ASM Metals HandBook Vol. 14 - Forming and Forging
Подождите немного. Документ загружается.

The material was cold-rolled 1010 steel strip in No. 4 temper. The strip was 2.4 mm (0.095 in.) thick by 86 mm (3 in.)
wide. The progressive die was mounted in a 665 kN (75 tonf) straight-side mechanical press with a flywheel drive, a 152
mm (6 in.) stroke, and a maximum rate of 60 strokes per minute. The press was equipped with an air clutch. Ball-lock
punches, die bushings, and easily reproducible die sections were used throughout.
The die was made of D2 tool steel hardened to 58 to 60 HRC and had a life of 55,000 pieces per regrind. Production was
discontinued after 2.5 million lamp brackets had been made.
Flatness. The longitudinal and transverse stresses set up during the forming of a part can cause it to warp--particularly if
the part is made of steel that is not uniform. Depending on the size and shape of the part, either smooth flattening or
embossing can be used to maintain flatness.
Press Condition. The accuracy and condition of presses must be maintained within close limits when tolerances on
formed parts are critical, regardless of the type of operation. Press slides that are not parallel with the bed at the bottom of
the stroke can cause uneven stock thicknesses when the punch bottoms against the die surface. Unbalanced forming
forces can shift the punch, producing out-of-tolerance workpieces. In some forming applications, shifting of the punch
can be minimized by tipping the workpiece to balance the forces. Heel blocks and other means of positively maintaining
the punch-to-die relationship are used to overcome unbalanced forming forces and shifting of the punch slide.
Press Forming of Low-Carbon Steel
Revised by John Siekirk, General Motors Technical Center
Hot Forming
In hot forming, the work metal is heated above its transformation temperature. Less press capacity is needed to hot form a
given shape than to cold form it. However, the press, dies, and related equipment must be designed to withstand high
temperature. Meeting this requirement is sometimes more difficult than obtaining a higher-capacity press for cold
forming.
In some applications, a steel workpiece can be quenched directly from the forming temperature. In the following example,
25 mm (1 in.) thick high-strength low-alloy steel blanks heated to 815 °C (1500 °F) were press formed and then allowed
to cool in air.
Example 11: Hot Forming of High-Strength Low-Alloy Steel.
A 25 mm (1 in.) thick blank of high-strength low-alloy steel was hot formed into a bucket blade for earthmoving
equipment (Fig. 13). The blank was cut by oxy-fuel gas to 305 × 1700 mm (12 × 67 in.) from a flat plate, then furnace
heated to 815 °C (1500 °F). The hot workpiece was formed with one stroke of a 1.8 MN (200 tonf) hydraulic press. No
lubricant was used, because production quantities were small and the surface condition of the part was not critical. After
being formed, the part was quickly removed from the die and allowed to cool on the floor. Time from furnace to press to
floor was 4 min per piece.
Fig. 13 Digger-bucket blade that was hot formed in a hydraulic press. Dimensions given in inches.
Heating the blank to 815 °C (1500 °F) permitted forming in a much smaller press and with greater accuracy than could
have been done if the blank had been formed at room temperature. Tolerances of ±1.6 mm (± in.) were maintained on
the overall dimensions of the formed part.
The forming die was a weldment made of hot-rolled 1045 steel, flame hardened at the critical wear points. Production was
400 buckets per year in lots of 60. Die life was 2400 pieces before reworking.
Press Forming of Low-Carbon Steel
Revised by John Siekirk, General Motors Technical Center
Auxiliary Operations in Presses
Presses are used to fasten parts together by rivets or by plastically deforming mating areas in either or both of the parts. In
operations such as staking, folding, crimping, curling, or press assembly, projections of various sizes and shapes are
deformed so that the assembly is reasonably strong. In the following example, a press was used to curl the lip of a hub
over a disk for a tight torque-resistant joint.
Example 12: Assembly of Hub to Center Disk by Curling in a Hydraulic Press.
Center disks of large blower wheels were assembled to hubs by curling, as shown in Fig. 14. The hub was an automatic
bar machine product made of cold-drawn 1018 steel tubing. The length of the hub was 28.6 mm (1 in.) before curling,
and the curled lip was 3.2 mm ( in.) high.
Fig. 14 Hub and disk that were assembled by curling in a press. Dimensions given in inches.
The work was done in a 490 kN (55 tonf) hydraulic press with no lubricant. Because the disks and hubs were assembled
and positioned manually, the production rate was only 30 pieces per hour. The joint could have been made much faster by
spinning, but spinning equipment that could accommodate the large disks was not readily available.
The curling tool was made of A5 tool steel and had a life of several years. The blower-disk assemblies were made in
quantities of 20,000 per year.
Press Forming of Low-Carbon Steel
Revised by John Siekirk, General Motors Technical Center
Press Forming Versus Alternative Methods
If a part can be made by forming sheet metal in a press, this is ordinarily the least expensive method of manufacture,
except when only a few pieces are needed. The low cost per piece results from the high production rates and the efficient
use of metal usually obtainable in the press forming of sheet metal.
The accuracy inherent in press forming is satisfactory for most requirements. Greater accuracy can be achieved by the use
of precision tooling and by maintaining close control over press conditions.
