Заляева Г.О. Диагностика, ремонт, монтаж, сервисное обслуживание оборудования
Подождите немного. Документ загружается.

мых
ние и электромеханическая обработка.
восстанавливаемых
дет
ют в магнитное
пол
бине проникновения тока. При этом плотность тока
буд
ремонту, т.е. на быстроизнашивающихся деталях маши-
ны.
На втором этапе при выборе метода упрочнения необхо-
димо ознакомиться с существующими методами, выяснить
сущность выбранного метода и ознакомиться с оборудовани-
ем, применяемым для этих целей.
Основные способы восстановления, применяемые для уп-
рочнения технологического оборудования пищевой промыш-
ленности, следующие: химико-термическая обработка, по-
верхностная закалка, поверхностное пластическое деформи-
рова
Химико-термическую обработку осуществляют цемента-
цией, нитроцементацией и другими способами, которые, яв-
ляясь эффективными, применяются в ремонтном производст-
ве ограниченно из-за высокого нагрева
алей.
Способ поверхностной закалки с нагревом токами высо-
кой частоты (ТВЧ) основан на явлении электромагнитной ин-
дукции и неравномерном выделении теплоты по сечению де-
тали. Деталь, подлежащую закалке, помеща
е, создаваемое индуктором (катушкой) при пропускании
через него переменного тока высокой частоты. Индуктиро-
ванный ток неравномерно распределяется по всему сечению
детали, протекает только по слою, глубина которого соответ-
ствует глу
ет наибольшей на поверхности детали. Благодаря тепло-
вому действию тока поверхностные слои детали, в которых
возбуждаются токи, быстро (2-10 с) нагреваются. При дости-
жении температуры закалки ток выключается. Под давлением
через отверстия в индукторе подается охлажденная вода. Де-
таль закаливается на определенную глубину.
Износостойкость и усталостная прочность деталей, вос-
становленных наплавкой и закаленных нагревом ТВЧ, могут
быть повышены на 100-200% по сравнению с незакаленными
благодаря повышению поверхностной твердости и созданию
мелкозернистой структуры и остаточных напряжений сжатия.
81
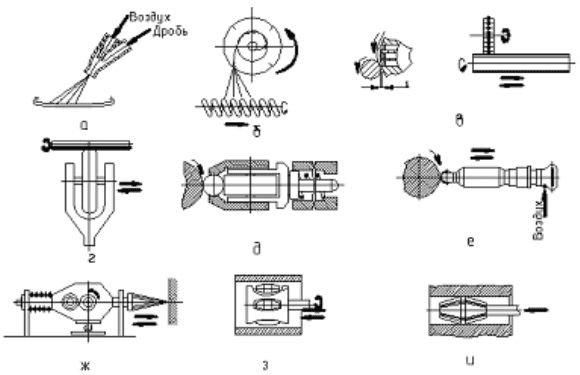
Повышение усталостной прочности деталей, восстанавли-
ваемых наплавкой и другими способами и упрочненных пла-
стическим деформированием – наклепом (рисунок 22) объяс-
няе
мос
тся рядом причин: повышением прочности поверхностных
слоев металла и снижением их чувствительности к концен-
трации напряжений, уменьшением поверхностных дефектов и
др. Пластическое поверхностное деформирование снижает
шероховатость поверхности, износостойкость, сопротивляе-
ть коррозии. При пластическом деформировании благода-
ря взаимодействию сил, действующих в поверхностных и
внутренних слоях детали, возникают различные напряжения:
в поверхностных слоях – сжатия, во внутренних слоях – рас-
тяжения. Растягивающие напряжения снижают усталостную
прочность деталей, а сжимающие повышают ее.
Рис. 22.
Основные виды поверхностного упрочнения:
а – пневматический наклеп дробью; в – центробежно-шариковый наклеп;
г – накатывание роликом; ж – наклеп механической чеканкой; з - раска-
тывание отверстий роликами; и - дорнование
Детали различного габарита и массы, изготовленные из
стали, чугуна, бронзы, латуни, алюминиевых и других спла-
вов можно упрочнять наклепом.
82
Литература
приятий -
издат, 1987.
Ю.М., Яблоков А.Е. Вибра-
ция и виброизолирующи ин. Учебное пособие.-
М.: Издательский комплекс МГУПП, 2005. – 56 с.
