Волчкевич Л.И. Автоматизация производственных процессов
Подождите немного. Документ загружается.

161
Глава 5
ПРИНЦИПЫ ПОСТРОЕНИЯ МАШИН-АВТОМАТОВ
5.1. ДИФФЕРЕНЦИАЦИЯ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА И
КОНЦЕНТРАЦИЯ ОПЕРАЦИЙ
Для получения современного цветного кинескопа требуется около
400 разнообразных технологических. воздействий, для автомобильного
двигателя – намного больше, что не может быть реализовано на одной
машине. Поэтому общее технологическое воздействие, необходимое для
получения любого изделия, неизбежно разделяется: дифференцируется
на составные части, выполняемые в различных рабочих позициях на раз-
ном оборудовании.
Первичная дифференциация технологического процесса (ТП) –
это разделение его на разнородные операции, которые невозможно или
неразумно осуществить в одной позиции.
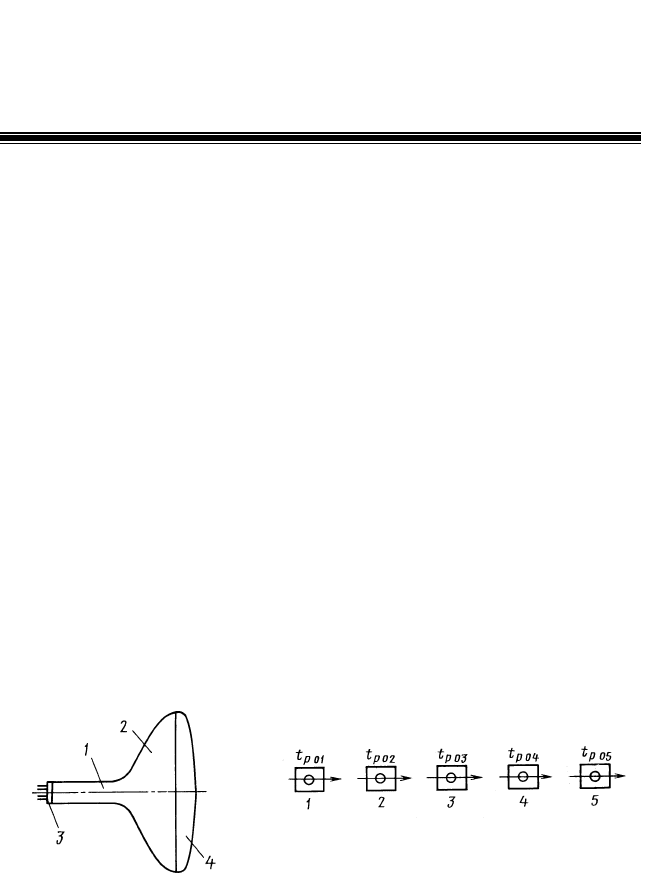
Пример 1. Завершающими операциями изготовления цветного кине-
скопа (рис 5.1) являются:
1) склеивание конуса с экранно-масочным узлом;
2) проверка герметичности шва;
3) заваривание электронно-оптической системы (ЭОС) в горловину;
4) откачка и герметизация кинескопа;
5) контроль и тренировка.
Даже эти пять операций невозможно осуществить на одной машине, одно-
или многопозиционной; необходимо иметь, по меньшей мере, пять рабочих пози-
ций и пять однопозиционных машин с последовательной передачей изделий
(рис. 5.2) при различной длительности выполняемых операций.
Рис. 5.1. Цветной кинескоп:
1 – горловина; 2 – конус;
3 – ножка; 4 – экран
Рис. 5.2. Схема технологической цепочки
машин для завершающих операций
изготовления цветных кинескопов:
t
p 01
, t
p 02
, … – время обработки на каждой
операции
162
Первичная дифференциация ТП есть вынужденная мера; общее чис-
ло позиций q, в которых реализуется ТП, не может быть меньше некото-
рого минимального значения q
min
.
