Волчкевич Л.И. Автоматизация производственных процессов
Подождите немного. Документ загружается.

181
г)
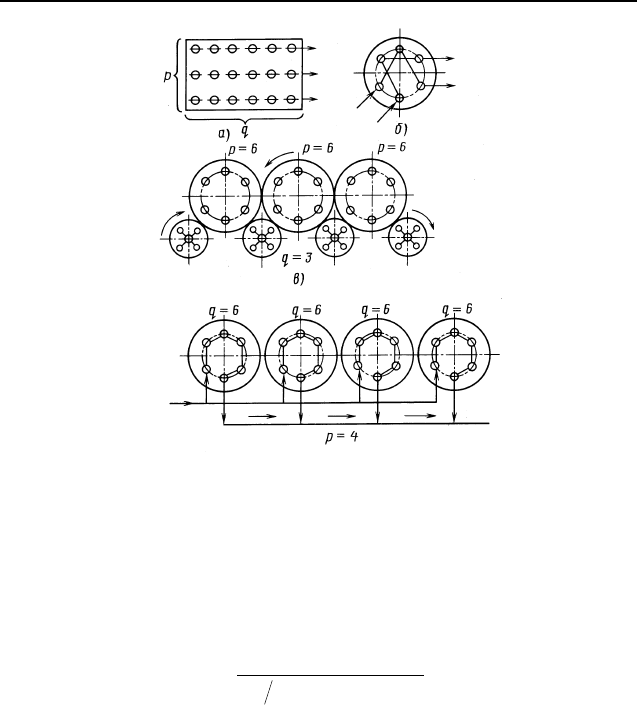
Рис. 5.13. Структурно-компоновочные варианты машин
последовательно-параллельного действия
цикла влияет только изменение числа последовательных позиций q. Чис-
ло параллельных потоков р определяет число единиц изделий, выдавае-
мых за цикл. В итоге формула производительности машины последова-
тельно-параллельного действия имеет вид
pqtttqt
p
Q
pq
с1осхор
+++
=
. (5.7)
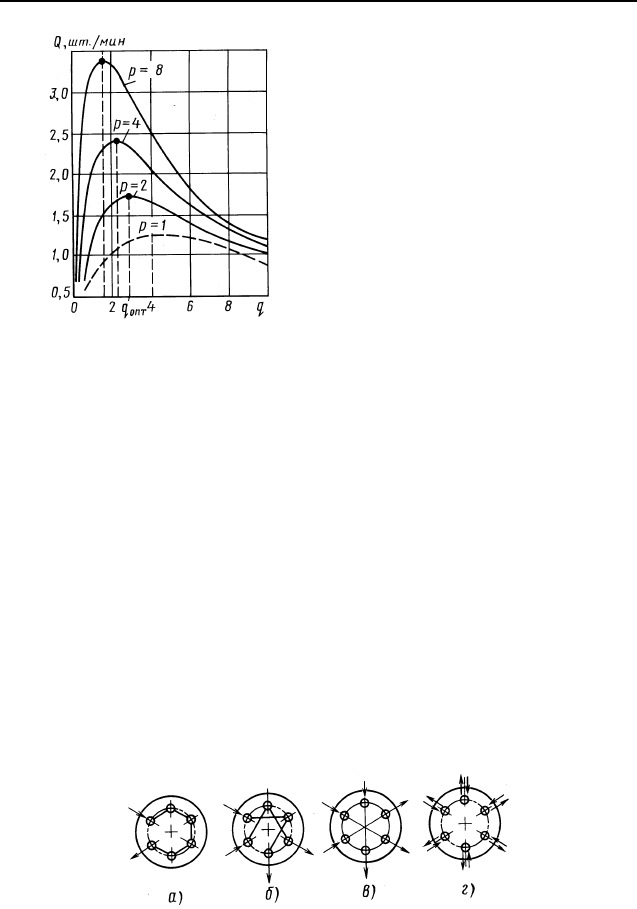
Графики зависимости производительности машин последовательно-
параллельного действия от числа позиций приведены на рис. 5.14.
Диаграмма производительности показывает, что и здесь имеется
максимум производительности при определенном значении q
опт
. При
этом чем больше число параллельных потоков, тем выше производитель-
ность и ниже значение q
опт
.
Автоматы и автоматические линии последовательно-параллельного
действия обладают наиболее высоким потенциалом производительности.
