Заляева Г.О. Диагностика, ремонт, монтаж, сервисное обслуживание оборудования
Подождите немного. Документ загружается.


сторону изношенной части при общем сохранении массы де-
тали.
С помощью пластической деформации устраняют дефек-
ты формы (вмятины, вогнутости, скручивание), изменяют по-
садочные размеры изношенных поверхностей деталей (увели-
чивают диаметры изношенных втулок), а также используют
эти способы для повышения прочности деталей и снижения
шероховатости механической обработки.
При деформации нагрузки на детали превышают 500-800
МПа. Величина этой нагрузки зависит от структуры металла,
определяемой химическим составом материала детали и ви-
дом термической обработки, влияющей на размеры и форму
зерен. Для облегчения пластического деформирования деталь
предварительно нагревают, при этом изменяются структура и
механические свойства металла. Нагреву подлежат детали,
изготовленные из легированных, а также средне- и высокоуг-
леродистых сталей. Оптимальная температура нагрева, при
которой не образуются трещины, 850-1100
о
С.
Холодная и горячая правка
Правкой устраняют остаточные деформации типа изгиба,
скручивания, коробления. При правке (рис. 15) направление
воздействия внешних сил Р
д
и М совпадают с направлением
деформации δ, т.е. изменением формы детали.
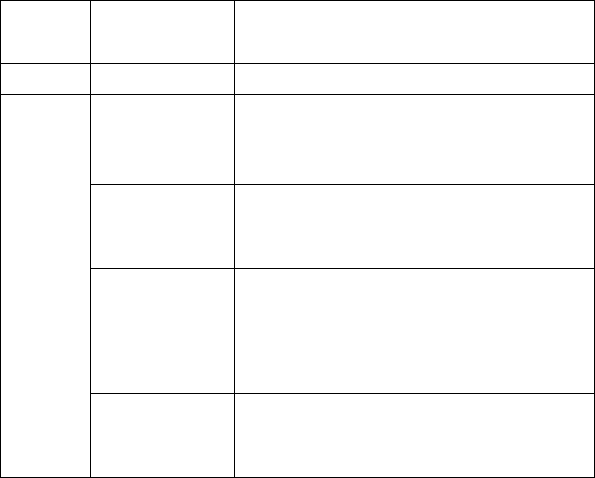
Рис. 15. Схемы правки деталей:
а) – изогнутых; б) - скрученных
При холодной правке в металле в результате наклепа мо-
гут возникнуть внутренние напряжения, которые накладыва-
ются на остаточные напряжения, сохранившиеся в детали.
71
Это снижает прочность детали, ведет к образованию трещин и
снижает ресурс.
Этот недостаток может быть устранен в процессе горячей
правки, при которой участки, подвергшиеся деформации, на-
гревают до температуры 600-900 С. Нагрев может быть про-
изведен с помощью горелок и паяльных ламп в местах наи-
большего изгиба с выпуклой стороны. Возникающие при на-
греве напряжения вызывают выпрямление детали.
Правку можно производить с помощью прессов и домкра-
тов местным наклепом (рис. 16). При этом создаются напря-
жения сжатия, деформирующие деталь в направлении, совпа-
дающем с направлением наносимого удара. Для нанесения
удара применяют пневматические и ручные молотки. Точ-
ность правки наклепом – 0,02 мм на 1 м длины вала.
