ASM Metals HandBook Vol. 14 - Forming and Forging
Подождите немного. Документ загружается.

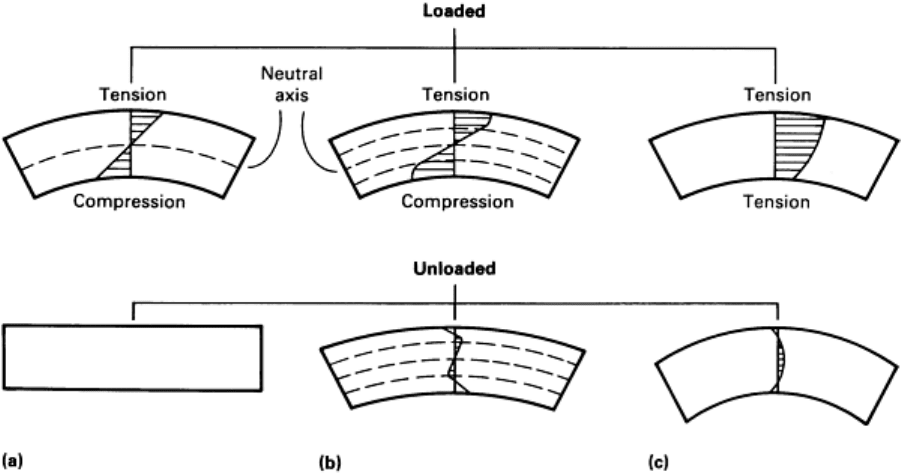
Fig. 7 Springback of a beam in simple bending. (a) Elastic bending. (b) Elastic and plastic bending.
(c) Bending
and stretching.
The maximum amount of elastic deflection that can be produced without entering the plastic range is proportional to the
yield stress divided by the elastic modulus. The strain at the yield point is equal to σ
y
/E (E = σ/ε). The springback moment
for a given deflection is therefore proportional to the elastic modulus (σ = Eε).
Simple Bending. In this example, the yield stress is exceeded in the outer layers of the beam. The outer layers deform
plastically, and their stored elastic stresses continue to increase, but at a much lower rate that is proportional to the slope
of the true stress-strain curve, or tangent modulus, dσ
T
/dε, instead of the elastic modulus. Figure 7(b) illustrates this
condition for a beam bent so that 50% of its volume is in the plastic range.
Upon removal of the externally applied bending forces, the stored elastic stresses cause the beam to unbend until their
combined bending moment is zero. This produces compressive stresses at the outer surface and tensile stresses at the
inner surface.
The springback in this case is less than for a material whose yield strength is not exceeded at the same strain level. This
can result from either a higher yield stress or a lower elastic modulus. It is also apparent that higher values of the tangent
modulus cause greater springback when the yield strength is exceeded.
In actual conditions, the neutral axis moves inward upon bending because the outer part of the beam is stretched and
becomes thinner and because the inner part is compressed and becomes thicker. This effect is analyzed in detail in Ref 18.
Combined Stretching and Bending. In this case, the entire beam can be plastically deformed in tension by as little
as 0.5% stretching. However, a stress gradient still exists from the outer to the inner surface (Fig. 7c). Upon removing the
external forces the internal elastic stresses recover.
This causes unbending, but to a lesser extent than in the previous cases. As the level of stretching is increased, the amount
of springback decreases because the tangent modulus and therefore the stress gradient through the beam decrease at
higher strains. The yield strength ceases to be a factor in springback once all regions are plastically deformed in tension.
In the bending of wide sheets, the metal is deformed in plane strain, and the plane-strain properties (elastic modulus, yield
stress, and tangent modulus) should be used. The effects of a low elastic modulus and a high yield stress and tangent
modulus in increasing springback have been experienced in forming operations. Springback is more severe with
aluminum alloys than with low-carbon steel (1 to 3 modulus ratio). High-strength steels exhibit more springback than

low-carbon steels (~2 to 1 yield strength ratio), and dual-phase steels spring back more than high-strength steels of the
same yield strength (higher tangent modulus).
The effect of stretching in reducing springback to very low levels has also been reported (Ref 19). Springback is also
greatly influenced by geometrical factors, and it increases as the bend angle and ratio of bend radius to sheet thickness
increase.