Однако большое количество сблокированных механизмов, устройств и
инструментов обусловливает высокие внецикловые потери. Поэтому чем
АВТОМАТЫ ПОСЛЕДОВАТЕЛЬНО-ПАРАЛЛЕЛЬНОГО ДЕЙСТВИЯ
182
сложнее автомат (больше значения
р и q), тем жестче требования к на-
дежности работы механизмов и уст-
ройств, стойкости и стабильности
инструментов, уровню системы
эксплуатации.
Реальные расчеты производи-
тельности автоматов последова-
тельно-параллельного действия
следует проводить по тем же прави-
лам, что и для автоматов последова-
тельного действия.
Выбор типа автомата, как и
числа позиций, является сложной
многофакторной задачей, которая
не всегда может быть формализова-
на. Выскажем лишь некоторые об-
щие соображения.
Прежде всего, необходимо видеть все возможные варианты по-
строения автоматов. Так, шестипозиционный автомат с расположением
позиций по окружности можно реализовать по четырем структурно-
компоновочным схемам (рис. 5.15, соответственно а, б, в, г):
- как автомат последовательного действия (см. рис. 5.15, a), когда
q = 6, р = 1;
- в виде двухпоточного автомата последовательно-параллельного
действия (см. рис. 5.15, б), когда q = 3, р = 2;
- как трехпоточный автомат последовательно-параллельного дей-
ствия (см. рис. 5.15, в), когда q = 2, р = 3;
- в виде автомата параллельного действия (см. рис. 5.15, г), когда
q = 1, р = 6.
С увеличением общего числа позиций число вариантов растет.
При анализе возможных вариантов следует обращаться к сложив-
шимся традициям, к которым всегда надо относиться уважительно.
Рис. 5.15. Вариантность шестипозиционных машин
Глава 5. ПРИНЦИПЫ ПОСТРОЕНИЯ МАШИН-АВТОМАТОВ
Рис. 5.14. Зависимость
производительности Q машин
последовательно-параллельного
действия от числа позиций q

183
Так, в машиностроении автоматы последовательного действия тра-
диционно применяются при обработке резанием (многошпиндельные
токарные автоматы, многопозиционные агрегатные станки и т.п.), а так-
же в сборочных и других процессах, где относительно велика длитель-
ность технологического воздействия и высок эффект дифференциации и
концентрации операций. Компоновка позиций определяется во многом
удобством межоперационного транспортирования: для относительно
мелких изделий и небольшого числа позиций предпочтительнее распо-
ложение позиций по окружности; для крупногабаритных изделий, осо-
бенно при большом числе позиций, – в линию. Машины последователь-
ного непрерывного действия для термообработки имеют, как правило,
линейную компоновку.
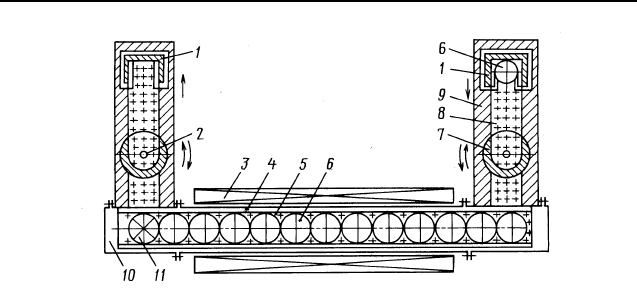
В качестве примера на рис. 5.16 показана конструктивная схема
диффузионной печи последовательного действия для обработки полу-
проводниковых пластин. Технологическая часть находится в корпусе 10
и имеет нагревательное устройство 3 и кварцевую оболочку 4.
Транспортирующее устройство содержит кассеты загрузки и вы-
грузки 1; шлюзовые устройства 9 с поворотными платформами 7, уплот-
няющими рабочий объем; перегрузочные лотки 8; контролирующий фото-
диод 2; манипулятор 11 и кварцевый лоток 5 со шлифованной дорожкой с
отверстиями для подачи газа для перемещения кремниевых пластин 6.
Эта конструкция интересна с двух сторон: во-первых, здесь не инст-
рументальная, а аппаратная обработка, рабочие позиции представляют
собой стационарные зоны с различным уровнем температур; во-вторых,
загрузка и выгрузка пластин дискретны, а технологическое воздействие
непрерывно.
Тем не менее, данная схема полностью укладывается во все концеп-
ции автоматов последовательного действия.
