Заляева Г.О. Диагностика, ремонт, монтаж, сервисное обслуживание оборудования
Подождите немного. Документ загружается.


над поверхностью на величину, превышающую толщину на-
плавленного слоя, что позволяет легче удалить их после на-
плавки. Центры деталей проверяют и исправляют.
Скорость наплавки (м/мин) определяют по частоте вра-
щения детали, равной:
sDh
vd
n
п
η
2
250= ,
где n – частота вращения детали, об/мин;
d – диаметр электродной проволоки;
v
п
– скорость наплавки, м/мин;
s –шаг наплавки, мм/об;
D – диаметр детали, мм;
h – толщина наплавляемого слоя, мм;
η
- коэффициент наплавки (
η
=0,85
÷
0,9).
Преимущества вибродуговой наплавки:
- дает возможность наплавлять металл только на изно-
шенную часть, что уменьшает трудоемкость последующей
механической обработки;
- получаемые наплавленные слои не имеют пор и трещин;
- минимальная деформация посадочных мест, не превы-
шающая полей допусков посадочных мест;
- минимальная зона термического влияния.
Недостатки вибродуговой наплавки:
- уменьшение до 40% сопротивления усталости наплав-
ленных деталей;
- остаточные напряжения растяжения, возникающие под
влиянием высоких температур.
Устранить эти недостатки можно следующим способом:
1. Поверхностное упрочнение путем обкатки роликами
после финишной механической обработки уменьшает и оста-
точные напряжения и повышает сопротивление усталости.
2. Нагрев наплавленной детали до 150 – 200
о
С уменьша-
ет усадку на 15 – 20% и на столько же повышается сопротив-
ление усталости.
3. Нормализация наплавленной детали уменьшает усад-
ку на 35 – 45%, и на столько же повышается сопротивление
усталости.
31

4. Нормализация с последующей закалкой токами высо-
кой частоты повышает сопротивление усталости до 80%.
Оптимальный режим наплавки:
- напряжение 28 – 30 В;
- сила тока 70 – 75 А (диаметр проволоки 1,6 мм);
- скорость подачи проволоки 1,3 м/мин;
- скорость наплавки 0,5 – 0,6 м/мин;
- амплитуда вибрации 1,8 – 2 мм.
Направка порошковой проволокой
Использование порошковой проволоки, в состав которой
входит феррохром, ферротитан, ферромарганец, графитовый
и железный порошки, дает хорошие результаты при наплавке.
Наплавку проводят под слоем флюса или в среде защитного
газа.
Исходным материалом для изготовления порошковой
проволоки служит лента из низкоуглеродистой стали и поро-
шок, содержащий необходимые элементы.
Используют два типа порошковой проволоки: для наплав-
ки под слоем флюса и наплавка открытой дугой без дополни-
тельной защиты.
Режимы наплавки в зависимости от марки проволоки и
диаметра детали приведены в табл. 10.
