ASM Metals HandBook Vol. 14 - Forming and Forging
Подождите немного. Документ загружается.

distortion) upon removal of the applied forces. If tensile deformation is also present, the compressive stresses may be
reversed, but through-thickness stress and strain gradients will generally still exist.
Many forming operations involve pulling metal over a die radius so that it is initially bent and subsequently straightened.
The net strain resulting from this process may be quite small, depending on the size of the die radius and the tensile forces
involved. However, the bending and straightening process cold works the metal, particularly at the surfaces, and reduces
its subsequent formability.
Stretching is caused by tensile stresses in excess of the yield stress. These forces produce biaxial stretching when they
are applied in perpendicular directions in the plane of the sheet. Balanced biaxial stretching occurs when the
perpendicular forces are equal. Much higher levels of deformation, as measured by an increase in area, can be reached in
balanced biaxial stretching than in any other forming mode.
Many forming operations involve stretching of some areas within the stamping. Automotive outer body panels are typical
examples of parts formed primarily by stretching. Parts with regions containing domes, ribs, and embossments also
involve stretching.
Plane-strain stretching results in elongation in one direction and no dimensional change in the perpendicular
direction. It frequently occurs when a wide, flat area of sheet metal is stretched longitudinally--for example, in the
sidewall of a stamping. In this case, strain in the transverse direction is prevented by the adjacent metal. Plane-strain
stretching is an important type of deformation because most materials fracture at a lower level of strain in plane strain
than in any other condition. Many of the fractures that occur in stamping operations are in the plane-strain region.
Drawing of sheet metal causes elongation in one direction and compression in the perpendicular direction. The simplest
example is the drawing of a flat-bottomed cylindrical cup. In this process, a circular disk is held between two flat annular
dies and impacted in the center by a flat-bottomed punch. This draws (pulls) the edges of the disk inward to form the wall
of the cup. The metal is stretched radially by the tensile forces produced by the punch, but it is compressed
circumferentially as its diameter decreases. Many other forming operations involve substantial drawing.
Coining occurs when metal is compressed between two die surfaces. It is extensively used for making coins and parts
with similar surface features, for flattening, and for reducing springback upon removal of parts from a die. In many
stretching and drawing operations, coining is undesirable, because it restricts metal movement, localizes strain, and
produces surface damage. Much of the die preparation for these operations concentrates on locating and eliminating
coining.
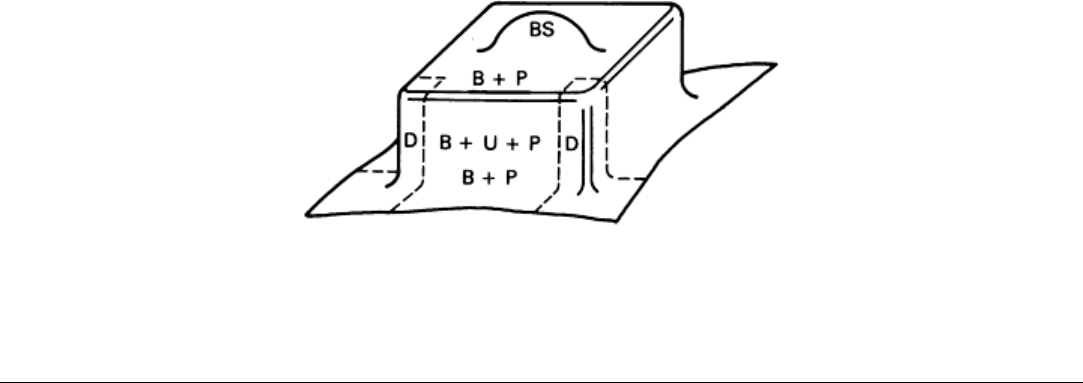
Combinations of Types of Forming. Most forming operations involve combinations of different types of forming.
Figure 1 illustrates a part design that requires drawing in the corners; biaxial stretching in the dome; bending,
straightening, and plane-strain stretching in the walls; and bending and plane-strain stretching at the tops and bottoms of
the walls.