Машины параллельного действия строятся, прежде всего, для крат-
ковременных операций, дифференциация которых не принесет значи-
тельного выигрыша в производительности при высоких требованиях к
ней. Наибольшее распространение получили в настоящее время роторные
машины: в машиностроении – при выполнении операций штамповки,
вытяжки, сборки простых изделий, контроля и т.д.; в пищевой промыш-
ленности – при производстве напитков на операциях заливки жидкости,
герметизации емкостей, наклеивания этикеток; в парфюмерной и меди-
цинской промышленности – при производстве туб, ампул, шприцов и т.п.
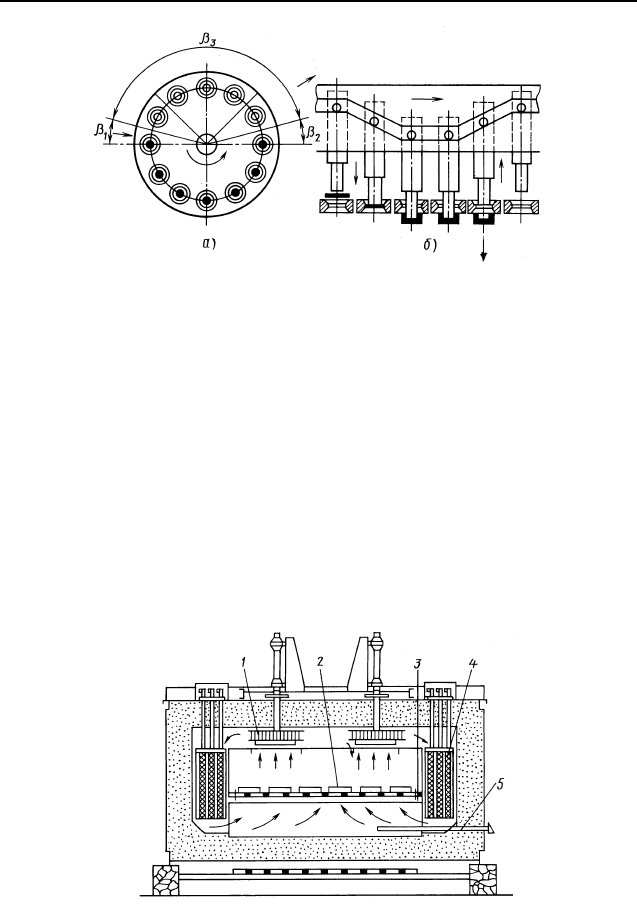
На рис. 5.17, a и б показаны соответственно схема роторной машины
для штамповки и развертка ее рабочей зоны.
АВТОМАТЫ ПОСЛЕДОВАТЕЛЬНО-ПАРАЛЛЕЛЬНОГО ДЕЙСТВИЯ
184
Рис. 5.16. Конструктивная схема диффузионной печи
для полупроводниковых пластин
При вращении рабочего ротора в позиции, оснащенные инструмен-
тальными блоками, заготовки поступают на ходу посредством транс-
портного ротора, заталкивателя или вручную. Затем на ходу в той же зо-
не β
1
происходит быстрый подвод инструмента; после этого в зоне β
3
следует технологическое перемещение (штамповка, вытяжка и т.д.), а в
зоне β
2
– отвод инструмента.
Во время прохождения зоны β
2
инструментальный блок находится
уже в раскрытом, исходном положении. При этом осуществляются съем
готового изделия, свободный пробег (когда могут проводиться осмотр
инструмента, его замена, очистка и т.д.) и загрузка в инструментальный
блок новой заготовки.
Таким образом, орудия обработки (инструментальные блоки) пере-
мещаются непрерывно по окружности и многократно дискретным обра-
зом воздействуют на обрабатываемые объекты, которые перемещаются
по окружности с той же транспортной скоростью и вступают однократно
в контакт с орудиями обработки.
Автоматы и автоматические линии пocлeдoвaтeльнo-пapaллельного
действия применяются при длительных по времени технологических опе-
рациях и высоких требованиях к производительности. Так, линии из мно-
гопозиционных автоматов, работающих параллельно (см. рис. 5.13, г), ти-
пичны для кондитерской промышленности, например на операциях за-
вертки карамели, конфет и т.д. Линии с независимыми параллельными
потоками широко распространены при металлообработке, линии со свя-
занными потоками – при термообработке.
