ASM Metals HandBook Vol. 14 - Forming and Forging
Подождите немного. Документ загружается.

Adherence testing by reverse bending has shown good correlation in predicting the suitability for forming and drawing
steel sheet with aluminum hot-dip coatings of different composition, structure, and thickness or coating weight.
Compressive forces are more destructive than tensile forces to the adherence of the coating. In a 180° bend test, the
coating always fails first on the compression side of the bend, if it fails at all. Similarly, in a coating failure occurring
during a drawing operation, peeling always develops first on the compression side.
In applications involving tension only, as in an elongated tensile specimen, the alloy layer is fractured, but the fractures
do not show at the outer surface of the coating. Microscopic examination has verified the ability of the more ductile outer
layer to elongate and provide continuous coverage of the cracked alloy particles.
An investigation of the adhesion of Type 1 coatings of various thicknesses in severe press forming found that adhesion
decreased as coating thickness increased (Ref 4). In three-station direct redrawing (Fig. 3), the aluminized coating peeled
as coating weight exceeded 50 g/m
2
(0.16 oz/ft
2
). The thickness of the intermetallic alloy layer was determined to be the
primary cause of peeling at higher coating thicknesses (Ref 4).
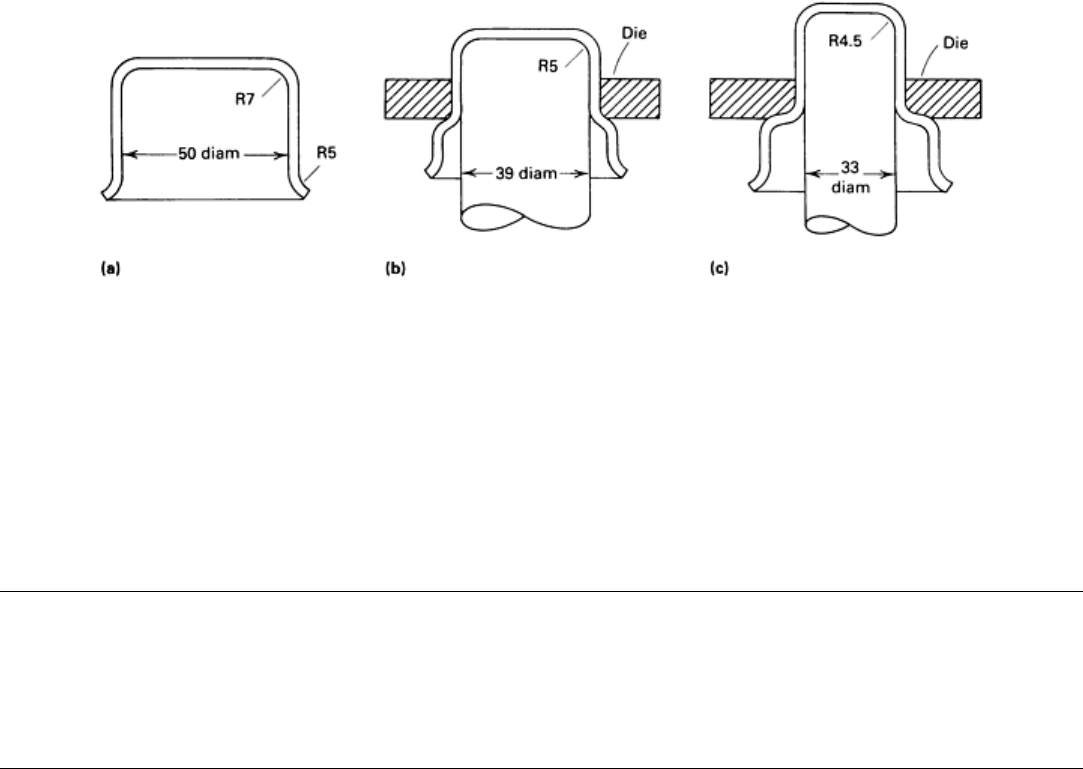
Fig. 3 Three-station direct redrawing used to investigate the formability of aluminized steels in Ref 4
. (a) First
draw. (b) First redraw. (c) Second redraw. Blank diameter was 90 mm (3.54 in.); blankholder force was 600
kgf (1320 lbf). Dimensions given in millimeters (1 in. = 25.4 mm). Source: Ref 4.
Examples of Application. Steels coated with Type 1 aluminum are used in applications in which resistance to heat
and oxidation is important, such as in automotive exhaust systems or heat-treating equipment. Type 2 coatings are used
for their resistance to atmospheric corrosion.
Reference cited in this section
4.