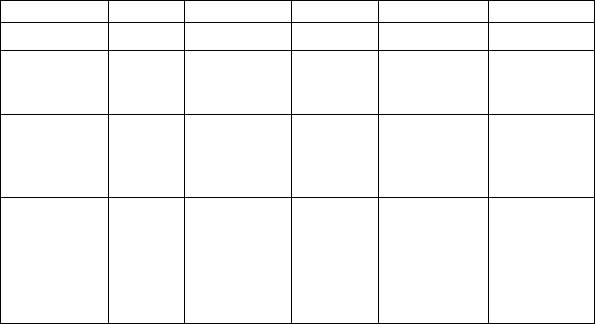
Таблица 10
Режим наплавки в зависимости от марки порошковой проволоки и
диаметра восстанавливаемой детали
Марка
проволоки
Диаметр, мм
Сила
тока, А
Н
апряжение,
В
Скорость
наплавки,
м/ч
детали проволоки
1 2 3 4 5 6
ПП-АН1 40-60 2,8 260-320 22-24 18-25
ПП-АН4
35-40
45-56
50-60
2,0
2.2
2.5
160-190
180-220
200-250
18-20
20-22
22-24
20-30
20-25
20-28
ПП-АН8
35-45
40-55
50-65
2,0
2,2
2,5
160-190
180-220
200-250
18-20
20-22
22-24
20-28
21-28
22-23
32
Окончание табл. 10
1 2 3 4 5 6
60-75 3,0 280-320 26-28 28-32
ПП-АН106
45-55
55-65
60-75
2,6
2,6
2,6
160-180
160-180
200-220
22-24
22-24
24-26
25-35
20-25
15-20
ПП-
25Х5ФМС
45-55
50-65
60-75
60-80
2,6
3,6
3,6
3,2
160-180
200-220
240-270
400-420
22-24
22-24
24-26
28-32
35-40
30-40
25-35
28-32
ПП-АН125
ПП-АН122
30-40
40-50
50-60
60-70
70-80
80-100
2,6
2,6
2,6
2,6
2,6
2,6
120-130
130-170
160-180
170-220
220-240
280-300
19-20
19-20
20-21
20-21
22-23
24-26
30-35
28-30
28-30
24-28
23-26
22-26
Источниками питания служит постоянный ток низкого
напряжения (20-21 В) с жесткой внешней характеристикой.
Преимущества наплавки порошковой проволокой:
- производительность процесса примерно в 2 раза больше,
чем при применении других материалов;
- отпадает операция отделения шлаковой корки от детали
после наплавки;
- снижается расход сварочной проволоки примерно на
20%;
- для большинства марок порошковой проволоки коэффи-
циент наплавки выше, чем при наплавке обычными электро-
дами.
Диаметр электродной проволоки зависит от толщины на-
плавленного металла с припуском на механическую обработ-
ку 0,8-1,5 мм на сторону.
Силу тока выбирают в зависимости от скорости наплавки
и диаметра проволоки.
Режимы наплавки порошковыми лентами приведены в
табл. 11.
33
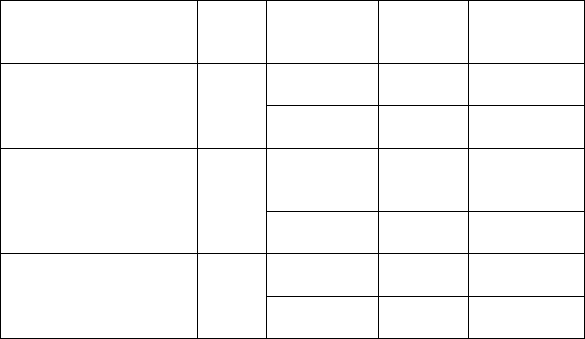
Таблица 11
Рекомендуемые режимы наплавки
порошковыми лентами
Марка порошковой
ленты
Сила
тока,
А
Напряжение,
В
Скорость
наплавки,
м/ч
Вид
наплавки
ПЛ-17(10Х20С3Р4)
700-
100
28-36 15-30
Под флю-
сом АН-200
28-34 20-50
Открытой
дугой
ПЛ-126(20Х2Р2М)
600-
1000
28-36 15-40
Под флю-
сом ПН-
348А
28-32 45-60
Открытой
дугой
ОЛ-101(У30Х25Н3С3)
700-
750
32-34 17-23
Под флю-
сом АН-200
28-30 40-45
Открытой
дугой
Наплавка в среде углекислого газа
При этом способе не нужно ни флюсов, ни электродных
покрытий. Дуга между электродом и наплавляемым изделием
горит в струе газа, вытесняя воздух из плавильного простран-
ства и защищающего расплавленный металл от воздействия
кислорода и азота.
Углекислый газ из баллона по рукаву через сопло, внутри
которого находится наконечник, подается между концом
электродной проволоки и наплавляемым изделием к дуге, ок-
ружает дугу со всех сторон и вытесняет воздух из плавильно-
го пространства.
