ASM Metals HandBook Vol. 14 - Forming and Forging
Подождите немного. Документ загружается.

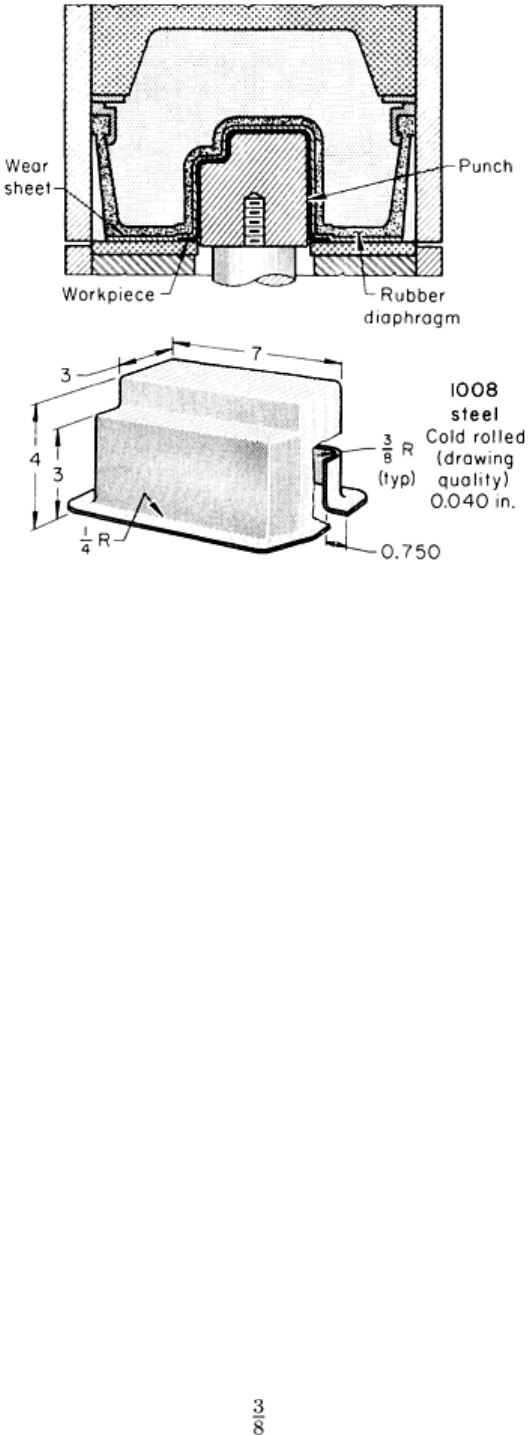
Fig. 18 Drawing of a stepped cover by the fluid-cell process. Dimensions given in inches.
In the first operation, the blankholding pressure had to be carefully adjusted. When the pressure was too low, the metal
moved freely and wrinkles appeared at the corners. Too high a blankholding pressure caused tears along the narrow end.
Tears and wrinkles damaged the wear sheet and, in extreme cases, the diaphragm itself.
A lubrication program was developed that prevented wrinkling or tearing. After the first draw, the workpiece was
cleaned, annealed, and phosphate coated. The phosphate made it possible to use a lighter oil and to apply it more
effectively, with heavy applications in some areas and little or none in others. With experience, the operators became
expert at judging the location and thickness of the lubricant. Mechanical application of lubricant could not be made
selective enough or controlled closely enough for consistent results.
Because the part was nearly impossible to produce by conventional deep-drawing techniques, rubber-diaphragm forming
was used. The tools, consisting of two punches and a blankholder, cost considerably less than the several sets of draw dies
that would otherwise have been needed, and with the lubricating technique that was developed, there was less danger of
tearing or wrinkling than by other processes.
Surface Finish. A major reason for using any rubber-pad process is to preserve the surface finish of the work metal,
which would be scuffed or marked by ordinary press-forming tools. In the following example, appearance was an
important consideration. The part was to be plated with copper-nickel-chromium. Forming by the rubber-diaphragm
method prevented marks that would have been difficult to buff out before plating.
Example 8: Use of a Rubber-Diaphragm Process to Preserve Surface Finish on a
Flatiron Shell.
Because a mechanical draw press caused an impact line on the workpiece that was difficult to remove by buffing,
production of the flatiron shell shown in Fig. 19 was changed to a rubber-diaphragm process, using a 3.6 MN (400 tonf)
Hydroform press. A rubber draw ring of Durometer A 92 hardness helped adjust hold-down pressure so that wrinkles
were avoided in the finished product. Two rubber pads were used on the rubber diaphragm. One covered the diaphragm as
a reinforcement and protector; the other was a 9.5 mm ( in.) thick ring molded to the shell outline. The blank was
located in a nest on the blankholder.