T. Yamada and H. Kawase, Formability of Aluminum Coated Steel Sheet, in Efficiency in
Sheet Metal
Forming,
Proceedings of the IDDRG 13th Biennial Congress, Melbourne, Australia, International Deep
Drawing Research Group, 1984, p 329-338
Press Forming of Coated Steel
Tin-Coated and Terne-Coated Steels
The steels to which tin and terne coatings are applied vary in composition for different products and among different
manufacturers, but are generally low-carbon grades similar to 1008 or 1010. Nearly all of the common forming methods
are used on tin-coated and terne-coated low-carbon steel. Spinning is not ordinarily done on these materials, because of
the likelihood of excessively thinning or fusing the coatings.
More than 95% of the steel sheet and strip that is coated with tin at the mill has an electroplated coating of tin; the
remainder has a hot-dip coating. The properties of these products are determined by the requirements of the end use.
The thickness of tin on electroplated mill products ordinarily ranges from 0.4 to 2.3 m (15 to 90 in.) per side. Hot-dip
products have coating thicknesses of 1.7 to 3.8 m (66 to 150 in.) per side.
Terne-coated steel products are hot-dip coated with a lead-tin alloy that contains 10 to 25% Sn by weight. Terne coatings
range from the thinnest coating that gives complete coverage of the steel to about 1 to 1.8 m (40 to 70 in.) per side.
Effect of Coating on Formability. The thin, ductile surface layer of pure tin (or lead-tin alloy) increases die life and
reduces lubrication requirements in forming, as do zinc and aluminum coatings. However, unlike the hot-dip zinc and
aluminum coatings, the tin and lead-tin coatings have too thin an alloy layer to reduce the formability of the steel base
noticeably. Therefore, in general, the formability of tin- or terne-coated steels is the same as that of uncoated steels.
The formability of electrolytic tin-coated sheets and long terne sheets is related to the quality designation of the steel.
Commercial-quality sheets are suitable for moderate deformation and can be bent flat on themselves in any direction
without fracture of the base steel or the coating. Drawing-quality, drawing-quality special-killed, and, less frequently,
physical-quality sheets are used to meet specific deep-drawing and severe forming requirements.
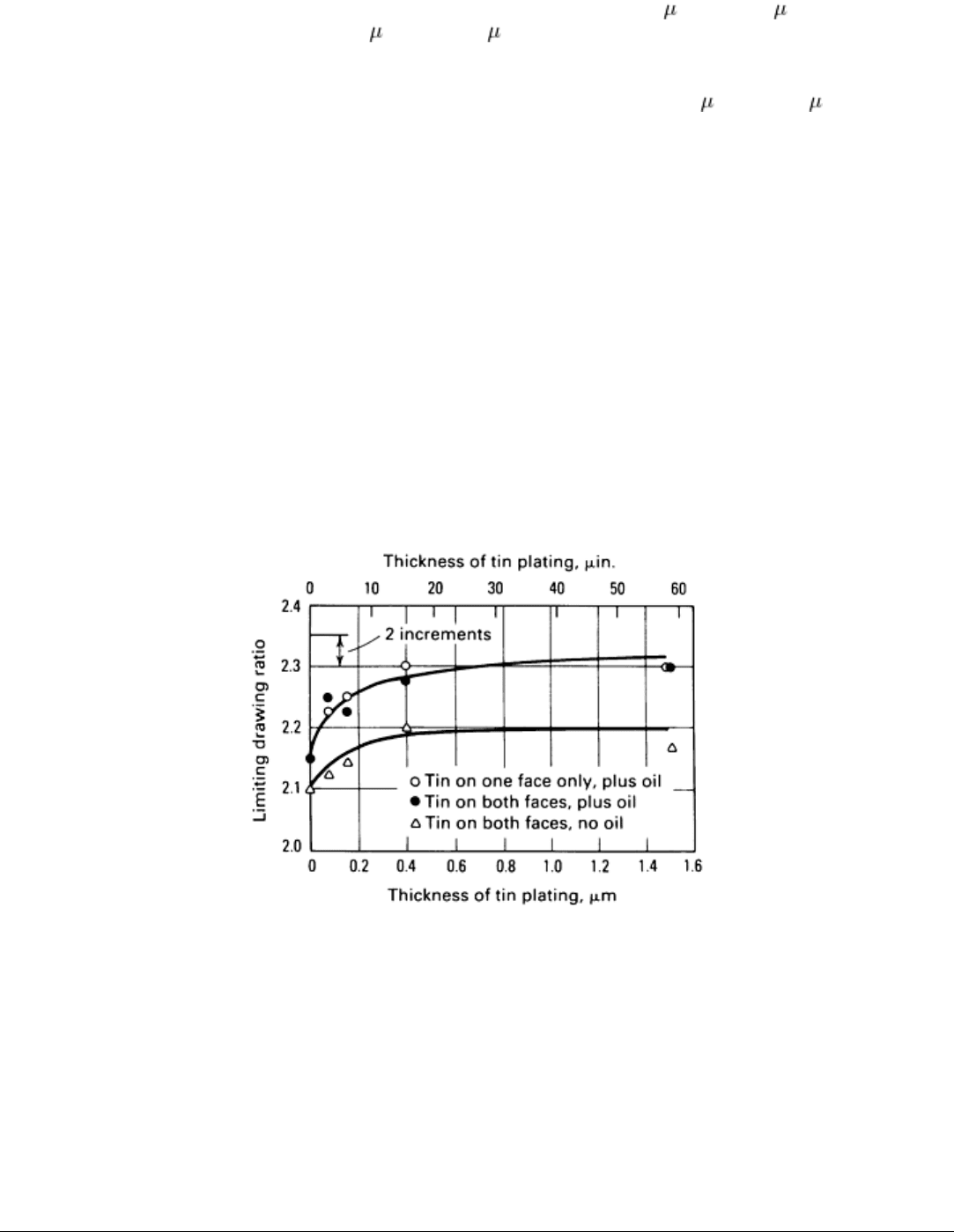
Deep Drawing. A tin coating on steel produces a substantial improvement in the drawability of the base material. The
effect of electrolytic tin plate of various thicknesses on the limiting drawing ratio of steel has been investigated for DQ
and DQSK steels 0.71 mm (0.028 in.) thick. The results of lubricated Swift cup tests showed that the thinnest tin coating
(0.076 μm, or 3 μin., per side) produced a considerable increase in the limiting drawing ratio, that is, an increase in
drawability. The increase was greater for thicker coatings (Fig. 4). Unlubricated testing showed the same results, except
that the improvement in drawability was not as pronounced (Fig. 4).
Fig. 4 Effect of tin coating thickness on limiting drawing ratio of steel sheet with and without lubrication.
Applications. Tin plate containers for various items are made at high speed by blanking, forming, rolling, lockseaming,
