ASM Metals HandBook Vol. 14 - Forming and Forging
Подождите немного. Документ загружается.

mm in. mm in. mm in. mm
in.
0.41 0.016 0.8 0.03 0.8 0.03 1.5
0.06
0.51 0.020 0.8 0.03 0.8 0.03 1.5
0.06
0.64 0.025 0.8 0.03 0.8 0.03 1.5
0.06
0.76 0.030 0.8 0.03 1.5 0.06 2.3
0.09
0.89 0.035 1.5 0.06 1.5 0.06 2.3
0.09
1.07 0.042 1.5 0.06 1.5 0.06 3.3
0.13
1.27 0.050 1.5 0.06 2.3 0.09 3.3
0.13
1.57 0.062 1.5 0.06 2.3 0.09 4.1
0.16
1.98 0.078 2.3 0.09 3.3 0.13 4.8
0.19
2.36 0.093 2.3 0.09 4.1 0.16 6.4
0.25
2.77 0.109 3.3 0.13 4.1 0.16 7.9
0.31
3.18 0.125 3.3 0.13 4.8 0.19 7.9
0.31
3.96 0.156 4.1 0.16 6.4 0.25 9.7
0.38
4.75 0.187 4.8 0.19 7.9 0.31 12.7 0.50
Source: Die Design Handbook, 2nd ed., McGraw-Hill, 1964
The following two examples describe the forming of parts from annealed stock or from cold-rolled stock that had not
been hardened. The first example deals with parts that were redesigned to improve producibility in the press; the other
example, with parts for which the forming severity required annealed or unhardened stock. (Annealed stock was also used
in Example 8.)
Example 6: Bracket That Was Redesigned to Prevent Punch Breakage.
The bracket shown in Fig. 6 was made of 0.11 mm (0.042 in.) thick spheroidize-annealed 1070 spring steel at 70 to 82
HRB. It was blanked, pierced, and formed by a progressive die in a 530 kN (60 tonf) double-eccentric straight-side press
at the rate of 210 pieces per minute.
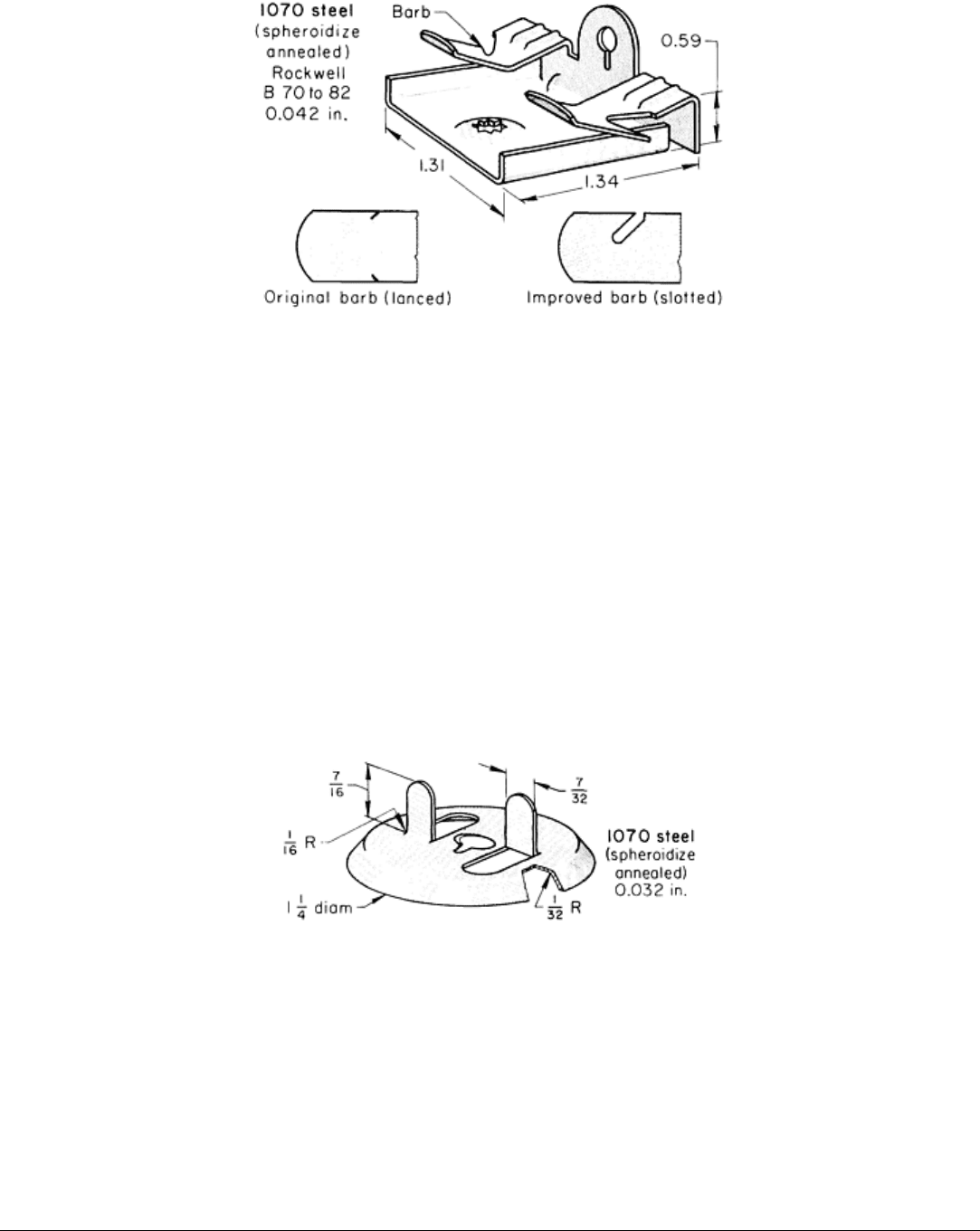
Fig. 6
Bracket produced by blanking, piercing, and forming in a progressive die. Improved design of the barb
reduced die maintenance cost and press downtime and gave the barb more holding power in service.
Dimensions given in inches.
The bracket was used to attach electric conduit and other building components to the flanges of beams and other structural
