Заляева Г.О. Диагностика, ремонт, монтаж, сервисное обслуживание оборудования
Подождите немного. Документ загружается.


Окончание табл. 18
1 2 3 4 5
Дуговая
Станочные:
ЭМ-6; ЭМ-12;
ручные: ЭМ-3;
РЭМ-3А; ЭМ-9;
ЭМ-10
Электродная
проволока диа-
метром 1-2 мм
Достаточно высокая
производительность
и простота установ-
ки
Повышен-
ное окис-
ление ме-
талла и
выгорание
легирую-
щих эле-
ментов
Высоко-
частот-
ная
МВЧ-1;
МВЧ-2
Электродная
проволока диа-
метром 3-4 мм
Малое выгорание
легирующих эле-
ментов, покрытия
однородные и проч-
ные; высокая произ-
водительность
Сложность
оборудо-
вания
Плаз-
менная
Универсальные
плазменные
установки
УПУ-3; УПУ-4;
УМП-5; УМП-6
Порошковые
сплавы:
ПГ-ХН80СР2;
ПГ-ХН80СР3;
ПГ-ХН80СР4;
КХБ и др.
Возможность полу-
чения покрытий из
тугоплавких и изно-
состойких материа-
лов, в том числе из
твердых сплавов
Относи-
тельно
высокая
стоимость
2.4.2.1. Дуговая металлизация
Процесс дуговой металлизации осуществляется металли-
затором (рис. 5).
Рис. 5. Схема работы металлизатора:
1 – электродная проволока; 2 – провода от трансформатора;
3 – ролики; 4 – направляющие; 5 – сопло; 6 - деталь
41
С помощью роликов, получающих вращение через систе-
му зубчатых передач, по направляющим наконечникам не-
прерывно подается электродная проволока 1. К направляю-
щим наконечникам 4 подведен электрический ток. Возни-
кающая между проволоками электрическая дуга расплавляет
металл. Одновременно по воздушному соплу 5 в зону дуги
поступает сжатый газ, распыляющий расплавленные частицы
металла на поверхность восстанавливаемой детали.
Последовательным наслаиванием расплавленного металла
можно получить покрытие 1-1,5 мм для тугоплавких металлов
и 2,5 – 3 мм для легкоплавких.
Материал для напыления:
- при восстановлении поверхностей под неподвижные по-
садки применяют малоуглеродистую электродную проволоку
из стали 08, 10, 15, 20;
- для получения износостойких покрытий на деталях, ра-
ботающих в подвижных соединениях, применяют проволоку
из высокоуглеродистых сталей У7, У7А, У8, У10.
При ремонте оборудования с помощью металлизации:
а) восстанавливают размеры изношенных деталей обору-
дования (шеек валов, осей, валиков и т.д.),
б) уменьшают внутренние размеры изношенных поса-
дочных отверстий под подшипники, втулки и другие детали;
в) наносят на подшипники и втулки антифрикционные
покрытия из псевдосплавов, образуемых в результате распы-
ления двух или трех разных металлов.
Достоинства данного метода восстановления:
- могут быть восстановлены детали, для которых нежела-
телен либо недопустим нагрев;
- слои покрытия можно наносить на любые материалы:
металл; пластмассу; дерево; резину и т.д., так как нагрев дета-
ли до 50-70
о
С для улучшения прочности сцепления с основ-
ным металлом не вызывают структурных изменений в метал-
ле основной детали;
- обеспечивается высокая твердость напыленного слоя,
что увеличивает срок службы восстанавливаемых деталей;
42
- получающиеся слои обладают большой пористостью и
хорошо работают в условиях жидкостного трения.
Недостатки металлизации:
- недостаточная прочность сцепления с основным метал-
лом, что делает недопустимым применять данный способ вос-
становления для деталей, работающих при динамических и
знакопеременных нагрузках;
- пористость получающихся напыленных слоев - недопус-
тимо восстанавливать детали, работающие при трении без
смазочных материалов;
- металлизированный слой не повышает прочность самой
детали, поэтому нельзя применять для восстановления дета-
лей с ослабленным сечением.