Fig. 1 Part design requiring a combination of types of forming. B, bending; BS, biaxia
l stretching; D, drawing;
P, plane-strain stretching; U, unbending (straightening). Source: Ref 1.
Reference cited in this section

1.
S.P. Keeler, "Understanding Sheet Metal Formability, Vol 2," Paper 350A, Metal Fabricating Institute, 1970
Formability Testing of Sheet Metals
Brian Taylor, General Motors Corporation
Formability Problems
The major problems encountered in sheet metal forming are fracturing, buckling and wrinkling, shape distortion, loose
metal, and undesirable surface textures. The occurrence of any one or a combination of these conditions can render the
sheet metal part unusable. The effects of these problems are discussed below.
Fracturing occurs when a sheet metal blank is subjected to stretching or shearing (drawing) forces that exceed the
failure limits of the material for a given strain history, strain state, strain rate, and temperature. In stretching, the sheet
initially thins uniformly, at least in a local area. Eventually, a point is reached at which deformation concentrates and
causes a band of localized thinning known as a neck, which ultimately fractures. The formation of a neck is generally
regarded as failure because it produces a visible defect and a structural weakness. Most current formability tests are
concerned with fracture occurring in stretching operations.
In shearing, fracture can take place without prior thinning. The most common examples of this type of fracture occur in
slitting, blanking, and trimming. In these operations, sheets are sheared by knife-edges that apply forces normal to the
plane of the sheet. Shearing failures are sometimes produced in stamping operations by shearing forces in the plane of the
sheet, but they are much less common than stretching failures.
Buckling and Wrinkling. In a typical stamping operation, the punch contacts the blank, stretches it, and starts to pull it
through the blankholder ring. The edges of the blank are pulled into regions with progressively smaller perimeters. This
produces compressive stresses in the circumferential direction. If these stresses reach a critical level characteristic of the
material and its thickness, they cause slight undulations known as buckles. Buckles may develop into more pronounced
undulations or waves known as wrinkles if the blankholder pressure is not sufficiently high.
This effect can also cause wrinkles in other locations, particularly in regions with abrupt changes in section and in regions
where the metal is unsupported or contacted on one side only. In extreme cases, folds and double or triple metal may
develop. These may in turn lead to splitting in another location by preventing metal flow or by locking the metal out.
Therefore, increasing the blankholder pressure often corrects a splitting problem.
Shape Distortion. In forming operations, metal is deformed elastically and plastically by applied forces. Upon removal
of the external forces, the internal elastic stresses relax. In some locations, they can relax completely, with only a very
slight change in the dimensions of the part. However, in areas subjected to bending, through-thickness gradients in the
elastic stresses will occur; that is, the stresses on the outer surfaces will be different from those on the inner surfaces.
If these stresses are not constrained or "locked in" by the geometry of the part, relaxation will cause a change in the part
shape known as shape distortion or springback. Springback can be compensated for in die design for a specific set of
material properties, but may still be a problem if there are large material property or process variations from blank to
blank.
Loose metal occurs in undeformed regions and is undesirable, because it can be easily deflected. A phenomenon
usually referred to as oil canning, in which a local area can be either concave or convex, can also be encountered. In
stampings with two or more sharp bends of the same sign in roughly the same direction, such as a pair of feature lines, a
tendency exists for the metal between them to be loose because of the difficulty involved in pulling metal across a sharp
radius.
It is sometimes possible to avoid the problem by ensuring that the metal is not contacted by both lines at the same time;
thus, some stretching can occur before the second line is contacted (see the article "Press Forming of Coated Steel" in this
Volume). There is a tendency for loose metal to occur toward the center of large, flat, or slightly curved parts. Increasing
the restraining forces on the blank edges usually improves this condition.

Undesirable Surface Textures. Heavily deformed sheet metal, particularly if it is coarse grained, often develops a
rough surface texture commonly known as orange peel (see the article "Press Forming of Coated Steel" in this Volume).
This is usually unacceptable in parts that are visible in service. Another source of surface problems occurs in metals that
have a pronounced yield point elongation, that is, materials that stretch several percent without an increase in load after
yielding. In these metals, deformation at low strain levels is concentrated in irregular bands known as Lüders lines (or
bands) or stretcher strains.