Surface Quality
The previously mentioned conditions that lead to undesirable surface textures can be minimized or prevented. The
formation of orange peel in heavily deformed regions can be minimized by using a fine-grain material. The development
of Lüders lines in rimmed steels can be prevented by temper rolling to 0.25 to 1.25% extension or by flex rolling, which
produces mobile dislocations for a limited period of time, until they are trapped by nitrogen atoms. This also reduces
elongation slightly. This problem is becoming less common with the increased use of continuous casting, which requires
killed steels. These steels have less free nitrogen to interact with the dislocations and do not develop Lüders lines. Similar
treatments can be applied to aluminum-magnesium alloys to prevent this defect.
References cited in this section
2. J.H. Holloman, Tensile Deformation, Trans. AIME, Vol 162, 1945, p 268-290
3.
W.A. Backofen, Massachusetts Institute of Technology Industrial Liaison Symposium, Chicago, March
1974
4. A.K. Ghosh, The Influence of Strain Hardening and Strain-Rate Sensitivity on Sheet Metal Forming,
Trans.
ASME, Vol 99, July 1977, p 264-274
5.
I.S. Brammar and D.A. Harris, Production and Properties of Sheet Steel and Aluminum Alloys for Forming
Applications, J. Austral. Inst. Met., Vol 20 (No. 2), 1975, p 85-100
6. S.P. Keeler and W.A. Backofen
, Plastic Instability and Fracture in Sheets Stretched Over Rigid Punches,
Trans. ASM, Vol 56 (No. 1), 1963, p 25-48
7.
G.M. Goodwin, "Application of Strain Analysis to Sheet Metal Forming Problems in the Press Shop," Paper
680093, Society of Automotive Engineers, 1968
8. S.P. Keeler, Determination of Forming Limits in Automotive Stampings, Sheet Met. Ind.,
Vol 42, Sept
1965, p 683-691
9. S.P. Keeler and W.G. Brazier, Relationship Between Laboratory Material Characterization and Press-
Shop
Formability, in Microalloying 75 Proceedings, Union Carbide Corporation, 1977, p 517-530
10.
H. Naziri and R. Pearce, The Effect of Plastic Anisotropy on Flange-
Wrinkling Behavior During Sheet
Metal Forming, Int. J. Mech. Sci., Vol 10, 1968, p 681-694
11.
K. Yoshida a
nd K. Miyauchi, Experimental Studies of Material Behavior as Related to Sheet Metal
Forming, in Mechanics of Sheet Metal Forming, Plenum Press, 1978, p 19-49
12.
W.F. Hosford and R.M. Caddell, in Metal Forming, Mechanics and Metallurgy, Prentice-Hall, 198
3, p 273,
309
13.
J. Havranek, The Effect of Mechanical Properties of Sheet Steels on the Wrinkling Behavior During Deep
Drawing of Conical Shells, in Sheet Metal Forming and Energy Conservation,
Proceedings of the 9th
Biennial Congress of the Internation
al Deep Drawing Research Group, Ann Arbor, MI, American Society
for Metals, 1976, p 245-263
14.
J.S.H. Lake, The Yoshida Test--A Critical Evaluation and Correlation with Low-
Strain Tensile Parameters,
in Efficiency in Sheet Metal Forming, Proceedings of t
he 13th Biennial Congress, Melbourne, Australia,
International Deep Drawing Research Group, Feb 1984, p 555-564
15.
J.L. Duncan, R. Sowerby, and M.P. Sklad, "Failure Modes in Aluminum Sheet in Deep Drawing Square
Cups," Paper presented at the Conference o
n Sheet Forming, University of Aston, Birmingham, England,
Sept 1981
16.
G. Glover, J.L. Duncan, and J.D. Embury, Failure Maps for Sheet Metal, Met. Technol., March 1977, p 153-

159
17.
J.D. Embury and J.L. Duncan, Formability Maps, Ann. Rev. Mat. Sci., Vol 11, 1981, p 505-521
18.
J. Datsko, Materials in Design and Manufacturing, J. Datsko Consultants, 1977, p 7-16
19.
N. Kuhn, On the Springback Behavior of Low-Carbon Steel Sheet After Stretch Bending, J. Austral.
Inst.