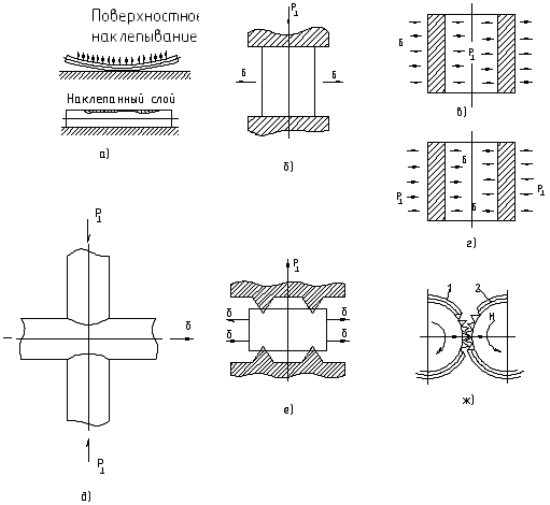
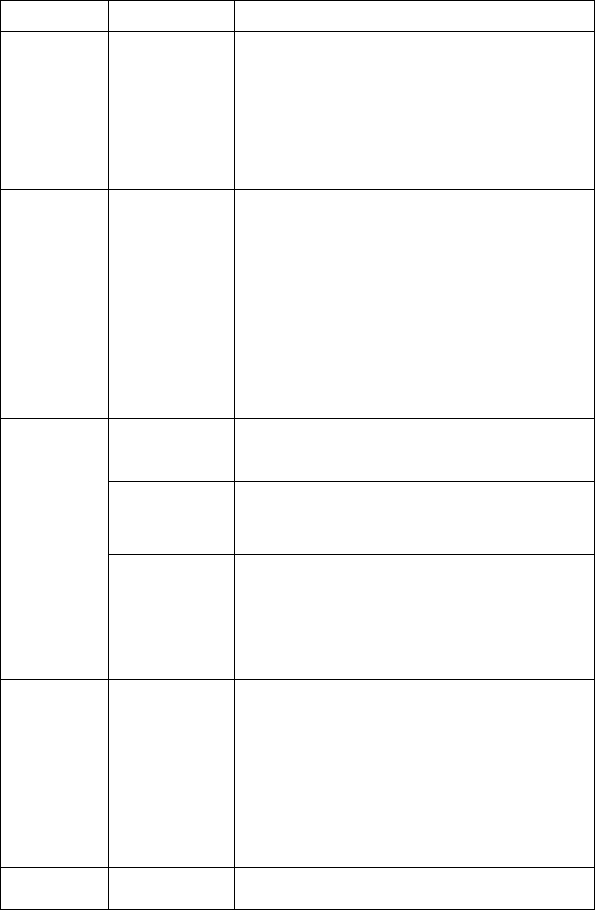
Рис. 16. Схемы восстановления деталей давлением:
1 – накатываемая деталь; 2 - ролик
72

Осадка
Осадкой (рис.16б) увеличивают точность диаметра дета-
лей типа пальцев и втулок из цветных металлов за счет неко-
торого уменьшения их длины (до 15%). При осадке направле-
ние действия внешней силы Р
1
перпендикулярно к направле-
нию деформации δ. В смазочные канавки втулок перед осад-
кой закладывают стальные вставки.
Раздача
Раздачей (рис.16в) увеличивают наружный диаметр типа
пустотелых валов и втулок при незначительном изменении их
длины. В отверстие детали проталкивают шарик или пуансон
с большим, чем у отверстия детали, диаметром. Твердость
пуансонов из стали ХВГ должна быть в пределах 63-65 НRC
э
.
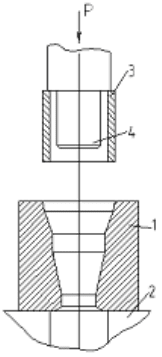
На рис.17 показан способ восстановления деталей разда-
чей на примере ремонта поршневых пальцев.
Рис. 17. Восстановление поршневого пальца раздачей:
1 – пуансон; 2 – матрица; 3 – деталь; 4 - подставка
73
Обжатие
Обжатием (рис. 16г) уменьшают внутренние размеры де-
талей типа втулок, изготовленных из цветных металлов.
Втулку проталкивают пуансоном через установленную в под-
ставке матрицу. Входное отверстие матрицы сужается под
углом 7-8
о
С, далее идет калибрующая часть, которая заканчи-
вается выходным отверстием, расширяющимся под углом 18-
20
о
С. После обжатия, наружную поверхность втулок омедня-
ют и протачивают, а внутреннюю развертывают.
