Антипов С.Т. и др. Машины и аппараты пищевых производств. Книга 2. Том 1
Подождите немного. Документ загружается.

Глава
15
Оборудование
для формования 521
пищевых сред
б)
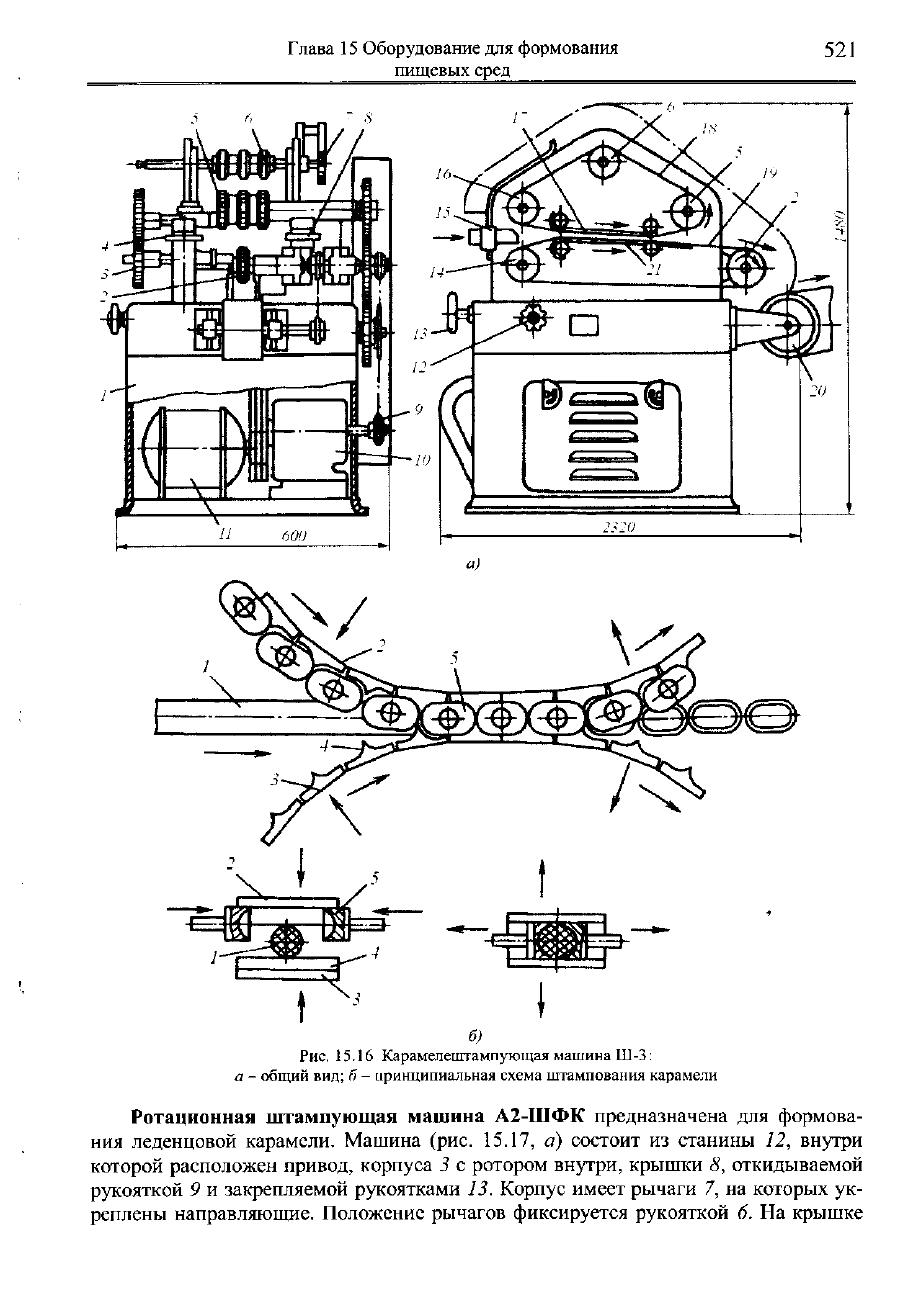
Рис.
15.16 Карамелештампующая
машина
Ш-3:
а
- общий вид; 6 - принципиальная схема штампования карамели
Ротационная штампующая машина
А2-ШФК
предназначена для формова-
ния леденцовой карамели. Машина (рис. 15.17, а) состоит из станины 12, внутри
которой
расположен привод, корпуса 3 с ротором внутри, крышки 8, откидываемой
рукояткой 9 и закрепляемой рукоятками 13. Корпус имеет рычаги 7, на которых ук-
реплены
направляющие. Положение рычагов фиксируется рукояткой 6. На крышке
522
Часть II Машины и аппараты-преобразователи
пищевых сред
а) б)
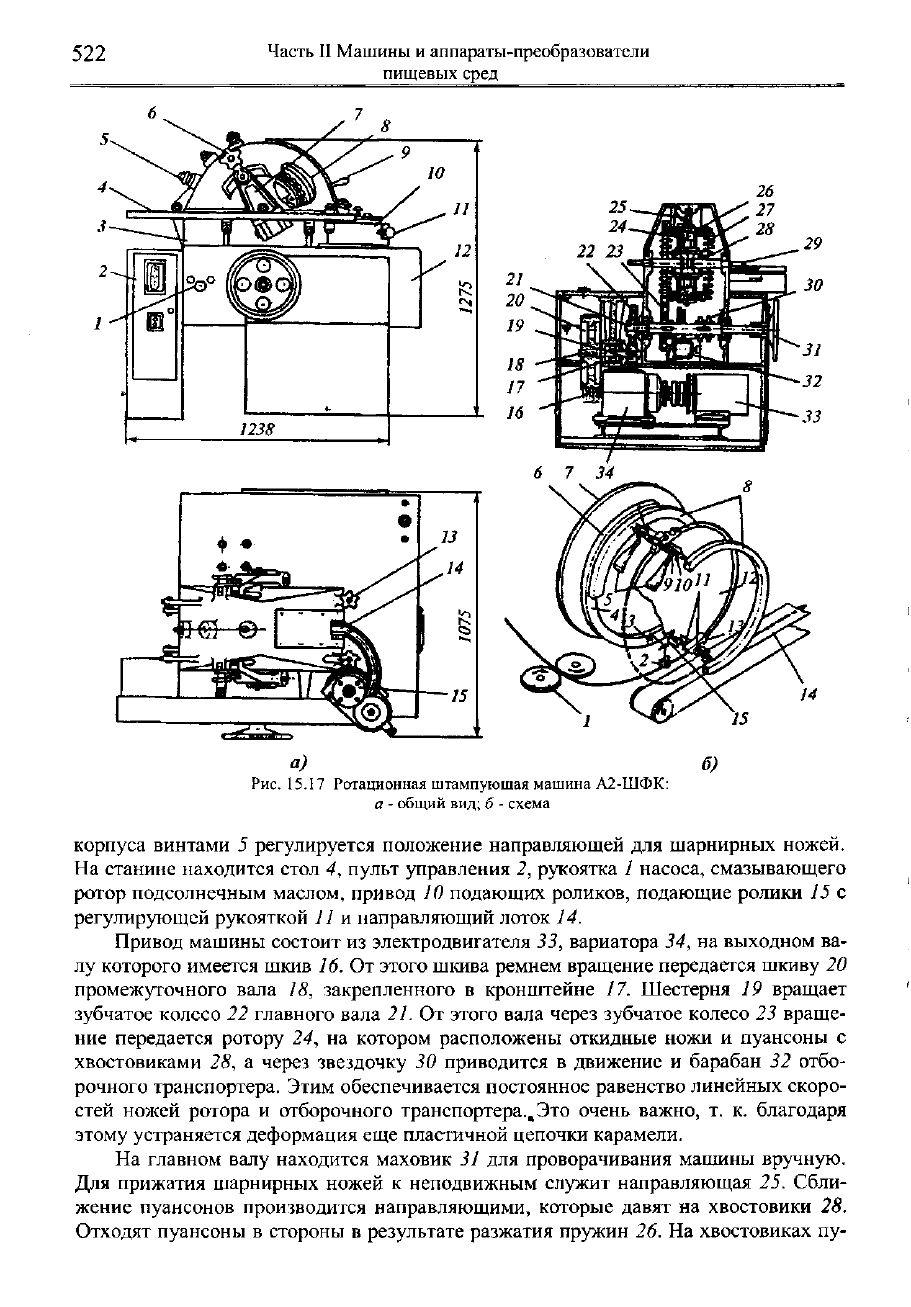
Рис.
15.17 Ротационная штампующая
машина
А2-ШФК:
а - общий вид; б - схема
корпуса винтами 5 регулируется положение направляющей для шарнирных ножей.
На станине находится стол 4, пульт управления 2, рукоятка 1 насоса, смазывающего
ротор подсолнечным маслом, привод 10 подающих роликов, подающие ролики 15 с
регулирующей
рукояткой 11 и направляющий лоток 14.
Привод машины состоит из электродвигателя 33,
вариатора
34, на выходном ва-
лу
которого имеется шкив 16. От этого
шкива
ремнем вращение передается шкиву 20
промежуточного
вала 18, закрепленного в кронштейне 17. Шестерня 19 вращает
зубчатое
колесо 22 главного вала 21. От этого вала через зубчатое колесо 23 враще-
ние передается ротору 24, на котором расположены откидные ножи и пуансоны с
хвостовиками 28, а через звездочку 30 приводится в движение и барабан 32
отбо-
рочного
транспортера. Этим обеспечивается постоянное равенство линейных скоро-
стей ножей ротора и отборочного транспортера..
Это
очень важно, т. к. благодаря
этому
устраняется деформация еще пластичной цепочки карамели.
На главном валу находится маховик 31 для проворачивания машины вручную.
Для
прижатия шарнирных ножей к неподвижным служит направляющая 25.
Сбли-
жение пуансонов производится направляющими, которые
давят
на хвостовики 28.
Отходят
пуансоны в стороны в результате
разжатия
пружин 26. На хвостовиках пу-
Глава
15 Оборудование для формования
пищевых сред
523