Подготовка поверхности к восстановлению:
1) очистка детали от загрязнений, пленок окислов, про-
дуктов коррозии.
Очистка от загрязнений осуществляется в моечной маши-
не, затем щетками промывают в бензине или растворителях
(табл. 1).
2) Предварительный нагрев детали до 50 – 70ºС в печи
пламенем газовой горелки или паяльной лампой.
3) Предварительная обработка резанием для снятия нара-
ботки и исправления геометрической формы детали.
4) Получение шероховатости, повышающей прочность
сцепления с основным металлом. Наилучшие результаты да-
ет нарезание «рваной» резьбы: на поверхности термически
необработанной круглой детали на токарно-винторезном
станке нарезают «рваную» резьбу резцом, установленным с
большим вылетом ниже оси детали на 3–6 мм. Вибрация рез-
ца приводит к появлению шероховатой поверхности с заусе-
ницами. Резьбу нарезают при скорости резания 8-10 м/мин
(без охлаждения) за один проход резца на глубину 0,6-0,8 мм.
Шаг резьбы составляет 0,9-1,3 мм, а для вязких и мягких ма-
териалов – 1,1-1,3 мм. На галтелях резьбу не нарезают.
Для выхода резца при нарезании резьбы и устранения вы-
крашивания покрытия у торца детали делают кольцевые ка-
43
навки, глубина которых должна быть на 0,2-0,3 мм больше
глубины канавки.
Режимы резания при нарезании рваной резьбы приведены
в табл. 19.
Помимо нарезания «рваной» резьбы существуют другие
способы повышения прочности сцепления с основным метал-
лом (табл. 20).
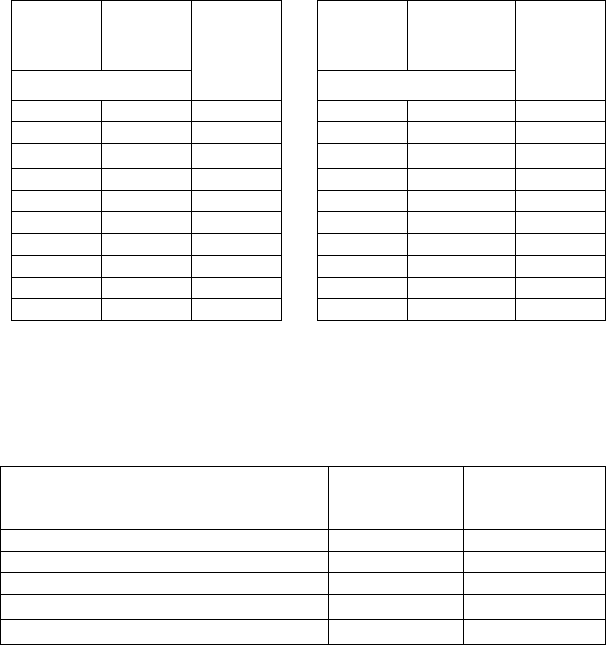
Таблица 19
Режимы нарезания «рваной» резьбы на наружной
поверхности деталей, подлежащих металлизации
Диаметр
детали
Смеще-
ние рез-
ца
Частота
вращения
шпинделя,
об/мин
Диаметр
детали
Смещение
резца
Частота
вращения
шпинделя,
об/мин
мм мм
10 1,0 800 100 4,5 30
15 1,4 210 150 5,0 20
20 2,0 150 200 6,0 15
25 2,5 135 250 7,5 13
30 3,0 100 300 9,0 10
35 3,0 95 350 11,0 9
40 3,0 75 400 13,0 7
45 3,0 70 450 15,0 6
50 3,5 60 50 16,0 5
75 4,0 45
Таблица 20
Способы подготовки поверхностей деталей под покрытие напылением
и их влияние на предел выносливости и прочность
сцепления
Способ подготовки
Предел вы-
носливости,
МПа
Прочность
сцепления,
МПа
1 2 3
Обработка дробью 324 104,0
Накатка (прямая, косая, перекрестная) 306 100,0
Обдувка песком
278 34,5
Шлифование
252 -
44
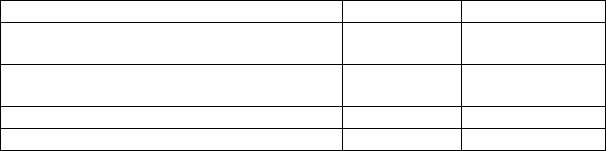
Окончание табл. 20
1 2 3
Нанесение треугольной нарезки с после-
дующей обработкой дробью
194 190,0
Электроискровая обработка на перемен-
ном токе
194 110,0
Электродуговая обработка 170 25,0
Нарезка кольцевых канавок
165 140,0
5) Обеспечивают защиту смежных поверхностей, не под-
лежащих напылению.