and crimping. Other applications for which tin plate is formed include household utensils and appliances, commercial
baking pans, automotive parts, toys, and hardware.
The behavior of terneplate in forming is generally the same as that of tin plate. Because of its high lead content, terneplate
is toxic and therefore not suitable for food containers, but it is formed into containers for gasoline and paint. Terneplate is
used in formed products such as roofing, door frames, and automotive parts because of its excellent resistance to
atmospheric corrosion and its low cost.
Press Forming of Coated Steel
Nickel-Plated and Chromium-Plated Steels
Press forming and roll forming are sometimes done on steel that has been electroplated in the coil with decorative copper-
nickel or copper-nickel-chromium. More often, however, parts are formed to final shape before electroplating with these
materials.
Conventional lubricants can be used in the press forming of this material, particularly in high-volume production.
Sometimes, however, no lubricant is used in making decorative parts. Instead, surface contact between the work metal
and tools is prevented by the use of strippable plastic coatings or adhesive-backed paper on the work metal, or of loose
paper between the work metal and the punch or the die. These materials protect the decorative finish on the preplated
steel, prevent galling, and provide a controlled amount of friction for forming. They can also be removed from the
completed parts without harming the finish.
Polished die surfaces, or dies or die inserts made of rubber or plastic, also protect parts during forming. Coated blanks or
parts can be interleaved with paper, cardboard, or plastic sheet material, or they can be placed in containers with separate
compartments to protect the decorative surfaces from damage during storage or handling between forming operations.
Conventional lubricants are used in roll forming. Volatile materials that evaporate completely can be used where cleaning
after forming presents problems. Mineral seal oil is preferred in some applications because it leaves only a light residue
that may not require removal.
Standard Products. The substrate for these decorative preplated materials is usually 1008 or 1010 cold-rolled steel.
Rimmed steel is used for forming applications in which there is only mild or moderate deformation. Aluminum-killed
steel is used in applications in which strain lines or aging presents a problem. Drawing-quality steel may be needed where
the utmost in severity of deformation is encountered, although its use entails some sacrifice in surface finish in the formed
areas.
Stock thickness is usually from 0.20 to 1.27 mm (0.008 to 0.050 in.) for coils and up to 1.57 mm (0.062 in.) for cut sheets,
which are usually used in the annealed condition. One manufacturer of preplated strip specifies a hardness of 50 to 60
HR30T on the raw material. Harder tempers can be used to meet special requirements.
Copper plating thickness and nickel plating thickness are usually 2.5 to 7.5 m (0.1 to 0.3 mil) each, and the chromium
plating is 0.075 to 0.25 m (3 to 10 in.) thick. A nickel deposit thicker than 7.5 m (0.3 mil) gives greater corrosion
resistance, but usually cannot be produced on coil stock.