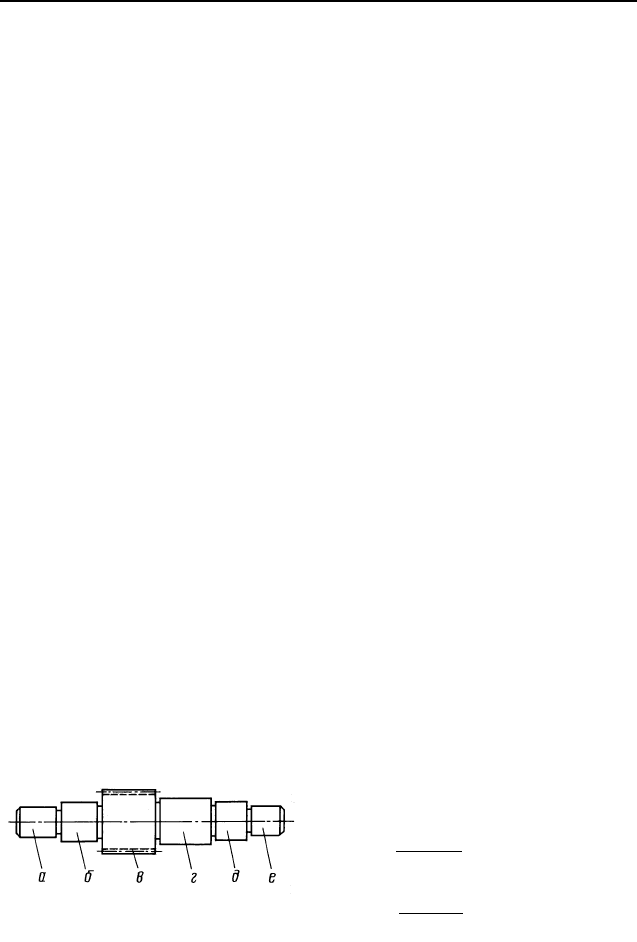
Пример 2. Для изготовления вала-шестерни (рис. 5.3) необходимо вы-
полнить операции:
1) формообразования (например, горячей штамповкой);
2) подрезки и зацентровки торцов;
3) обточки шеек;
4) нарезания зубьев;
5) термообработки;
6) шлифования шеек;
7) шлифования зубьев.
Обработку торцов и обточку шеек можно осуществить в одной позиции, для
остальных операций нужно специфическое оборудование.
Первичная дифференциация требует наличия для обработки вала, по мень-
шей мере, шести рабочих позиций и шести однопозиционных машин.
Вторичная дифференциация ТП означает, что конкретные операции, кото-
рые технически можно выполнить в одной позиции, расчленяются на части, реа-
лизуемые на нескольких позициях.
В табл. 5.1 приведены данные по длительности всех технологических пере-
ходов при токарной обработке вала-шестерни по рис. 5.3 инвариантно к тому, на
каком оборудовании это будет сделано.
Учитывая, что вал имеет два торца, пять канавок и две фаски, суммарная дли-
тельность обработки, согласно данным табл. 5.1, составит t
р о
=
Σ
t
i
= 4,58 мин ≈
≈ 4,6 мин.
Всю обработку в простейшем варианте можно выполнить в одной позиции
на универсальном токарном станке (рис. 5.4, а). Тогда рабочий цикл Т помимо
времени рабочего хода t
р о
= 4,6 мин будет включать в себя множество холостых
ходов t
х
, не совмещенных с рабочим: установку и зажим вала в патроне с после-
дующими разжимом и перевертыванием (для обработки с другой стороны), вто-
ричный зажим и снятие; подводы и отводы суппорта; неоднократные замены
инструментов и т.д. Много времени занимает настройка резцов на глубину реза-
ния, что необходимо практически перед каждым проходом.
Из опыта эксплуатации подобных станков известно, что вспомогательное время
на совершение всех холостых ходов превышает технологическое в 4 – 5 раз. Если
принять t
х
= 4t
р о
= 18 мин, то производительность однопозиционного токарного
станка при коэффициенте использова-
ния η
ис
= 0,9 и длительности смены
Θ
см
= 480 мин:
209,0
186,4
4801
4801
ис
хор
=
+
⋅
=
=η
+
⋅
=
tt
Q
шт./смена.