Met., Vol 12 (No. 1), Feb 1967, p 71-76
Formability Testing of Sheet Metals
Brian Taylor, General Motors Corporation
Effect of Temperature on Formability
A change in the overall temperature alters the properties of the material, which thus affects formability. In addition, local
temperature differences within a deforming blank lead to local differences in properties that affect formability.
At high temperatures, above one-half of the melting point on the absolute temperature scale, extremely fine-grain
aluminum, copper, magnesium, nickel, stainless steel, steel, titanium, zinc, and other alloys become superplastic.
Superplasticity is characterized by extremely high elongation, ranging from several hundred to more than 1000%, but
only at low strain rates (usually below about 10
-2
/s
-1
) at high temperatures.
The requirements of high temperatures and low forming rates have limited superplastic forming to low-volume
production. In the aerospace industry, titanium is formed in this manner. The process is particularly attractive for zinc
alloys because they require comparatively low temperatures (~270 °C, or ~520 °F).
At intermediate elevated temperatures, steels and many other alloys have less ductility than at room temperature (Ref 20,
21). Aluminum and magnesium alloys are exceptions and have minimum ductility near room temperature. Alloys of these
metals have been formed commercially at slightly elevated temperatures (~250 °C, or ~480 °F). The strain rate sensitivity
(m value) and post-uniform elongation for aluminum-magnesium alloys have been found to increase significantly in this
temperature range (Ref 22).
Low-temperature forming has potential advantages for some materials, based on their tensile properties, but practical
problems have limited application. Local increases in temperature occur during forming because of the surface friction
and internal heating produced by the deformation. Generally, this is detrimental because it lowers the flow stress in the
area of greatest strain and tends to localize deformation.
A method of improving drawability by creating local temperature differences has been developed and is being used
commercially (Ref 23). It involves water cooling the punch in a deep-drawing operation. This lowers the temperature of
the blank where it contacts the punch, which is the principal failure zone, and increases the local flow stress. Heating the
die in order to lower the flow stress in the deformation zone at the top of the draw wall has also been found to be
beneficial. The combination of these procedures has produced an increase of over 20% in the drawability of an austenitic
stainless steel.
References cited in this section
20.
G.V. Smith, Elevated Temperature Static Properties of Wrought Carbon Steel, in
Special Technical
Publication on Temperature Effects, STP 503, American Society for Testing and Materials, 1972
21.
F.N. Rhines and P.J. Wray, Investigation of the Intermediate Temperature Ductility Minimum in Metals,
Trans. ASM, Vol 54, 1961, p 117-128
22.
B. Taylor, R.A. Heimbuch, and S.G. Babcock, Warm Forming of Aluminum, in
Proceedings of the Second
International Conference on Mechanical Behavior of Materials,
American Society for Metals, 1976, p
2004-2008
23.
W.G. Granzow, The Influence of Tooling Temperature on the Formabil
ity of Stainless Sheet Steel, in
Formability of Metallic Materials--2000 A.D.,
STP 753, J.R. Newby and B.A. Niemeier, Ed., American
Society for Testing and Materials, 1981, p 137-146
Formability Testing of Sheet Metals
Brian Taylor, General Motors Corporation
Types of Formability Tests
Formability tests are of two basic types: intrinsic and simulative. Intrinsic tests measure the basic characteristic properties
of materials that can be related to their formability. Simulative tests subject the material to deformation that closely
resembles the deformation that occurs in a particular forming operation.
Intrinsic tests provide comprehensive information that is insensitive to the thickness and surface condition of the
material. The most important and extensively used intrinsic test is the uniaxial tensile test, which provides the values of
many material properties for a wide range of forming operations. Other commercially important intrinsic tests are the
plane-strain tensile test, the Marciniak stretching and sheet torsion tests, the hydraulic bulge test, the Miyauchi shear test,
and hardness tests.
Simulative tests provide limited and specific information that is usually sensitive to thickness, surface condition,
lubrication, and geometry and type of tooling. This information usually relates to only one type of forming operation.
Many simulative tests, such as the Olsen and Swift cup test, have been extensively used for many years with good
correlation to production in specific cases. Several simulative tests are described later in this article.