Plating conditions are controlled to give a ductile deposit with minimum residual stress. The copper is buffed, and the
nickel is buffed or given a satin finish.
Formability. The ductility of the plated steel may be different from that of the unplated coil stock, depending on the
metal or metals deposited, plating bath and plating conditions, and the effects of aging or buffing. It may also be affected
to some extent by work hardening from the extra coiling and uncoiling of stock during plating.
The plating procedure is usually selected and controlled to yield ductile electrodeposits and a plated product that (after
buffing or aging for several days) has formability at least as good as the unplated raw material. Formability of this quality
is obtained with buffed, ductile electrodeposits of copper or nickel, or a composite of the two, up to a total plating
thickness of 64 m (2.5 mils), with the normal bright chromium plate over these. Ductility is reduced by the use of
nonductile electrodeposits from bright or contaminated plating baths or by the use of unfavorable plating conditions in
depositing a heavier-than-normal chromium coating. The severity of forming permitted is usually limited by the need to
avoid objectionable visible roughening of the plating or lowering of corrosion resistance in the regions of severe
deformation, not by the ability to deform the preplated stock without cracking or rupturing.
Press Forming of Coated Steel
Organic-Coated Steels
Steels that have been painted or plastic coated in the coil are formed by the commonly used press and roll methods, using
the same equipment as for uncoated stock. The thickness of the steel base is usually 0.25 to 1.57 mm (0.010 to 0.062 in.)
but may range from less than 0.20 to 1.9 mm (0.008 to 0.075 in.).
The tools used on uncoated steel can usually be used for painted or plastic-coated steel. However, die materials lower in
strength, shock resistance, and wear resistance than those generally used in forming uncoated steel are satisfactory in
many applications. Dies may have inserts of rubber or plastic to help protect the coating during forming.
Organic coatings promote long tool life because they generally provide a less abrasive surface than bare steel. This effect
varies with the composition of the coating The abrasiveness of an organic coating increases with decreasing gloss.
To avoid scoring or marring of the organic coatings, die surfaces must be highly polished, and workpieces must be
handled with care. For forming metals that have coatings only a few tenths of a mil thick, little or no increase in clearance
is needed. However, the resilience and compressibility of the thicker dispersion coatings and vinyl-film laminates must be
taken into consideration in the design of tooling to ensure that dimensional tolerances are maintained during forming.
Zincrometal is an organic-coated sheet steel that is widely used in the automotive industry. It consists of a mixed-oxide
underlayer containing metallic zinc particles and a zinc-rich organic (epoxy) topcoat. The total coating thickness of
Zincrometal is about 15 m (0.6 mils). A solid lubricant has recently been incorporated into the coating to improve
formability, which is similar to that of electrogalvanized steel (Ref 5).
Organic composite-coated sheet steels for the automotive industry are currently under development (Ref 6, 7, 8). These
coil-coated products generally have an electroplated zinc alloy base layer and a chemical conversion coating under a thin
organic topcoat containing a high percentage of metal powder. The thinness of the organic topcoat allows for good
formability without damage to the coating (Ref 6, 7, 8).
Lubricants and Handling. Lubricants must be selected that do not affect the appearance or properties of the coating,
and they must be easy to remove without damaging the coating. Adhesive-backed paper or strippable plastic films are
sometimes used in place of or in conjunction with a lubricant.
Formability of organic-coated metals is generally limited to a severity that will not damage the appearance of the
coating, reduce its protective value, or impair its adhesion (although some coatings are flexible enough to withstand
deformation that fractures the underlying metal). The effect of the coating on formability, tooling, and forming procedure
depends primarily on the type and thickness of the coating and the pretreatment of the base metal.
Table 3 lists a number of types of organic coatings and gives the normal thickness range and adhesion rating for each
coating, with the minimum bend radius and formability rating for the coated sheet metal.
Table 3 Forming characteristics of organic precoated sheet steels
For coiled bare, hot-dip or electrogalvanized, and aluminized steels. Applied also to aluminum, copper, and brass substrates. For tin-
coated steel, ratings apply only for epoxy coatings;
other coatings have lower ratings. For copper and brass, ratings apply only when
primers based on epoxy or phenolic resins are used. Data are based on the use of suitable chemical conversion treatments and primers;
results may vary for different substrates. Conversion coatings and primers improve results with most coating-substrate combinations.