The disadvantages of relatively high tool cost and long tooling time can often be offset, except for the production of very
small quantities, by the use of short-run tooling. The design of a part can sometimes be modified to permit the use of
press forming instead of alternative methods. An application in which cost was reduced when forming replaced forging is
described in the following example.
Example 13: Press Forming Versus Forging.
The bicycle handlebar stem shown in Fig. 15 was formed from hot-rolled commercial-quality 1008 or 1010 steel sheet
4.17 mm (0.164 in.) thick, pickled and oiled. The formed part cost much less than the machined forging it replaced. More
than 1 year was required to perfect the forming process.
Fig. 15
Bicycle handlebar stem that cost less when formed from sheet steel than when produced as a machined
forging. Dimensions given in inches.
The pieces were blanked two at a time in a 2.2 MN (250 tonf) press operating at 40 strokes per minute. They were formed
in a nine-station transfer die that ran at 20 to 26 strokes per minute in a 2.67 MN (300 tonf) press loaded at 50% of its
force-capacity rating, as shown by a meter. The blanks were fed into the first station from a magazine feeder by a slide.
After forming, one hole was reamed and another was drilled and tapped in a rotary indexing machine.
The severity of forming require the use of a drawing compound. The production rate of 1 million pieces per year caused
no unusual problems except those that resulted from aging of the stock. If the stock was not used shortly after receipt
from the mill, there was some splitting at the most severely formed areas, such as the shoulders of the handlebar stem, and
some surfaces showed an orange-peel effect. After forming, the part was plated for appearance and corrosion resistance.
The blanking die was of D2 tool steel hardened to 56 to 58 HRC. After runs of 50,000 parts, the die was resharpened by
removing 0.3 mm (0.012 in.) from the punch and die. The forming punches were of O1 and A2 tool steels, hardened to 52
to 54 HRC. The forming-die sections were of D2 tool steel hardened to 54 to 56 HRC. The high-wear areas were coated
with a deposit of cemented carbide. The dies made over 300,000 acceptable parts.
Workpieces that are very similar can sometimes be made equally well, and at about the same cost, by two or more
different methods. Under these conditions, the choice of method may depend on the availability of equipment, as in the
following example.
Example 14: Press Forming in V-Dies Versus Rotary Draw Bending.
The two types of rectangular frames shown in Fig. 16 were made by two different forming methods. Each type of frame
could have been made by either method; but because of the type of equipment that was available, the corners of the frame
shown in Fig. 16(a) were press formed in a V-die, and those shown in Fig. 16(b) were made by rotary draw bending. Each
type of frame was made in a number of sizes by making individual bends in succession on precut lengths of contour-
rolled or press-brake-formed steel strip and welding the ends together.
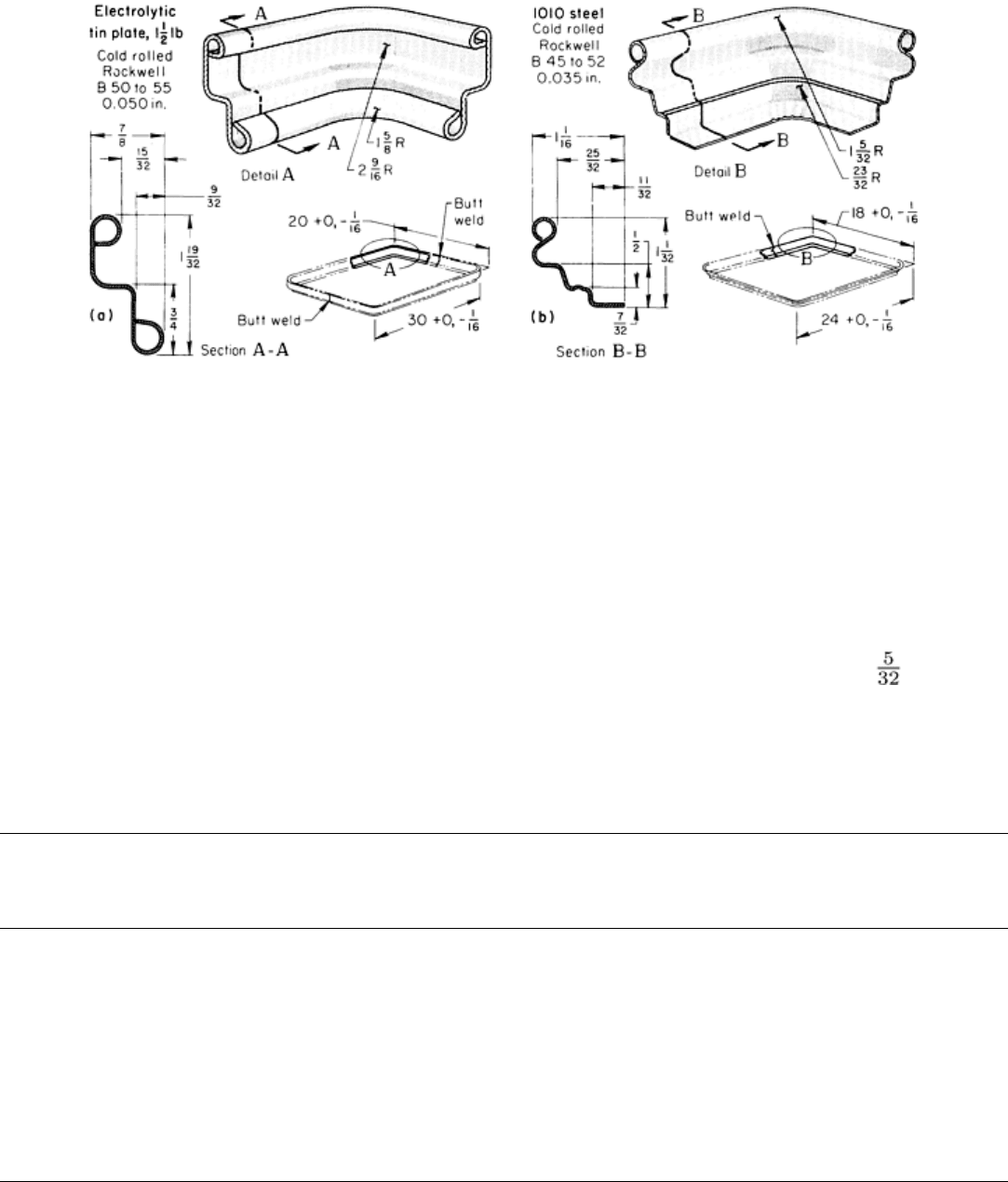
Fig. 16 Rectangular frames that were made by two different forming methods. (a) Press forming in a V-
die. (b)
Bending in a rotary draw bender. Dimensions given in inches.