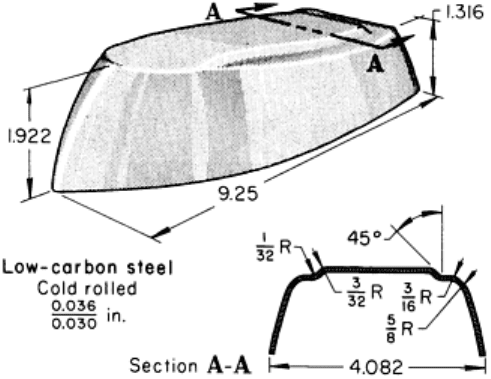
Fig. 19 Flatiron shell that was formed by the fluid-
cell process in a Hydroform press to preserve the surface
finish. When this shell was drawn in conventional dies, an impact line was caused below the radius that was
difficult to remove by buffing. Dimensions given in inches.
Previously, the part had been drawn on a single-action mechanical press of 890 kN (100 tonf) capacity. In this press, the
tools had been made of D2 tool steel. The stock was treated with soap and wiped with hydraulic oil near the point of the
shell to minimize tearing.
The Hydroform press cycled at 450 strokes per minute. The production-lot size was 50,000 pieces, and yearly production
was 850,000 pieces. Life of the rubber pads was as high as 20,000 pieces, and the finish of the part was good enough for
subsequent plating with a minimum of buffing.
The sequence of operations was as follows: cut off blank, draw in Hydroform press, trim, pierce, copper plate, buff,
nickel-chromium plate. The stock was 0.84 ± 0.08 mm (0.033 ± 0.003 in.) thick cold-rolled low-carbon steel sheet slit to
width. Two different qualities of steel were used:
• Aluminum-killed drawing-quality special-
surface steel with a commercial finish, dry, maximum hardness HRB
60
• Cold-rolled aluminum-killed steel strip with a No. 2 finish, dry, dead soft, maximum hardness HRB 55
The tolerance on important dimensions was ±0.08 mm (±0.003 in.); on angles, ±½°.
Single-Draw Operation. In the following example, a pressure dome was mounted on the ram of a single-action
hydraulic press. The punch was fixed to a shoe mounted on the bolster plate. A die cushion provided the blankholding
force. This setup functioned much like a conventional draw die except that the oil-filled pressure dome and rubber
diaphragm replaced the draw ring and die cavity.
Example 9: Forming of an Automotive Tail-Lamp Housing in One Drawing Operation in
a Rubber-Diaphragm Press.
An automotive tail-lamp housing was drawn in one operation from an aluminum alloy 5457-O blank 1.2 mm (0.048 in.)
thick and 311 mm (12¼ in.) in diameter, in a rubber-diaphragm press rated at 69 MPa (10 ksi), as shown in Fig. 20. A
water-soluble low-foaming lubricant was used. The production rate was 425 to 450 pieces per hour.
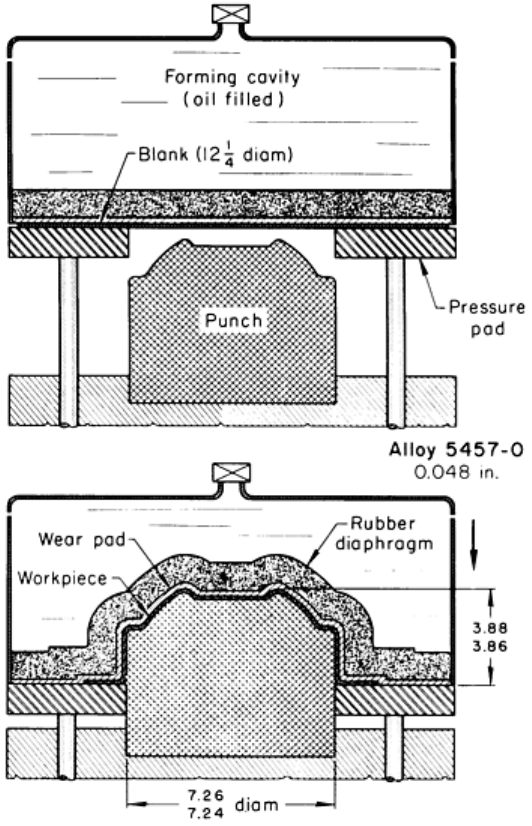
Fig. 20 Forming of an automotive tail-lamp housing in one draw in a fluid forming press.
Dimensions given in
inches.