members. In the original design of the bracket, the lanced barbs (Fig. 6) caused frequent breaking of a punch. The
improved design, as shown in Fig. 6, produced a barb with better holding power and permitted the use of a stronger
punch, reducing the cost of die maintenance and press downtime. After forming, the parts were heat treated to 44 to 48
HRC and phosphate coated.
Example 7: Use of a Progressive Die to Outline, Pierce, Form, and Blank.
The washer-wingnut shown in Fig. 7 replaced two parts--a washer and a wingnut. To produce the unit as one piece,
spheroidize-annealed 1070 steel was used. The part was quenched and tempered after forming.
Fig. 7 Washer-wingnut that was made in a progressive die. The edges of the center-
hole slot were offset to the
pitch of the screw thread so that the part could serve as both a nut and a washer. Dimensions given in inches.
A progressive die was used to outline, pierce, form, and blank the part from coil stock. The metal around the center hole
was slotted and spiral formed, as in making a speed nut, to engage threads. A 530 kN (60 tonf) double-eccentric straight-
side press operating at 180 strokes per minute produced three wingnuts per stroke, or 540 per minute.
The progressive die was made of D2 tool steel and hardened to 58 to 60 HRC. Die life was 200,000 strokes between
regrinds. An extreme-pressure lubricant was used on the strip. Annual production was 3.4 million pieces.
Press Forming of High-Carbon Steel
Hole Flanging
Flanges are formed around holes to increase bearing surface or to increase the number or threads that will fit in a tapped
hole. The relationship among stock thickness, hole size, and flange height is discussed in the article "Press Bending of
Low-Carbon Steel" in this Volume. In the following example, flanges were formed around holes that were large
compared to the flange width in order to provide a bearing surface.