Coating thickness Type of coating
mm mils
Coating
adhesion
(a)
Minimum 180°
bend radius
(b)
Suitability for
severe
forming
(a)
Solution paints
Alkyd-amino 0.0025-0.03 0.1-1.2 G 3t
F
Vinyl-alkyd 0.0025-0.03 0.1-1.2 G 2t
F
Silicone-polyester 0.018-0.03 0.7-1.2 G 2t-3t
F
Thermoset acrylic 0.023-0.03 0.9-1.2 E 1t-3t
F-G
(c)(d)
Solution epoxy 0.0025-0.025
0.1-1.0 E 0t
E
Ester epoxy 0.0025-0.025
0.1-1.0 E 0t
E
Polyester 0.0025-0.03 0.1-1.2 G 2t
G
Solution vinyl 0.0025-0.03 0.1-1.2 E 0t
E
Dispersion paints
Organosol vinyl 0.018-0.10 0.7-4.0 E 0t
E
Plastisol vinyl 0.10-0.50 4.0-20.0
E 0t
E
(e)
Polyvinyl fluoride 0.013-0.05 0.5-2.0 G 0t
G
Polyvinylidene fluoride
0.013-0.05 0.5-2.0 G 0t
G
Laminated plastics
Polyvinyl fluoride 0.04-0.05 1.5-2.0 G
3.2 mm ( in.)
G
(f)
Polyvinyl chloride 0.10-0.64 4.0-25.0
E 0t
E
(g)
Polyester 0.013-0.36 0.5-14.0
F 0t
F
(c)(h)
Tetrafluoroethylene 0.025-0.50 1.0-20.0
G 0t
E
(i)
Acrylic 0.075-0.15 3.0-6.0 G 0t G
(a)
Ratings: E, excellent; G, good; F, fair.
(b)
t, thickness of sheet.
(c)
Results are greatly affected by coating thickness.
(d)
Coating of medium thickness is good for deep drawing.

(e)
Coating can bridge cracks in the metal produced by severe forming; compressibility of the coating must be considered in forming to close
tolerances.
(f)
Results are greatly affected by substrate material and thickness.
(g)
Bonds may be destroyed in extreme draws or sharp bends.
(h)
Bond strength may be seriously reduced after slight deformation.
(i)
Particularly susceptible to damage by scoring of coating during forming
The ranges of coating thickness shown in Table 3 represent the extreme limits that are technically feasible; most
production coatings have much narrower limits of thickness. Primer thickness is not included in the values for coating
thickness.
The surface condition of the metal base can influence the permissible severity of forming, particularly with thin (~25 μm,
or 1 mil) coatings. Highly polished metal surfaces give a more uniform distribution of the surface stresses induced by
tools during forming. This more effectively preserves the appearance and texture of the coating and would allow greater
severity of deformation if it were not counteracted by the generation of heat over the entire surface of the coating that is in
contact with the forming die.
A metal base with a relatively coarse surface finish subjects the high points of the coating (which for thin coatings are a
reproduction of those of the metal beneath) to higher stresses and greater wear during forming. However, the smaller area
of contact results in generation of less heat from friction.
Adhesion and Flexibility. The adhesion of commonly used coatings is rated in Table 3. The minimum bend radii and
formability ratings in Table 3 are a measure of the combined effect of coating adhesion and flexibility. Vinyl plastisol
coatings have such outstanding flexibility that they can bridge cracks produced in the metal base by severe forming.
To provide the adhesion generally required for forming, chemical conversion coatings, selected for the metal surface to be
painted or plastic coated, are applied to coil stock or blanks by spray or immersion treatment. This treatment is usually
followed by the application of a prime coat compatible with the final coating material. Bare steel is given an iron
phosphate coating with a weight of 375 to 480 mg/m
2
(0.013 to 0.016 oz/ft
2
). Zinc-coated steel receives a zinc phosphate
coating--1.6 to 2.7 g/m
2
(0.005 to 0.009 oz/ft
2
) on hot-dip coatings and 1.08 to 1.9 g/m
2
(0.0035 to 0.006 oz/ft
2
) on
electroplated coatings. Aluminum-coated steel is treated with a chromate coating weighing 215 to 270 mg/m
2
(0.0007 to
0.0008 oz/ft
2
). These coating weights refer to area of stock and must be doubled when treatment of both sides of the stock
is considered.
Organic coatings that are applied to untreated and unprimed metal surfaces have better flexibility than those applied to
pretreated surfaces. However, without pretreatment or the use of a suitable primer, the degree of adhesion necessary to
withstand forming forces or to have adequate service life and corrosion resistance usually cannot be assured. As indicated
in Table 3, forming characteristics are generally improved by the use of a primer. An exception is tin-coated steel.
The thicker films of organosols, plastisols, and vinyl-film laminates have better flexibility than films of solution coatings
in the 0.025 mm (1 mil) dry-film range. Because of their greater thickness, the reduction in thickness from elongation in
bending is a smaller percentage than that for the thinner films of solution coatings. The stress of forming is absorbed
within the thicker films and is not transferred to the interface with the metal, at which adhesion is established.