Глава 5. ПРИНЦИПЫ ПОСТРОЕНИЯ МАШИН-АВТОМАТОВ
185
Рис. 5.17. Схема роторной машины
На рис. 5.18 дан поперечный разрез многопоточного термического
агрегата непрерывного действия.
Печь разделена на пять секций, в каждой из которых под воздейст-
вием вентиляторов циркулирует нагреваемый нагревателями 4 воздух,
температура которого измеряется термопарой 5 и автоматически поддер-
живается на заданном уровне. Таким образом, изделия 2, размещенные на
транспортной сетке 3, постоянно находятся в потоке воздуха заданной
температуры.
Печь имеет устройства, позволяющие равномерно и быстро нагре-
вать изделия до заданной температуры, регулировать ее, равномерно ох-
лаждать изделия, автоматически поддерживать установленную темпера-
туру, контролировать заданную температуру, механически транспорти-
ровать изделия через всю печь и изменять скорость транспортирования.
Рис. 5.18. Поперечный разрез конвейерной печи
АВТОМАТЫ ПОСЛЕДОВАТЕЛЬНО-ПАРАЛЛЕЛЬНОГО ДЕЙСТВИЯ
186
Печь состоит из передней, средних и задней секций, зоны охлажде-
ния, стола разгрузки, калорифера с нагревателями и сетки. По длине печь
имеет зоны нагрева, выдержки, медленного и быстрого охлаждения.
Проходя через зоны нагрева и выдержки, изделия равномерно нагревают-
ся и поступают в зону медленного охлаждения, а затем в зону быстрого
охлаждения, где окончательно остывают.
Факторы, определяющие выбор вида технологического оборудования:
– тип изделий, их габаритные размеры, все требования качества и т.п.;
– виды и длительность технологического воздействия;
– требуемая производительность; на первое место следует поставить
технологические факторы.
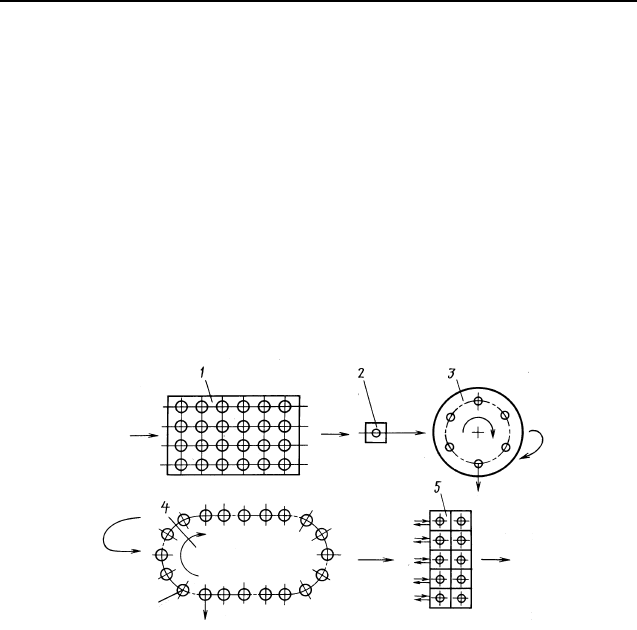
В качестве примера на рис. 5.19 приведены оптимально сложившие-
ся структурные схемы типового оборудования для завершающих опера-
ций производства цветного кинескопа (см. рис. 5.1, 5.2) в условиях круп-
номасштабного производства.
Рис. 5.19. Структурные схемы типового оборудования
для завершающих операций изготовления цветных кинескопов
Склейка конуса с экраном выполняется в шестипоточной линейной
печи 1 последовательно-параллельного непрерывного действия; контроль
герметичности шва – на однопозиционной установке 2 дискретного дей-
ствия; заварка электронной оптики – на автомате 3 последовательного
дискретного действия с расположением позиций по окружности; откачка
и герметизация приборов – на конвейерной линии 4 параллельного дей-
ствия; тренировка и контроль – на стационарных стендах 5, действующих
параллельно.
Общая тенденция – при любых масштабах выпуска следует иметь
минимальное количество задействованного технологического оборудо-
вания.
Глава 5. ПРИНЦИПЫ ПОСТРОЕНИЯ МАШИН-АВТОМАТОВ
187
Глава 6
ПРИНЦИПЫ ПОСТРОЕНИЯ АВТОМАТИЧЕСКИХ ЛИНИЙ
6.1. ВИДЫ АВТОМАТИЧЕСКИХ ЛИНИЙ
Автоматическая линия – это система машин-автоматов, распо-
ложенных, как правило, в технологической последовательности и объе-
диненных системой автоматической загрузки, межоперационного
транспортирования, накопления межоперационных заделов изделий, ав-
томатического управления (см. гл. 1).