These defects disappear at moderate and high strain levels. However, almost all parts have some low-strain regions. These
defects are unsightly and are not concealed by painting. Aged rimmed steels and some aluminum-magnesium alloys
develop severe Lüders lines.
In some cases, zinc-coated steels exhibit surface defects known as spangles. This phenomenon occurs only in hot-dipped
products and is caused by the development of a coarse grain size in the galvanic coating, which makes the individual
grains clearly visible. This problem can be corrected in the coating process. In addition to the above occurrences, handling
damage, dents caused by dirt or slivers in the die, and scoring or galling caused by a rough die surface or inadequate
lubrication sometimes produce unacceptable surfaces.
Formability Testing of Sheet Metals
Brian Taylor, General Motors Corporation
Measurement of Deformation
The principal methods of measuring deformation are gage marks, strain gages, optical extensometers, and thickness and
shape measurements.
Gage Marks. The most widely used method for measuring deformation is to mark the sheet by etching or scribing or by
means of ink, dye, or paint and to measure the changes in the separations of the marks caused by the deformation.
Rectangular grid markings and arrays of small-diameter circles (for example, 2.5 mm, or 0.1 in.) are frequently used.
In most production forming operations and in the later stages of tensile testing, deformation varies rapidly with location,
which can lead to large differences in strain measurements made over different gage lengths. Therefore, small gage
lengths, such as the diameters of small, closely spaced circles, are commonly used. Circular markings provide an
additional advantage in that it is easy to identify the directions of the maximum (or major) and minimum (or minor)
strains and thus to measure their values. Upon deforming, the circles change into ellipses with their major axes in the
direction of the maximum strain and their minor axes in the direction of the minimum strain.
This information is essential in determining how close the local strain state is to the maximum the material can withstand
without fracturing, which depends on the ratio of the strains. It is also useful in determining how the geometry of a die
must be modified when the formability limits of the work material are exceeded.
Strain Gages and Extensometers. In some cases, a strain gage or a strain gage extensometer is attached to the sheet
or test sample. Accurate strain measurements are thus obtained continuously during a forming operation or test. Optical
extensometers, which are particularly effective at high strain rates, can also be used.