ансона, кроме
того,
имеются штифты 27. Они в определенный момент проходят по
направляющим и раздвигают пуансоны в случае поломки пружины.
Ротор
свободно сидит на оси 29. Ось лежит в гнездах корпуса и закрепляется
крышкой. Ротор представляет
собой
диск с неподвижными ножами наподобие ост-
рых зубцов и шарнирно закрепленными сбоку ножами такой же конфигурации, опи-
санными в предыдущей ротационной режущей машине. По обе стороны от ножей и
в промежутках между ними расположены пуансоны (один против
другого).
Таким
образом,
при смыкании шарнирных ножей с теми, которые расположены на роторе,
образуются
замкнутые камеры, в них перемещаются пуансоны и наносят рисунок на
поверхность карамелек.
Машина снабжена тремя сменными роторами, один из которых не имеет пуан-
сонов.
При установке этого ротора машина работает как ротационная режущая.
Принцип работы машины поясняет рис. 15.17, б. Карамельный жгут роликами 1
направляется к ротору 12, приводимому во вращение зубчатым колесом 7. На на-
ружной поверхности ротора имеется венец 13, состоящий из неподвижных ножей, а
сбоку
расположены откидные ножи в количестве, равном
числу
неподвижных но-
жей. Каждый откидной нож 2 поворачивается на оси 75, жестко связанной с рото-
ром.
На другом конце откидного ножа имеется ролик 3, который при качении по
копиру 6 плавно приближает откидной нож к неподвижному. Когда откидной нож 2
сомкнётся с неподвижным, копиры 8 сводят пуансоны 77 и оставляют их сближен-
ными и прижатыми к изделию на
угле
л/3 рад поворота ротора. Затем копиры 8 кон-
чаются и пружины 9 разводят пуансоны. В случае поломки пружины пуансоны раз-
водятся копирами 5, по которым скользят штифты
(ролики)
10.
После
этого ножи 2
отводятся от неподвижных ножей копиром 4. Цепочка карамели
падает
на ленту 14
отборочного
транспортера. Для смягчения ударов во время формования карамели
копиры имеют пружинные амортизаторы. Исходя из свойств карамельного жгута с
начинкой, регулируют откидные ножи так, чтобы жгут разрезался постепенно с до-
пустимой
скоростью. В случае превышения допустимой скорости резания происхо-
дит
разрыв
карамельной оболочки и вытекания начинки. Техническая характеристи-
ка штампующй машины
А2-ШФК
приведена в табл. 15.4.