The corners for frames made from 1.27 mm (0.050 in.) thick electrolytic tin plate (Fig. 16a) were formed one at a time in
a 152 mm (6 in.) stroke, 500 kN (56 tonf) mechanical press, using a developed V-die made of D2 tool steel. Each corner
was restruck twice for accuracy of bend angle and contour. Because of the tin coating, no lubricant was needed. The
production rate was 420 corners per hour. Die life was indefinite. Lot size averaged about 1000 frames, for a yearly
production of about 25,000 frames of various sizes.
The corners for a second line of frames (Fig. 16b) were bent from contour-roll-formed 54.8 × 0.89 mm (2 × 0.035 in.)
1010 steel strip in a rotary draw bending machine equipped with conforming die and clamp blocks. The die and clamp
blocks were made of D2 tool steel; residual mineral oil from the preceding contour roll forming operation provided
sufficient lubrication for the draw bending. The production rate was 600 bends per hour for a total yearly production of
about 1 million frames in lots of 1000 to 10,000 frames. These frames were phosphate coated and electrostatically spray
painted after welding.
Press Forming of Low-Carbon Steel
Revised by John Siekirk, General Motors Technical Center
Safety
Press forming, like other press operations, involves potential hazards to operators, maintenance personnel, and other
persons in the work area. No press, die, or auxiliary equipment can be considered ready for operation until hazards are
eliminated by the installation of necessary safety devices. Operators and all persons working around the operation should
be properly instructed in safe operation of the equipment. The article "Presses and Auxiliary Equipment for Forming of
Sheet Metal" in this Volume contains additional information on safe operation.
Press Forming of High-Carbon Steel
Introduction
HIGH-CARBON STEEL strip (including spring steel and tool steel) is blanked, pierced, and formed to make a variety of
parts. The practices, precautions, presses, and tools used in making high-carbon steel parts are comparable to those used
for producing similar parts of low-carbon steel (see the preceding articles concerning the blanking, piercing, press
bending, and press forming of low-carbon steel in this Volume). Differences that must be considered in blanking,
piercing, and forming high-carbon rather than low-carbon steel include the following:
• More force is required for high-carbon steel because of its higher strength
• Greater clearance between the punch and die is necessary in blanking and piercing
• A more wear-resistant tool material may be required before acceptable tool life can be obtained
Press Forming of High-Carbon Steel
Blanking and Piercing
The most important difference between the blanking and piercing of high-carbon and of low-carbon steel is that greater
clearance between punch and die is required for high-carbon steels. The clearances needed for producing each of the five
edge types in blanking and piercing high-carbon and low-carbon steels are compared in Table 1 in the article "Piercing of
Low-Carbon Steel" in this Volume. As shown in that table and in the accompanying Fig. 2, at equal clearance, rollover
depth will be smaller and burnish depth greater for high-carbon than for low-carbon steel. For example, 12% clearance
per side will produce a type 4 edge on high-carbon steel, and a type 2 edge on low-carbon steel.
This relationship of cut-edge characteristics to carbon content is different from the relationship of cut-edge characteristics
to temper or hardness of low-carbon steel. Figure 4 in the article "Piercing of Low-Carbon Steel" shows that rollover
depth and burnish depth are both smaller for harder tempers of low-carbon steel than for softer tempers.
Tool materials recommended for blanking and piercing high-carbon steel are listed in the article "Selection of Material
for Blanking and Piercing Dies" in this Volume. Selection tables in that article show that although the complexity of the
workpiece and the total quantity to be blanked are more significant factors than work metal composition in the selection
of tool material, the hardness of the work metal is nevertheless significant. Carbide dies are often used for large quantities
(see Example 1).
Die life in the blanking and piercing of high-carbon steel varies with different applications, depending greatly on the
dimensional accuracy that must be maintained and the burr height that can be tolerated on the blanked parts. The
following example describes an application in which a change in tool material increased die life by a factor of about 28.