Formability Testing of Sheet Metals
Brian Taylor, General Motors Corporation
Uniaxial Tensile Testing
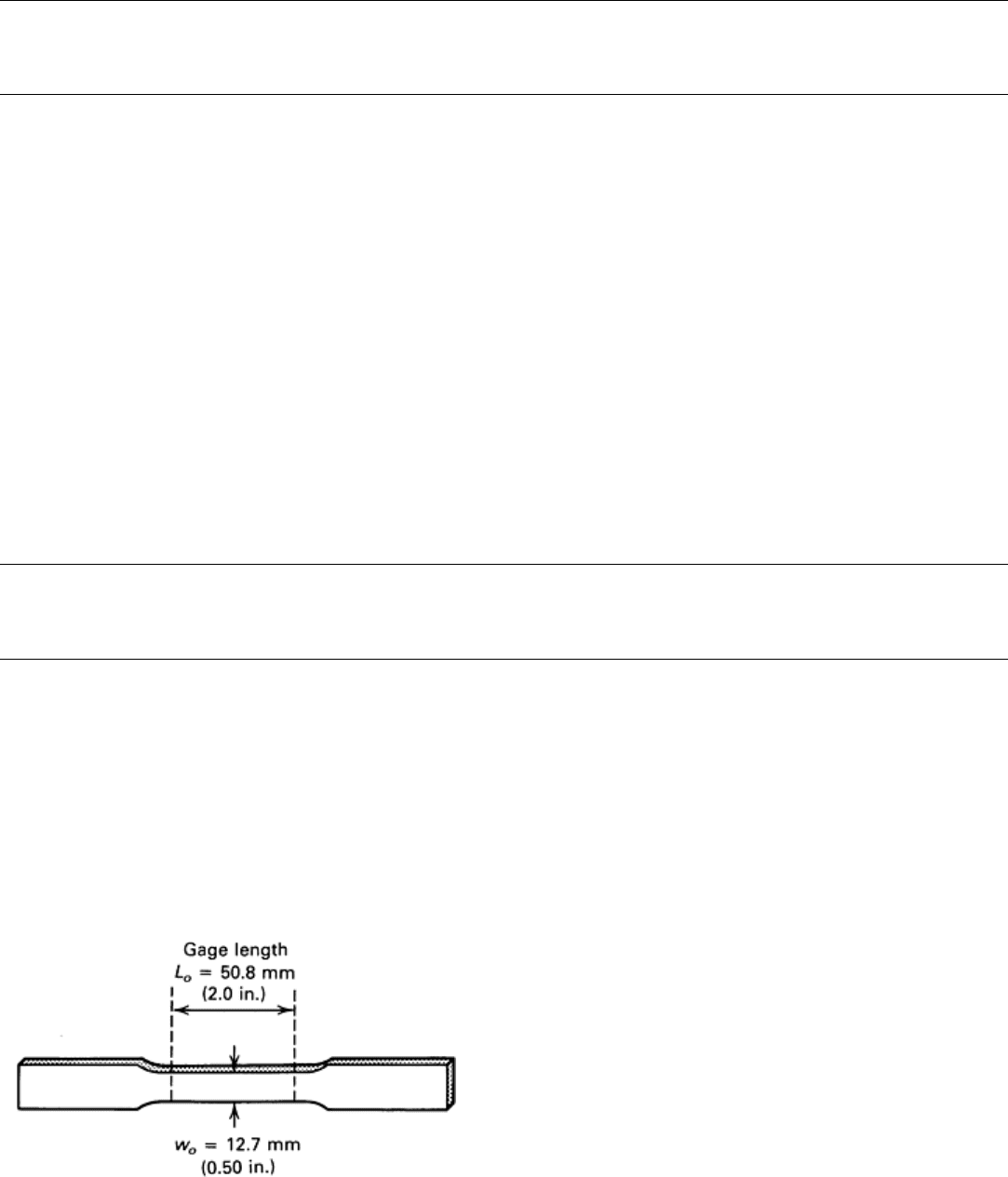
The most widely used intrinsic test of sheet metal formability is the uniaxial tensile test. A specimen such as that
illustrated in Fig. 8 is used; its sides are accurately parallel over the gage length, which is usually 50.8 mm (2.00 in.) long
and 12.7 mm (0.50 in.) wide. The specimen is gripped at each end and stretched at a constant rate in a tensile machine
until it fractures, as described in ASTM E 8. The applied load and extension are measured by means of a load cell and
strain gage extensometer.