Thickness and Shape Measurements. Thickness measurements, which can be made rapidly by ultrasonic methods,
can sometimes be used to determine strains. In practice, this method is limited to situations in which the ratio of the major
and minor strains is known from previous measurements, because many different combinations of strains can lead to the
same change in thickness.
Part shape is measured by using templates, checking fixtures, or shadowgraphs or by using a profile meter that employs a
stylus to contact the surface. Profile meters may give two- or three-dimensional digital representations of the part.
Noncontacting surface digitizers and systems for measuring deformation by locating grid markings in three dimensions
are also used.
Formability Testing of Sheet Metals
Brian Taylor, General Motors Corporation
Representation of Strain
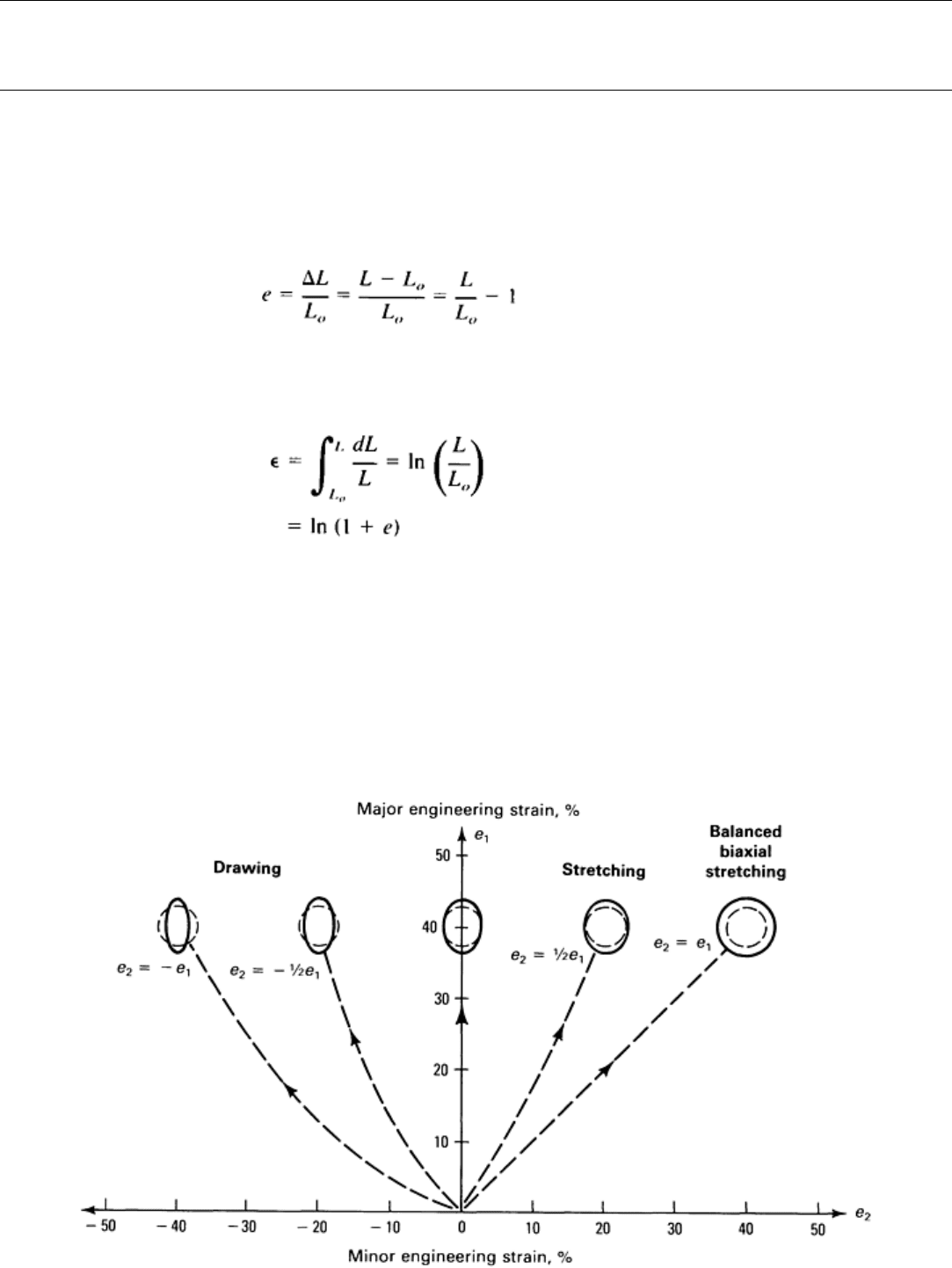
The most common method of representing strain defines the engineering strain, e, as the ratio of the change in length, ∆L,
to the original length, L
o
:
(Eq 1)
The second method defines the true strain, ε, in the region of uniform elongation as the integral of the incremental change
in length, dL, divided by the actual (instantaneous) length, L:
(Eq 2)
The engineering strain is easier to calculate and is satisfactory for many applications. The true strain is used in the
theoretical analysis of formability and is advantageous in that successive strains can be added to give the cumulative
strain.
The strain state of a deformed sheet is frequently represented graphically by plotting the maximum or major strain, e
1
,
on the vertical axis and the minimum or minor strain, e
2
, which can be positive or negative, on the horizontal axis. This is
illustrated in Fig. 2, which shows five strain paths, each leading to the same major strain of 40% but with minor strains
ranging from -40 to +40%. The ellipses shown were originally circles (shown dashed) in the undeformed sheet.

Fig. 2 Schematic of several major strain/minor strain combinations.
On the right side of Fig. 2, the circles have transformed into ellipses that are larger in all directions than the original
circles. This is the region of biaxial stretching and, in the diagonal (45°) direction, of balanced biaxial stretching. In this
direction, the circles have expanded without changing shape.
On the left side of Fig. 2, the circles have transformed into ellipses, which are larger in one direction but smaller in the
perpendicular direction than the original circles. This is the region of drawing and is the strain state developed in the
tensile test. On the vertical axis, the ellipses are larger in one direction, but unchanged dimensionally from the original
circles in the perpendicular direction. This is the region of plane strain.