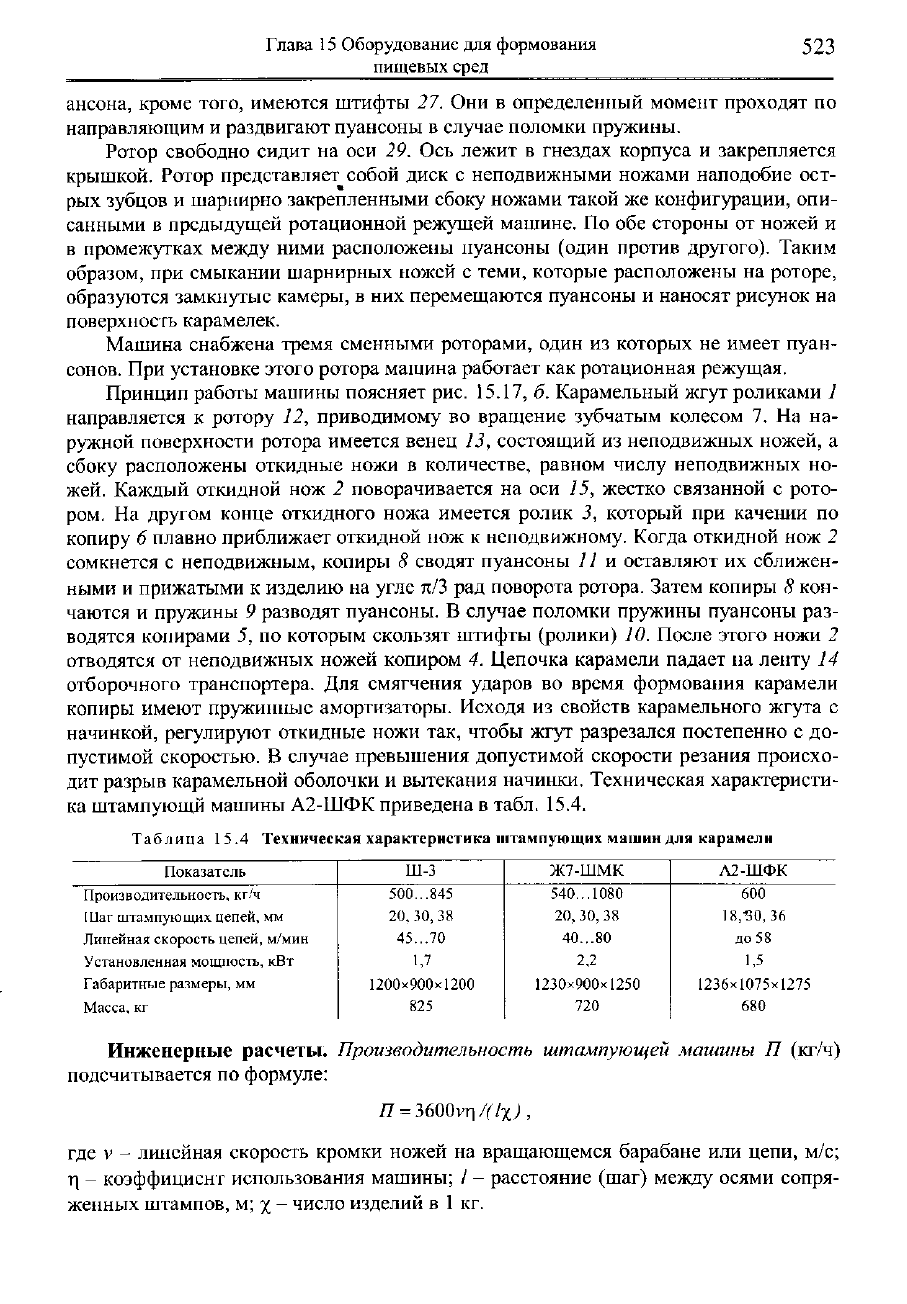
Таблица 15.4
Техническая
характеристика штампующих машин
для
карамели
Показатель
Ш-3
Ж7-ШМК
А2-ШФК
Производительность, кг/ч
500...845
540...1080
600
Шаг
штампующих
цепей,
мм
20,30,38
20, 30, 38
18,-30,36
Линейная
скорость
цепей,
м/мин
45...70
40...80
до 58
Установленная мощность, кВт
1,7
2,2
1,5
Габаритные
размеры,
мм
1200x900x1200 1230x900x1250
1236x1075x1275
Масса, кг
825 720 680
Инженерные расчеты. Производительность
штампующей
машины
77
(кг/ч)
подсчитывается по формуле:
П
=
3600vr,
/(1%)
,
где
v - линейная скорость кромки ножей на вращающемся барабане или цепи, м/с;
г)
- коэффициент использования машины; / - расстояние (шаг) между осями сопря-
женных штампов, м; х - число изделий в 1 кг.
524
Часть II Машины и аппараты-преобразователи
пищевых сред
Для
штампующих машин мощность, потребная для штампования, как прави-
ло,
дополняется мощностью для резания. В ротационной штампующей машине
штампы находятся на одинаковом расстоянии от оси ротора (рис. 15.17), поэтому
потребная мощность (кВт)
N
= \0-
3
(2P
ul
JR
l
(oJ
l
+2rcof
m
f
J
2Z
Р
ш
)п-\
7=1
где
Р
ш
- усилие штампования, коэффициенты трения оси штампа о непод-
вижные направляющие и вала ротора в подшипнике; R\ - расстояние между осями
штампа и вала ротора;
со
- угловая скорость ротора, рад/с; J\ - количество штампов,
участвующих
одновременно в штамповании; г - радиус вала ротора, м; г\ - общий
коэффициент полезного действия приводного механизма.
Производительность П
(кг/ч)
ротационных
штампующих
машин
П
=
36007со
/(е2л),
где
J - количество формочек на роторе; со - угловая скорость ротора, рад/с; 8 - ко-
личество
заготовок в 1 кг.
Ум человеческий имеет три ключа, все откры-
вающих: знание, мысль, воображение - все в этом.