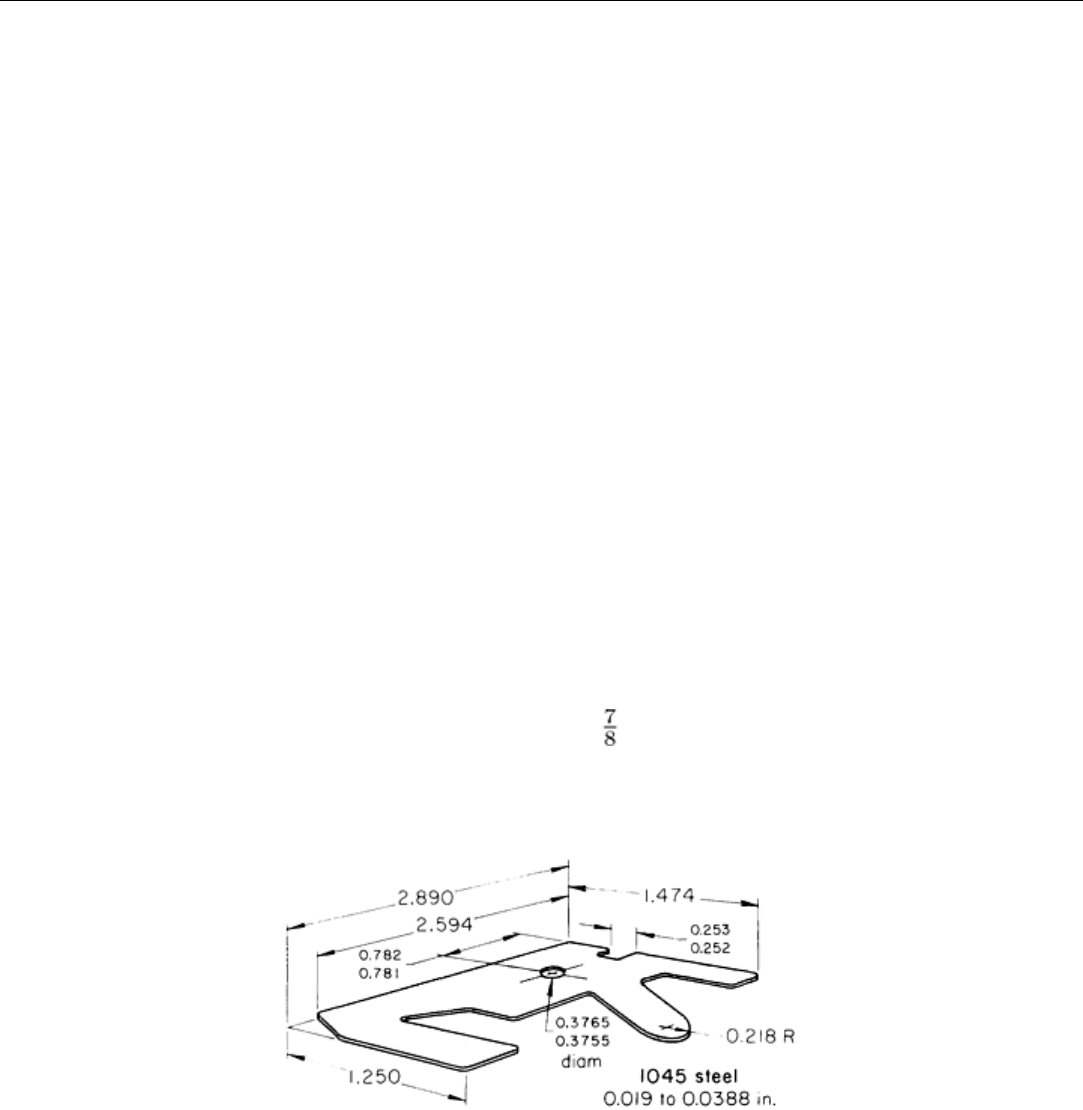
Example 1: Change From Tool Steel to Carbide Punches and Dies.
The part shown in Fig. 1 was blanked and pierced from 48 mm (1 in.) wide coils of bright-finish 1045 steel having a
hardness of 70 to 75 HR15N (equivalent to 20 to 30 HRC). Thickness ranged from 0.48 to 0.986 mm (0.019 to 0.0388
in.); tolerance for all thicknesses was +0.000, -0.003 mm (+0.000, -0.001 in.).
Fig. 1 Blanked and pierced textile machine part for which carbide
compound dies had 28 times the total life of
those made of D2 tool steel. Dimensions given in inches.
The punch and the die were both originally made of D2 tool steel at 62 to 63 HRC. To keep burr height on the parts at or
below the maximum of 0.08 mm (0.003 in.), it was necessary to grind the die after each 25,000 pieces. The steel die had a
usable depth of 16 mm ( in.) and 0.20 mm (0.008 in.) was removed with each grinding. Therefore, with 78 grindings,
the total die life was 1,950,000 pieces.
To improve die life, the tool material for both the punch and the die was changed to carbide. The carbide tools cost three
times as much as the steel punch and die, but production between grinds increased to 350,000 pieces and only 0.10 mm
(0.004 in.) of stock was removed per grind. Therefore, with the same amount of usable die, the total die life would be
54,600,000 pieces.