Formability Testing of Sheet Metals
Brian Taylor, General Motors Corporation
Effect of Material Properties on Formability
The properties of sheet metals vary considerably, depending on the base metal (steel, aluminum, copper, and so on),
alloying elements present, processing, heat treatment, gage, and level of cold work (see the Sections "Forming of
Stainless Steel and Heat-Resistant Alloy Sheet Materials" and "Forming of Nonferrous Sheet Materials" in this Volume).
In selecting material for a particular application, a compromise usually must be made between the functional properties
required in the part and the forming properties of the available materials. For optimal formability in a wide range of
applications, the work material should:
• Distribute strain uniformly
• Reach high strain levels without necking or fracturing
• Withstand in-plane compressive stresses without wrinkling
• Withstand in-plane shear stresses without fracturing
• Retain part shape upon removal from the die
• Retain a smooth surface and resist surface damage
Some production processes can be successfully operated only when the forming properties of the work material are within
a narrow range. More frequently, the process can be adjusted to accommodate shifts in work material properties from one
range to another, although sometimes at the cost of lower production and higher material waste. Some processes can be
successfully operated using work material that has a wide range of properties. In general, consistency in the forming
properties of the work material is an important factor in producing a high output of dimensionally accurate parts.
Strain Distribution
Three material properties determine the strain distribution in a forming operation:
• The strain-hardening coefficient (also known as the work-hardening coefficient or exponent) or n value
• The strain rate sensitivity or m value
• The plastic strain ratio (anisotropy factor) or r value
The ability to distribute strain evenly depends on the n value and the m value. The ability to reach high overall strain
levels depends on many factors, such as the base material, alloying elements, temper, n value, m value, r value, thickness,
uniformity, and freedom from defects and inclusions.
The n value, or strain-hardening coefficient, is determined by the dependence of the flow (yield) stress on the level of
strain. In materials with a high n value, the flow stress increases rapidly with strain. This tends to distribute further strain
to regions of lower strain and flow stress. A high n value is also an indication of good formability in a stretching
operation.
In the region of uniform elongation, the n value is defined as:
(Eq 3)
where σ
T
is the true stress (load/instantaneous area). This relationship implies that the true stress-strain curve of the
material can be approximated by a power law constitutive equation proposed in Ref 2:
σ
T
= kε
n
(Eq 4)
where k is a constant known as the strength coefficient.
Equation 4 provides a good approximation for most steels, but is not very accurate for dual-phase steels and some
aluminum alloys. For these materials, two or three n values may need to be calculated for the low, intermediate, and high
strain regions.
When Eq 4 is an accurate representation of material behavior, n = ln (1 + e
u
), where e
u
is the uniform elongation, or
elongation at maximum load in a tensile test. By definition, ln (1 + e
u
) is identical to ε
u
which is the true strain at uniform
elongation.
Most steels with yield strengths below 345 MPa (50 ksi) and many aluminum alloys have n values ranging from 0.2 to
0.3. For many higher yield strength steels, n is given by the relationship (Ref 3):
(Eq 5)
A high n value leads to a large difference between yield strength and ultimate tensile strength (engineering stress at
maximum load in a tensile test). The ratio of these properties therefore provides another measure of formability.
The m value, or strain rate sensitivity, is defined by:
(Eq 6)
where is the strain rate, dε/dt. This implies a relationship of the form:
σ
T
= f(ε) ·
ε
•
m
or
σ
T
= k ε
n
·
ε
•
m
(Eq 7)
where Eq 7 incorporates Eq 4 between stress and strain.
A positive strain rate sensitivity indicates that the flow stress increases with the rate of deformation. This has two
consequences. First, higher stresses are required to form parts at higher rates. Second, at a given forming rate, the material
resists further deformation in regions that are being strained more rapidly than adjacent regions by increasing the flow
stress in these regions. This helps to distribute the strain more uniformly.