ГЮГО
ВИКТОР
МАРИ
(1802-1885),
французский
писатель,
поэт,
публицист
15.5
МАШИНЫ ДЛЯ ФОРМОВАНИЯ ПЛАСТИЧНЫХ МАСС
ВЫПРЕСОВЫВАНИЕМ
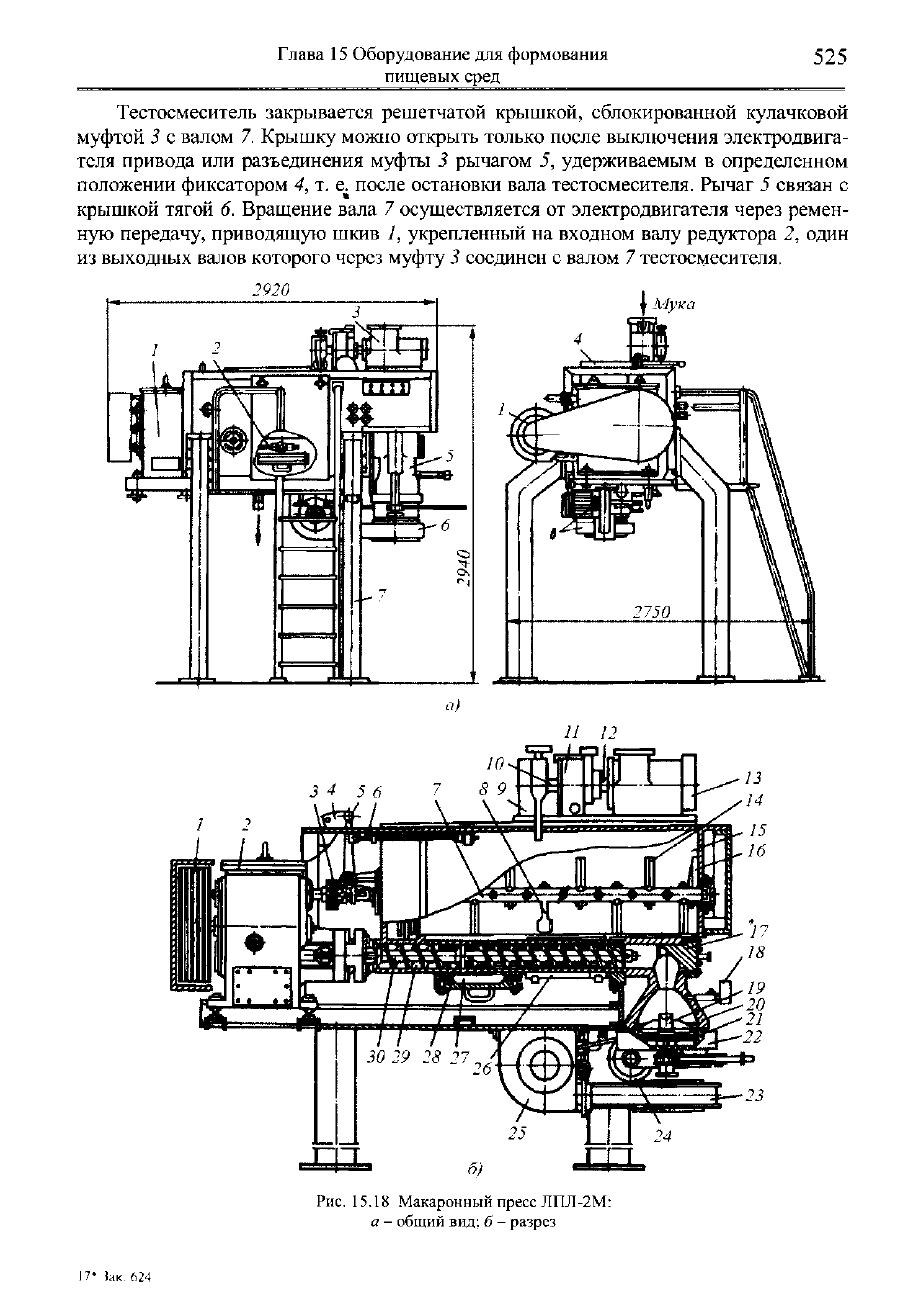
Шнековый
макаронный пресс
ЛПЛ-2М
предназначен для приготовления
мака-
ронного
теста и формования из него сырых макаронных изделий при помощи нагнета-
тельного
шнека. Пресс состоит из дозировочного устройства 3 (рис. 15.18, а), тестос-
месителя
4, узла привода 7, прессующего корпуса 2, прессующей головки 5, обдувоч-
ного
устройства 6 и системы трубопроводов, механизма резки 8, установленных на
станине 7. С прессом комплектуется вакуумная система и набор круглых матриц.
Устройство
составных частей пресса показано на рис. 15.18, б. Дозаторы 9 воды
или
обогатительной смеси и муки крепятся на корпусе тестосмесителя. Дозаторы при-
водятся в движение от общего электродвигателя через клиноременную передачу и
редуктор 77 специальной конструкции, обеспечивающий прерывистое движение шне-
кового
дозатора муки при непрерывном вращении черпакового барабана дозатора во-
ды.
Редуктор имеет два выходных вала 10 и 72. Вал 10 приводит в движение барабан
дозатора 9 воды, а вал 72 - шнек дозатора 13 муки. Количество дозируемой муки ре-
гулируется
изменением
угла
поворота шнека, а воды - изменением уровня ее в бачке.
Тестосмеситель
75 представляет собой корытообразный сосуд, выполненный из
нержавеющей стали. Внутри расположен горизонтальный вал 7, на котором в опре-
деленной
последовательности укреплены скребок 16 для очистки торцевой стенки
корыта от налипающего теста, девять пальцев 14 и семь лопаток 8 для обеспечения
необходимого
уровня теста в корыте, его переработки и перемещения вдоль вала.
Количество
теста, поступающего из тестосмесителя на прессование, регулируется с
помощью
заслонки, движение которой осуществляется винтом с маховичком.
Глава 15 Оборудование для формования
пищевых сред
525
Тестосмеситель
закрывается
решетчатой крышкой, сблокированной кулачковой
муфтой 3 с валом 7. Крышку можно открыть только
после
выключения электродвига-
теля
привода или разъединения муфты 3 рычагом 5, удерживаемым в определенном
положении фиксатором 4, т. е.
после
остановки вала тестосмесителя. Рычаг 5
связан
с
крышкой тягой 6. Вращение вала 7 осуществляется от электродвигателя через ремен-
ную
передачу, приводящую
шкив
1, укрепленный на входном валу редуктора 2, один
из выходных валов которого через муфту 3 соединен с валом 7 тестосмесителя.
