Заляева Г.О. Диагностика, ремонт, монтаж, сервисное обслуживание оборудования
Подождите немного. Документ загружается.

плавляются пламенем горелки и, попадая на нагретую по-
верхность детали, образуют наплавленный слой.
После нанесения покрытия требуемой толщины подачу
порошка 1, проходящего по резиновой трубке 4, прекращают
и дополнительно прогревают деталь для того, чтобы сделать
слой более ровным и плотным.
Расстояние от горелки до поверхности детали устанавли-
вается 70-150 мм, ширина покрываемой за один проход по-
верхности составляет 25-40 мм, скорость перемещения горел-
ки – 1,5-2,0 м/мин. Давление ацетилена, подаваемого для пи-
тания горелки, должна быть не ниже 0,5 кПа при расходе газа
300 л/ч, а давление сжатого воздуха – не ниже 0,3 МПа при
его расходе 10-15 м
3
/ч.
Газопламенное напыление удобно применять для покры-
тия крупных деталей. Толщина покрытия практически не ог-
раничена. Газопламенное напыление также применяется для
восстановления изношенных деталей (порошок капрона мар-
ки А), для антикоррозионной защиты (порошки полипропи-
лена, полиэтилена и др.) для нанесения антифрикционных
покрытий.
Струйный беспламенный метод нанесения пластмасс за-
ключается в том, что распыление порошка производится пис-
толетом-распылителем без нагрева порошка на предваритель-
но подготовленную и нагретую поверхность деталей. Схема
установки приведена на рис. 11.
Вкладыши 3, подлежащие восстановлению, после подго-
товки поверхности (обезжиривание, накатка, химическая очи-
стка и травление, промывка), укладываются в алюминиевую
оправку 2. На электропечи 1 оправка вместе с вкладышами
нагревается до температуры 240
о
С, после чего распылителем
5 с помощью сжатого воздуха порошок капрона наносится на
поверхность вкладышей. Частицы порошка расплавляются и
образуют сплошное покрытие. Сжатый воздух подогревают,
пропуская его через змеевик в электропечи 1. В качестве пис-
толета распылителя используют распылители, применяемые
для окрасочных работ.
61
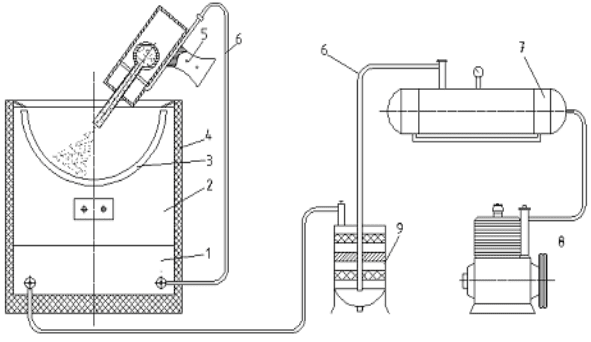
Рис. 11. Схема установки для нанесения пластмассы на вкладыши
подшипников коленчатого вала:
1 – электропечь; 2 – оправка с терморегулятором; 3 – вкладыш подшипни-
ка; 4 – теплоизоляция; 5 – распылитель; 6 – воздухопровод; 7 – ресивер;
8 – воздушный компрессор; 9 - влагомаслоочиститель
Применение акриловых пластмасс
Акриловые пластмассы содержат в качестве связующих
материалов акриловые смолы. К ним относятся: акрилат АСТ-
1, бутакрил, эпоксидно-акриловые пластмассы СХЭ-2 и СХЭ-
3.
Эти пластмассы относятся к термопластическим пласт-
массам быстрого отверждения, получают их смешиванием
порошка и жидкости. Полученная смесь затвердевает без по-
догрева и давления.
Получающиеся пластмассы обладают хорошими свойст-
вами:
- износостойки;
- хорошо работают в паре с чугуном, сталью, бронзой;
- обладают низким коэффициентом трения (в пределах
0,20-0,18) даже при отсутствии смазки;
- обладают высокой стойкостью к щелочам любой кон-
центрации, пресной и морской воде, минеральным и расти-
тельным маслам;
62

- легко удаляются при нагревании до 150-200
о
С с даль-
нейшим выжиганием или обработкой резанием.
Физико-механические свойства акриловых пластмасс
приведены в табл. 28.