6) После нанесения покрытия производят обработку по-
крытия на металлорежущих станках для получения требуе-
мых размеров и шероховатости.
2.4.2.2. Газопламенное нанесение порошковых материалов
Суть процесса: пластификация порошка в ацетиленокис-
лородном пламени и нанесение его газовыми потоками на
предварительно подготовленную изношенную поверхность.
Применяемое оборудование:
основой аппаратов для напыления и горелок для наплавки
является базовая схема газовой горелки. Сварочная горелка
(рисунок 6) служит для смешивания горючего газа с кислоро-
дом и получения газового пламени.
Аппараты для напыления подают порошок в ядро факела
пламени, возникающего в сварочной горелке.
В зависимости от способа подачи порошка из питателя
различают два вида аппаратов для напыления:
1) инжекторный газопламенный распылительный аппарат
(рис. 7);
2) распылительный аппарат наружной подачи порошково-
го материала.
Напыляемый порошок через клапан, размещенный в кор-
пусе аппарата, под влиянием всасывающего воздействия ки-
слорода и горючего газа, протекающего по каналу, попадает в
сопло 1, а затем – в ядро пламени 2 (рис. 7).
45
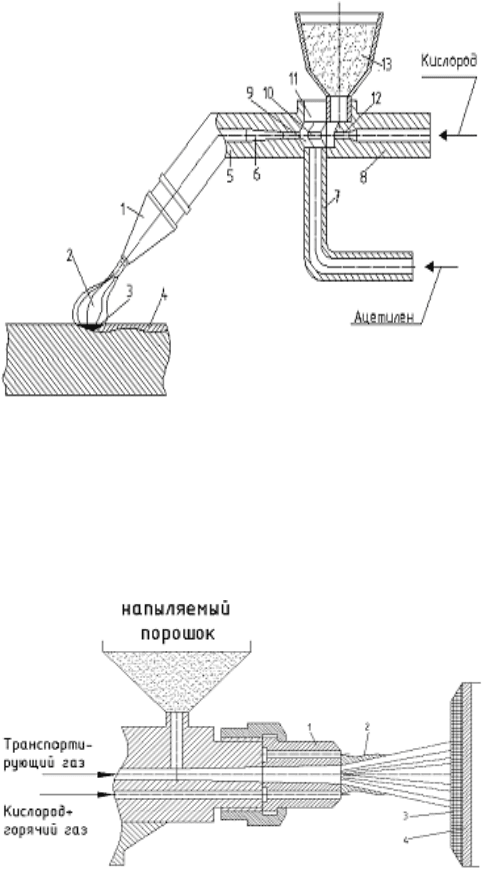
Рис. 6. Устройство сварочной горелки:
1 – мундштук; 2 – пламя; 3 – сварочная ванна;
4 – наплавляемая поверхность; 5 – трубка; 6 – канал;
7 – ацетиленовая трубка; 8 - кислородная трубка;
9 – камера смещения; 10 и 12 – инжекторы;
11 – смесительная камера; 13 – порошок
Рис. 7. Схема газопламенного напыления порошкового материала
с помощью транспортирующего газа:
1 – сопло; 2 – факел; 3 – покрытие; 4 – подложка
46

Рис. 8. Распылительный аппарат наружной подачи
порошкового материала:
1 – порошковый бункер; 2 – направляющая трубка;
3 - многосопловый наконечник; 4 – база сварочной горелки
Порошок из бункера 1 (рис. 8) попадает в ядро пламени
через верхнюю часть факела по принципу гравитации по на-
правляющей трубке 2. Газовая смесь, образующаяся в смеси-
тельной камере, проходит через многоканальное сопло 3.