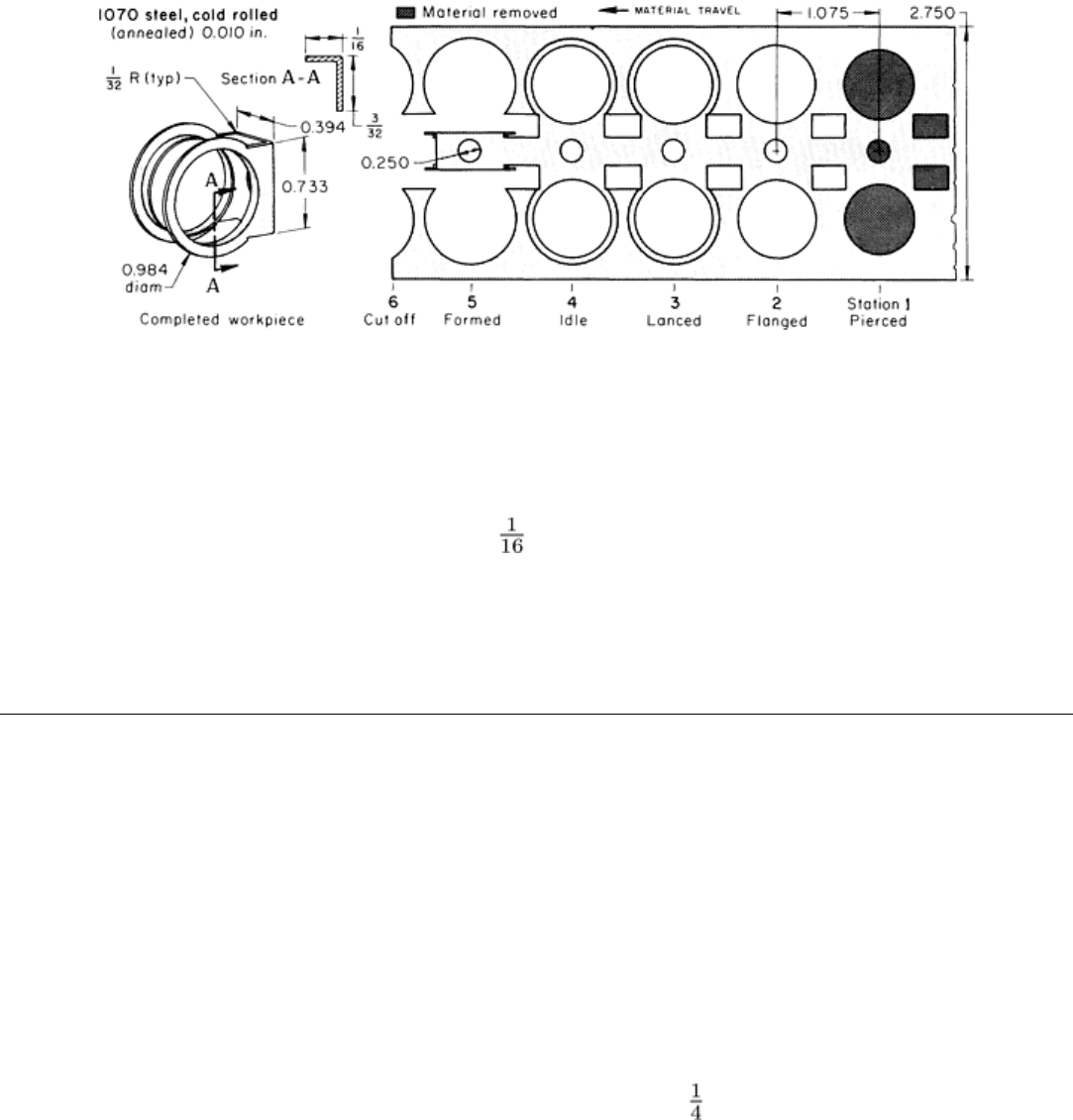
Example 8: Swivel Washer With Flanged Holes.
Annealed 1070 spring steel 0.25 mm (0.010 in.) thick was used to make the swivel washer shown in Fig. 8. After forming,
the parts were heat treated to 46 to 48 HRC.
Fig. 8 Swivel washer, with flanged holes, that was made in a progressive die. Dimensions given in inches.
The strip layout for the six-station progressive die is also shown in Fig. 8. In the first station, two rectangular holes, one
6.35 mm (0.250 in.) diam pilot hole, and two 18.0 mm (0.710 in.) diam holes were pierced. The larger round holes were
flanged to 20.3 mm (0.798 in.) in diameter by 1.6 mm ( in.) in depth in the second station. The washer was lanced in
the third station and formed in the fifth. The part was cut off in the sixth station. Station 4 was idle.
The die was made of A2 tool steel and was hardened to 60 to 61 HRC. It ran in a 130 kN (15 tonf) open-back inclinable
press at 2000 strokes per hour. To maintain a minimum burr height, the die was sharpened after making 60,000 pieces.
Total die life was more than 3 million pieces.
Press Forming of High-Carbon Steel
Multiple-Slide Forming
Small parts that are used in large quantities and require considerable forming are often produced on multiple-slide
machines. In general, more severe forming can be done in the forming station of a multiple-slide machine than in a
progressive die. Additional information on multiple-slide forming is available in the article "Forming of Steel Strip in
Multiple-Slide Machines" in this Volume. The following example illustrates high-carbon steel parts produced in a
multiple-slide forming machine.
Example 9: Blanking and Bending a Bracket in a Multiple-Slide Machine.