а)
11 12
Рис.
15.18 Макаронный пресс
ЛПЛ-2М:
а - общий вид; б -
разрез
7*
!ак. 624

526
Часть II Машины и аппараты-преобразователи
пищевых сред
Макаронный пресс имеет прессующий корпус 29, внутри которого расположен
нагнетательный шнек 30. В средней части шнека сделан
разрыв
винтовой лопасти, где
встроена шайба 28, направляющая тесто в перепускной канал 27; из него через ваку-
умный
клапан с помощью вакуумного насоса отсасывается воздух. В конце корпуса
установлена водяная рубашка 26, куда перед пуском подается горячая вода, а во время
работы - холодная вода, понижающая температуру прессуемого теста. На внутренней
поверхности корпуса проточены продольные
канавки,
уменьшающие проворачивание
теста при вращении шнека. Шнек вращается от нижнего вала редуктора 2.
В
верхней боковой части предматричной камеры 20 имеется отверстие, закры-
ваемое пробкой 17. Через это отверстие при необходимости можно вынуть шнек, не
снимая всей камеры. Камера снабжена
также
винтовым отверстием, куда ввинчива-
ют
штуцер манометра 18 так, чтобы циферблат был виден прессовщику с площадки
для
обслуживания пресса.
Снизу
к предматричной камере при помощи двух домкратов крепится матрицедер-
жатель 22 с матрицей 21. В связи с тем, что матрица должна выдерживать значительное
давление прессуемого теста (5,5...6,0
МПа),
ее толщину определяют из условия прочно-
сти.
Для уменьшения толщины матрицы применяют опорные колосники 19.
Макаронный пресс снабжен регулирующим устройством 24, под которым раз-
мещен полый цилиндр 23. Его внутренняя поверхность, охватывающая выпрессовы-
ваемую прядь изделий, имеет конусообразную форму, в которой проделано множе-
ство отверстий диаметром 2...3 мм. Внутренняя и наружная поверхности цилиндра
образуют
кольцевой канал; в него нагнетается (или отсасывается) центробежным
вентилятором 25 воздух, входящий затем через отверстия цилиндра и обдувающий
таким образом прядь изделий.
При
работе макаронного пресса тесто поступает в прессующий корпус шнека.
Далее
в перепускном канале из теста удаляются пузырьки воздуха. Это способствует
более
равномерному продвижению теста и улучшению поверхности готовых изделий.
Спрессованное тесто шнеком направляется в предматричную камеру и нагнета-
ется через отверстия матрицы. Проходя через них, тесто формуется в отдельные
жгуты,
которые в зависимости от конструкции матрицы могут быть сплошными или
трубчатыми.
Отформованные сырые макаронные изделия разрезаются на необходимую
дли-
ну
режущим устройством. При этом они обдуваются воздухом из
полого
цилиндра,