На рис. 18 представлен способ восстановления внутренне-
го диаметра втулки обжатием.
Рис. 18. Восстановление внутреннего диаметра втулки обжатием:
1 – матрица; 2 – подставка; 3 – деталь; 4 - пуансон
Вытяжка
Вытяжкой (рис 16д) увеличивают длину деталей за счет
местного уменьшения их поперечного сечения, например уд-
линяют на небольшую величину тяги. При вытяжке направ-
ление деформации перпендикулярно направлению действия
внешней силы.
Вдавливание
Вдавливанием (рис.16е) увеличивают наружные размеры
детали за счет ее деформирования на ограниченном участке.
74
Эти
ем в за-
кры
м способом восстанавливают работоспособность шлице-
вых поверхностей деталей типа валов. Шлицы прокатывают
по направлению их продольной оси заостренным роликом,
который внедряется в металл и как бы разводит шлиц на 1,5-
2,0 мм в сторону. Инструментом служат ролики диаметром 60
мм с радиусом заострения около 0,4 мм. Нагрузка на ролик
составляет 2-2,5 кН.
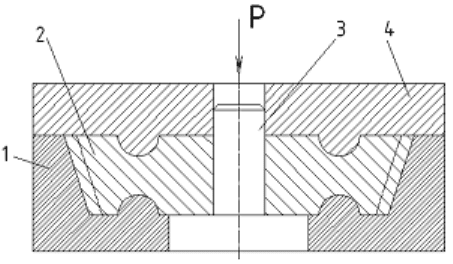
На рис. 19 показан способ восстановления наружного
диаметра стальной шестерни 2 объемным вдавливани
том штампе.
Рис. 19. Восстановление шестерни объемным вдавливанием:
1 – матрица; 2 – деталь; 3 – направляющая штампа; 4 - пуансон
Электромеханическая обработка
Электромеханическая обработка – один из способов вос-
становления тоящий в
иск
го материала и режима обработки: дав-
лен
пластическим деформированием, сос
усственном нагреве металла электрическим током в зоне
деформации (рис. 20)
Эффективность электромеханической обработки зависит
от свойств упрочняемо
ия инструмента, силы тока и скорости вращения детали
(вала) или инструмента, если упрочняется отверстие. При
наиболее рациональных режимах электромеханическая обра-
ботка повышает твердость направленного металла в 1,5-2,5
75
раза, усталостную прочность на 55-75%, существенно снижа-
ется шероховатость поверхности (от Rz20 до Ra0,63).
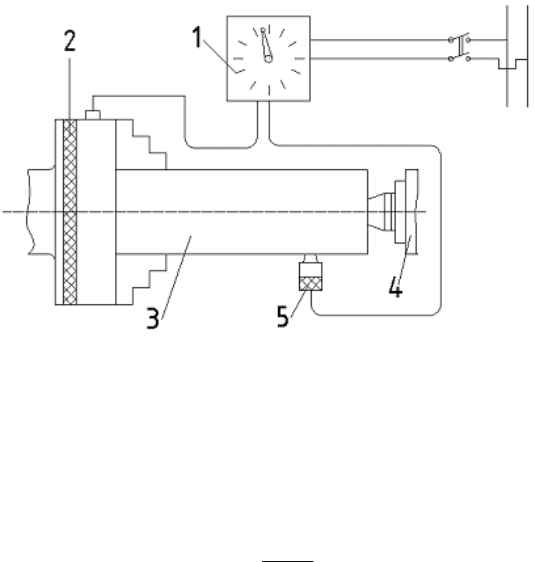
Рис. 20. Схема электромеханической обработки:
– трансформатор; 2 – патрон; 3 – деталь; 4 – задняя бабка;
При обычном точени ия в результате дефор-
мации металла и возникающего трения выделяется теплота,
кол
1
5 - инструмент
и в зоне резан
ичество которого определяется по формуле:
4270
1
υ
z
P
Q =
,
где в Дж;
1
Q
-
υ
- резания, м/мин;
зания.