в С.В. Учебно-справочные материалы по курсу
ПП,
ния рыбообрабатываю-
нности. - Санкт-Петербург.: ГИОРД, 2005.
-1. Карпунин В.Ф. Монтаж и ремонт оборудования пред
и судов рыбной промышленности. – М.: Агропром
2. Гальянов А.П. Технология и организация судоремонта
в рыбной промышленности. – М.: Агропромиздат, 1988.
3. Науменко А.М., Огурцов
е системы маш
4. Молодык Н.В., Зенкин А.С. Восстановление деталей
машин. – М.: Машиностроение, 1989
5. Звере
«Основы работоспособности технических систем». Часть 1.
Надежность машин. – М.: Издательский комплекс МГУ
2002.
6. Блинов И.С. Справочник технолога механосборочного
цеха судоремонтного завода. М.: Транспорт, 1979.
7. Чепрасов Н.Н., Уваров Н.В. Монтаж, эксплуатация и
ремонт технологического оборудова
щих предприятий и судов. – М.: Пищевая промышленность.
8. Илюхин В.В., Тамбовцев И.М. Монтаж, наладка, ди-
агностика и ремонт оборудования предприятий мясной про-
мышле
83
84
ПРИЛОЖЕНИЯ
Приложение А
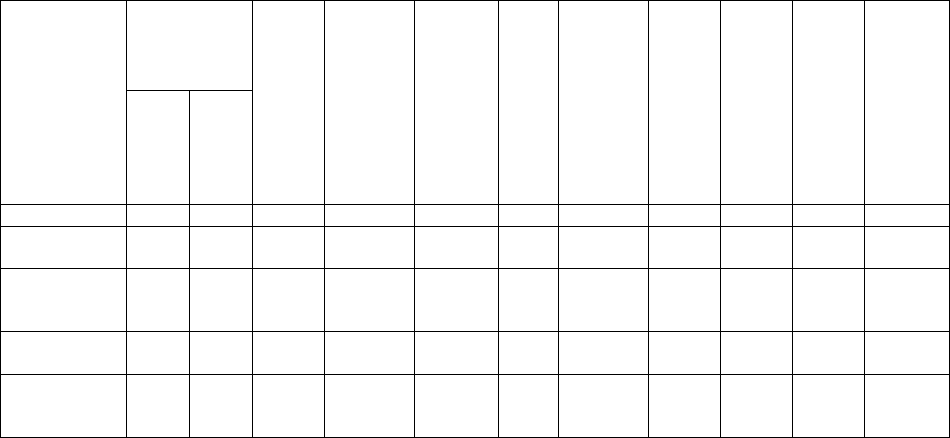
Таблица П1
Технико-экономические показатели методов нанесения покрытий*
Методы
нанесения
покрытий
Производи-
тельность
метода
Толщина наносимого
покрытия, мм
Припуск на механиче-
скую обработку, мм
Доля основного ме-
талла в наплавленном,
%
Прочность сцепления,
МПа
Деформация после на-
ращивания
Минимальный диа-
метр детали, мм
Снижение сопротив-
ления усталости, %
Коэффициент произ-
водительности, К
в
Коэффициент эконо-
мической эффективно-
сти, К
э
кг/ ч
см
2
/мин
1 2 3 4 5 6 7 8 9 10 11 12
Наплавка
под флюсом
2-15 16-24 0,8-10 0,8-1,5 27-60 650
значи-
тельная
45 15 1,6-1,4 0,436
Вибродуго-
вая
0,5-4 8-22 0,3-3 0,7-1,3 8-20 500
Незна-
читель-
ная
10 35 0,8-0,7 0,25
В среде СО
2
1,5-4,5 18-36 0,5-3,5 0,7-1,3 12-45 550
значи-
тельная
15 15 1,8-1,7 0,403
Электрокон-
тактная 1-2,8 50-90 0,2-1,5 0,2-0,5
отсут-
ствует
300
незна-
читель-
ная
15 25 2,3-2,1 0,66
85