Преимущества наплавки в среде углекислого газа:
- при наплавке отсутствуют вредные выделения и шлако-
вые корки;
- открытая дуга дает возможность корректировать про-
цесс;
- наплавку можно проводить при любом пространствен-
ном положении наплавляемой плоскости;
- возможно механизировать наплавку на мелких деталях.
34
35
Применяемое оборудование:
1. Для наплавки в среде углекислого газа применяют на-
плавочные головки АБС; А-384; А-409; А-580; ОКС-1252М.
2. Источники питания ВС-200; ВСУ-300; ВС-400 и др.
3. Подогреватели газа.
4. Осушитель, наполненный силикагелем КСМ крупно-
стью 2,8 – 7 мм.
5. Редукторы-расходомеры или ротаметры.
Наплавку выполняют на постоянном токе обратной по-
лярности. Источники питания дуги должны иметь жесткую
внешнюю характеристику и скорость нарастания силы тока
короткого замыкания 70-110 кА/с. Рекомендуемое оборудова-
ние представлено в табл. 13.
Используемый материал: электродная проволока Св-
12ГС; Св-0,8ГС; Св-0,8Г2С; Св-12Х13.
Тип и марку электрода выбирают в зависимости от мате-
риала восстанавливаемой детали и требуемых физико-
механических свойств наплавленного металла.
Скорость подачи проволоки зависит от силы тока. Ско-
рость наплавки устанавливают в зависимости от толщины на-
плавляемого металла и качества формирования наплавленно-
го слоя. Наплаву валиков осуществляют с шагом 2,5 -3,5 мм.
Каждый последующий валик должен перекрывать предыду-
щий не менее чем на одну треть его ширины. Режимы наплав-
ки, выполняемой на цилиндрических деталях, приведены в
табл. 12.
Твердость наплавленного металла в зависимости от марки
и типа электродной проволоки 200 – 300 НВ.
Расход углекислого газа зависит от диаметра электродной
проволоки, скорости наплавки, конфигурации изделия и на-
личия движения воздуха. Расход углекислого газа в зависимо-
сти от диаметра электрода приведены в табл. 14.