благодаря чему на поверхности их образуется подсушенная корочка. В результате
этого
фиксируется форма изделий, предотвращается их слипание и прилипание к
поверхностям транспортирующих устройств.
Изменяя число резов с помощью режущего механизма, можно получить весь
ассортимент короткорезанных макаронных Изделий, а различные виды макаронных
изделий
можно изготовить, применяя сменные матрицы.
Разработаны
также
высокопроизводительные макаронные прессы серии
Б6-ЛПШ
производительностью
500, 750 и 1000 кг/ч готовых изделий. В этих прессах уста-
новлен
ы
трехкамерные тестосмесители и мощные двухскоростные прессующие
шнеки.
На предприятиях находятся в эксплуатации
также
шнековые макаронные прес-
сы различных зарубежных фирм.
Технические
характеристики шнековых макаронных прессов приведены в табл. 15.5.
Глава
15 Оборудование для формования
пищевых сред
527
Таблица 15.5
Техническая характеристика шнековых макаронных прессов
Показатели
ЛПЛ-2М
Б6-ЛПШ-100
Производительность по готовым изделиям, кг/ч
375 1000
Максимальное рабочее давление, МЦа
7
12
Суммарная
установленная мощность, кВт
22,4
57,6
Габаритные
размеры,
мм
2920x2750x2940 5194x4300x4250
Масса, кг
3960
9252
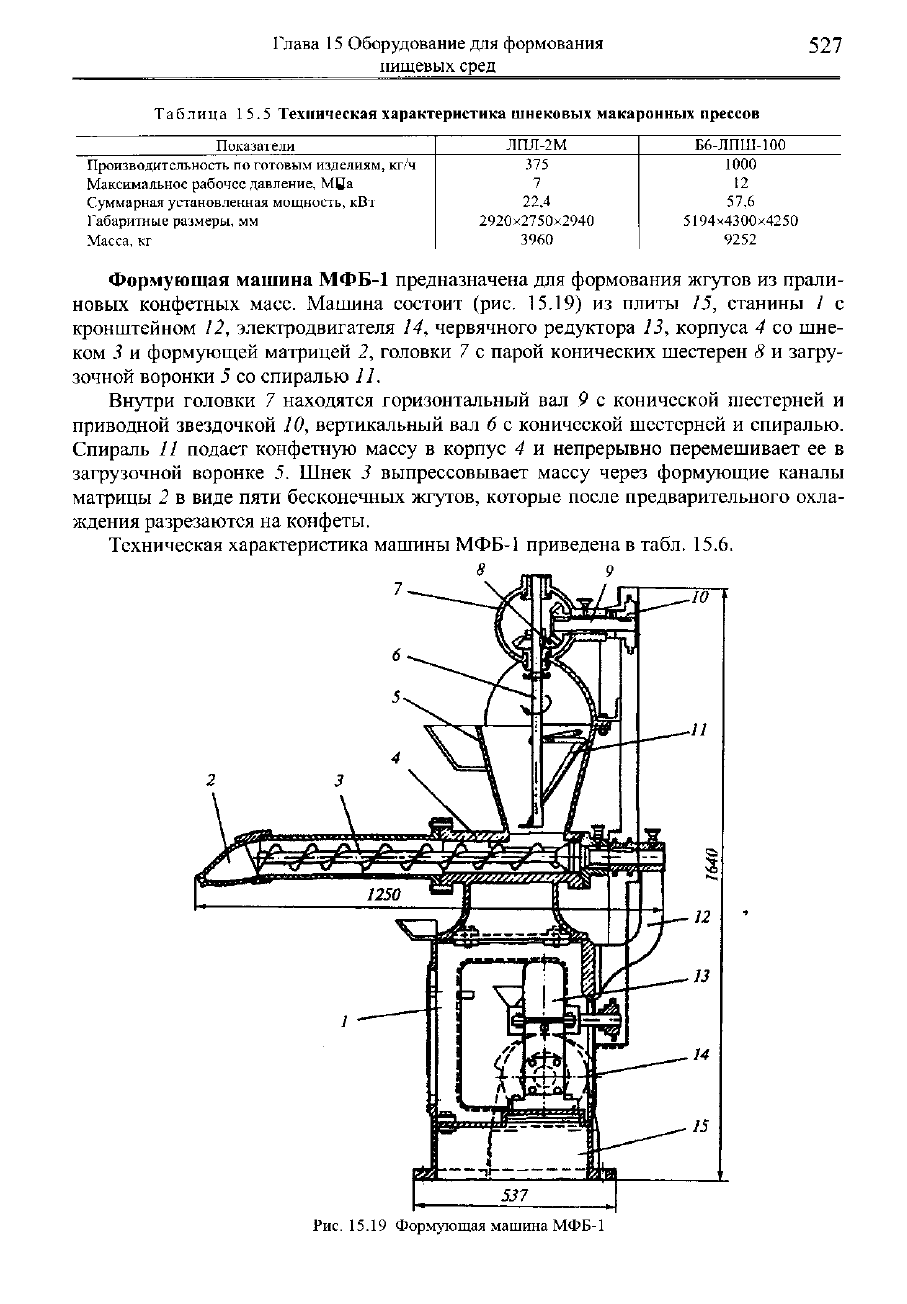
Формующая
машина МФБ-1 предназначена для формования жгутов из прали-
новых конфетных масс. Машина состоит (рис. 15.19) из плиты 75, станины 7 с
кронштейном 72, электродвигателя 14, червячного редуктора 13, корпуса 4 со шне-
ком 3 и формующей матрицей 2, головки 7 с парой конических шестерен 8 и загру-
зочной
воронки 5 со спиралью 77.
Внутри
головки 7 находятся горизонтальный вал 9 с конической шестерней и
приводной звездочкой 10, вертикальный вал 6 с конической шестерней и спиралью.
Спираль 77 подает конфетную массу в корпус 4 и непрерывно перемешивает ее в
загрузочной воронке 5. Шнек 3 выпрессовывает массу через формующие каналы
матрицы 2 в виде пяти бесконечных жгутов, которые
после
предварительного
охла-
ждения разрезаются на конфеты.
Техническая характеристика машины
МФБ-1
приведена в табл. 15.6.
537
Рис. 15.19 Формующая
машина
МФБ-1
528
Часть II Машины и аппараты-преобразователи
пищевых сред
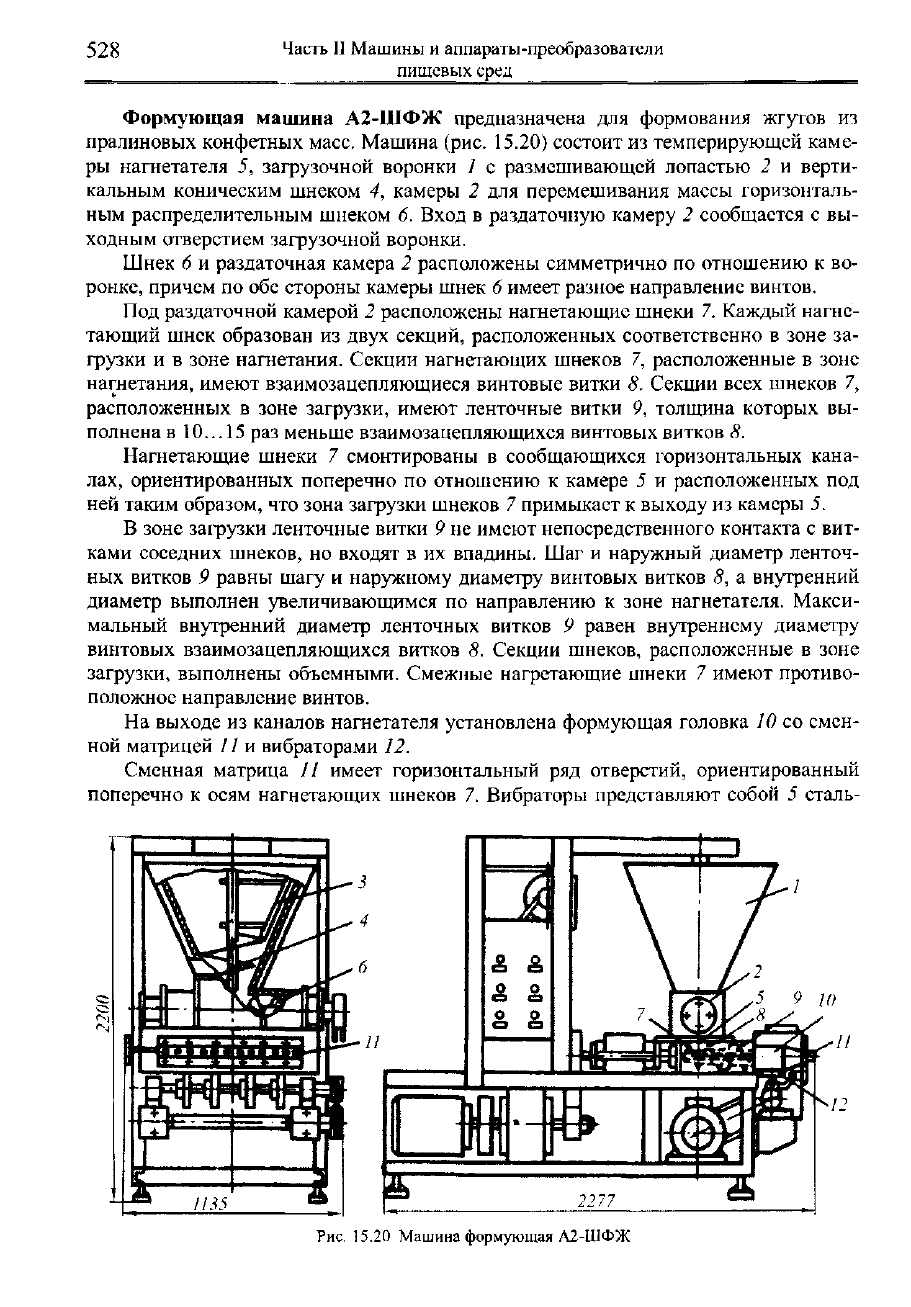
Формующая машина
А2-ШФЖ
предназначена для формования жгутов из
пралиновых конфетных масс. Машина (рис. 15.20) состоит из темперирующей каме-
ры нагнетателя 5, загрузочной воронки / с размешивающей лопастью 2 и верти-
кальным коническим шнеком 4, камеры 2 для перемешивания массы горизонталь-
ным распределительным шнеком 6. Вход в раздаточную камеру 2 сообщается с вы-
ходным
отверстием загрузочной воронки.