To produce this part with conventional tooling, two drawing operations would have been needed to form the sharp radii at
the top and bottom of the part. Tooling costs for the rubber-diaphragm press were less than one-third the cost for
conventional press tooling.
The blanks were moved from a stack adjacent to the press to an automatic feeder by a pneumatic suction transfer device.
A photoelectric cell prevented more than one blank being transferred. The blank passed between lubricating rollers before
being fed automatically into the die. In subsequent operations, the housing was trimmed, flanged, and pierced in a
mechanical press, using two conventional dies.
SAAB Rubber-Diaphragm Method
For some applications, the male member of a die set is made of rubber, and the female member is made of a hard
material. In the Guerin process, shallow draws are made by recessing the form block and using the rubber pad as a punch
to form the part (see the section "Shallow Drawing" in this article). The advantage of this method is that the flange is
clamped before drawing, thus preventing wrinkling.
In the SAAB rubber-diaphragm method, hydraulic fluid is used behind a comparatively thin rubber pad or diaphragm. A
hydraulic piston compresses the fluid against the rubber and forces the blank into the die, as shown in Fig. 21.
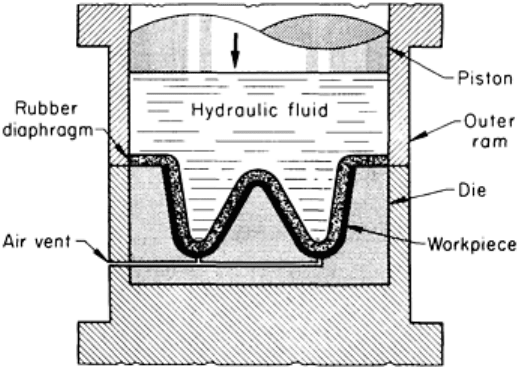
Fig. 21 Principals of SAAB rubber-
diaphragm (fluid forming) method. The air vents keep trapped air from
causing blisters on the workpiece.
In all rubber-punch forming processes, air vents are provided in the die to allow the air trapped between workpiece and
die to escape (Fig. 21). Without air vents, the trapped air would prevent the workpiece from reaching the full contours of
the die, and the workpiece would have to be removed after partial forming to release the compressed air and then replaced
in the same die to complete the forming.
Bulging Punches
Rubber punches can be used to make tubular parts that must be expanded or beaded somewhere along their lengths. If
such parts were made with solid punches, the punches would have to be collapsible so that they could be withdrawn.
Hollow shapes can be bulged into suitable mating dies by applying a vertical force to the punch. The dies must be
segmented so that the resulting bulged product can be removed, as shown in the following example.
Example 10: Forming of a Mushroom Shape in a Segmented Bulging Die.
Figure 22 shows the process used in forming a mushroom-shaped frying-pan cover. The workpiece was a rectangular
drawn shell of stainless steel, which was placed over a rubber punch of the same shape.
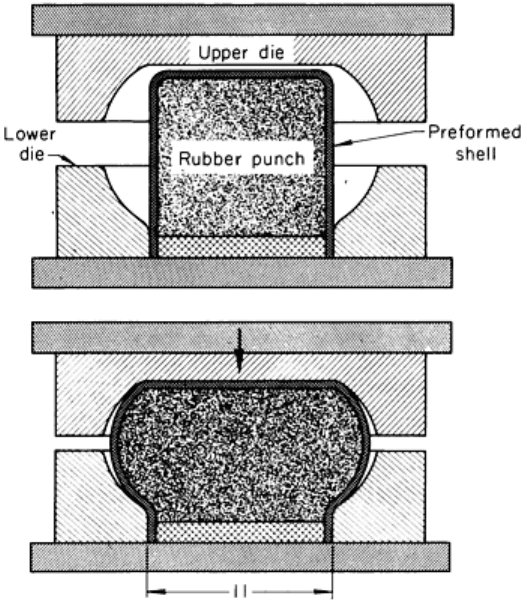
Fig. 22 Bulging of a mushroom shape from a preformed shell in a two-piece die with a rubber punch.
The two dies, which contained between them a cavity of the shape required, were closed until the rubber punch bulged the
workpiece. The amount of bulge was determined by the depth of stroke. When the dies were opened, the punch returned
to its original shape and was easily extracted from the finished part.
ASEA Quintus Fluid Forming Press
The ASEA Quintus fluid forming press is a vertical press having a circular fluid form unit that contains the rubber
diaphragm and pressure medium (Fig. 23). These modular fluid form units serve the same function as the units used in the
ASEA Quintus deep-drawing fluid forming press (see the section "ASEA Quintus Deep-Drawing Technique" in this
article). The rigid tool half may be a male block, a cavity die, or an expansion die that is situated in a movable tool holder.