Solution coatings, because of increasing film strength, have less flexibility and adhesion near the upper thickness limit.
The most severe forming can be done near the lower thickness limit, but such thin coatings may not fulfill service
requirements. Although solution coatings of silicone-polyesters and thermosetting acrylics can be applied as thin as 2.5
m (0.1 mil), as exterior coatings they are used almost exclusively in the heavier thicknesses shown in Table 3. Laminated

plastic coatings may show excessive film strength and therefore less flexibility and adhesion at the upper end of the
thickness range, and low tensile strength at the lower end. The color and gloss of an organic coating also affect coating
flexibility, which decreases with increased pigment loading.
Hardness of organic coatings is in the range of HB to 3H pencil hardness for most of the commonly used paints and
about Durometer A 85 to 90 for plastisol coatings and laminated plastics. Softer coatings are more likely to be damaged
by scoring in the forming die. Die pressure transmitted through an organic coating to the interface can destroy adhesion.
In heavy films and vinyl-film laminates, the elastic, compressible finish coating normally yields under die pressure, but
the relatively brittle adhesive primer layer can be damaged by localized high die pressure.
Shearing, Blanking, and Piercing. Sharpness of cutting tools and direction and speed of cut affect the performance
of coatings in the cut area. Dull cutting tools or high impact speeds cause high-energy impact on the coating surface and
may shatter the bond in the surrounding areas, particularly in coatings of borderline adhesion strength. Flaking or lifting
of the coating may result.
Bending. Minimum bend radii for organic-coated metals are given in Table 3. Slow bending will prevent breakage of
the coating more effectively than rapid bending. When bending with contour forming rolls, the finish of the organic
coating will be preserved, and less stress will be imposed on the steel base if the radii are bent over several rolls instead of
one or two rolls.
Bending short flanges close to a cut edge or where the coating is scored by the bending tool at the peak of the bend can
cause the coating to lift off the steel base. In both cases, the cohesive strength of the film has been weakened, and coatings
with high film strength will attempt to return to the shape in which they were applied.
Deep Drawing. Suitability of the organic-coated metals for deep drawing (or severe forming) is rated in Table 3. The
effect of speed of drawing or forming is generally the same as that described for bending.
The more steps used, the more severely a part can be drawn or formed without damaging the organic coating. However,
the ductility and work-hardening behavior of the steel, as well as the flexibility of the coating system, must be considered
in the design of a forming or drawing die.
Forming Temperature. Depending on the effect of temperature on the properties of the organic coating, heating up to
50 °C (120 °F) before forming will reduce the likelihood of coating fracture. Some coatings, such as silicone-polyester
coatings with a high silicone content, can be formed at a temperature as high as 65 °C (150 °F). Heating can be done with
infrared radiant heaters, hot air, or an open gas flame or by storing the coil stock in a heated room until fabrication.
Overheating must be avoided. Organic coatings, especially the thermosetting types, can be softened enough to make them
subject to surface damage from die action and handling.
The design and surface finish of tools and the selection of handling procedures and equipment are important in forming
organic-coated metals. Depending on the accuracy requirements and the coating thickness, allowance may have to be
made for the coating thickness in dimensioning the forming tools. When accuracy requirements and coating thicknesses
permit, the same dies can often be used for painted and plated metals.
To prevent scratching and scoring of prepainted surfaces, the die surfaces must be polished and sharp corners rounded off.
In addition, damage during ejection and subsequent handling of the parts must be prevented.
References cited in this section
5.
T.E. Dorsett, Development of a Composite Coating for Pre-
Coated Automotive Sheet Metal (Paper 862027),
in Proceedings of the Automotive Corrosion and Prevention Conference, P-
188, Society of Automotive
Engineers, 1986, p 163-173
6.
Y. Shindou et al., Properties of Organic Composite-
Coated Sheet for Automotive Body Panels (Paper
862016), in Proceedings of the Automotive Corrosion and Prevention Conference, P-
188, Society of
Automotive Engineers, 1986, p 81-90
7.
M. Yamashita, T. Kubota, and T. Adaniya, Organic-
Silicate Composite Coated Steel Sheet for Automotive
Body Panel (Paper 862017), in Proceedings of the Automotive Corrosion and Prevention Conference, P-
188,
Society of Automotive Engineers, 1986, p 91-97
8.
T. Mohri et al., Newly Developed Organic Composite-
Coated Steel Sheet With Bake Hardenability (Paper
862030), in Proceedings of the Automotive Corrosion and Prevention Conference, P-
188, Society of
Automotive Engineers, 1986, p 199-208
Press Forming of Coated Steel
Coated High-Strength Steels
The demand is increasing for high-strength steel sheet for stamped parts, particularly in the automotive industry.