П ли в цепь тока низкого на-
пряже ния детали будет выделяться теплота,
кол
I – ток, А;
скорость
- сила ре
z
ри включении резца и дета
P
ния в зоне реза
ичество которой можно определить по формуле:
RtIQ
2
2
24,0= ,
где
Q
- в Дж;
2
76

R сопроти –
в зоне реза-
ния
вление цепи, Ом;
ы, выделяемое
t – время, с.
Суммарное количество теплот
, равно:
RtI
P
QQQ
z
2
21
24,0+=+=
4270
υ
.
В зоне резания металл нагревается до 800-830
о
С. Такой
нагрев повышает пластические свойства металла и облегчает
резание. Схема электромеханической обработки приведена на
рисунке 20.
Электромеханическим способом можно восстанавливать
неподвижные соединения. Процесс состоит из двух операций:
высадка метали и сглаживание выступов до необходимого
размера (рис. 21)
Рис. 21. Схема электромеханической высадки сглаживания деталей при
ремонте неподвижных соединений:
1 – д ль; 2 – высаживающая пластина; 3 – сглаживающая пластина;
D я
лане, равным раза больше
поверхности f пластинки. Сглаживание выступов
ета
D
0
– диаметр изношенной детали; D
1
– диаметр детали после высадки;
– диаметр детали после сглаживани
2
Металл высаживают твердосплавной пластиной с углом в
70
о
С. Подача S должна быть в 3 п
контактной
77
вып
нологического процесса упрочнения
деталей машин»
и-
тельно повысить упр хностного слоя. Су-
ществуют различные методы овышения эксплуатационных
сво
Метод
упроч-
нения
Ме в
олняют закругленной пластинкой. Радиус закругления
составляет 80-100 мм; ширина пластинки в 3-5 раз больше
подачи. При этом способе увеличивается твердость контакт-
ной поверхности и повышается износостойкость восстанов-
ленных сопряжений.
2.5. Рекомендации к содержанию и выполнению раздела
«Разработка тех
Долговечность восстанавливаемых деталей можно знач
очнением их повер
п
йств детали. Их классификация приведена в табл. 31.
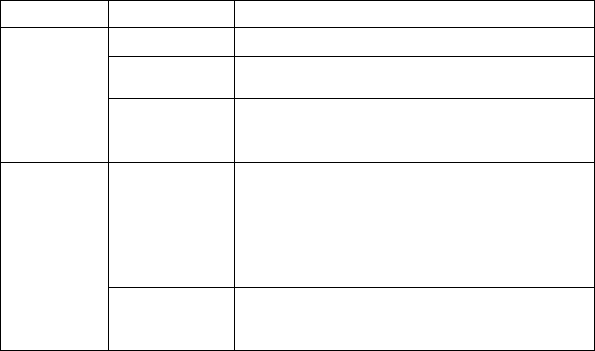
Таблица 31
Классификация методов упрочнения
тод Типы процессо
1 2 3
Упрочнение созданием пленки на п
сти детали
овер
Осаж
химической
реакци
Химическое трирование,
сульфидирование, кадмирование, фосфати-
рование, нанесение у смазоч-
хно-
дение
и
оксидирование, ни
прочняющего
ного материала, осаждение из газовой фазы
Электролити-
ческое осаж
ние
де-
Электролитическое хромирование, никели-
рование, никельфосфатирование, бориро-
вание, борохромирование, хромофосфати-
рование
Осаждение
твердых осад-
ков из паров
еское
Электроискровое легирование, катодно-
ионная бомбардировка, прямое электрон-
но-лучевое испарение, электрохимическое
испарение, термич испарение, терми-
ческое испарение термоплавких соедине-
ний
Напыление
износостойких
соединений
Плазменное напыление порошковых мате-
риалов, детонационное напыление, элек-
тродуговое напыление, лазерное напыле-
ние
78
Продолжение таблицы 31
3
1 2
Наплавка
легированно-
го металла
Наплавка газовым пламенем, электриче-
ской дугой, пла
пучком ионов
змой, лазерным пучком,
Упрочне-
ние изме-
нением