The die was a compound-type unit. It was operated in a 445 kN (50 tonf) open-back inclinable mechanical press having a
75 mm (3 in.) stroke and mechanical feed.
Tooling for Greatest Efficiency. Along with the increase in punch-to-die clearance, other tool changes are required
for efficiency in the blanking and piercing of high-carbon steel. For example, with high-carbon steel more so than with
low-carbon steel, the scrap skeleton from blanking and piercing operations is likely, in springing back, to adhere to the
punch, sometimes causing spalling of the punch edges. To strip this scrap from the punch, it is common practice to
include in the punch mechanism a second, chisel-pointed punch placed as close as possible to the blanking edge. This
second punch serves to spread the scrap skeleton, minimizing its adherence to the blanking punch (see Example 2).
The following example deals with changes in tooling that reduced cost. In the example, blanking replaced machining.
Example 2: Cost Reduction When Blanking Replaced Milling.
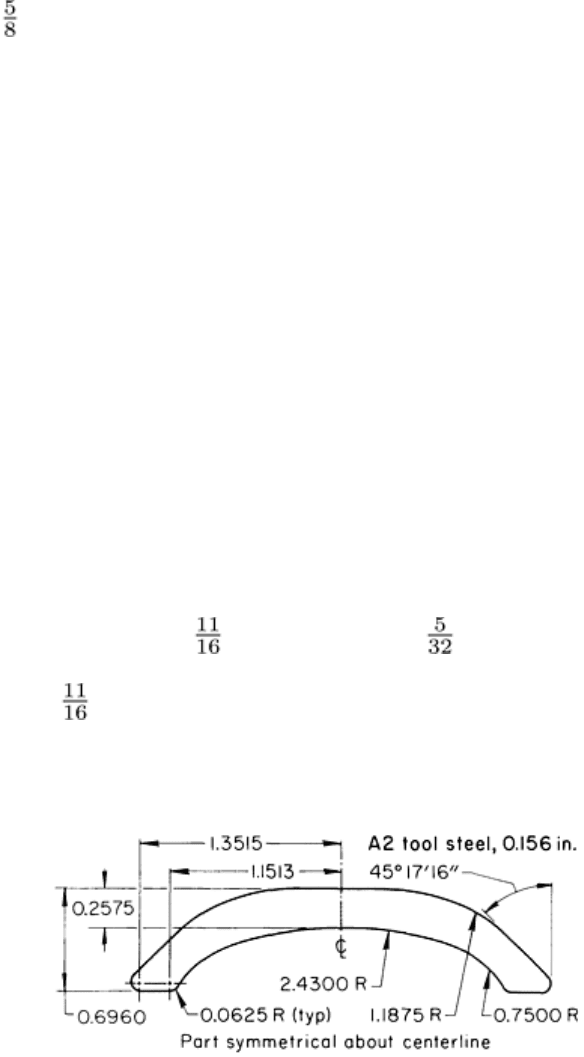
The blanked workpiece shown in Fig. 2 replaced a machined part of slightly different dimensions. For the machined part,
starting blanks 75 mm (3 in.) long by 17 mm ( in.) wide by 4.0 mm ( in.) thick were sawed from ground flat stock
of A2 tool steel spheroidize-annealed to 14 to 18 HRC. The long edges of the blanks were ground to reduce the width of
the blank from 17 to 15.9 mm ( to 0.625 in.). Grinding was followed by four separate milling operations. This change
in production method from milling to blanking reduced the machining time for 100 pieces from 28 to 0.23 h and
decreased cost per piece by a factor of 122.
Fig. 2 Part produced by blanking for less than 1% of the per-
piece cost of producing it by milling. The punch
was modified to solve a stripping problem. Dimensions given in inches.
The blanking was done in a 280 kN (32 tonf) open-back inclinable mechanical press with a punch and die made from A2
tool steel at 60 to 62 HRC. To obtain acceptable edges on the workpiece, a punch-to-die clearance of 8 to 10% of stock
thickness per side was used. Because of the force required for stripping, it was necessary to add a chisel-edge punch to
spread the scrap skeleton and to prevent damage to the blanking punch. In addition, a minimum corner radius of 1.6 mm
(0.062 in.) was necessary for efficient stripping, and the overall width of the part was increased to 17.7 mm (0.696 in.).
Dimensional accuracy in the blanking and piercing of high-carbon steel depends largely on the accuracy of the
tooling. Initially, the practical accuracy is the same as that for the blanking and piercing of other metals. However,
because the rate of tool wear is usually higher in the blanking and piercing of high-carbon steel (especially if
pretempered) than for many other work metals, maintenance of tolerances can be more difficult and may require more
frequent reconditioning of the tools.