Although most current applications are for uncoated high-strength steels, the use of coated high-strength steels is expected
to increase; corrosion resistance is of even greater concern for the thinner (and therefore lighter) high-strength steel
sections used. Coated high-strength steels can be manufactured by any of the conventional coating processes and can be
coated with any of the coating materials already described in this article. Table 4 lists typical substrate mechanical
properties of galvanized and uncoated high-strength steels.
Table 4 Typical substrate mechanical properties of high-strength steels
Yield strength
Ultimate tensile
strength
Type of steel
MPa ksi MPa ksi
Elongation
in 50 mm
(2 in.), %
Average
normal plastic
anisotropy,
m
Average
strain-hardening
exponent, n
Hot-dip galvanized
50 386 56 476 69 28 1.1
0.15
60 455 66 545 79 24 1.0
0.13
Electrogalvanized
50 379 55 469 68 28 1.1
0.16
60 448 65 538 78 24 1.0
0.14
Uncoated cold rolled
50 379 55 469 68 28 1.1
0.16
60 448 65 538 78 24 1.0 0.14
The galvanizing of high-strength steels appears to have much the same effect as the zinc coating of carbon steels; that is,
the free zinc at the surface acts as a lubricant during forming. Figure 5 compares the limiting drawing ratios of coated and
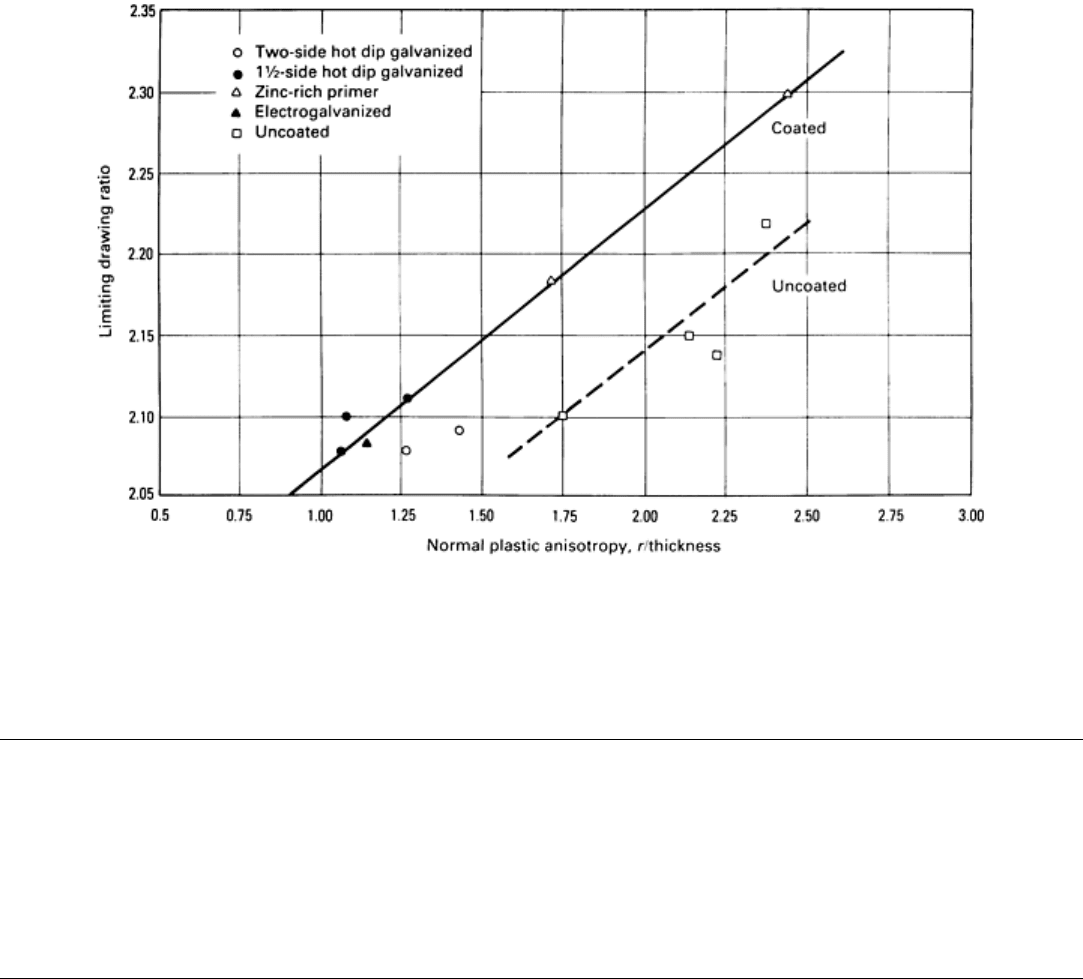
uncoated high-strength steel sheets. The results of a comprehensive comparison of the formability of coated and uncoated
high-strength steels are reported in Ref 9.