36
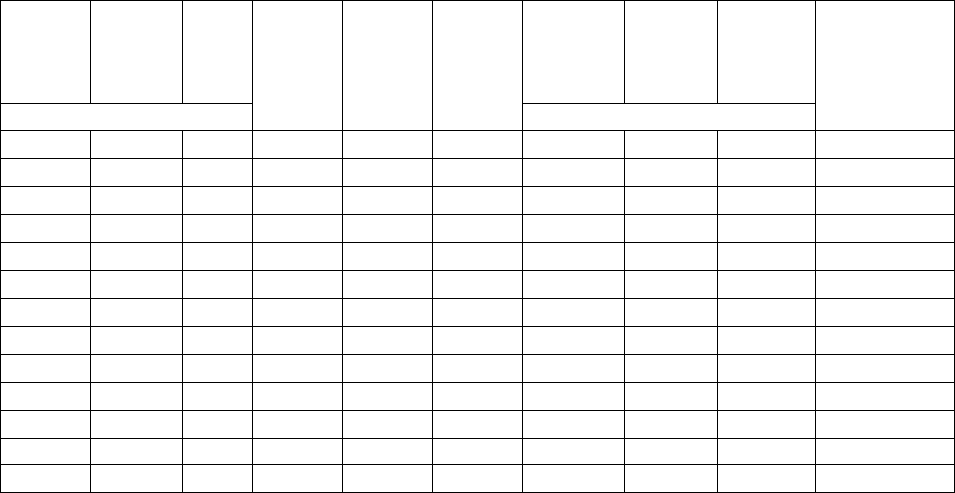
Таблица 12
Режим наплавки цилиндрических поверхностей в зависимости от диаметра детали
и требуемой толщины наплавляемого слоя металла
Диаметр
детали
Толщина
наплав-
ленного
слоя
Диа-
метр
элек-
трода
Сила
тока, А
Напря-
жение,
В
Скорость
наплавки,
м/ч
Смещение
электрода
Шаг
наплавки
Вылет
электрода
Расход углеки-
слого газа,
л/мин
мм мм
10 – 20 0,5 – 0,8 0,8 70 – 90 16 - 18 40 – 45 2 – 4 2,5 – 3,5 7 – 10 6 – 8
20 – 30 0,8 – 1,0 1,0 85 – 110 18 – 20 40 – 45 3 – 5 2,8 – 3,2 8 – 11 6 – 8
30 – 40 1,0 – 1,2 !.2 90 – 150 19 – 23 35 – 40 5 – 8 3,0 – 3,5 10 – 12 6 – 8
40 – 50 1,2 – 1,4 1,4 110 – 180 20 – 24 30 – 35 6 – 10 3,5 – 4,0 10 – 15 8 - 10
50 – 60 1,4 – 1,6 1,6 140 – 200 24 – 28 20 – 30 7 – 12 4,0 – 6,0 12 – 20 8 – 10
60 – 70 1,6 – 2,0 2,0 280 – 400 27 – 30 15 – 20 8 – 14 4,5 – 6,5 18 – 25 10 – 12
70 – 80 2,0 – 2,5 2,5 280 – 450 28 – 30 10 – 20 9 – 15 5,0 – 7,0 20 – 27 12 – 15
80 – 90 2,5 – 3,0 3,0 300 – 400 28 – 32 10 – 20 9 – 15 5,0 – 7,5 20 – 27 14 – 18
90 – 100 0,8 – 1,0 1,0 100 – 300 18 – 19 70 – 80 8 – 10 2,8 – 3,2 10 - 12 6 – 8
100- 150 0,8 – 1,0 1,2 130 – 160 18 – 19 70 – 80 8 – 10 3,0 – 3,5 10 - 13 8 – 9
200-300 0,8 – 1,0 1,2 150 – 190 19 – 21 20 – 30 18 – 20 3,0 – 3,5 10 – 13 8 – 9
200-400 1,8 – 2,8 2,0 350 – 420 32 – 34 25 – 35 18 – 22 4,5 – 6,5 25 – 30 15 – 18
200-400 2,6 – 3,2 3,0 380 - 450 32 - 34 25 - 35 20 - 25 5,0 – 7,5 25 - 50 15 - 18
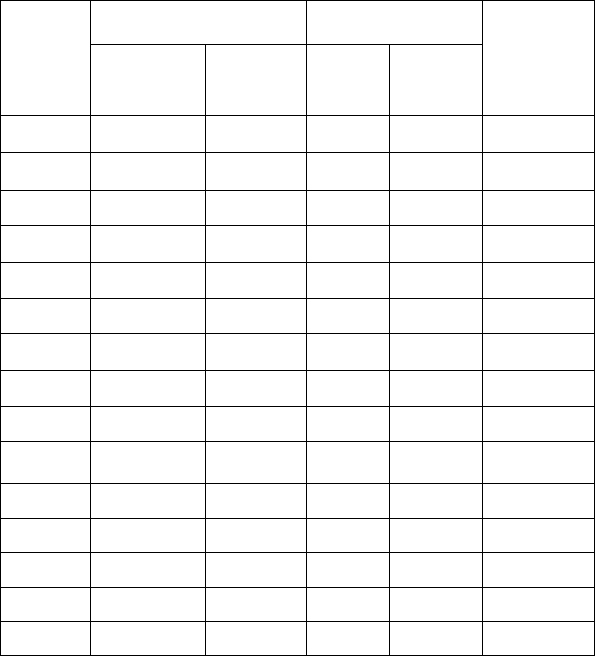
Таблица 13
Технические характеристики оборудования для наплавки в среде
углекислого газа
Модель
оборудо-
вания
Сварочный ток, А
Электродная
проволока
Модель ис-
точника пита-
ния
Номиналь-
ное значе-
ние
Предел
регулиро-
вания
Диаметр,
мм
Скорость
подачи,
м/ч
1 2 3 4 5 6
А-547У 250 60 - 300 0,8 – 1,2 100 – 340 ВС-300
А-825М 300 80 – 300 0,8 – 1,2 120 – 620 ВСЖ - 303