The need for higher stresses in a forming operation is usually not a major consideration, but the ability to distribute strains
can be crucial. This becomes particularly important in the post-uniform elongation region, where necking and high strain
concentrations occur. An approximately linear relationship has been reported between the m value and the post-uniform
elongation for a variety of steels and nonferrous alloys (Ref 4). As m increases from -0.01 to +0.06, the post-uniform
elongation increases from 2 to 40%.
Metals in the superplastic range have high m values of 0.2 to 0.7, which are one to two orders of magnitude higher than
typical values for steel. At ambient temperatures, some metals, such as aluminum alloys and brass, have low or slightly
negative m values, which explains their low post-uniform elongation.
High n and m values lead to good formability in stretching operations, but have little effect on drawability. In a drawing
operation, metal in the flange must be drawn in without causing fracture in the wall. In this case, high n and m values
strengthen the wall, which is beneficial, but they also strengthen the flange and make it harder to draw in, which is
detrimental.
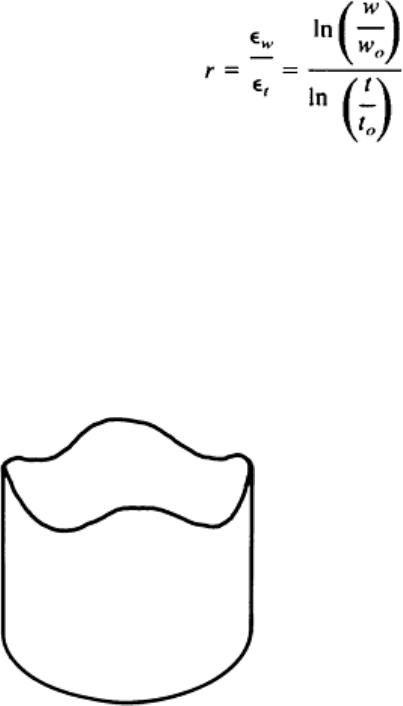
The r value, or plastic strain ratio, relates to drawability and is known as the anisotropy factor. This is defined as the
ratio of the true width strain to the true thickness strain in the uniform elongation region of a tensile test:
(Eq 8)
The r value is a measure of the ability of a material to resist thinning. In drawing, material in the flange is stretched in one
direction (radially) and compressed in the perpendicular direction (circumferentially). A high r value indicates a material
with good drawing properties.
The r value frequently changes with direction in the sheet. In a cylindrical cup drawing operation, this variation leads to a
cup with a wall that varies in height, a phenomenon known as earing (Fig. 3). It is therefore common to measure the
average r value, or average normal anisotropy, r
m
, and the planar anisotropy, ∆r.
The property r
m
is defined as (r
0
+ 2r
45
+ r
90
)/4, where the
subscripts refer to the angle between the tensile specimen axis and
the rolling direction. The value ∆r is defined as (r
0
- 2r
45
+ r
90
)/2. It
is a measure of the variation of r with direction in the plane of a
sheet. The value r
m
determines the average depth (that is, the wall
height) of the deepest draw possible. The value ∆r determines the
extent of earing. A combination of a high r
m
value and a low ∆r
value provides optimal drawability.
Hot-rolled low-carbon steels have r
m
values ranging from 0.8 to
1.0; cold-rolled rimmed steels range from 1.0 to 1.4, and cold-
rolled aluminum-killed (deoxidized) steels range from 1.4 to 2.0.
Interstitial-free steels have values ranging from 1.8 to 2.5, and
aluminum alloys range from 0.6 to 0.8. The theoretical maximum
r
m
value for a ferritic steel is 3.0; a measured value of 2.8 has been
reported (Ref 5).
Maximum Strain Levels: The Forming Limit Diagram
Fig. 3
Drawn cup with ears in the directions of
high r value.
Each type of steel, aluminum, brass, or other sheet metal can be deformed only to a certain level before local thinning
(necking) and fracture occur. This level depends principally on the combination of strains imposed, that is, the ratio of
major and minor strains. The lowest level occurs at or near plane strain, that is, when the minor strain is zero.