В современном промышленном материальном производстве функ-
ционирует множество автоматических линий, которые применяются вез-
де, где выпуск продукции имеет крупномасштабный характер, а объекты
относительно стабильны во времени.
Цель создания автоматических линий, как и любого автоматизиро-
ванного оборудования, – обеспечение высокого качества и заданного ко-
личества продукции, избавление человека от монотонного и тяжелого
физического труда, создание комфортных условий обслуживания.
Приоритет тех или иных задач определяется видом продукции и ха-
рактером технологических процессов (ТП). В химической, металлургиче-
ской и других отраслях промышленности, при изготовлении, например,
боеприпасов, присутствие человека в рабочих зонах недопустимо из-за
опасности для здоровья и жизни самого человека; в фармацевтической, элек-
тронной и подобных отраслях его присутствие непозволительно с позиции
качества продукции (стерильность, привносимая дефектность и т.п.).
При высокоинтенсивных процессах, когда минутная производитель-
ность составляет сотни и тысячи штук, десятки и сотни погонных метров,
присутствие человека как участника ТП затруднительно или невозможно
физически, равно как и в производстве тяжелых "неподъемных" изделий.
Таким образом, при решении многих производственных задач уст-
ранение человека как непосредственного участника выполнения техноло-
гических и вспомогательных процессов – непременное условие. Создание
автоматически действующих систем машин, где за человеком остаются
лишь функции наладки, контроля протекания ТП, устранения отказов,
технического обслуживания, социально необходимо. Экономические
критерии используются для сравнения и выбора вариантов таких систем.
Однако в большинстве ситуаций конкурентными по отношению к
автоматическим линиям являются производственные участки из незави-

188
симо действующих машин-автоматов и полуавтоматов или даже из неав-
томатизированного оборудования. И если при переходе к более высокой
ступени автоматизации не меняются радикально основные ТП, на первый
план выходят следующие вопросы: совместимости последовательно дей-
ствующего оборудования, полноты замещения механизмами автоматиза-
ции ручных операций, надежности в работе всех компонентов и системы
в целом. Примеры тому были приведены в разд. 1.4 гл. 1.
Бесконечное разнообразие современной промышленной продукции
и методов ее получения предопределяет множественность конструктив-
ных и компоновочных вариантов автоматических линий в различных
отраслях и даже внутри отраслей.
Так, в металлообработке на различных технологических переделах,
в рамках общей технологии конструкционных материалов давно созданы
и функционируют внешне не схожие автоматические литейные, штампо-
вочные, сварочные линии, линии механической и термической обработ-
ки, нанесения покрытий, а также узловой сборки, сортировки, упаковки и
т.д. Линии для обработки резанием подшипниковых колец совсем не по-
хожи на линии обработки корпусных изделий и т.д.
Тем не менее, принципиальная общность для автоматических линий
самого различного назначения прослеживается столь же отчетливо, как и
для отдельных образцов машин-автоматов (см. разд. 1.5).
Любые автоматические линии можно отнести к тому или иному ви-
ду по следующим отличительным признакам:
– инструментальной или аппаратной обработке, когда техноло-
гическое воздействие осуществляется либо инструментами (пуансон,
фреза, сварочный электрод, лазерный или электронный луч), либо средой
(химическое, термическое, жидкостное, вакуумное);
– непрерывности или дискретности действия, когда обрабаты-
вающие инструменты или среды при работе линии взаимодействуют с
изделиями непрерывно или с паузами;
– непрерывности или дискретности транспортирования обраба-
тываемых объектов с обработкой их на ходу или в остановленном со-
стоянии, с закреплением и фиксацией в рабочих зонах;
– характеру встраиваемого оборудования: универсальное, из
унифицированных узлов, специальное; одно- или многопозиционное (по-
следовательного, параллельного действия);
– характеру межагрегатной связи (жесткая или гибкая), когда
оборудование в линии работает либо синхронно, либо несинхронно – при
делении на участки и установке межоперационных накопителей;
Глава 6. ПРИНЦИПЫ ПОСТРОЕНИЯ АВТОМАТИЧЕСКИХ ЛИНИЙ

189
– взаимной компоновке технологического и транспортного обору-
дования с прохождением трассы транспортирования изделий сбоку, свер-
ху, сквозь рабочие зоны;
– способности к переналадкам – невозможности или возможности
перехода на производство иной продукции путем переналадки, переком-
поновки, структурного резервирования и т.п.