Blanks are loaded onto the tool holder prior to shuttling the holder into the press for the 10 to 50 s forming cycle required
to produce the part.
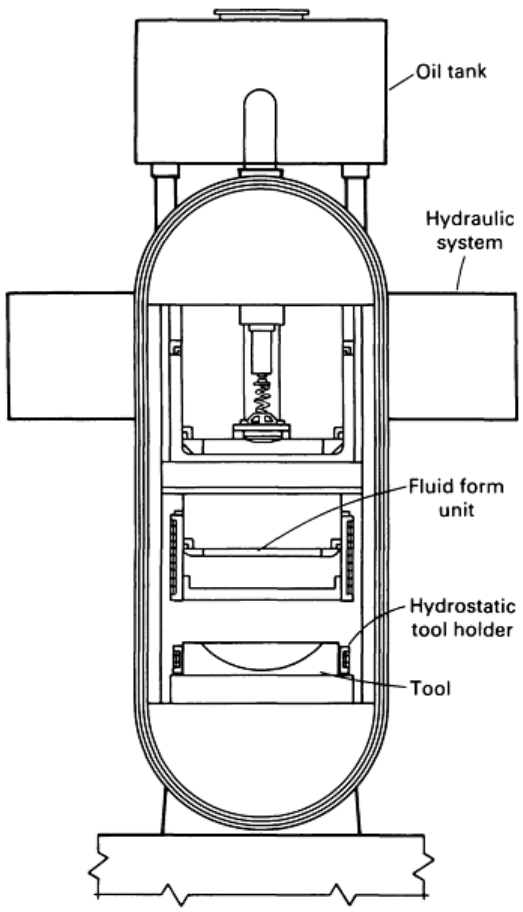
Fig. 23 Schematic of ASEA Quintus fluid forming press showing self-contained fluid form units.
For a 56 MN (6300 tonf) fluid forming press, two fluid form units designed for maximum 315 mm (12.4 in.) draw depth
can be used. One unit, with a 63 MPa (9100 psi) forming pressure, has a 1090 mm (43 in.) blank diameter capacity. The
other unit, providing a 160 MPa (23.2 ksi) forming pressure, has a 690 mm (27 in.) blank diameter capacity.
ASEA Quintus Deep-Drawing Technique
Fluid forming has been optimized using the ASEA Quintus deep-drawing fluid forming technique, a variation of the
SAAB rubber-diaphragm method. The ASEA Quintus fluid forming method incorporates two telescopic rams, an outer
ram to control dome pressure, and an inner ram to regulate the length of the punch draw (Fig. 24). Interchangeable domes,
which require 20 min to change, allow the user to select a dome of optimal size and to avoid uneconomical use of an
oversize dome when manufacturing small parts. Maximum forging pressure can also be increased by installing a smaller
dome.
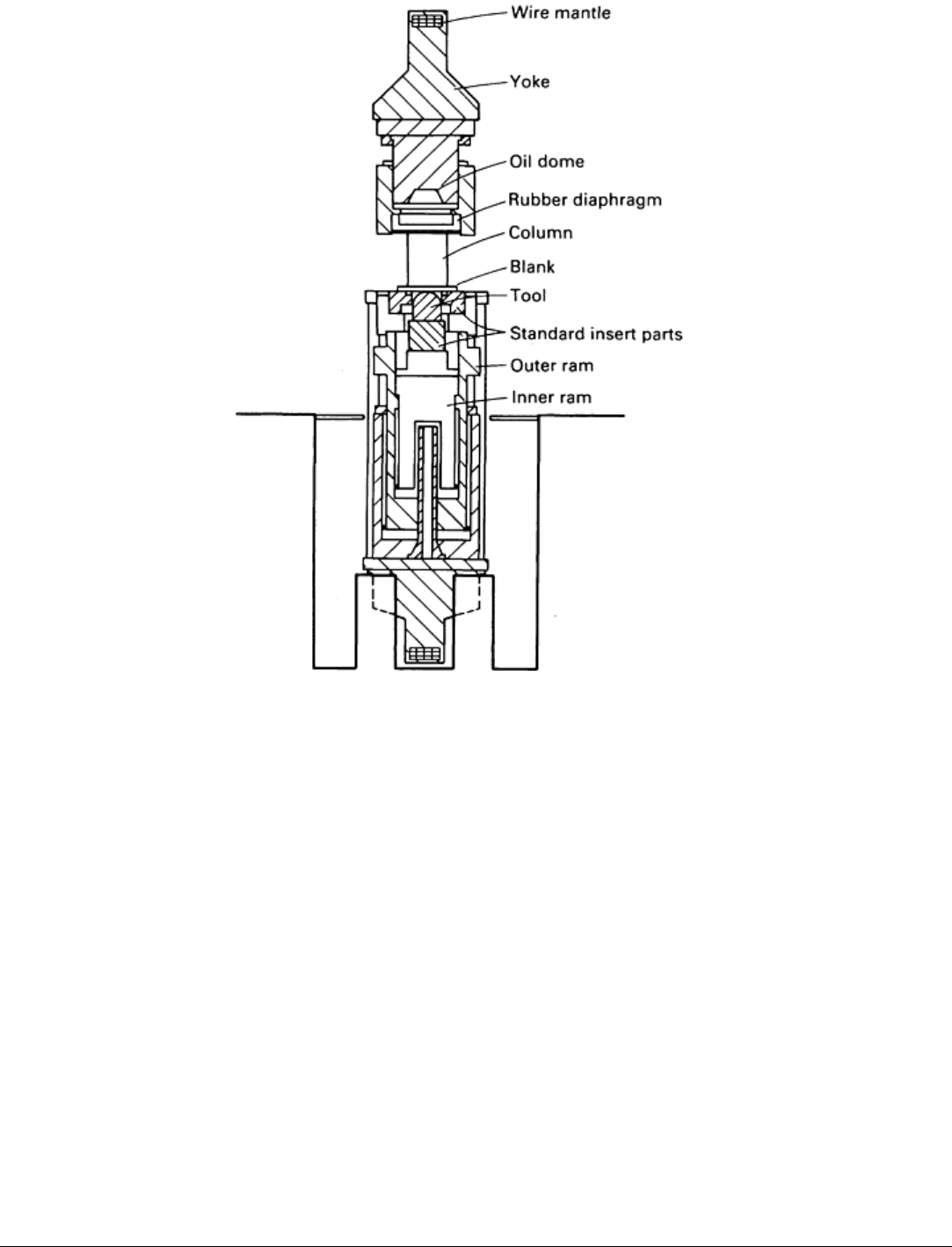
Fig. 24 Schematic of ASEA Quintus deep-drawing press, a fluid forming press with a telescopic ram system.
Each dome is a completely self-contained unit, with rubber diaphragms sealing off the pressure medium. Fluid form units