Таблица 28
Физико-механические свойства пластмасс
Параметр АСТ-Т Бутакрил
Акрилат
СХЭ-2
Акрилат
СХЭ-3
Плотность, г/см
2
1,14 1,17 - 1,18 1,188 1,17
Временное сопротивле-
ние, МПа
Предел прочности, МПа
- при статическом изгибе
- при сжатии
24 - 31,4
52,4 - 61,8
78,5 - 99,5
30
70
90
31,9 - 44,5
55 - 74,4
77,3 - 94,9
36
58
90
Ударная вязкость, МПа 0,35 - 1,04 0,4 - 0,8 0,36 - 0,89 1,0
Твердость по Мартенсу 12 – 13 15 14 – 18 16
Адгезия, МПа:
к стали
к чугуну
к латуни
16,5– 21,5
15 – 19,3
6,8 -10,8
11 – 20
10 – 18
5,5 - 10
22,5– 42,9
19,4- 24,3
12,7- 16,9
35
32
14,9
Маслопоглощение за 24
ч, %
0,372 0,4 0,203 0,05
Линейная усадка, %
0,2 – 0,5 0,2 – 0,3 0,1 – 0,25 0,23
Минимальная толщина
наносимого слоя пласт-
массы, мм
0,5 1 0,2 0,2
Минимальная рабочая
температура,
о
С
80 80 112 112
Время отверждения сме-
си порошка и жидкости
при 20-25
о
С, мин
75 75 20 – 120 20 - 120
Акриловые пластмассы применяют при ремонте регули-
ровочных клиньев и прижимных планок механизмов всех ви-
дов оборудования; резьбы гаек ходовых винтов; втулок, по-
садочных мест зубчатых колес и шкивов; деталей гидронасо-
сов; кулисных механизмов; при склеивании материалов; при
восстановлении подшипников скольжения.
63
Приготовление пластмассы: раствор готовят непосредст-
венно перед применением. Для этого определяют соотноше-
ние порошка и жидкости в растворе в зависимости от объема
и размеров щелевых отверстий, в которые заливают раствор.
Чем тоньше и длиннее щель, тем жиже должна быть смесь.
Рекомендуются следующие соотношения порошка и жидко-
сти: 1: 0,75; 1:1; 1:1,5; 1: 2. С увеличением содержания жид-
кости увеличивается усадка и время отверждения пластмассы.
Последовательность операций при восстановлении дета-
лей с применением акриловых пластмасс представлены в
табл. 29.
Таблица 29
Технологический процесс восстановления деталей с
использованием акриловых пластмасс
№
п/п
Операция Примечания
1 2 3
1 Восстановление геомет-
рической точности базо-
вой детали
2 Подготовка поверхности
восстанавливаемой де-
тали
Строгание или обтачивание для полу-
чения заливаемого зазора размером 2,5
– 3 мм с получением шероховатости
Rz320-40 (АСТ-Т и бутакрил) Rz80-10
(СХЭ-2 и СХЭ-3)
3 Нанесение разделитель-
ного слоя на направ-
ляющие формующей
базовой детали
Слой силиконового масла, парафина,
хозяйственного мыла, или нанесение
на поверхность графитового порошка
4 Обезжиривание и про-
сушивание наращивае-
мых (формуемых) по-
верхностей деталей
Обезжиривание бензином, ацетоном
или другими растворителями, просу-
шивают 10-15 мин.
5 Сборка и выверка коор-
динат ремонтируемой
сборочной единицы
Выверка координат производится вин-
тами М10 - М12 (для винтов сверлят
отверстия и нарезают резьбу в восста-
навливаемой детали)
6 Герметизация сопрягае-
мых восстанавливаемых
Для герметизации используют пласти-
лин
64
Окончание табл. 29
1 2 3
поверхностей
7 Изготовление воронки
для заливки пластмасс
8 Подготовка пластмассы
9 Заливка через воронки
пластмассы в щель меж-
ду сопрягаемыми по-
верхностями
10 Выбор режима отвер-
ждения пластмассы
Длительность выдержки зависит от
окружающей среды. При 20-25
о
С вре-
мя отверждения 12 – 15 часов, при
понижении температуры процесс за-
медляется.