Шнек
6 и раздаточная
камера
2 расположены симметрично по отношению к во-
ронке, причем по обе стороны камеры шнек 6 имеет разное направление винтов.
Под
раздаточной камерой 2 расположены нагнетающие шнеки 7. Каждый нагне-
тающий шнек образован из двух секций, расположенных соответственно в зоне за-
грузки и в зоне нагнетания. Секции нагнетающих шнеков 7, расположенные в зоне
нагнетания, имеют взаимозацепляющиеся винтовые
витки
8. Секции всех шнеков 7,
расположенных в зоне загрузки, имеют ленточные
витки
9, толщина которых вы-
полнена
в 10... 15 раз меньше взаимозацепляющихся винтовых витков 8.
Нагнетающие шнеки 7 смонтированы в сообщающихся горизонтальных
кана-
лах,
ориентированных поперечно по отношению к камере 5 и расположенных под
ней таким образом, что зона загрузки шнеков 7 примыкает к выходу из камеры 5.
В
зоне загрузки ленточные
витки
9 не имеют непосредственного
контакта
с
вит-
ками
соседних шнеков, но входят в их впадины. Шаг и наружный диаметр
ленточ-
ных витков 9
равны
шагу и наружному диаметру винтовых витков 8, а внутренний
диаметр выполнен увеличивающимся по направлению к зоне нагнетателя. Макси-
мальный внутренний диаметр ленточных витков 9
равен
внутреннему диаметру
винтовых взаимозацепляющихся витков 8. Секции шнеков, расположенные в зоне
загрузки, выполнены объемными. Смежные нагретающие шнеки 7 имеют противо-
положное
направление винтов.
На выходе из каналов нагнетателя установлена формующая головка 10 со смен-
ной
матрицей 11 и вибраторами 12.
Сменная
матрица
11 имеет горизонтальный ряд отверстий, ориентированный
поперечно к осям нагнетающих шнеков 7. Вибраторы представляют
собой
5 сталь-
Рис.
15.20 Машина формующая
А2-ШФЖ
Глава
15 Оборудование для формования
пищевых сред
529
ных пластин овальной формы, связанных посредством гибких тканевых мембран с
корпусом
формующей головки 10.
Формующая
машина
А2-ШФЖ
работает следующим образом. Конфетная масса
поступает из смесителя в загрузочную воронку 7, где перемешивается лопастью 3 и
коническим шнеком 4 подается в раздаточную камеру 2. В раздаточной камере мас-
са распределительным шнеком 6 подается через выходное отверстие в зону загрузки
нагнетающих шнеков 7. Здесь масса захватывается ленточными витками 9 и подает-
ся в полости винтовых витков 8, которые нагнетают ее в формующую головку 10 и
выпрессовывают через отверстия матрицы 11 в виде бесконечных жгутов. Пластины
вибратора 12 колеблются и создают в массе переменное давление, которое снижает
вязкость массы и, следовательно, сопротивление течению массы по полости фор-
мующей
головки 10 и каналам матрицы 11. При этом понижается давление формо-
вания, что способствует улучшению качества формуемых жгутов.
Постоянство
температуры формования параметров конфетной массы обеспечи-
вается темперирующей жидкостью
(водой),
подаваемой в рубашки загрузочной во-
ронки, раздаточной камеры, корпуса нагнетательной камеры и формующей головки.
Техническая характеристика машины
А2-ШФЖ
приведена в табл. 15.6.
В
формующих машинах со шнековыми нагнетателями скорости выхода жгутов
через формующие каналы неодинаковы. Для
выравнивания
скоростей увеличивают
длину
средних формующих каналов по сравнению с крайними, устанавливают до-
полнительные
сопротивления перед средними каналами или в самих каналах
либо
устанавливают
более
высокую температуру стенок крайних формующих каналов.
Добиться
полного
равенства скоростей во всех каналах весьма трудно.