The mounting bracket shown in Fig. 9 was embossed, pierced, and notched in a progressive die in the press station of a
multiple-slide machine. It was then cut off and bent. Production was at the rate of 100 pieces per minute. The work metal
was coiled cold-rolled 1050 steel strip, 0.91 mm (0.036 in.) thick by 32 mm (1 in.) wide.
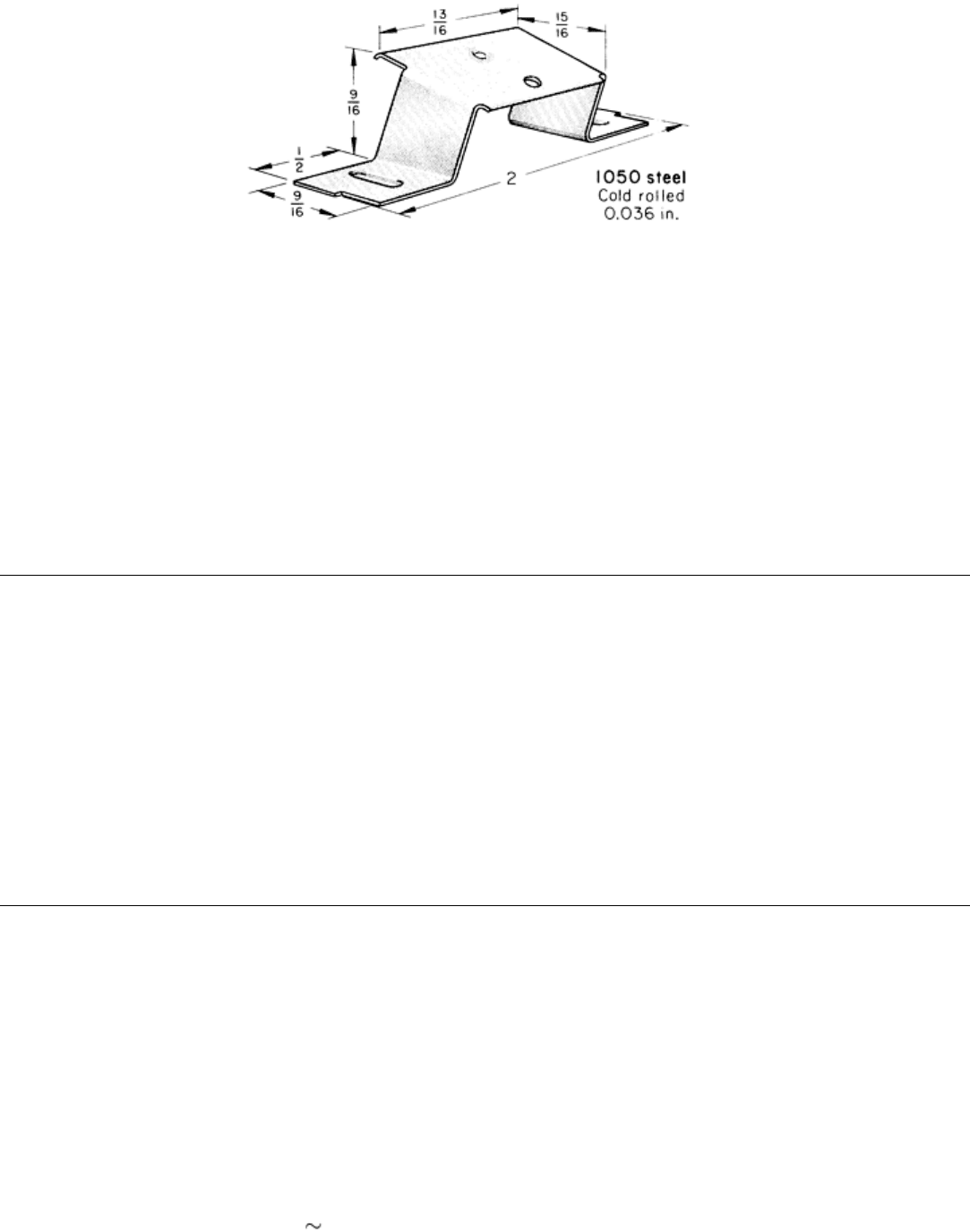
Fig. 9 Mounting bracket that was blanked and bent in a multiple-slide machine. Dimensions given in inches.
In the press station, two holes were pierced, two weld projections were embossed, one hole was flanged, the outline was
notched, and the top surface was flanged to improve stiffness. The strip then moved to the forming station, where the part
was cut off and bent to the final form shown in Fig. 9. All slides in this station moved in a horizontal plane. A front slide
tool held the part against the center post and preformed the flanges. A cam action on the right and left slides formed the
flanges against the post and the rear slide tool.