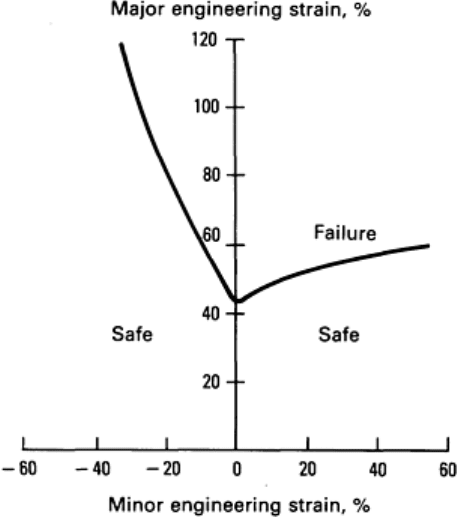
This information was first represented graphically as the forming limit diagram, which is a graph of the major strain at the
onset of necking for all values of the minor strain that can be realized (Ref 6, 7). Figure 4 shows a typical forming limit
diagram for steel. The diagram is used in combination with strain measurements, usually obtained from circle grids, to
determine how close to failure (necking) a forming operation is or whether a particular failure is due to inferior work
material or to a poor die condition (Ref 8).
Fig. 4 Typical forming limit diagram for steel.
For most low-carbon steels, the forming limit diagram has the same shape as the one shown in Fig. 4, but the vertical
position of the curve depends on the sheet thickness and the n value. The intercept of the curve with the vertical axis,
which represents plane strain and is also the minimum point on the curve, has a value equal to n in the (extrapolated) zero
thickness limit. The intercept increases linearly with thickness to a thickness of about 3 mm (0.12 in.).
The rate of increase is proportional to the n value up to n = 0.2, as shown in Fig. 5. Beyond these limits, further increases
in thickness and n value have little effect on the position of the curve. The level of the forming limits also increases with
the m value (Ref 4).
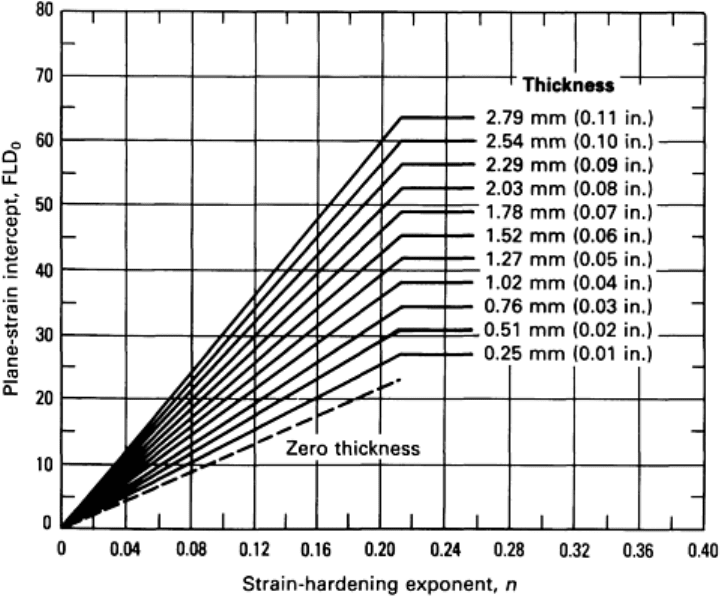
Fig. 5 Effect of thickness and n value on the plane-strain intercept of a forming limit diagram. Source: Ref 9.
The shape of the curve for aluminum alloys, brass, and other materials differs from that in Fig. 4 and varies from alloy to
alloy within a system. The position of the curve also varies and rises with an increase in the thickness, n value, or m value,
but at rates that are generally not the same as those for low-carbon steel.
The forming limit diagram is also dependent on the strain path. The standard diagram is based on an approximately
uniform strain path. Diagrams generated by uniaxial straining followed by biaxial straining, or the reverse, differ
considerably from the standard diagram. Therefore, the effect of the strain path must be taken into account when using the
diagram to analyze a forming problem.
Material Properties and Wrinkling
The effect of material properties on the formation of buckles or wrinkles is the subject of extensive research. In drawing
operations, there is general agreement, based primarily on experiments with conical and cylindrical cups, that a high r
m
value and a low ∆r value reduce buckling in both flanges and walls (Ref 10, 11, 12). In addition to the above correlations,
a low flow-stress-to-elastic-modulus ratio (σ
F
/E) decreases wall wrinkling (Ref 13). The n value has an indirect effect.