for various pressure levels between 50 and 200 MPa (7.3 and 29 ksi) are available for each press size. Two or three such
units should enable the user to make the most cost-effective use of the deep-drawing press. As an example, a set of
interchangeable fluid form units for a 27 MN (3000 tonf) press ranges from an 800 mm (31.5 in.) diam unit with a
maximum 60 MPa (8.7 ksi) forming pressure to a 450 mm (17.7 in.) diam unit with a maximum 190 MPa (27 ksi)
forming pressure. Cycle time ranges from 10 to 60 s, depending on draw depth, part configuration, installed power, and
selected pressure.
Complex shapes require accurate press control. As a result of 96 photocells that monitor the continuously varying
pressure in the dome, greater accuracy and reliability are attained using a computer program to regulate the position and
velocity of the draw depth. A paper cam cut with scissors gives dome pressure versus draw depth. The network of
photocells reads the cam and governs an electrohydraulic control valve that controls the oil pressure in the outer cylinder,
which is proportional to the dome pressure but much lower. By controlling the low counteracting pressure instead of the
dome pressure, increased accuracy and reliability are achieved.
Diameters to 2000 mm (79 in.) can be formed from blanks ranging from 0.1 to 16 mm (0.004 to 0.63 in.) thick. Draw
ratios to 3:1 can be produced, making it possible to form a complex part in one operation.