Vertical-Plane Machines. The machines that formed the parts described in the preceding example have slides that
operate in the horizontal plane. There are also machines in which the center post is horizontal and the slides operate in a
vertical plane normal to the center post.
Press Forming of Coated Steel
Introduction
COATED STEEL sheet or strip is formed in the same presses as those used for forming uncoated steel. Forming
procedures, however, must sometimes be modified, depending on the type of coating. During processing, scratching or
breaking of the coating (sometimes, only marring the surface) must be avoided because these defects could cause
rejection of the finished part.
Coated steels have formability characteristics that are different from those of uncoated steels. This article will discuss the
effects of coatings on the formability of sheet steels and will provide some general guidelines for the forming of coated
steels. The forming of bare (uncoated) steels is discussed in the articles "Press Forming of Low-Carbon Steel" and "Press
Forming of High-Carbon Steel" in this Volume.
Press Forming of Coated Steel
Impact of Coating Processes on Substrate Formability
Coated steels can be categorized according to the formability of the substrate. It must be kept in mind, however, that the
method used to apply the coating (whether it is zinc (galvanized), aluminum, tin, or terne or an organic coating) can affect
the metallurgical structure of the substrate and therefore its properties.
The most prevalent coated steel that is currently in use is zinc-coated steel (galvanized). Steel can be galvanized by hot
dipping or electroplating. Although applications for electrogalvanized steel are increasing, most of the galvanized steel
currently being used is produced by hot dipping.
Hot-Dip Galvanizing. Hot-dip galvanized steel is produced by one of two basic processes, depending on the properties
required. A low-temperature process ( 455 to 480 °C, or 850 to 900 °F) is used when the steel is preannealed to achieve
a soft, ductile structure and good formability.
Higher temperatures (675 to 870 °C, or 1250 to 1600 °F) are used for in-line annealing (that is, the steel substrate is
annealed as the hot dip coating is applied). Because of the short duration of the in-line annealing process, steels processed
by this method are less formable than steels that are coated at lower temperature. Depending on carbon content, steels
coated by the high-temperature hot-dip process may or may not require postannealing to enhance formability. Low-
carbon steels often require postannealing to restore full formability; extralow-carbon steels (0.01% C) normally do not
require postannealing.
Electrogalvanizing is conducted at temperatures at or near ambient; therefore, the properties of electrogalvanized steel
sheet are nearly identical to those of uncoated cold-rolled steel.
Other types of coatings discussed in this article include aluminum, tin, terne (lead-tin alloy), nickel and chromium,
and organic coatings. Because aluminum is applied by hot dipping, aluminum-coated (aluminized) steel is subject to the
same types of problems as hot-dip galvanized steel. Tin coatings can be applied by hot-dipping or electroplating; the latter
is much more common. Terne is a hot-dip product. Nickel plating and chromium plating are applied by electroplating.
The methods used to apply paints and other organic coatings vary, although most require curing at moderate temperature
to achieve final properties. These coatings will be discussed in more detail in the following sections.
Press Forming of Coated Steel
Galvanized Steels
The formability of galvanized steels is reduced to some extent by the brittle iron-zinc alloy layer that is produced between
the metallic zinc and the steel base during hot-dip galvanizing. The thickness of the alloy layer depends on the
temperature-time cycle in galvanizing, but it is also affected by the percentage of other metals, especially lead and
aluminum, in the molten-zinc bath. The decrease in formability is usually in direct proportion to the thickness of the iron-
zinc alloy layer. Modern hot-dip galvanizing processes use special thermal cycles and low-lead low-aluminum coating
materials to minimize formation of the iron-zinc alloy layer.
In deep drawing, the beneficial effects of the free-zinc layer on the surface of the work metal outweigh the adverse effect
of the alloy layer, often permitting greater reductions and greater draw depths than with similar uncoated steel. The layer
of soft metallic zinc prevents galling during forming by eliminating direct contact between the steel substrate and the
punch.
Formability is also influenced by other factors; chief among these are the initial properties of the steel base; the amount of
mechanical work before or after galvanizing; and the response of the steel to the heating cycle for galvanizing, to
supplementary heat treatments, and to aging. These factors often have a greater effect on the formability of galvanized
steel than the galvanized coating does.