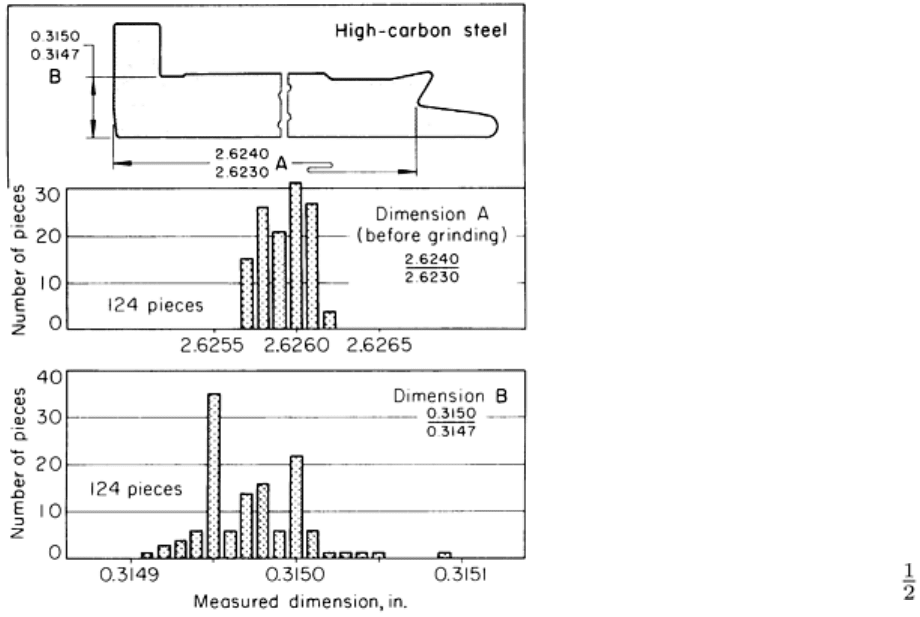
The following example describes a spring for which it was impossible to attain the specified tolerances on one dimension
without subsequently grinding. Variations in two dimensions, measured on 124 pieces during the production run, are
shown in the bar graphs in Fig. 3.
Example 3: Variations in Dimensions
of Blanked Springs.
The data in Fig. 3 show variations in two dimensions
measured on 124 blanked springs randomly selected
from a production run of 50,000 pieces. The total
tolerance on the length (dimension A) was 0.03 mm
(0.001 in.), which was not practical for blanking.
Therefore, the springs were blanked slightly oversize,
and about 0.05 mm (0.002 in.) was removed by grinding
the square end. The total tolerance on dimension B was
0.008 mm (0.0003 in.). As shown in Fig. 3, all but 11 of
the springs conformed to this tolerance, and these 11
samples were all on the high side of 8.001 mm (0.3150
in.).
The springs were blanked from 25 mm (1 in.) wide,
bright-finish, pretempered high-carbon steel (1.15 to
1.35% C, 84 to 87.5 HR15N). Thicknesses ranged, in
steps of 0.013 mm (0.0005 in.) from 0.102 to 0.165 mm,
±0.005 mm (0.004 to 0.0065 in., ±0.0002 in.). The die
was made of T1 high-speed steel at 64 to 65 HRC and
operated in a 270 kN (30 tonf) open-back inclinable
mechanical press having a 38 mm (1 in.) stroke and an
automatic feed.
The tolerances that can be held and the size and
spacing of holes and slots that are practical in press dies
are illustrated in the following example.
Example 4: Blanking and Piercing an Intricate Pattern.
The comb of an electric shaver (Fig. 4), made of pretempered spring steel, had an intricate pattern of slots and holes.
Because more than 7 million of these combs were produced yearly, it was economical to construct the die needed to make
them by blanking and piercing. Most of the dimensions on the part were held to a tolerance of ±0.025 mm (±0.001 in.).
Similar parts of stainless steel were made by chemical machining.
Fig. 3
Variations in two dimensions of blanked springs.
Dimensions given in inches.
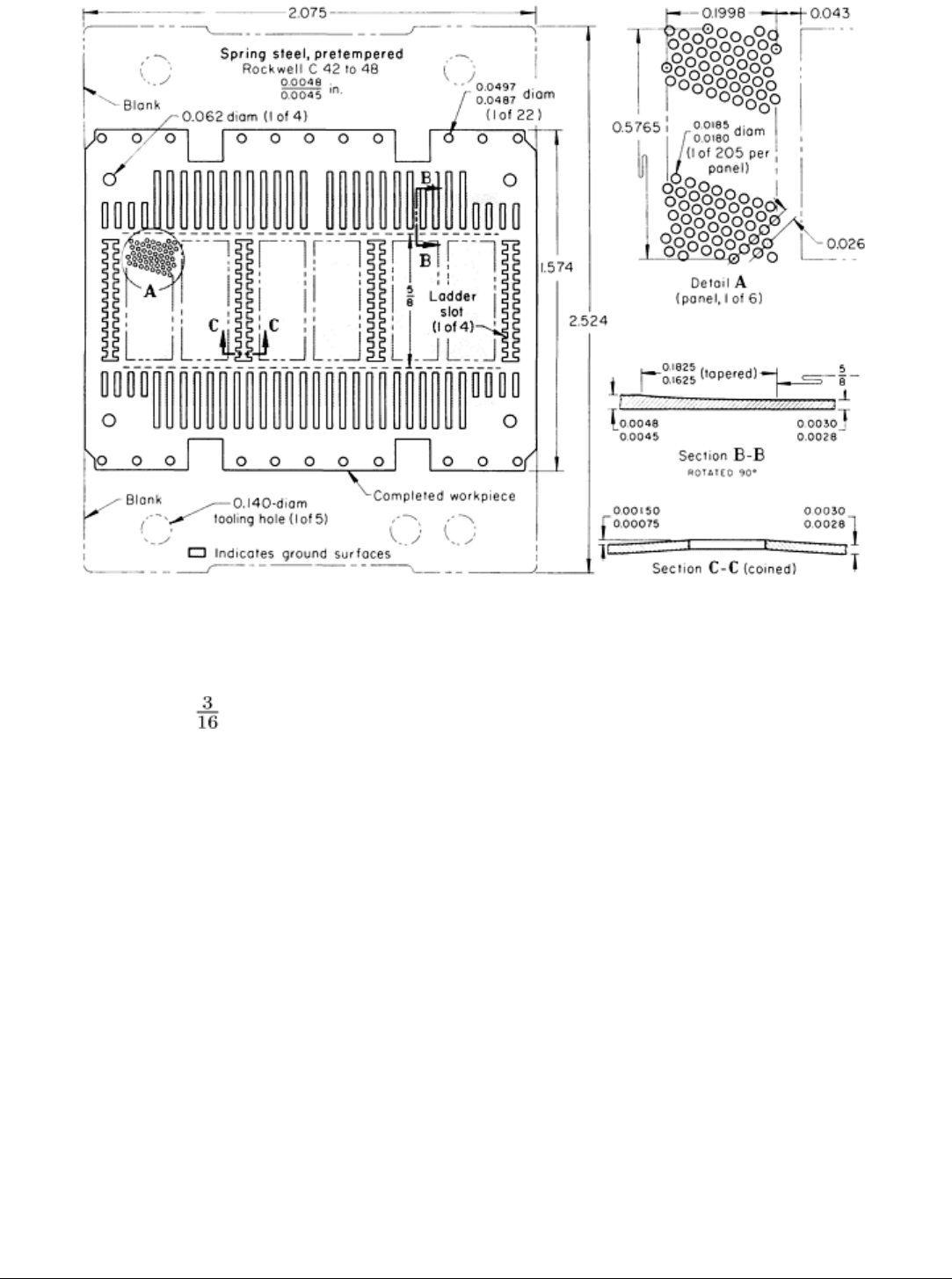
Fig. 4 Comb of an electric shaver made by blanking and piercing. Dimensions given in inches.
The stock was 56 mm (2 in.) wide high-carbon spring steel, pretempered to 42 to 48 HRC. Thickness was 0.11 to 0.12
mm (0.0045 to 0.0048 in.). Blanks sheared from the stock were 52.70 mm (2.075 in.) wide by 64.11 mm (2.524 in.) long
and included, at each end, 12.1 mm (0.475 in.) that was later trimmed. This trimmed stock contained five tooling holes,
one of which was a foolproof hole that prevented incorrect placement of the blank in the die.