Rubber-Pad Forming
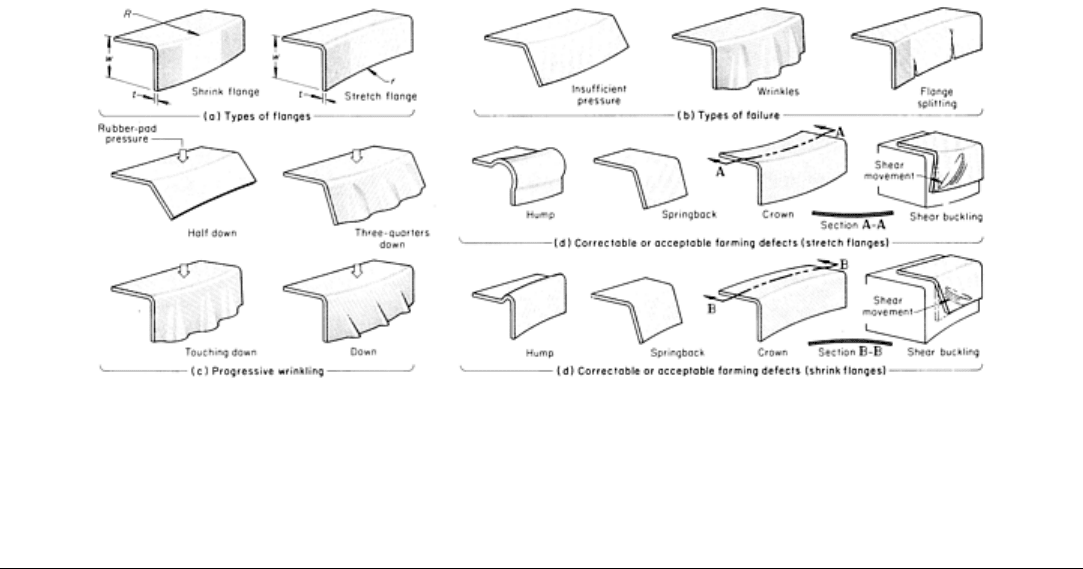
Failures in Rubber-Die Flanging
The rubber-pad forming of flanges can be performed within certain limits. The flange must be wide enough to develop
sufficient bending force (Table 2), but not so wide as to exceed the permissible depth of the part. Figure 25 shows some
typical flanging failures.
Fig. 25 Principal types of failure in curved flanges made by rubber-die forming.
Three-Roll Forming
Introduction
THREE-ROLL FORMING is a process for forming plate, sheet, bars, beams, angles, or pipe into various shapes by
passing the work metal between three properly spaced rolls. This article will discuss sheet and plate, the mill products
most often formed by the three-roll process.
Shapes Produced. Figure 1 illustrates some of the shapes commonly produced from flat stock by three-roll forming.
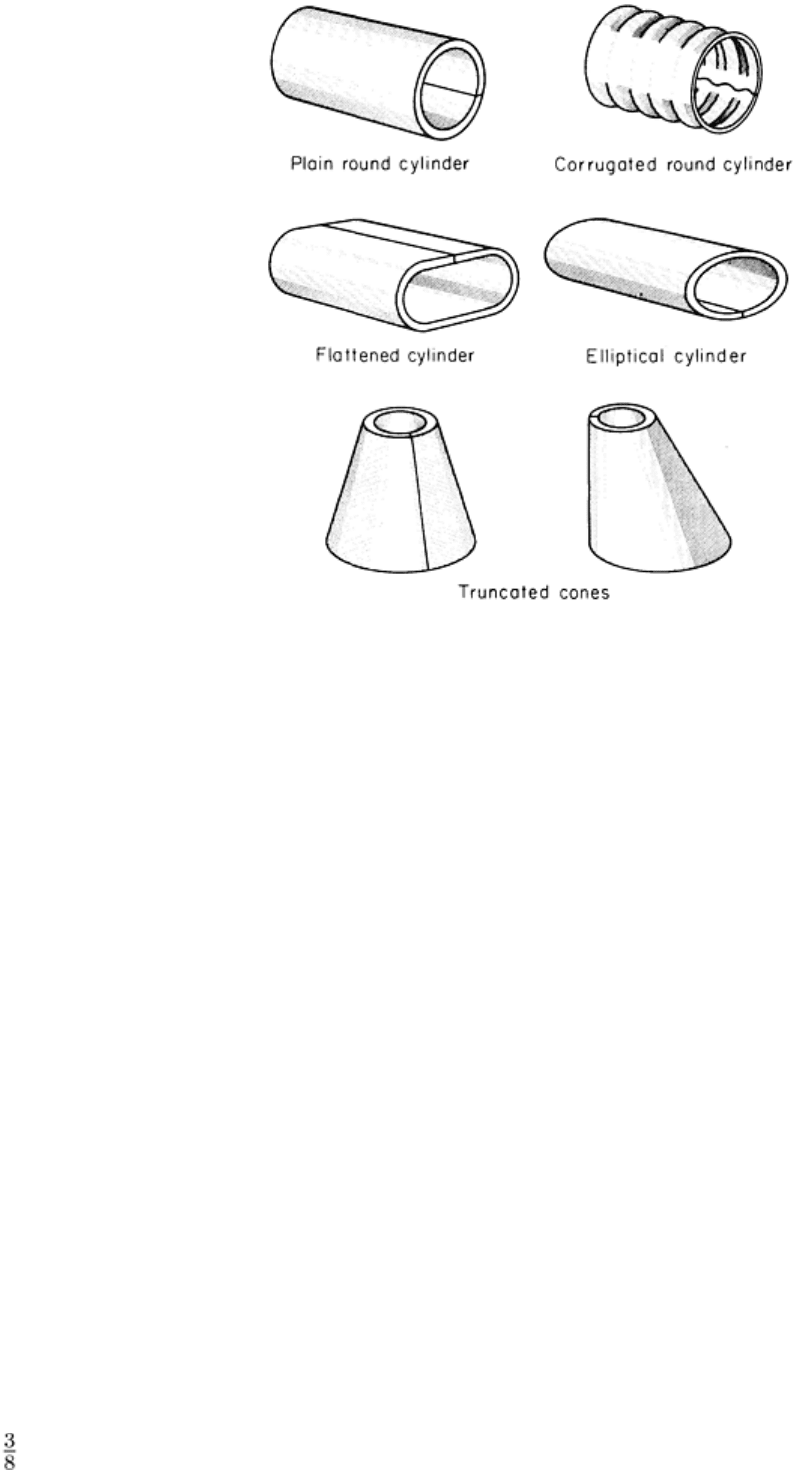
Fig. 1 Typical shapes produced from flat stock by three-roll forming.