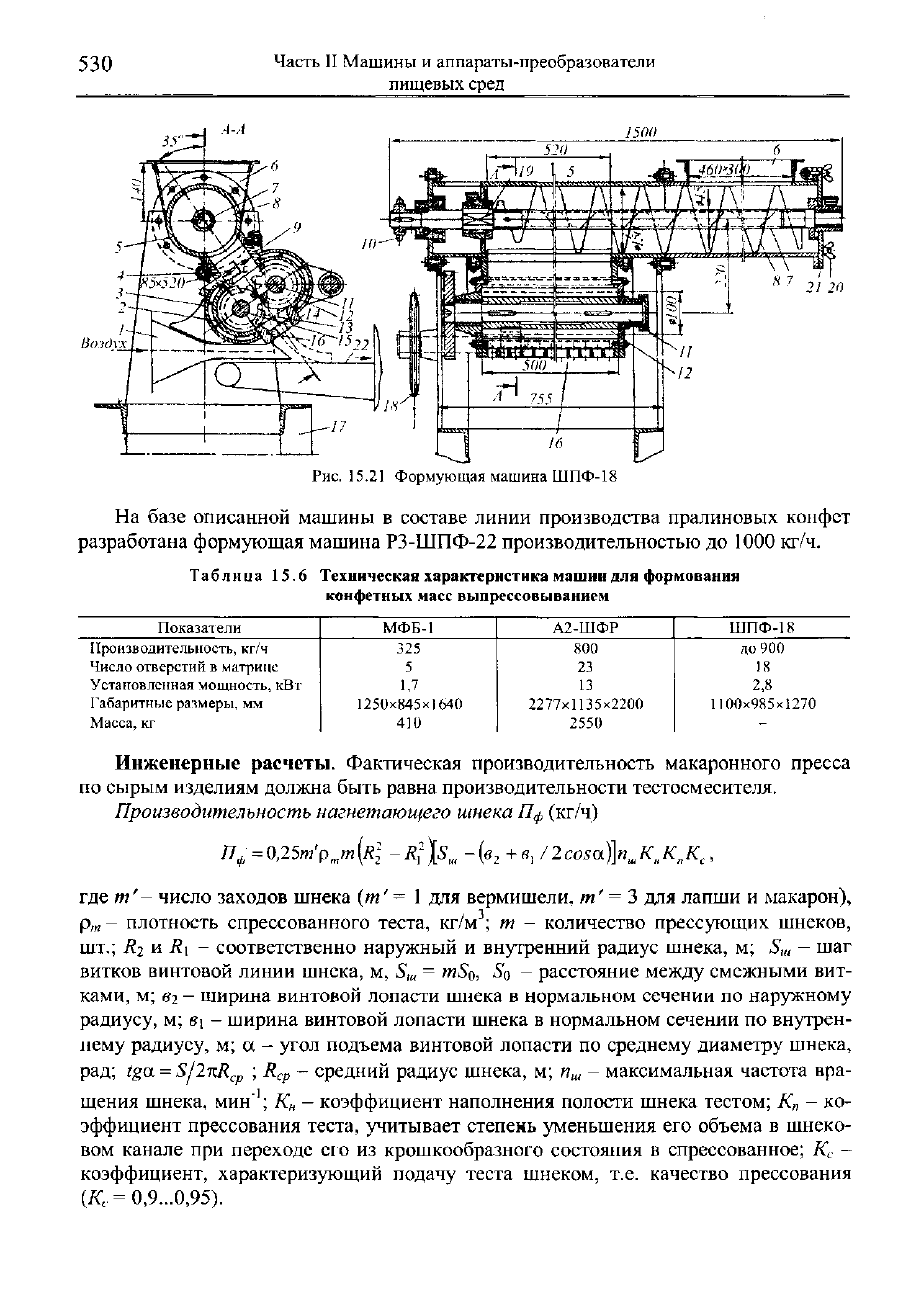
Формующая
машина
ШПФ-18
предназначена для формования жгутов прали-
новых конфетных масс. Конструкция этой машины предусматривает применение
шнекового питателя конфетной массы и шестеренного нагнетателя (рис. 15.21.). На
станине 17 машины установлена приемная воронка 6, снабженная шнековым пита-
телем
8, и шестеренный нагнетатель с двумя зубчатыми валками 12 и 13.
При
работе машины конфетная масса загружается в воронку 6 и захватывается
шнеком 8. Из цилиндрической камеры 5 масса нагнетается шнеком в камеру 4, где
она захватывается зубьями шестеренных валков 12 и 13, вращающихся на валах 11 и 75.
Валки
нагнетают массу в камеру сменной матрицы 16, закрепленной в рамке 14.
Привод шнека 8 осуществляется цепной передачей через звездочку 10. Привод од-
ного
из валков осуществляется цепной передачей через звездочку 18. Второй валок
получает
вращение от первого через зубчатую передачу.
Шнек
8 вынимается из камеры 5, для чего
болты
20 откидываются и торцевая
крышка
27 камеры снимается. При вытягивании шнека из камеры конец вала 7 вы-
ходит
из квадратного гнезда 19.
Жгуты,
выходящие из каналов матрицы 16, ложатся на транспортерную ленту 22,
при этом подвергаются обдувке воздухом из диффузора 7. Вследствие этого на по-
верхности жгутов образуется затвердевшая пленка, предотвращающая прилипание
жгутов к ленте транспортера и устраняющая ее загрязнение.
Камера 2 нагнетающих валков имеет водяную рубашку 3 для поддержания не-
обходимой
температуры формуемой массы, вода подается в штуцер 9. При длине
нагнетательных валков 500 мм матрица имеет 18 отверстий диаметром 21 мм.
530
Часть II Машины и аппараты-преобразователи
пищевых сред
Рис. 15.21 Формующая
машина
ШПФ-18
На базе описанной машины в составе линии производства пралиновых конфет
разработана формующая машина
РЗ-ШПФ-22
производительностью до 1000 кг/ч.
Таблица
15.6
Техническая характеристика машин для формования
конфетных масс выпрессовыванием
Показатели
МФБ-1
А2-ШФР
ШПФ-18
Производительность,
кг/ч 325 800
до 900
Число
отверстий
в
матрице
5 23
ОС
Установленная
мощность,
кВт
1,7
13
2,8
Габаритные
размеры,
мм
1250x845x1640
2277x1135x2200
1100x985x1270
Масса,
кг
410
2550
Инженерные расчеты. Фактическая производительность макаронного пресса
по
сырым изделиям должна быть
равна
производительности тестосмесителя.
Производительность нагнетающего
шнека
П,р
(кг/ч)
П
ф
=
0,25т'p
m
m(R
2
2
-R
2
\s
u
-(в
2
+e,
/2cosa)]n
m
K
H
K„K
c
,
где
т'
—
число
заходов шнека (т' = 1 для вермишели, т' = 3 для лапши и макарон),
р
т
- плотность спрессованного теста, кг/м
3
; т - количество прессующих шнеков,
шт.; Кг и R\ - соответственно наружный и внутренний радиус шнека, м; S
m
- шаг
витков винтовой линии шнека, м, S
M
= mSo, So - расстояние между смежными вит-
ками, м; в
2
- ширина винтовой лопасти шнека в нормальном сечении по наружному
радиусу, м; в\ - ширина винтовой лопасти шнека в нормальном сечении по внутрен-
нему
радиусу, м; а -
угол
подъема винтовой лопасти по среднему диаметру шнека,
рад; tga
=
Sl2ixR
cp
; R
cp
- средний радиус шнека, м; п
ш
- максимальная частота
вра-
щения шнека, мин"
1
; К
н
- коэффициент наполнения
полости
шнека тестом; К„ - ко-
эффициент
прессования теста, учитывает степень уменьшения его объема в шнеко-
вом канале при переходе его из крошкообразного состояния в спрессованное; К
с
-
коэффициент, характеризующий подачу теста шнеком, т.е. качество прессования
(К
с
= 0,9...0,95).