11 Вывертывание техноло-
гических винтов после
отверждения пластмассы
и заливка пластмассы в
образовавшееся отвер-
стие
12 Удаление затвердевших
приливов пластмассы
13 Контроль качества вос-
становленной поверхно-
сти
Применение пластмассы класса полиамидов
Пластмассы класса полиамидов применяют для восста-
новления сопрягаемых деталей, изготовленных с точностью,
соответствующей 8-му и более грубым квалитетам и шерохо-
ватостью выше Ra25-30 мкм, работающими при температуре
не выше 80
о
С, скорости скольжения до 0,5 м/с и давлении не
выше 1,5 МПа.
Для нанесения покрытия изготавливают пресс-форму
(рис.12), базирующуюся на восстанавливаемой поверхности
детали.
65
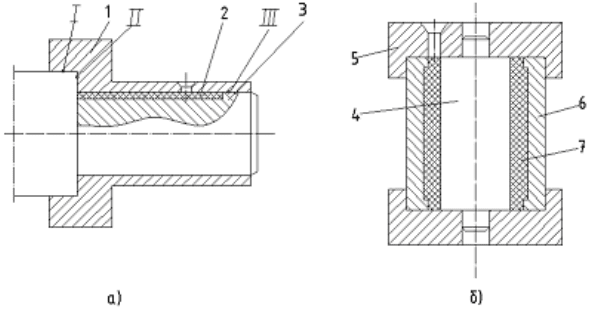
Рис. 12. Схема восстановления деталей нанесения пластмассового
покрытия:
а) и в) – восстанавливаемые соответственно вал и втулка;
1 – пресс-форма; 2 и 7 – покрытия; 3 – вал; 4 и 5 – детали пресс-формы;
6 - втулка
Пресс-форма может базироваться на участках цилиндри-
ческой поверхности I и III, а также торцовая поверхность II.
Для выхода воздуха между частями пресс-формы предусмот-
рены щели шириной 0,02-0,04 мм. При необходимости для
удаления воздуха сверлят отверстия диаметром 0,2-0,3 мм.
Слой металла, снимаемый с детали при ее подготовке,
должен быть одинаковым по всей поверхности восстановле-
ния с целью равномерного охлаждения пластмассы. Толщина
покрытия вследствие низкой теплопроводности пластмасс
должна быть минимальной.
Применение клеев
Одним из способов восстановления изношенных цапф ва-
лов и подшипников является приклеивание тонкостенных
втулок на цапфы валов.
В ремонтной практике используются как эпоксидные пла-
сты (эпоксидные смолы ЭД-6, ЭД-5), а также акрилопласты –
акрилит АС Т-Т, стиракрил ТШ (состав, назначение и физико-
механические свойства клеевых составов приведены в табл.
30).
66
Таблица 30
Состав, назначение и физико-механические свойства клеевых составов
Марка материала
Состав
Растворитель
Назна-
чение
Условная твердость
Эластичность
Временное сопро-
тивление, МПа
Предел прочности на
удар, МПа
Предел прочности на
отрыв
Маслостойкость
88Н:
ТУ 38-
105106-88
Состав 1
*
этилатцетат,
бензин
приклеи-
вание
резины к
металлу
140 1,0 0,77 10,0 1,1
нестойкий
БФ-2
ГГОСТ
12172-74
Состав 2
*
спирт
склеива-
ние ме-
таллов и
других
материа-
лов
465 3,0 0,77 10,0 3,0
Стойкий
*
Примечание: состав 1 - бутилфенолформальдегидная смола, резино-
вая смесь 31- Н; состав 2: - спиртовые растворы поливинилацеталей с ре-
зольными фенолформальдегидными смолами.
Для того чтобы восстановить требуемое сопряжение меж-
ду поверхностями этих деталей, подшипник растачивают до
удаления следов износа, а на цапфу вала наклеивают тонко-
стенную втулку, наружный диаметр которой равен внутрен-
нему диаметру подшипника (рис. 13).
Цапфу вала протачивают так, чтобы оставшаяся толщина
втулки была не менее 2 мм. Затем внутреннюю поверхность
втулки 1и наружную цапфы 2 тщательно промывают и по-
крывают слоем клея. Клей наносят в таком количестве, чтобы
был заполнен зазор. Втулку насаживают не поворачивая, в
противном случае в соединении образуются воздушные пу-
зырьки. Выдавленный избыток клея при посадке снимают
67
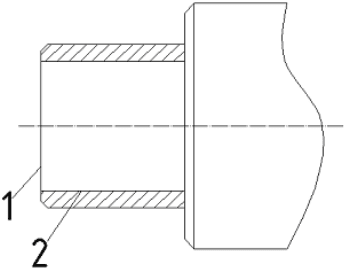
Рис. 13. Схема восстановления сопряжения «вал – втулка»:
1 – цапфа; 2 - накладка
смоченной в ацетоне тряпкой. После того, как клей отвердеет,
втулка прочно закрепится на цапфе вала, и стопорные винты
устанавливать не нужно.