The plain round cylinder shown in Fig. 1 is used for pressure tanks, boilers, and related containers, and it represents a
large portion of the shapes produced. The corrugated cylinder is produced in quantity for culvert pipe and is formed from
flat stock corrugated at the mill. To retain the corrugations in the workpiece, the forming rolls also must be corrugated.
The flattened cylinder (obround) is primarily used for oil-supply tanks for heating systems and transformer cases. The
elliptical cylinder is used for tank trucks hauling liquid food products, petroleum products, and chemicals.
Symmetrical and asymmetrical cones are both used in a wide variety of hoppers, bins, vertical storage tanks, concrete
mixers, and vessels for chemical and food processing, as well as in piping and ductwork. In addition to the shapes
produced for commercial use, three-roll forming is also used to produce various regular and irregular shapes for structural
sections of submarines, aircraft, and nuclear reactors.
Metals Formed. Any metal ductile enough to be cold formed by other processes can be formed in a three-roll machine.
Steels with a maximum carbon content of 0.25% constitute a major portion of the total tonnage used in three-roll forming.
Steel sheet or plate in the 1010 to 1020 category is sometimes used, but most of the steels formed by this process conform
to one of the plate specifications: either plain carbon or low-alloy steels, such as ASTM A515 grade 60, A515 grade 70,
A516 grade 70, A285, A441, A283, A306, and A36. For the most successful three-roll forming, steels with a minimum
elongation of 18% are preferred. Stainless steels, heat-resistant alloys, and aluminum and copper alloys can also be
successfully formed by the three-roll process.
Metal thicknesses commonly used range from 1.52 mm (0.0598 in.) sheet (16 gage) to 254 mm (10 in.) plate. In a few
applications, 305 mm (12 in.) plate has been successfully formed. The principal factors limiting maximum thickness are
the size and power of the rolling machine. Minimum thickness is typically limited only by handling equipment. Any sheet
that can be handled without damage can usually be rolled.
It is impractical to roll thicknesses ranging from 1.52 to 254 mm (0.0598 to 10 in.) on the same machine, although any
machine can handle a relatively wide range of work metal thicknesses. For example, a machine capable of rolling 9.5 mm
( in.) plate (maximum or near maximum) can generally roll sheet as thin as 1.52 mm (0.0598 in.), while a machine with
a maximum capability for rolling 1.52 mm (6 in.) plate can successfully roll plate as thin as 13 mm (½ in.)--even less on
some machines.
Diameter and Width. The minimum diameter of a workpiece that can be successfully formed in a given machine is
governed by the diameter of the top roll on either of the two types of machines used in three-roll forming--pinch type or
pyramid type. In general, the smallest cylinder that can be rolled under optimal conditions is 50 mm (2 in.) larger in
diameter than the top roll of a pinch-type machine. On a pyramid-type machine, the minimum workpiece diameter is
rarely less than 152 mm (6 in.) greater than the top roll. However, more power is required to form sheet or plate into
cylinders of minimum diameter than to form cylinders substantially larger than the top roll.
The maximum workpiece diameter that can be rolled is primarily limited by the space available above the machine to
accommodate extremely large circles. Thin-gage metal rolled to a large diameter on horizontal rolls becomes less self-
supporting as the workpiece diameter increases, and out-of-round cylinders will result if supports are not used. However,
by using supports, almost any diameter can be rolled from thin metal. In general, 1.52 mm (0.0598 in.) thick low-carbon
steel sheet can be formed into cylinders as large as 1.2 m (48 in.) in diameter without support, while 6.4 mm (¼ in.) thick
low-carbon steel can be formed into cylinders as large as 2.1 m (84 in.) in diameter without support.