The load extension data can be plotted directly. However, data
are usually converted into engineering (conventional) stress,
σ
E
(load/original cross section), and engineering strain, e
(elongation/original length), or to true stress, σ
T
(load/instantaneous cross section), and true strain, ε(natural
logarithm of strained length/original length).
In addition, for formability testing, it is common practice to
measure the width of the specimen during the test. This is
done either intermittently by interrupting the test at preselected
elongations to make measurements manually or continuously
by means of width extensometers. From these measurements,
the plastic strain ratio (anisotropy factor), or r value, can be
determined.
During the rolling process used to produce metals in sheet
Fig. 8 Sheet tensile test specimen.
form and the subsequent annealing, the grains and any inclusions present become elongated in the rolling direction, and a
preferred crystallographic orientation develops. This causes a variation of properties with direction. Therefore, it is
common practice to test specimens cut parallel to the rolling direction and at 45 and 90° to this direction. These are
known as longitudinal, diagonal, and transverse specimens, respectively. This also enables the values of r
m
and ∆r to be
calculated. Because the mechanical properties and elongation tend to be lower in the transverse direction, tests in this
direction are often used as the basis for specifications.
The rate at which the test is performed can have a significant effect on the end results. Two methods are commonly used
to determine this effect. In the first method, replicate samples are tested at different rates, and the results are influenced by
variations between the samples. In the second method, the test rate is alternated between two levels. This approach avoids
the problem of variation between samples, but it cannot be used at very high rates and is complicated by transients, which
occur each time the rate is changed. The strain rate sensitivity, or m value, can be calculated from these tests.
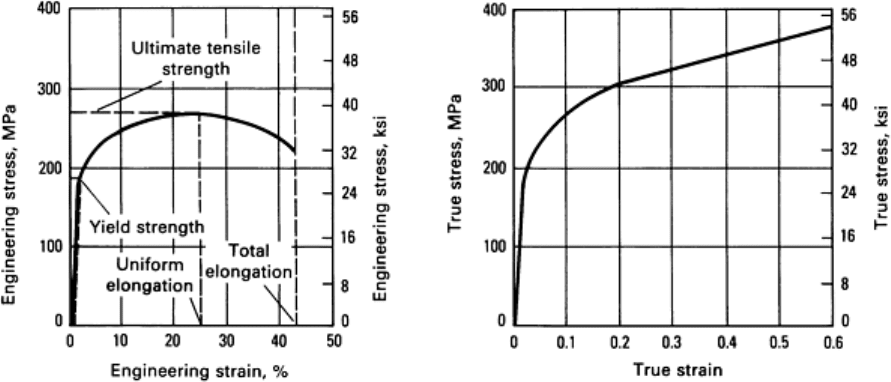
Figure 9 shows a typical engineering stress-strain curve and the corresponding true stress-strain curve for a material that
has a smooth transition between the very low strain (elastic) and the higher strain (plastic) regions of the curve. When the
load is removed in the elastic region, the sample returns to its original dimensions. When this is done in the plastic region,
the sample retains permanent deformation.
Fig. 9 Typical engineering and true stress-strain curves.
In the tensile test, the load increases to a maximum value and then decreases prior to fracture. The decrease is due to the
localization of the deformation, which causes a reduction in cross section. This reduction has a greater effect than the
opposing increase in flow stress due to strain hardening.
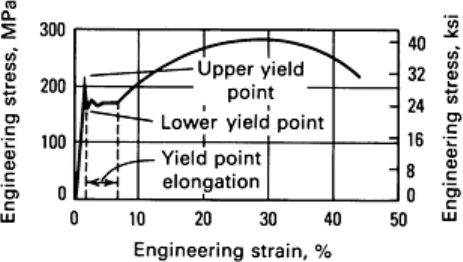
Some materials such as aged rimmed steels do not have a smooth transition between the elastic and plastic regions of the
stress-strain curve. The load they can support decreases at the beginning of the plastic region and remains approximately
constant for up to about 7% elongation. Subsequently, the load increases to a maximum and then decreases again at high
elongations. This type of stress-strain curve is shown in Fig. 10. With the increasing use of continuous casting, which
requires killed steels (steels deoxidized by small additions of aluminum, for example), rimmed steels are becoming less
common.