ПДПГ-500 500 40 – 500 0,8 – 2,0 150 – 720 ПСГ – 500 - 1
А-929 350 60 – 500 1,0 – 2,0 120 – 620 ПСГ – 500 - 1
УД-209 500 60 – 500 1,2 – 2,0 100 – 350 ВДУ – 504 - 1
ПДГ-502 500 60 – 500 1,2 – 2,0 120 – 1200 ВДУ – 504 - 1
ПДГ-601 630 100 – 700 1,6 – 2,5 120 – 1200 ВДГ – 601УЧ
У-653 500 100 – 500 1,0 – 2,0 50 – 500 ВДУ – 504 - 1
ПДГ-301 500 60 – 500
0,8 – 1,2
90 – 720 ПСГ-500 - 1
1197С 500 100 – 500 1,6 – 3,2 90 - 900 ВДУ – 504 - 1
ПДГ-508 500 60 – 500 1,6 – 2,0 105 - 738 ПСГ – 500 - 1
А-1503 500 100 – 700 1,2 – 3,5 120 - 780 ВДГ - 601
ПДГИ-302 300 40 – 300 0,8 – 1,4 120 - 1200 ВДГ - 301
А-1230М 500 60 - 500 0,8 – 1,2 140 - 670 ПГС – 500 – 1
Примечание. Напряжение питающей сети для оборудования всех
моделей 380 В, для ПДГ-502 допускается также 220 В.
Контактная приварка ленты и проволоки
Восстановление контактной приваркой состоит в прива-
ривании мощными импульсами тока к поверхности детали
стальной ленты, порошка или проволоки.
Таблица 14
Расход углекислого газа
в зависимости от диаметра электрода
Диаметр элек-
тродной про-
волоки, мм
Вылет элек-
трода, мм
Внутренний диаметр
спирали для подвода
проволоки, мм
Расход углеки-
слого газа,
л/мин
0,5 – 1,4 7 – 10 1,0 – 2,0 6 - 8
1,0 – 1,4 8 – 15 1,6 – 2,5 8 - 10
1,6 – 2,0 15 – 25 2,2 – 4,0 10 – 15
2,5 – 3,0 18 – 30 3,0 – 5,0 14 - 18
Данный способ восстановления применяют для восста-
новления посадочных мест под подшипники в корпусных де-
талях и валах, резьбовых частей валов, а также для упрочне-
ния деталей.
Достоинства электроконтактной наплавки:
- небольшая глубина проплавления основного металла;
- нет необходимости применения флюсов и защитных га-
зов.
Недостатки:
- ограничение по толщине наращиваемого слоя из-за не-
достаточной прочности сцепления с основным металлом.
Схема установки приведена на рис. 4
Применяемое оборудование приведено в табл. 15.