In the first piercing operation, the rectangular slots at each end of the cutting areas were pierced, along with the five 3.56
mm (0.140 in.) diam tooling holes in the trim area and four ladder slots that bordered the three cutting areas. After this
operation, the three cutting areas were ground to a thickness of 0.071 to 0.076 mm (0.0028 to 0.0030 in.). This ground
surface, 15.9 × 12.6 mm (0.625 × 0.495 in.), tapered to the original stock surface in 4.11 to 4.62 mm (0.162 to 0.182 in.).
In the third operation, 0.46 mm (0.018 in.) diam holes were pierced in the cutting areas at a centerline spacing of 0.572
mm (0.0225 in.) in one direction and 0.66 mm (0.026 in.) in the other direction. Each of the three cutting areas had 410
holes arranged in two panels of 205 holes each.
After the third operation, workpieces were deburred, and the area around each of the four ladder slots was coined to a
depth of 0.019 to 0.038 mm (0.00075 to 0.0015 in.). The surface was buffed before plating, removing 0.008 mm (0.0003
in.) of stock. Finally, the comb was trimmed from the rough blank and four 1.6 mm (0.062 in.) diam holes for locating
studs and 22 rivet holes 1.24 to 1.26 mm (0.0487 to 0.0497 in.) in diameter were pierced. The piece was plated after
assembly with the comb support.
Dies were made of D2 tool steel and hardened to 58 to 60 HRC. Some additional wear resistance that could have been
attained by hardening to 60 to 62 HRC was sacrificed in order to make the delicate punches more resistant to shock. The
presses were 620 and 670 kN (70 and 75 tonf) mechanical presses operated at 5 or 6 strokes per minute to accommodate
meticulous hand feeding of the workpieces. Production lots consisted of 50,000 pieces each.
Press Forming of High-Carbon Steel
Forming Pretempered Steel
The mold forming of high-carbon steel in the quenched-and-tempered (pretempered) condition (usually 47 to 55 HRC) is
common practice. The severity of forming that can be done without cracking of the work metal depends mainly on
thickness. When metal thickness is no more than about 0.38 mm (0.015 in.), it is possible to make relatively severe bends
without fracturing the work metal. However, as metal thickness increases, the amount of forming that can be done on
pretempered steel decreases rapidly.
The example that follows describes the production of parts by blanking, piercing, and forming in progressive dies. The
hardness and abrasiveness of the work metal reduced die life well below that experienced with low-carbon steel or
annealed high-carbon steel. Tabs were coined to a spherical radius after being bent to a 45° angle. This required resetting
the die to overcome variations in each coil of stock.