Mill Products. Galvanized steel sheet for use in forming is generally purchased in one of four AISI grades:
• Commercial quality (CQ)
• Drawing quality (DQ)
• Drawing quality, special killed (DQSK)
• Drawing-quality special-killed extralow carbon
Drawing-quality special-killed extralow-carbon steel is available in both stabilized (interstitial-free) and nonstabilized
grades. The grades listed above are available in either the dead-soft or the temper-rolled condition.
The thickness of the zinc coating per side, including the iron-zinc alloy layer, ranges from about 55 m (2.15 mils) for the
heaviest coating to 16.5 m (0.65 mils) in eight coating classes. It is more common, however, to specify the desired
coating by weight per unit of surface area. This is particularly true in the automotive industry; automakers are requesting
closer weight control tolerances for more consistent welding and forming characteristics. Coating weight is commonly
specified in the auto industry in terms of grams per square meter (g/m
2
) per side.
One-side galvanized steels have also been developed for the automotive industry. These materials are used with the
galvanized side facing inward; this gives the protection of galvanizing while maintaining the paintability and weldability
of uncoated low-carbon steel on the outside of the panel.
Tool Design. Tools for forming zinc-coated steel parts are of conventional design and are made of cast iron and
standard tool steels. However, parts formed of CQ continuous-annealed steel or of steel over 1.52 mm (0.060 in.) thick
require more compensation for springback than conventional box-annealed steel and uncoated steel, which have lower
yield strengths and hardnesses. Postheat-treated continuous-annealed and box-annealed DQ galvanized steels require the
same tooling as uncoated steels in most forming operations.
Forming Applications. Galvanized steel is used for parts that differ widely in forming severity; typical formed parts
include automobile frame and body parts, roofing, siding, gutters and downspouts, ductwork, signs, awnings, outdoor
hardware, highway guardrails, and culverts. Information on the hot-dip galvanizing process is available in the article
"Batch Hot Dip Galvanized Coatings" in Surface Engineering, Volume 5 of the ASM Handbook; the corrosion resistance
of hot-dip galvanized steels is the subject of the article "Hot Dip Coatings" in Corrosion, Volume 13 of ASM Handbook,
formerly 9th Edition Metals Handbook.
Electrogalvanized Steels. Because the intermediate layer of iron-zinc alloy is either absent or very thin on
electrogalvanized steels, the formability of these materials is essentially the same as that of equivalent uncoated steels.
There is no measurable thickness of iron-zinc alloy on the plated coil stock even after long storage at room temperature;
the amount of alloy produced in heat treating the plated stock before forming is usually too small to affect formability.
The plating ( 2.5 to 7.5 m, or 0.1 to 0.3 mil thick) is tightly adherent even under the most severe deformation. Table 1
lists the typical mechanical properties of galvanized and uncoated CQ, DQ, DQSK, and DQSK extralow-carbon steels.
Table 1 Typical substrate mechanical properties of four types of galvanized and uncoated steels
Yield
strength
Ultimate
tensile
strength
Type of steel
MPa
ksi
MPa
ksi
Elongation,
in 50 mm
(2 in.), %
Average
normal plastic
anisotropy,
Average
strain-hardening
exponent, n
CQ steels
Hot-dip galvanized 276 40 352 51 34 1.1
0.18
Electrogalvanized 234 34 331 48 38 1.2
0.20
Uncoated cold rolled 234 34 331 48 38 1.2
0.20
DQ steels
Hot-dip galvanized 255 37 345 50 37 1.1
0.20
Electrogalvanized 207 30 324 47 39 1.2
0.21
Uncoated cold rolled 207 30 324 47 39 1.2
0.21
DQSK steels
Hot-dip galvanized
Conventional in-line anneal plus post heat treat
228 33 338 49 39 1.2
0.20
Preanneal plus post heat treat
207 30 317 46 41 1.6
0.21
Electrogalvanized 187 27 303 44 43 1.6
0.22
Uncoated cold rolled 187 27 303 44 43 1.6
0.22
DQSK extralow-carbon steels
Hot-dip galvanized
Extralow carbon: stabilized
(interstitial free) In-line annealed
193 28 331 48 42 1.6
0.21
Prebox annealed
172 25 331 48 46 2.0
0.24
Extralow carbon: nonstabilized
Extended postheat treatment
Electrogalvanized
Interstitial free
172 25 331 48 44 2.0
0.23
Uncoated cold rolled
Interstitial free
165 24 331 48 47 2.0 0.24
Source: Ref 1
Galvannealed steels are hot-dip products that use a zinc-iron alloy coating on both sides of the sheet. The alloy
coating is produced by hot-dipping and then annealing or wiping the sheet.