химиче-
-
-
оя
а
Диффузион-
ное насыще-
ние
Химико-термическое дитрооксидирование,
нитроцементация, цементация, карбонит-
рация, карбохромирование, азотирование,
хромоазотирование, хромотитанирование,
у
ского со
става по-
верхност
ного сл
металл
хромосилицирование, хромоалитирование,
борохромирование, борирование, цианиро-
вание, сульфацианирование, диффузионное
хромирование, дифф зионное никелирова-
ние, циркосилицирование, бороциркова-
ние, легирование маломощными пучками
ионов
Упрочнение изменением
поверхностного
слоя
Физико-
термическая
обработка
структуры
Лазерная закалка, плазменная закалка
Электрофи- оимпульсная обработка, электро-
ион-
ная обработка, ультразвуковая обработка
зическая
обработка
Электр
контактная обработка, электрокорроз
Механиче-
ская обра
ботка
-
-
и о
Упрочнение вибрациями, фрикционно-
упрочняющая обработка, дробеструйная
обработка, обработка взрывом, термомеха-
ническая обработка, прокатывание, воло
чение, редуц рование, терм пластическая
обработка
Упроч
ние изме
нением
энергети-
не-
-
ческого
запаса
поверхно-
стного
слоя
тка в
магнитном
поле
Обрабо Электроферромагнитная обработка в им-
пульсном магнитном поле
Упрочне-
ние изме-
электрохи-
мическое
Окунание в ванну (в струе электролита)
79
Окончание табл. 31
2 3 1
нением
парамет-
ров шеро
ховатости
-
полирование
Обработка
резанием
Шлифование, суперфиниширование, хо-
нингование
Пластиче-
ское дефор-
Накатка, раскатка
мирование
упрочне-
ние изме-
нением
стру ы
-
л-
при положи-
тельн
,
изотермическая, с сам
стуживанием, с непрерывным
тым охлаждением
Термическая
обработка
Закалка: светлая, несквозная, сквозная
оотпуском, с под-
и ступенча-
ктур
всего объ
ема мета
ла
ых
температу-
рах
Криогенная
обработка
или охлаждение от нормаль-
Закалка с обработкой холодом от темпера-
туры закалки
ной температуры, термоциклирование
выб а
ч я в
в я я
различных с ачест ого слоя на эксплуа-
т х тики (свойства) деталей. Они отражены
в (
В данно ста
дующие зада
1) определение (назначение) детали, для которой целесо-
обр
й задачи следует опираться на резуль-
тат
технологической машины». Следует в пер-
вую
ут быть допущены к
дал го перечня деталей целесо-
обр ае-
При
то в насто
ана едина
ационные
табл. П6
оре способ
щее время
точка зрени
войств к
арактерис
упрочнения следует учитывать то,
результате исследований сформиро-
по поводу положительного влияния
ва поверхностн
прил. Д).
м разделе
чи:
вятся и должны быть решены сле-
азна разработка методов упрочнения;
2) выбор метода упрочнения;
3) разработка технологического процесса упрочнения;
4) оценивание результатов упрочнения детали и их влия-
ние на ремонтную схему детали в целом.
При решении перво
ы, полученные при работе над разделом «Оценка техниче-
ского состояния
очередь проанализировать те детали, которые по резуль-
татам оценки технического состояния мог
ьнейшей эксплуатации. Из это
азно остановиться на деталях, наиболее часто подверг
80