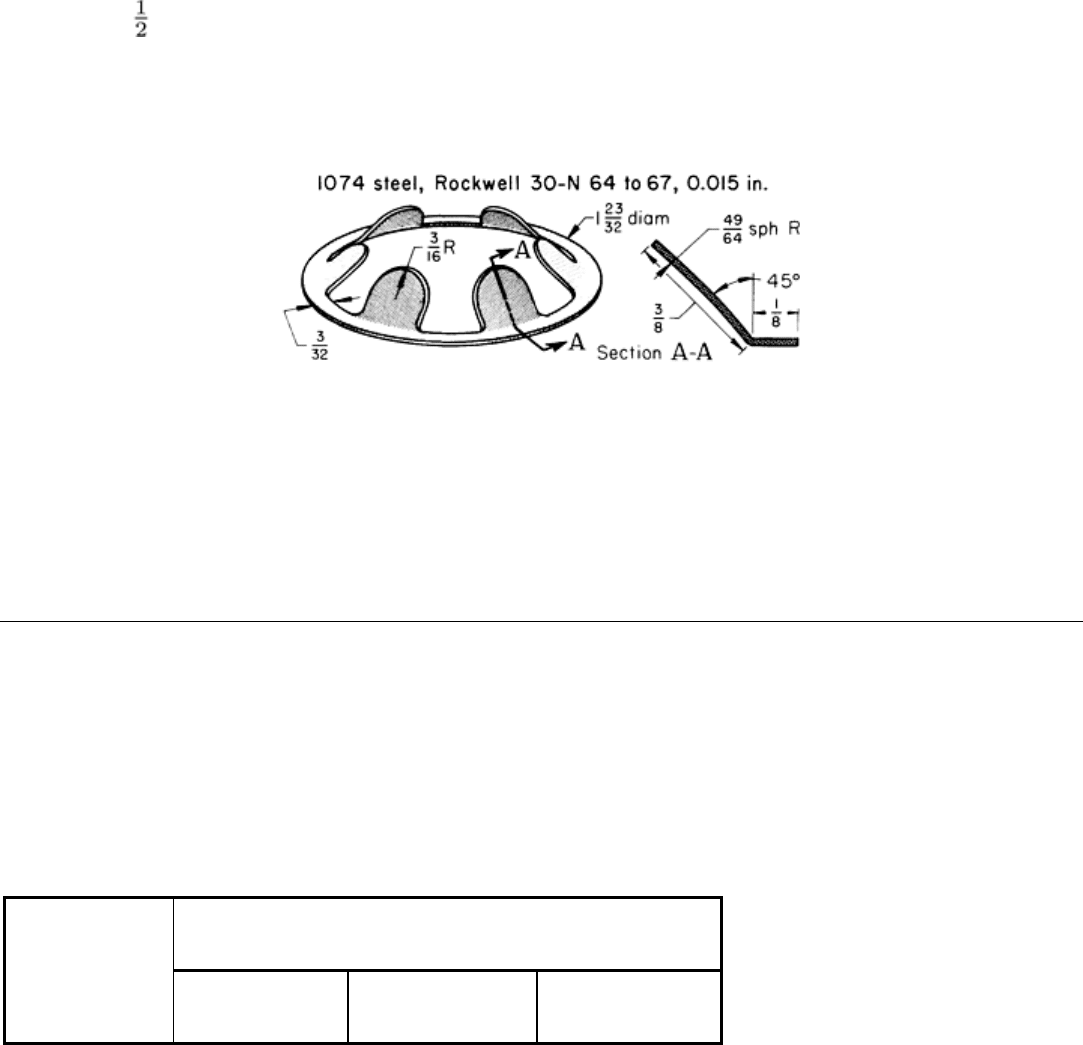
Example 5: Lockwashers From 1074 Steel.
The lockwasher shown in Fig. 5 was made from 1074 pretempered steel with a hardness of 64 to 67 HR30N. Coil stock
was 64 mm (2 in.) wide and 0.38 mm (0.015 in.) thick. A progressive die with three working stations was used to cut
the tabs to shape, bend, and coin the tabs to a spherical radius, and blank the part from the strip. Idle stations were placed
between the working stations for added die strength. D2 tool steel was used for the cutting and forming die elements. Die
life between sharpenings was about 25,000 pieces.
Fig. 5 Lockwasher that was blanked and formed of pretempered stee
l. To control tab dimensions, the dies had
to be reset for each new coil of stock. Three progressive-
die stations cut the tabs to shape and coined them to
spherical radius. Dimensions given in inches.
Adjustment of the die setting was necessary for each coil of stock so that the tabs would be coined and bent to the proper
angle. A 580 kN (65 tonf) mechanical press operating at 110 strokes per minute was used.
Press Forming of High-Carbon Steel
Forming Annealed Steel
Moderately severe forming can be done on cold-rolled stock that has not been quenched and tempered and on high-carbon
steel that has been spheroidize-annealed. Such materials are usually hardened and tempered after forming to improve
spring properties. Table 1 shows the effect of the carbon content of steel on bendability and demonstrates the major
importance of sheet thickness.
Table 1 Typical effects of carbon content and sheet thickness on minimum bend radius of annealed steels
Minimum bend radius
Thickness of sheet
Steels 1020 to 1025
Steels 4130 and 8630
Steels 1070 and 1095