An investigation of the formability of two different galvannealed materials found that the annealing treatment used to
produce galvannealed steel resulted in averaging of the substrate, with resulting lower yield strength and higher
elongation values (Ref 2). Ductility as measured by the strain-hardening coefficient n also increased. However, deep
drawability as measured by the plastic-strain ratio r decreased. A higher r value indicates good resistance to thinning and
therefore good deep-drawing properties. Figure 1 illustrates the effect of the galvannealing treatment on mechanical
properties.
Fig. 1 Effect of the zinc-iron alloy layer on the mechanical properties of galvannealed steels. Data for hot-
dip
galvanized steel are shown for comparison with galvannealed steels after three annealing times. (a) Yield
strength and ultimate tensile strength. (b) Elongation. (c) Normal plastic anisotropy r. (d) Strain-
hardening
coefficient n. Short-
term anneals (2 and 10 min) were at a temperature of 550 °C (1020 °F); 16 h anneal was
at 420 °C (790 °F). Source: Ref 2.
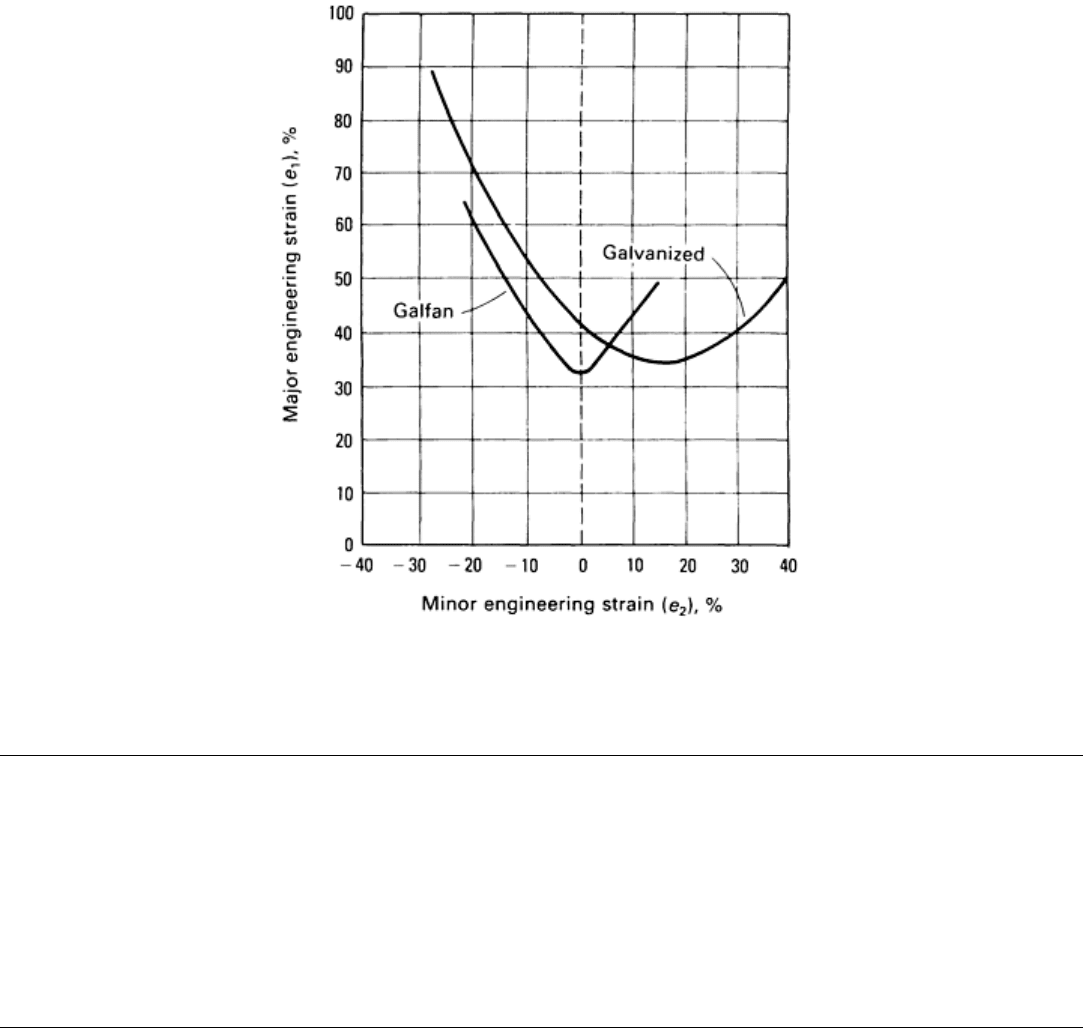
Galfan-Coated Steels. A relatively recent development in hot-dip coatings is a Zn-5Al-mischmetal coating known as
Galfan. Bend and deep-drawing tests have shown that this coating material is less susceptible to cracking upon forming
than other hot-dip coatings (Ref 3). Figure 2 compares forming limit diagrams for hot-dip galvanized and Galfan-coated
steels. The forming limit diagram shows the maximum strain a material can withstand during forming without necking.