Клей, представляющий из себя эпоксидную композицию
(эпоксидная смола 100, полиэтиленполиамид 10, дибутилфта-
лат 20, волокнистый асбест 65, графит 50, корборунд 45, по-
рошок олова), наносят на металл диска муфты тонким слоем
толщиной 1-2 мм. Фрикционные диски, облицованные пласт-
массой, хорошо работают в паре со стальными дисками, уве-
личивая срок службы трущихся поверхностей муфт сцепле-
ния в несколько раз.
Эпоксидные клеи также широко используются в ремонт-
ной практике при ремонте плоских направляющих металло-
режущих и деревообрабатывающих станков.
Изношенные поверхности направляющих строгают или
грубо пришабривают, промывают, высушивают и покрывают
тонким слоем клея. После некоторой выдержки на подготов-
ленные поверхности устанавливают накладки и закрепляют
их по концам штифтами.
После отверждения клеевого слоя, трущиеся поверхности
накладок обрабатывают обычными методами.
68
Применение эпоксидного слоя позволяет устанавливать
накладки толщиной 2-3 мм практически из любого антифрик-
ционного материала: из чугуна, бронзы, текстолита и других
материалов.
Состав клея следующий (в массовых долях):
1 состав: эпоксидной смолы ЭД-6 100; дибутилфталата 20;
полиэтиленполиамина 10; портландцемента-400 40;
2 состав: эпоксидной смолы ЭД-5 100; жидкого тиокола
20; полиэтиленполиамина 10; кварцевой муки 10.
Вместо эпоксидного клея при установке текстолитовых
накладок может служить карбильный клей следующего со-
става (в массовых долях): корбильный сироп 100; перекись
бензола 3: портландцемент - 400.
Примером применения эпоксидного клея при ремонте
может служить восстановление посадочного места подшип-
ника качения.
При посадке подшипника качения в корпусе машины
происходит деформация корпуса, в который он устанавлива-
ется. Поэтому при замене изношенного подшипника новым,
сопрягаемые поверхности уже не могут обеспечить требуемо-
го характера соединения. Поэтому, после тщательной зачист-
ки и обезжиривания гнезда подшипника и наружного кольца
подшипника, отверстие корпуса машины смазывают эпоксид-
ным клеем и осторожно вставляют в него подшипник (рис.
14).
Оба подшипника, по возможности, монтируют на валу и
устанавливают в корпус машины в собранном виде во избе-
жание перекоса.
На эпоксидном клее можно устанавливать и втулки. При
запрессовке в корпус машины втулка деформируется. Поэто-
му внутреннюю ее поверхность развертывают или пришабри-
вают.
Втулки, предназначенные для установки, изготавливают
без припусков на последующую пригонку. Внутреннюю по-
верхность втулки растачивают на валу, наружную поверх-
ность выполняют с полем допуска диаметра: e8, e9, f8 и f9.
Перед сборкой сопрягаемые поверхности втулки обезврежи-
69
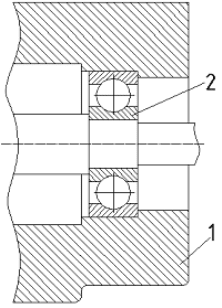
Рис. 14. Посадка подшипника качения в корпус оборудования:
1 – корпус; 2 – шариковый подшипник
вают и покрывают слоем эпоксидного слоя. Втулки необхо-
димо вставлять одновременно со сборкой вала, надежно за-
крепляя и не допуская их самопроизвольного смещения.
Применение эпоксидного клея при восстановлении поса-
дочных мест подшипников качения и втулок упрощает ре-
монт и процесс сборки. С помощью клея устраняют допущен-
ные погрешности обработки посадочных поверхностей дета-
ли.
2.4.5. Пластическая деформация
Наиболее распространенными способами пластического
деформирования, применяемые в ремонтной практике, явля-
ются:
- холодная и горячая правка;
- осадка;
- раздача;
- обжатие;
- вытяжка;
- объемное вдавливание;
- электромеханическая обработка.
Все способы пластической деформации основаны на при-
нудительном перераспределении металла самой деталей в
70