В зависимости от назначения и материала детали исполь-
зуют следующие методы газопламенного нанесения покры-
тий:
1) газопламенное напыление порошка без последующего
оплавления. Используют для восстановления деталей с изно-
сом до 2,0 мм на сторону без деформации, не подвергающих-
ся в процессе эксплуатации ударам, знакопеременным на-
грузкам, большому нагреву;
2) газопламенное напыление с одновременным оплавле-
нием. Используется для восстановления деталей с местным
износом до 3-5 мм, работающих при знакопеременных и
ударных нагрузках, изготовленных из серого чугуна, конст-
рукционных, коррозионно-стойких сталей и др.;
3) газопламенное напыление. Дает возможность восста-
навливать детали типа вала с износом до 2,5 мм на сторону.
47
48
Помимо восстановления детали происходит упрочнение по-
верхности.
Преимущества газопламенного напыления:
- высокая производительность процесса;
- возможность нанесения покрытий на изделия больших
размеров и формы.
Недостатки газопламенного напыления:
- сложность контроля проницаемости напыленных покры-
тий на детали сложной конфигурации;
- применяемый для нанесения покрытий порошок должен
обладать хорошей смачивающей способностью и при нагре-
вании переходить в жидкое вязкотекучее состояние и образо-
вывать сплошные хорошо сцепленные слои.
Характеристики применяемых при газопламенном напы-
лении порошков приведены в табл. 21.
Технологический процесс газопламенного нанесения со-
стоит из следующих этапов:
1. Нагрев поверхности до 200-250
о
С, т.е. до температу-
ры растекания порошка.
2. Нанесения подслоя, который дает основу, необходи-
мую для наложения основных слоев. В качестве под-
слоя может быть использован слой краски.
3. Нанесение основного слоя, позволяющего получить
необходимые физико-механические свойства.
Прочность сцепления покрытия с основным металлом за-
висит от следующих факторов:
- способ подготовки поверхности и используемый для
этого абразивный материал;
- параметры струйной обработки поверхности;
- время выдержки после обработки;
- наличие предварительного подогрева;
- применение подслоя и использование терморегулирую-
щих порошков;
- способ распыления;
- параметры процесса распыления;
- состав материала покрытия.