Fig. 2 Forming limit diagrams for hot-dip galvanized and Galfan-coated steel. Source: Ref 3.
References cited in this section
1.
The Forming of Galvanized Sheet Steels: Guidelines for Automotive Applications, American Iron and Stee
l
Institute, 1986
2.
W. Warnecke and W. Muschenborn, "Formability Aspects of Galvannealed Steel Sheet," Paper 16, presented
at IDDRG '85, Amsterdam, The Netherlands, International Deep Drawing Research Group, May 1985
3.
R.F. Lynch and F.E. Goodwin, "Gal
fan Coated Steel for Automotive Applications," Paper 860658, Society
of Automotive Engineers, 1986
Press Forming of Coated Steel
Aluminum-Coated Steels
Moderately severe forming is done on hot-dip aluminum-coated (aluminized) steel. The same dies and pressworking
practices used for uncoated steel are applicable to aluminum-coated stock. Drawing compounds are recommended for
forming and drawing operations (see the article "Selection and Use of Lubricants in Forming of Sheet Metal" in this
Volume).
There are two types of aluminum coatings that are commercially significant. Type 2 uses commercially pure aluminum
for the coating, and Type 1 uses an aluminum alloy containing 5 to 11% Si. The microstructure of the Type 2 coating has
a layer of aluminum, often with scattered iron-aluminum intermetallic particles, bonded to the steel substrate by an iron-
aluminum intermetallic layer. This intermetallic layer forms a distinctive serrated boundary with the steel and is generally
identified as Fe
2
Al
5
, although some investigations have found additional iron-aluminum compounds.
A different microstructure is produced when silicon is added to form a Type 1 coating. The intermetallic layer becomes
narrower and smoother, and this results in increased formability of the coated product. The coating bath temperature can
also be lowered with increasing silicon additions, and the growth of the intermetallic layer is further inhibited.
Alloy additions of beryllium, copper, and certain other elements have also been found to impede the growth of the
intermetallic layer. Additions of these and other elements to the steel itself can also retard the growth of the alloy layer.
The way in which these elements reduce the growth is not understood, although silicon appears to act after being
incorporated into the intermetallic layer itself.
Formability of Mill Products. Forming operations of moderate severity can be done on CQ steel with a Type 1 or 2
coating. Sheet stock withstands bending 180° flat on itself in any direction, without fracture of the steel base, and bending
180° over two thicknesses of the material without flaking or peeling on the outside of the bend. When greater ductility is
needed, DQ or DQSK steels with Type 1 coating are used, and they are supplied in a quality suitable for forming a
specific part.
Requirements for corrosion resistance in service often limit the permissible severity of forming to less than that described
in the preceding paragraph. Hairline cracks that develop in the aluminum coating lead to lower service life at high
temperature or in atmospheric exposure. Table 2 gives minimum diameters for 180° bends for 25 cycles of exposure for
30 min at 595 °C (1100 °F) and cooling for 30 min (Type 1 coating) or for a service life of 1 year in a mild industrial
atmosphere (Type 2 coating).
Table 2 Minimum bend radii for corrosion-resistant 180° bends in various thicknesses of aluminized steel
sheet
Steel sheet
thickness, t
Minimum bend radius
mm
in. Type 1 coating
(a)
Type 2 coating
(b)
1.61
0.0635 1.5t
2.5t
1.31
0.0516 1.5t
2t
1.00
0.0396 1.5t
1.5t
0.85
0.0336 . . .
1t
0.70
0.0276
0.5t 0.5t
(a)
Coating containing about 9% Si and weighing 150 g/m
2
(0.5 oz/ft
2
). Minimum radii are for no rust on the outside of the bend after exposure in
air for 25 cycles consisting of 30 min at 595 °C (1100 °F) and 30 min of cooling.
(b)
Coating of commercially pure aluminum weighing 350 g/m
2
(1.15 oz/ft
2
). Minimum bend radii are for no rusting at the outside of the bend
after 1 year of exposure to a mild industrial atmosphere.