The width (dimension of the work metal parallel with the axes of the rolls, designated as length in the formed cylinder) of
sheet or plate that can be rolled is limited by the size of the equipment; machines with rolls as long as 12.5 m (41 ft) have
been built. The width-to-diameter relationship for workpieces that are extremely large in both directions is limited by
problems in handling.
Three-Roll Forming
Machines
There are two basic types of three-roll forming machines: the pinch-roll type and the pyramid-roll type. The rolls on most
three-roll machines are positioned horizontally; a few vertical machines are used, primarily in shipyards. Vertical
machines have one advantage over horizontal machines in forming scaly plate: Loose scale is less likely to become
embedded in the work metal. With vertical rolls, however, it is difficult to handle wide sections that require careful
support to avoid skewness in rolling. Most vertical machines have short rolls for fast unloading and are used for bending
narrow plate, bars, and structural sections.
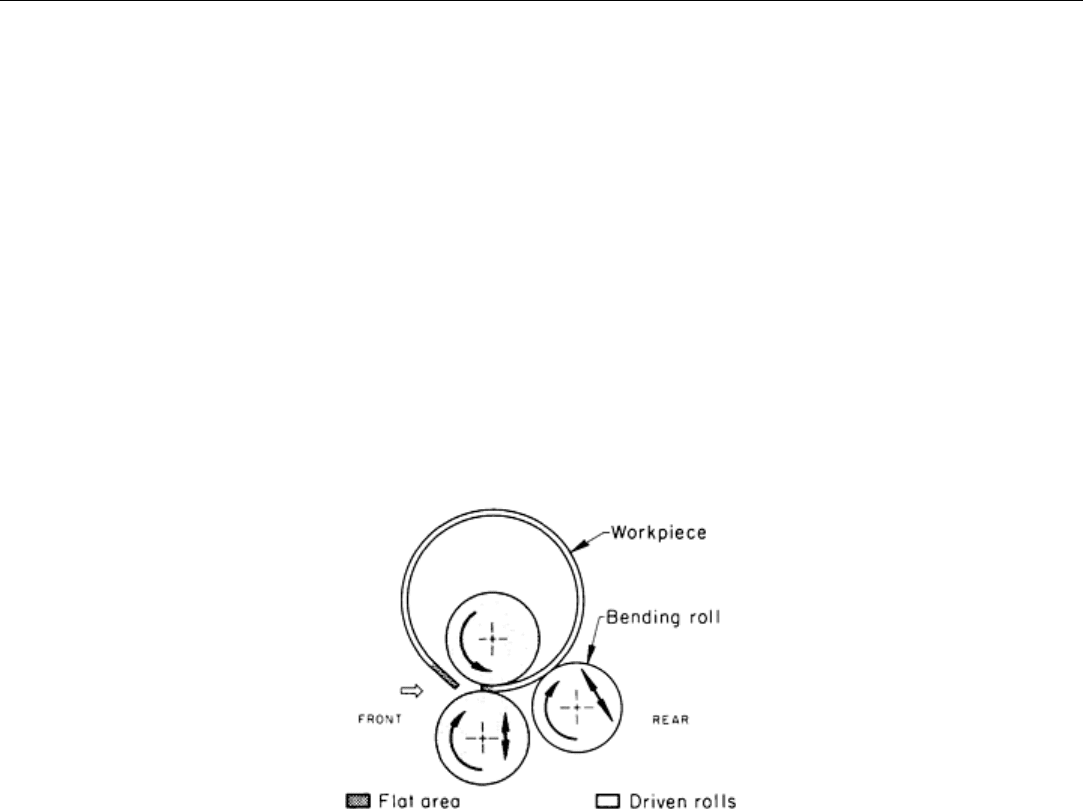
Conventional pinch-type machines have the roll arrangement shown in Fig. 2. For rolling flat stock up to about 25
mm (1 in.) thick, each roll is of the same diameter. However, on larger machines, the top rolls are sometimes smaller in
diameter to maintain approximately the same surface speed on both the inside and outside surfaces of the plate being
formed. These heavier machines are also supplied with a slip-friction drive on the front roll to permit slip, because of the
differential in surface speed of the rolls. Therefore, as work metal thickness increases, the diameter of the top roll is
decreased in relation to the diameter of the lower rolls.
Fig. 2 End view of a cylindrical workpiece being rolled in a conventional pinch-t
ype machine. Note the large flat