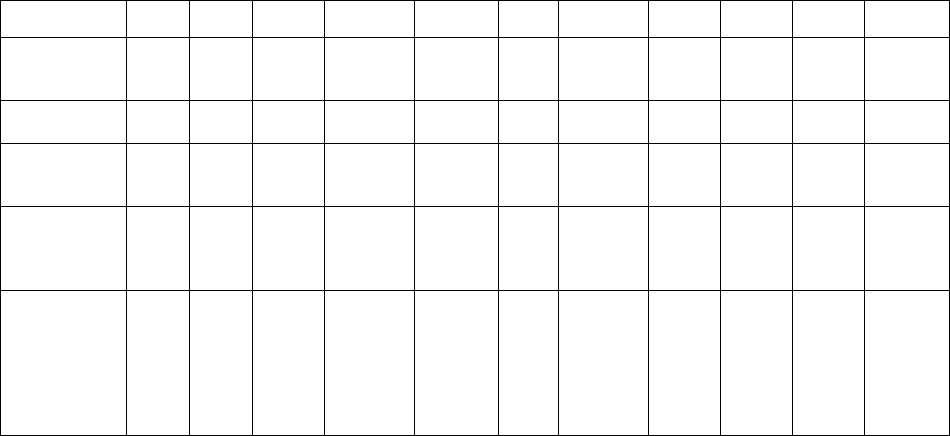
Продолжение таблицы П1
1 2 3 4 5 6 7 8 9 10 11 12
Порошковы-
ми проволо-
ками
2-9 16-36 1-8 0,6-1,2 12-35 600
значи-
тельная
20 15 1,7-1,5 0,4
Ручная газо-
вая
0,15-2 1-3 0,4-3,5 0,4-0,8 5-30 480
значи-
тельная
12 25 0,7-0,6 0,138
Аргонодуго-
вая
0,3-3,6 12-26 0,2-2,5 0,4-0,9 6-25 450
незна-
читель-
ная
12 25 2,1-1,7 0,171
Напыление:
газопламен-
ное
плазменное
0,4-4
0,8-12
35-80
40-90
0,2-2
0,2-3
0,3-0,7
0,03-0,6
отсут-
ствует
25
45
отсутст-
вует 10
30
25
1,68-1,47
1,76-1,68
0,39
0,4
Гальваниче-
ские покры-
тия:
хромирова-
ние
железнение
0,007-
0,0085
0,011-
0,9
40-60
100-50
0,01-0,3
0,1-3
0,3-0,06
0,15-0,2
отсут-
ствует
450
400
отсутст-
вует
5
12
20
25
0,32-0,22
1,93-1,77
0,087
0,637
* Показатели даны для покрытий толщиной до 1 мм
86

87
Таблица П2
Сравнительная стоимость способов наплавки
Статьи расходов
Относительная стоимость
Индукционная
наплавка
Ручная газовая
наплавка
Автоматическая
газовая наплавка
Дуговая наплавка элек-
тродов
1 2 3 4 5
Основные материалы 63,42 73,9 107,4 65,3
Основная зарплата 7,43 30,1 20,4 22,9
Транспортно-
заготовительные расходы 4,44 4,7 6,9 4,2
Цеховые расходы 29,72 110,0 93,8 116,8
Общезаводские расходы 5,94 21,0 14,3 16,0
Специальный инструмент 1,0 3,9 2,6 2,9
Освоение процесса 20,0 18,4 18,4 18,4
Заводская себестоимость 1,32 2,92 2,64 2,46

Приложение Б
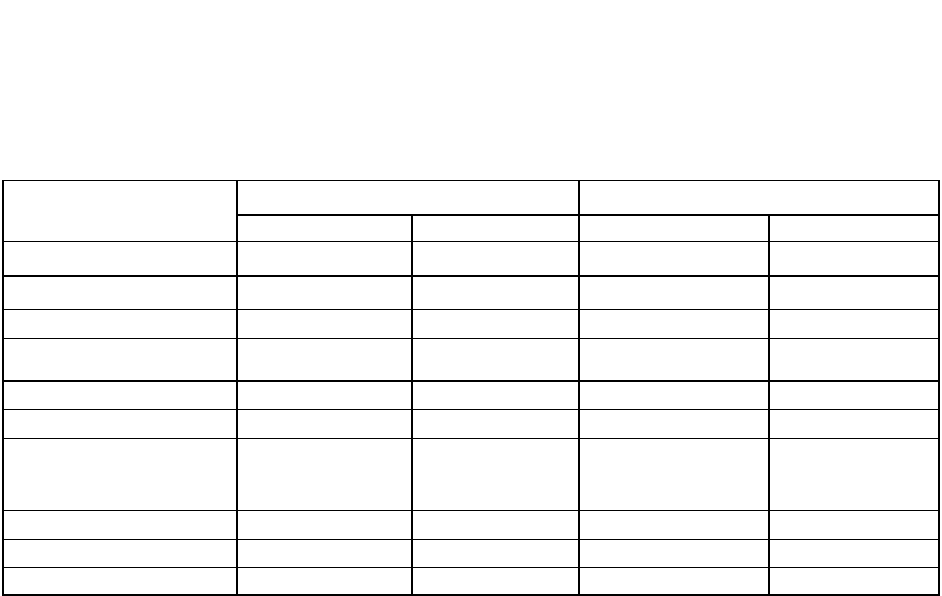
Таблица П3
Применимость различных способов восстановления для типовых со-
единений деталей машин
Способ
восстановления
Типы соединений деталей
Вал- подшипник
скольжения
Вал-подшипник
качения
Вал-уплотнение
Шлицевое со-
единение
Цапфа-втулка
Шкив-тормозная
колодка ((лента
Каток – звено
гусеницы
Наплавка под флюсом + (+) (+) (+) (+) + +
В защитных газах + + + + + + (+)
Порошковыми прово-
локами
+ + + (+) + + +
Вибрирующим элек-
тродом в жидкости
- + + - (+) - -
Пламенная (+) + + - + - -
