme deformation in coining, but even after such
deformation they are too soft to wear well. As a consequence, important coining metals are prepared by alloying; thus, a
relatively wide range of hardness is obtainable.
Composite metals are being coined, principally in the minting of coins. Pressures for coining composites are slightly
modified, in accordance with the bulk properties of the metal laminates used, but otherwise the coining operation is
unaffected.
Coinability ratings of metals and alloys are difficult to establish on a quantitative basis, although the conditions under
which a ductile metal will not coin can be stated in terms of the compressive loads that the die system can exert on the
workpiece.
For simple die contours, coining loads can be determined readily, but for complex, incised die contours, coining behavior
is a function of both the strength and deformation characteristics of the metal. The relations are so complex that stress
calculations alone are not meaningful, and decorative items are coined in sequences that are established largely by
experience. In addition, the coinability of a metal is frequently established by the difficulty encountered in preparing the
blank for coining. Therefore, it is evident that a number of somewhat arbitrary factors enter into a determination of the
coinability of a possible series of metals for a given item. This is especially true for tableware, which is required to be
both decorative and useful.
Production Practice