По всем названным признакам возможна не только общая система-
тика вариантов, но и единые методы анализа, сравнительной оценки и
выбора вариантов.
Едиными для линий любого назначения, в любой отрасли являются
источники социального и экономического эффекта (см. гл. 2), а также
критерии сравнительного анализа, в первую очередь производительность,
надежность в работе, стоимость, комплексные экономические показатели
(прибыль, окупаемость затрат и т.д., см. разд. 1.7).
6.2. СТРУКТУРНАЯ ВАРИАНТНОСТЬ
Как отмечалось в гл. 1, структура любого технического объекта –
это состав его компонентов и их взаимосвязь. Любая автоматическая
система машин включает в себя:
– технологическое оборудование с тем или иным видом межагре-
гатной связи;
– транспортную систему, которая обеспечивает передачу изделий
из позиции в позицию;
– накопители межоперационных заделов изделий;
– систему автоматического управления (САУ).
Линии одинакового технологического назначения могут иметь не
только разное число позиций в соответствии с выбранной степенью диф-
ференциации и концентрации операций, но и различные виды межагре-
гатной связи.
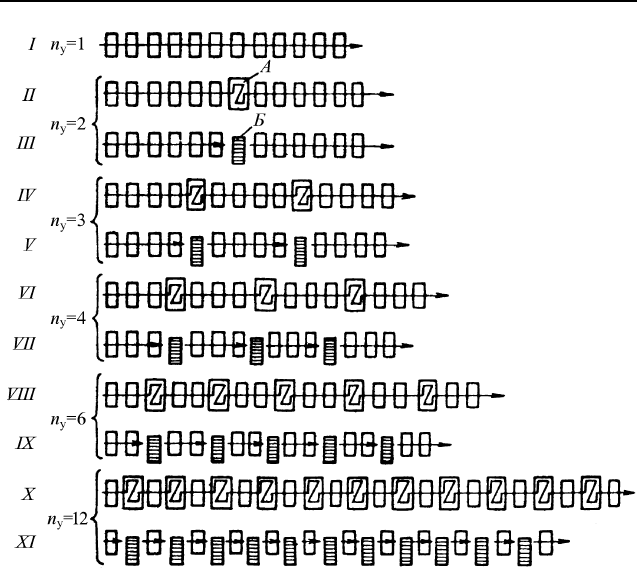
В качестве примера на рис. 6.1 показаны структурные варианты од-
нопоточной системы из 12 ед. оборудования (q = 12), объединенных еди-
ным транспортным потоком изделий. Простейший структурный вари-
ант – автоматическая линия с жесткой межагрегатной связью (иначе –
синхронно работающая линия), которая построена как единый участок –
число участков равно единице (η
у
= 1) (см. рис. 6.1, вариант I).
Здесь все встроенные в системы машины работают в едином ритме.
Если межоперационное транспортирование осуществляется дискретно,
рабочий цикл построен так же, как и в традиционных карусельных ма-
шинах (см., например, циклограмму на рис. 1.20). Обработка (контроль,
сборка) изделий на всех позициях начинается одновременно, синхронно.
СТРУКТУРНАЯ ВАРИАНТНОСТЬ
190
Рис. 6.1. Структурные варианты однопоточной системы из
q = 12 машин-автоматов:
А – автоматические накопители;
Б – механизированные накопители с ручным обслуживанием
После того как завершится технологическое воздействие на той позиции,
которая является лимитирующей по длительности, следуют разжим и
расфиксация изделий на всех позициях одновременно, затем ход транс-
портера вперед и перемещение каждого из изделий на следующую пози-
цию, далее изделия закрепляются на позициях и цикл повторяется.
Автоматические системы машин с жесткой межагрегатной связью –
наиболее простой структурный вариант, который имеет наименьшие кон-
структивную сложность и стоимость, занимает минимальную производ-
ственную площадь. Однако автоматические линии с жесткой межагре-
гатной связью наименее надежны в работе, так как отказ любого меха-
Глава 6. ПРИНЦИПЫ ПОСТРОЕНИЯ АВТОМАТИЧЕСКИХ ЛИНИЙ