When the binder force is kept constant, the n value has no effect. However, high n values enable higher binder forces to
be used, which reduces buckling.
In stretching operations, the situation appears to be different. A close correlation between the formation of buckles at low
strain levels and the yield-strength-to-tensile-strength ratio (YS/TS) has been reported, as well as an inverse correlation
with the low strain n value and an absence of correlation with the r
m
value and uniform elongation (Ref 14). Some of the
differences between these results may be attributed to the fact that the experiments with cups involved high strains and
high compressive stresses, while the stretching experiments were conducted at low strain and low compressive stress
levels. In both situations, the problem becomes significantly more severe as the sheet thickness decreases.
Material Properties and Shear Fracture
Shear fractures due to in-plane shear stresses are more prevalent in high-strength cold-worked materials, particularly
when internal defects such as inclusions are present. Typical strain combinations that cause shear fracture are shown on
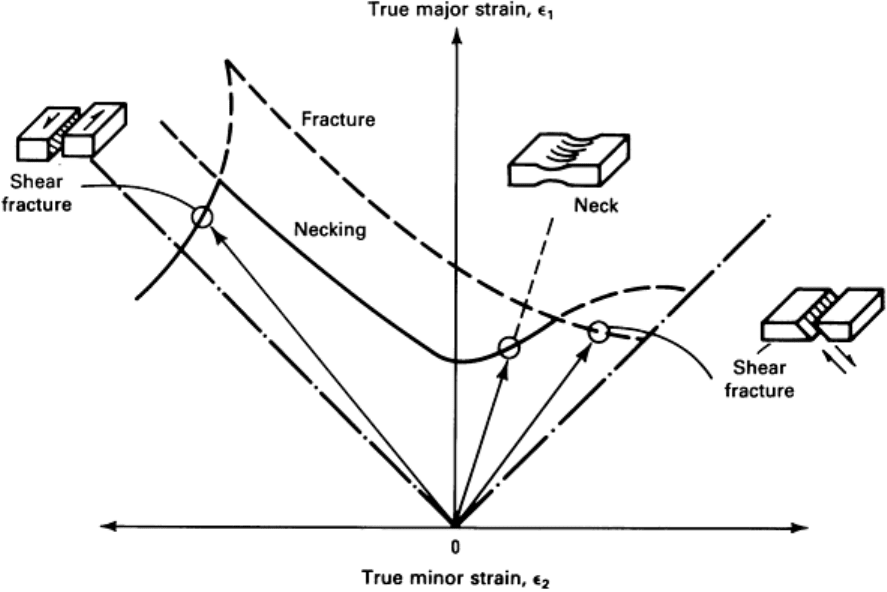
the forming limit diagram in Fig. 6. For this material, Fig. 6 shows that, at high strain levels in the regions close to ε
2
=
±ε
1
, failure occurs by shearing before the initiation of necking.
Fig. 6 Forming limit diagram including shear fracture. Source: Ref 15.
The position and shape of the shear fracture curve depends on the material, its temper, and the type and degree of
prestrain or cold work (Ref 15, 16, 17). Limited data are available on shear fracture.
Material Properties and Springback
Material properties that control the amount of springback that occurs after a forming operation are:
• Elastic modulus, E
• Yield stress, σ
y
• Slope of the true stress/strain curve, or tangent modulus, dσ
T
/dε
Springback is best described by means of three examples involving a rectangular beam: elastic bending below the yield
stress, simple bending with the yield stress exceeded in the outer layers of the beam, and combined stretching and
bending. In an actual part, springback is determined by the complex interaction of the residual internal elastic stresses,
subject to the constraints of the part geometry.
Elastic Bending Below the Yield Stress. Tensile elastic stresses are generated on the outside of the bend. These
stresses decrease linearly from a maximum at the surface to zero at the center (neutral axis). They then become
compressive and increase linearly to a maximum at the inner surface. Upon removal of the externally applied bending
forces, the internal elastic forces cause the beam to unbend as they decrease to zero throughout the cross section (Fig. 7a).