Fig. 5 Limiting drawing ratio for various coated and uncoated high-
strength steels. One and a half side
galvanized steel is produced by hot dipping, then wiping one side of the sheet to produce a zinc-
iron alloy
coating. Source: Ref 9.
References cited in this section
1.
The Forming of Galvanized Sheet Steels: Guidelines for Automotive Applications,
American Iron and Steel
Institute, 1986
9.
G. Blanchard, "Comparative Study Using Simulative Tests on the Press Formability of Coated High St
rength
Steel Sheets," Paper presented at IDDRG '85, Amsterdam, The Netherlands, International Deep Drawing
Research Group, May 1985
Press Forming of Coated Steel
References
1.
The Forming of Galvanized Sheet Steels: Guidelines for Automotive Applications,
American Iron and Steel
Institute, 1986
2.
W. Warnecke and W. Muschenborn, "Formability Aspects of Galvannealed Steel Sheet," Paper 16, presented
at IDDRG '85, Amsterdam, The Netherlands, International Deep Drawing Research Group, May 1985
3.
R.F. Lynch
and F.E. Goodwin, "Galfan Coated Steel for Automotive Applications," Paper 860658, Society
of Automotive Engineers, 1986
4.
T. Yamada and H. Kawase, Formability of Aluminum Coated Steel Sheet, in
Efficiency in Sheet Metal
Forming, Proceedings of the IDDR
G 13th Biennial Congress, Melbourne, Australia, International Deep
Drawing Research Group, 1984, p 329-338
5.
T.E. Dorsett, Development of a Composite Coating for Pre-
Coated Automotive Sheet Metal (Paper 862027),
in Proceedings of the Automotive Corrosion and Prevention Conference, P-
188, Society of Automotive
Engineers, 1986, p 163-173
6.
Y. Shindou et al., Properties of Organic Composite-
Coated Sheet for Automotive Body Panels (Paper
862016), in Proceedings of the Automotive Corrosion and Prevention Conference, P-
188, Society of
Automotive Engineers, 1986, p 81-90
7.
M. Yamashita, T. Kubota, and T. Adaniya, Organic-
Silicate Composite Coated Steel Sheet for Automotive
Body Panel (Paper 862017), in Proceedings of the Automotive Corrosion and Prevention Conference, P-
188,
Society of Automotive Engineers, 1986, p 91-97
8.
T. Mohri et al., Newly Developed Organic Composite-
Coated Steel Sheet With Bake Hardenability (Paper
862030), in Proceedings of the Automotive Corrosion and Prevention Conference, P-188, S
ociety of
Automotive Engineers, 1986, p 199-208
9.
G. Blanchard, "Comparative Study Using Simulative Tests on the Press Formability of Coated High Strength
Steel Sheets," Paper presented at IDDRG '85, Amsterdam, The Netherlands, International Deep Drawing
Research Group, May 1985
Forming of Steel Strip in Multiple-Slide Machines
Revised by Deborah A. Blaisdell, The U.S. Baird Corporation
Introduction
MULTIPLE-SLIDE FORMING is a process in which the workpiece is progressively formed in a combination of units
that can be used in various ways for the automated fabrication of a large variety of simple and intricately shaped parts
from coil stock or wire. Operations such as straightening, feeding, trimming, blanking, embossing, coining, lettering,
forming to shape, and ejecting can all be done in one cycle of a multiple-slide machine. Forming is generally limited to
bending operations, but the four slides and center post permit the fabrication of very complex parts. Deep drawing is
generally not done in the forming or press stations of a multiple-slide machine.
Acknowledgement
Portions of this article were adapted with permission from T. Hanson, The Multiform Manual, Heenan & Froude Ltd.
Forming of Steel Strip in Multiple-Slide Machines
Revised by Deborah A. Blaisdell, The U.S. Baird Corporation
Applicability
Multiple-slide forming is used to produce shapes from coiled strip or wire. The maximum size of workpiece that can be
formed from strip metal in a multiple-slide machine is 203 mm (8 in.) wide by 685 mm (27 in.) long. Parts made from
wire up to 1015 mm (40 in.) long (or longer if a special machine is used) and up to 9.5 mm ( in.) in diameter can be
formed automatically from coil stock. This article deals with the forming of strip stock; the fabrication of wire forms is
discussed in the article "Forming of Wire" in this Volume.
If the work metal is comparatively thin and the bending is not severe, tempered strip material can be formed. Plated or
coated materials can be formed, but it is usually better to coat after forming because it is difficult to avoid marring coated
surfaces during forming. However, nonmetallic inserts at appropriate points in the straightener, feeder, and forming tools
can be used to reduce tool marks.