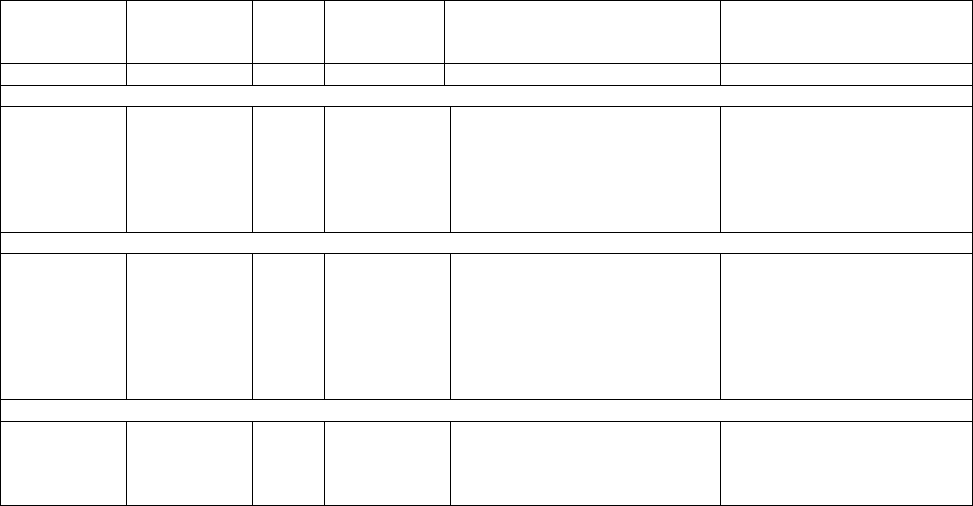
Таблица 21
Характеристики и назначение порошков для газопламенного нанесения покрытий
Метод нане-
сения
Марка по-
рошка
Осно-
ва
Твердость
покрытия,
HRC
э
Характеристика покрытия Область применения метода
1 2 3 4 5 6
Самофлюсующиеся порошки для газопорошковой наплавки
Газопорош-
ковая на-
плавка
ПГ-10Н-01
ПГ-10К-01
ПГ-10Н-04
Никель
кобальт
никель
56-63
46,5-51,5
86-97 HRB
Износостойкое, коррозионно-
стойкое, беспористое гладкое
покрытие с высокими физико-
механическими свойствами и
адгезией
Для восстановления деталей
из стали, чугуна с местным
износом, работающих при
знакопеременных нагрузках,
в агрессивных средах и при
повышенных температурах
Самофлюсующиеся порошки для газопламенного напыления с последующим оплавлением
Газопламен-
ное напыле-
ние с после-
дую-щим
оплавлением
ПГ-12Н-01
ПГ-12Н-02
ПС-12НВК-01
Никель
Никель
Порош-
ковая
смесь
36,5-45,5
46,5-53
56-63
Износостойкое, коррозионно-
стойкое с покрытием с высокой
адгезией
Для восстановления деталей
типа «вал», работающих при
знакопеременных нагрузках,
при ударных нагрузках, абра-
зивном изнашивании и при
воздействии высоких темпе-
ратур
Порошковые материалы для газопламенного напыления без последующего оплавления
Газопламен-
ное напыление
без после-
дующего
ПТ-19Н-01
ПТ-НА-01
ПГ-19М-01
ПГ-19Н-01
Никель
Никель
Медь
Железо
30-41,5
-
65-72 HRB
74-72 HRB
И
зносостойкое, коррозионно-
стойкое покрытие с невысоко
й
адгезией и пористой структурой
Для восстановления и упроч-
нения посадочных мест вала,
не подвергающихся в процесс
е
эксплуатации ударным и силь-
49
Продолжение табл. 21
1 2 3 4 5 6
оплавления ным знакопеременным на-
грузкам
Примечания: 1. Гранулометрический состав порошка 40 – 100 мкм.
2. Рекомендуемый газ – баллонный и генераторный ацетилен.
Таблица 22
Характерные дефекты порошковых покрытий и способы их устранения
Дефект Вероятная причина возникновения Способ устранения
1 2 3
Напыление без оплавления и с оплавлением
Масляные пятна, появляющие-
ся на поверхности детали при
предварительном подогреве
Полностью не удалено старое масло из
смазывающих каналов и отверстий
Подогревать деталь до тех пор, пока не вы-
горит все масло
Отделение покрытия от детали
в процессе напыления
1. Плохо обезжирена поверхность
2. Недостаточный предварительный
подогрев
Удалить полностью покрытие, снова провес-
ти напыление, соблюдая технологические
указания
Напыление без оплавления
Отделение от детали основного
покрытия в процессе напыле-
ния
1. Не нанесен подслой, обеспечиваю-
щий заданную прочность сцепления
2. Малая скорость перемещения аппара-
та, перегрев покрытия
Удалить полностью покрытие, снова провес-
ти напыление, соблюдая технологические
указания
50