Электроконтактная (+) (+) (+) - (+) - -
Электродными лентами - - - - - (+) +
Электрошлаковая - - - - - (+) +
Хромирование (+) (+) (+) - (+) - -
Железнение (+) (+) (+) - (+) - -
Металлизация напы-
лением
(+) + + - (+) - -
Электроискровое на-
ращивание
(+) (+) (+) - - - -
Электромеханическая
обработка
- + - - - - -
Заливка жидким ме-
таллом
- - - - - (+) +
Применение дополни-
тельных ремонтных
деталей
- (+) - - - - -
Применение полимеров - (+) - - - - -
Примечание: знак «+» означает широкое применение способа, знак
«(+)» - ограниченное применение, знак «-» - применение способа не реко-
мендуется
88
Приложение В
Таблица П4
Параметры шероховатости Rz, Ra и квалитеты, получаемые
при различных видах обработки металлов
Вид обработки
Параметры шероховатости Квалитеты
экономические достижимые экономические достижимые
1 2 3 4 5
Литье в песчаные формы Rz320 Rzl60 - 16
в «кокиль» Rzl60- Rz40 Rz20 16 14
«по выплавляемым моделям» Rz40-2,5 1,25 12-13 11
Ковка свободная Rz320 Rzl60 - .
Штамповка Rz320-Rzl60 Rz80 14 12-13
Резка газовая ручная
Резка машинная
Резка ножницами и пилами
Rz320
Rz320- Rz80
Rz320-Rzl60
Rzl60
Rz40
Rz80 16 16 15
Рубка зубилом Rz320- Rzl60 Rz80 16 15
Опиливание Rz80-2,5 1,25 8-11 6-7
Шабрение Rz20-0,63 0,08 8-11 6-7
89
Продолжение табл. П4
1 2 3 4 5
Шлифование шкуркой 1,25-0,32 0,16 8-11 7-8
Сверление, рассверливание Rz80 Rz40 14-12 11
Зенкерование черновое (по
корке) Rz80 Rz40 15-12 11
Зенкерование чистовое Rz40 Rz20 13-11 10
Развертывание: - получисто-
вое - чистовое
- тонкое
- тонкое
Rz40- Rz20
2,5
1,25-0,63
2,5
1,25
0,32
8-9
8
7
7
6
Прошивание Rz20-2,5 1,25 9-8 7
Калибрование шариком 1,25-0,63 0,32 7-9 6
Зенкерование плоское с на-
правлением
Rz40- Rz20 -
-
-
Зенкерование угловое Rz20-2,5 - - -
Долбление Rzl60- Rz40 Rz20 14-12 11
Строгание
- черновое
- чистовое
- тонкое
Rzl60- Rz80
Rz40- Rz20
Rz20-2,5
2,5
1,25
14-12
12-11
11-9
8-9
8
90