Test Procedure
For accurate and reproducible results, uniaxial tensile
testing must be performed in a carefully controlled
manner. The main steps in the procedure are discussed in
detail in the Section "Tension Testing" in Mechanical
Testing, Volume 8 of ASM Handbook, formerly 9th
Edition Metals Handbook. These procedures are
summarized below.
Specimen Preparation. The surfaces of the specimen
should be free from scratches or other damage that can
act as stress raisers and cause early failure. The edges
should be smooth and free from irregularities. Care
should be taken not to cold work the edges, or to ensure
that any cold work introduced is removed in a
subsequent operation, because this changes mechanical properties and lowers ductility.
It is common practice to mill and grind the edges, but other procedures such as fine milling, nibbling, and laser cutting are
also used. When a new method is used, initial tests should be performed to compare the results with those obtained by
conventional methods.
The width of a nominally 12.7 mm (0.50 in.) wide specimen should be measured to the nearest 0.025 mm (0.001 in.), and
the thickness for specimens in the range of 0.5 to 2.5 mm (0.02 to 0.1 in.) should be measured to the nearest 0.0025 mm
(0.0001 in.). If this is impractical because of surface roughness, the thickness should be measured to the nearest 0.025 mm
(0.001 in.).
The tensile test is sensitive to variations in the width of the specimen, which should be accurately controlled. For a
specimen 12.7 mm (0.50 in.) wide, the width of the reduced section should not deviate by more than ±0.25 mm (±0.01
in.) from the nominal value and should not differ by more than ±0.05 mm (±0.002 in.) from end to end.
Some investigators intentionally taper the reduced section slightly toward the center to increase the probability that
fracture will occur within the gage length. In this case, the center should not be narrower than the ends by more than 0.10
mm (0.004 in.).
Alignment of Specimens. The specimen should be accurately aligned with the centerline of the grips. The effect of
small displacements (10% of the specimen width) of one or both ends from the centerline has been calculated (Ref 24). It
has been determined that the latter case is the more serious, but both strongly affect the strain in the outermost fibers. It
has also been concluded that the calculated stress-strain curve is not significantly affected at strains above 0.3%.
Measurement of Load and Elongation. The applied load is measured by means of a load cell in the test machine,
for which the usual calibration procedures must be followed (ASTM E 4). Elongation is usually determined by using a
clip-on strain gage extensometer (ASTM E 83). In addition, small scratches are often scribed across the specimen at the
ends of the gage length so that the total elongation can be determined from the broken specimen.
Circle grids are sometimes etched or printed on the specimen. These can be used to measure the strain distribution and
width strain as well as the overall strain. This can be done continuously by means of a video camera and data processing
system if required. Optical extensometers are used for some applications, particularly high-speed testing. These units
require well-illuminated boundaries that are clearly delineated by means of high-contrast coatings, such as black-and-
white paint.
An approximate measure of elongation can be obtained from the crosshead travel. This involves errors due to elongation
of the specimen outside the gage length and elastic strain in the grips, which can be compensated for to some extent. This
method is used when the specimen is inaccessible, such as in nonambient testing.
The signals from the load cell and extensometer can be plotted on a chart recorder or processed by a data processing
system to the required form, such as plots of stress versus strain or tables of mechanical and forming properties.
Fig. 10 Engineering stress-strain curve for rimmed steel.
Measurement of Width and Thickness. In addition to the initial measurements of specimen width and thickness,
which are required to calculate the stress, measurements can be made at intervals during the test to determine the r value
(ASTM E 517) and to determine the reduction in area and true strain. The r value is measured at a specified strain level
between the yield point and the uniform elongation (for example, at 15% elongation). It can be measured by stopping the
test at this strain level and then measuring the width accurately (±0.013 mm, or ±0.0005 in.) at a minimum of three
equally spaced points in the gage length (for a 50.8 mm, or 2.0 in., gage length). In practice, the thickness is calculated
from the specimen width and length, assuming no change in volume.
Alternatively, width measurements can be made during the test using width extensometers, although this is a more
complicated procedure. Attempts are underway to develop combined width and length extensometers to simplify this
method.