Рис. 4. Схема приварки металлической ленты к поверхности вала:
а) - источник импульсов; б) – перекрытие импульсов
38
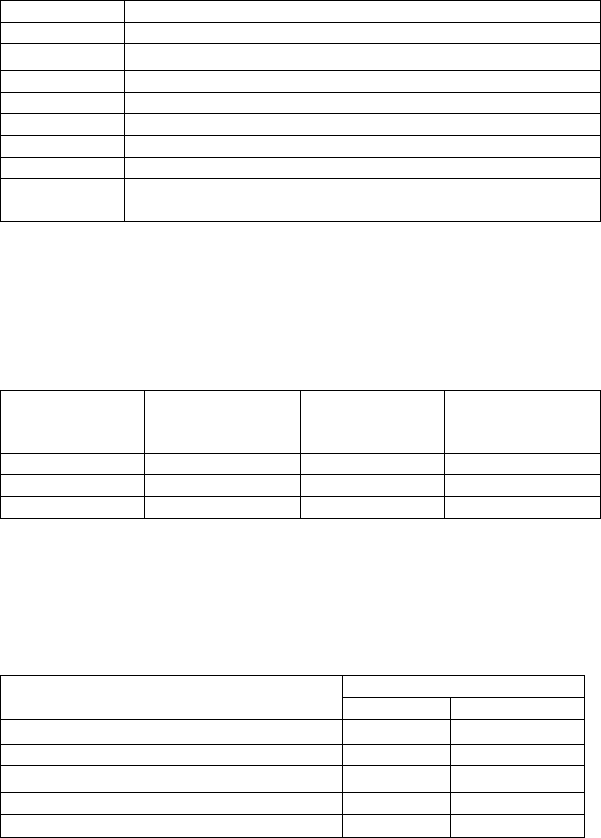
Таблица 15
Установки для электроконтактной приварки
металлического слоя (ленты или проволоки)
Установка Восстанавливаемые поверхности
О11-1-02М Шейки валов
011-1-05 Резьбовые поверхности валов
011-1-06 Внутренние гильзы цилиндров
011-1-10 Стаканы подшипников
011-1-11 Коренные опоры блоков цилиндров
01-11-022 Крупногабаритные детали
011-1-08 Шатуны
01-01-169
Валы и отверстия (контактная приварка порошковых ма-
териалов)
Выбор материала ленты проводится по табл. 16.
Таблица 16
Твердость приваренного слоя в зависимости
от материалов ленты
Марка стали
Твердость при-
варенного слоя
HRC
э
Марка стали
Твердость при-
варенного слоя
HRC
э
20 22 – 27 55 51 - 56
40 41 – 46 40Х 51 - 61
45 46,5 – 51 65Г 61 - 66
Режимы приварки ленты приведены в табл. 17.
Таблица 17
Режимы приварки металлической ленты
Параметр
Детали
Корпусные Типа «вал»
1 2 3
Сила сварочного тока, кА 7,8 – 8 16,1 – 18,1
Продолжительность сварочного цикла, с 0,12 – 0,8 0,04 – 0,08
Продолжительность паузы, с 0,08 – 0,1 0,1 – 0,12
Скорость сварки, м/мин 0,5 0,7 – 1,2
39
Окончание табл. 17
1 2 3
Подача электродов, мм/об Вручную 3 – 4
Сила сжатия электродов, кН 1,70 – 2,25 1,3 – 1,6
Ширина рабочей части электродов, мм 8 4
Диаметр электродов, мм 50 150 – 180
Марка стали ленты 20 40, 45, 50
Материал детали Чугун Сталь
Расход охлаждающей жидкости, л/мин 0,5 – 1 1,5 - 2
2.4.2. Металлизация
Металлизация - один из способов восстановления изно-
шенных поверхностей детали.
Сущность процесса заключается в следующем: расплав-
ленный металл струей сжатого воздуха наносится на поверх-
ность восстанавливаемой детали.
В зависимости от источника расплавления металла разли-
чают газопламенную, дуговую высокочастотную металлиза-
цию (табл. 18).
При ремонте наибольшее распространение получила ду-
говая металлизация.
Таблица 18
Способы металлизации
Метал-
лиза-
ция
Металлизато-
ры
Присадочный
материал
Преимущества Недостатки
1 2 3 4 5
Газо-
пламен
ная
Ручные:
МГИ-2
Электродная
проволока диа-
метром 1,5– 2,5
мм
Малое окисление
металла и малое
выгорание леги-
рующих элементов
Сложность
устновки,
низкая
производи-
тельность
МГИ-5
Электродная
проволока диа-
метром 5 – 6 мм
40