Reduction in area is the ratio (A
o
- A)/A
o
, where A is the instantaneous cross-sectional area and A
o
is the original cross-
sectional area. It is used to calculate the true strain in the region of post-uniform elongation. A large reduction in area at
fracture correlates with a small minimum bend radius, a high m value, and high energy absorption. To calculate the
reduction in area, the width and thickness must be measured in the narrowest part of the necked region.
Effect of Gage Length on Elongation. In post-uniform elongation, part of the specimen is elongated uniformly, and
the remainder is narrowed into a necked region of higher strain level. A change in the gage length alters the ratio of these
two regions and has a significant effect on the total elongation measurement. This phenomenon is discussed in detail in
Ref 25.
To obtain results that are comparable for different gage lengths, the ratio of the square root of the cross-sectional area to
the length,
A
/L, should be the same. When comparing samples of different thickness, this implies that the gage length
or the width should be adjusted to maintain this ratio.
Rate of Testing. Most tensile tests are performed on screw-driven or hydraulic testing machines at strain rates of 10
-5
to 10
-2
s
-1
. The strain rate is defined as the increase in length per unit length per second. These tests are known as low
strain rate or static tests.
Most high-volume production forming operations are performed at considerably higher strain rates--in the range of 1 to
10
2
s
-1
. To determine the tensile properties in this range, dynamic test machines, which operate at rates of 10
-1
to 10
2
s
-1
,
are used (Ref 25). As mentioned previously, steels have higher tensile properties and lower elongations at high strain
rates. The properties of aluminum alloys have little sensitivity to the strain rate.
Material Properties
The stress-strain curve determined by uniaxial tension testing provides values of many formability-related material
properties. Several of these properties and methods for measurement are discussed below. Table 1 lists typical values of
properties measured in tensile tests on thin (0.5 to 1.0 mm, or 0.02 to 0.04 in.) sheet materials.
Table 1 Typical tensile properties of selected sheet metals
Young's
modulus,
E
Yield
strength
Tensile
strength
Material
GPa
10
6
psi
MPa
ksi
MPa
ksi
Uniform
elongation,
%
Total
elongation,
%
Strain-
hardening
exponent,
n
Average
normal
anisotropy,
r
m
Planar
anisotropy,
∆r
Strain
rate
sensitivity,
m
Aluminum-
killed
drawing
quality
steel
207 30 193 28 296 43 24 43 0.22 1.8 0.7 0.013
Interstitial-
free steel
207 30 165 24 317 46 25 45 0.23 1.9 0.5 0.015
Rimmed
steel
207 30 214 31 303 44 22 42 0.20 1.1 0.4 0.012
High-
strength
low-alloy
steel
207 30 345 50 448 65 20 31 0.18 1.2 0.2 0.007
Dual-phase
steel
207 30 414 60 621 90 14 20 0.16 1.0 0.1 0.008
301
stainless
steel
193 28 276 40 690 100
58 60 0.48 1.0 0.0 0.012
409
stainless
steel
207 30 262 38 469 68 23 30 0.20 1.2 0.1 0.012
3003-O
aluminum
69 10 48 7 110 16 23 33 0.24 0.6 0.2 0.005
6009-T4
aluminum
69 10 131 19 234 34 21 26 0.23 0.6 0.1 -0.002
70-30 brass
110 16 110 16 331 48 54 61 0.56 0.9 0.2 0.001
Young's Modulus. The initial slope of the stress-strain curve, that is, the ratio of the stress to the strain in the elastic
region before any plastic deformation has occurred, is the Young's modulus, E, of the material. This property affects
springback and shape distortion at low strains. For accurate measurement of Young's modulus, a low strain rate and a
high data acquisition rate should be used in the elastic region (below about 0.5% elongation), and a very stiff tension-
testing machine should be used if strain is inferred from crosshead displacement.
Yield Strength. The stress at which the stress-strain curve deviates in elongation from the initial elastic slope by a
specified amount, commonly 0.2%, is known as the yield strength (YS). The yield strength determines the load necessary
to initiate deformation in a forming operation, which is usually a high percentage (40 to 90%) of the maximum load
required.
For accurate measurement of yield strength, a rate of loading of less than 690 MPa/min (100 ksi/min) is specified. Beyond
this point, the strain rate should not exceed 0.08 s
-1
. Some materials elongate without an increase in load, or at a decreased
load, at the transition between the elastic and plastic regions. The point at which this initiates is known as the yield point.
With a decrease in load, the material has an upper yield point and a lower yield point. The upper yield point is difficult to
measure reproducibly. The lower yield stress usually fluctuates, and the minimum value is used.
The elongation that occurs after yielding before the load starts to increase monotonically is known as the yield point
elongation. Yield point elongation leads to nonuniform deformation at low strains in forming operations. If it exceeds
about 1.5%, irregular surface markings known as Lüders lines or stretcher strains may occur to an extent that is
unacceptable in visible parts.
Tensile Strength. The maximum stress observed in the test is known as the tensile strength (TS), or ultimate tensile
strength. Tensile strength determines the maximum load that can be usefully applied in a forming operation.
Uniform Elongation. The engineering strain at the maximum engineering stress is known as the uniform elongation,
e
u
. Prior to this point, the sample deforms uniformly. Subsequently, deformation concentrates--initially in a fairly large
region known as a diffuse neck, and ultimately in a localized region of sharply reduced cross section known as a local
neck. Deformation continues to concentrate in this region until fracture occurs.
Total Elongation. Elongation at the point of fracture is known as total elongation, e
T
. It has been extensively used as an
approximate indication of sheet metal formability. However, no single property is a reliable indicator of formability under
all conditions.
Reduction in area, (A
o
- A)/A
o
, is calculated from measurements of actual specimen width and thickness in the
narrowest part of the necked region. The true strain, which cannot be determined from length measurements in the post-
uniform elongation region, is also calculated from these values.
The true strain in the necked region is equal to ln (dL/dL
o
), where dL is a small element of length in this region, whose
original length was dL
o
. Equating the original and final volumes of this element of length gives:
V
o
= A
o
dL
o
= V = AdL
or
(Eq 9)
The relationship between the reduction in area at fracture and the minimum bend radius is as follows (Ref 25). For values
of reduction in area at fracture, q, below 0.2, the ratio of the minimum bend radius, R
m
, to sheet thickness, t, is given by:
(Eq 10)
For values of q greater than 0.2:
(Eq 11)
Strain-Hardening Exponent. The n value, d ln σ
T
/d lnε, is given by the slope of a graph of the logarithm of the true
stress versus the logarithm of the true strain in the region of uniform elongation. For materials that closely follow the
Holloman constitutive equation (Eq 4), an approximate n value can be obtained from two points on the stress-strain curve
by the Nelson-Winlock procedure (Ref 26). The two points commonly used are at 10% strain and at the maximum load.
The ratio of the loads or stresses at these two points is calculated, and the n value and uniform elongation can then be
determined from a table or graph. The accuracy of the n value determined in this way is ±0.02.
The n value can be determined more accurately by linear regression analysis, as in ASTM E 646. For some materials, n is
not constant, and initial (low strain), terminal (high strain), and sometimes intermediate n values are determined. The
initial n value relates to the low deformation region, in which springback is often a problem. The terminal n value relates
to the high deformation region, in which fracture may occur.
Plastic Strain Ratio. The r value, or anisotropy factor, is defined as the ratio of the true width strain to the true
thickness strain in a tensile test. Generally, its value depends on the elongation at which it is measured. It is usually
measured at 10, 15, or 20% elongation.

The r value is calculated from the measured width and length as:
(Eq 12)
where constancy of volume (Lwt = L
o
w
o
t
o
) has been used and:
(Eq 13)
The average r value, or normal anisotropy (r
m
), and the planar anisotropy, or ∆r value, can be calculated from the values
of r in different directions using Eq 1, 2, 8, and 12.
Strain Rate Sensitivity. The m value, d ln σ
T
/d ln
ε
•
, is determined either from duplicate tensile tests performed at
different strain rates or from a single test in which the rate is alternated between two levels during the test. These methods
are shown schematically in Fig. 11. The m value can be determined at various strain levels in the region of uniform
elongation:
(Eq 14)
Fig. 11 Methods for determining strain-rate sensitivity (m value).
(a) Duplicate test method. (b) Changing rate
method.