Глава 5. ПРИНЦИПЫ ПОСТРОЕНИЯ МАШИН-АВТОМАТОВ
Рис. 5.3. Вал-шестерня:
а, …, е – шейки вала
163
5.1. Длительность технологических переходов
при обработке вала-шестерни
Наименование перехода
Обозначения шейки вала
(см. рис. 5.3)
t
i
, мин
Подрезка торца 0,35
Зацентровка торца
–
0,15
а
б
0,10
в 0,25
г 0,20
д 0,10
Черновая обточка шейки
е
а
б
0,12
в 0,30
г 0,25
д 0,12
Чистовая обточка шейки
е 0,15
Прорезка канавки
0,25
Снятие фаски
–
0,05
Вторичная дифференциация ТП, когда число позиций q > l (см. рис. 5.4, б, в),
состоит в том, что тот же объем обработки распределяется на ряд однопозицион-
ных станков таким образом, что каждое изделие в соответствии с технологиче-
ским маршрутом получает в итоге полное технологическое воздействие. Оконча-
тельно обработанные валы снимают лишь с последнего станка.
Данный подход обладает несколькими преимуществами. Так как необходи-
мый комплект инструмента распределяется по нескольким станкам, они стано-
вятся специализированными,
отпадает необходимость в
замене инструмента, пробных
проходах и т.п. Вместо под-
резки торцов можно приме-
нить более производительное
фрезерование (t
i
= 0,25 мин
вместо 0,35 мин); обрабаты-
вать можно сразу оба торца;
получать все фаски и канавки
одновременно. Проще реша-
ются вопросы автоматизации
станков.
ДИФФЕРЕНЦИАЦИЯ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА
Рис. 5.4. Варианты технологического
оборудования для токарной обработки вала:
а – универсальный токарный станок;
б, в – системы специализированных
однопозиционных станков
164
При этом поточная линия (см. рис. 5.4, б)
будет состоять из фрезерно-
центровального, нескольких гидрокопировальных и одного многорезцового стан-
ка. Степень вторичной дифференциации ТП и число последовательно действую-
щих станков может варьироваться в широких пределах.
Рассмотрим четырехпозиционный вариант:
первый станок – фрезерование торцов и их зацентровка:
t
I
= 0,25 + 0,15 = 0,40 мин (см. табл. 5.1);
второй станок – черновая и чистовая обточка шеек а, б, в:
t
II
= 0,10 + 0,10 + 0,25 + 0,12 + 0,12 + 0,30 = 0,99 мин;
третий станок – черновая и чистовая обточка шеек г, д, е:
t
III
= 0,20 + 0,10 + 0,12 + 0,25 + 0,12 + 0,15 = 0,94 мин;
четвертый станок – одновременная прорезка всех канавок и снятие фасок,
где время равно времени обработки одной канавки:
t
IV
= 0,25 мин.
Итак, при четырехпозиционном варианте, когда q = 4, лимитирующим по
производительности в однопоточной технологической цепочке будет второй ста-
нок с t
II
= 0,99 мин. Его производительность
30080,0
3,099,0
4804801
ис
хII
=
+
=η
+
⋅
=
tt
Q шт./смена.
Здесь t
х
= 0,3 мин – время холостых ходов, которое включает в себя в ос-
новном время установки и съема вала; η
ис
= 0,80 – коэффициент использования,
который ниже, чем у универсального станка.
Повышение производительности достигается сокращением длительности
обработки почти в 5 раз (благодаря дифференциации ТП) и холостых ходов почти
в 50 раз (благодаря упрощению рабочего цикла и его автоматизации). При увели-
чении степени дифференциации q > q
min
производительность будет расти.
Так, при шести станках разделяются по позициям черновая и чистовая об-
работка, что благоприятно сказывается на точности изделий. Рассмотрим данный
вариант:
первый станок – фрезерование торцов и зацентровка; t
I
= 0,40 мин;
второй станок – черновая обточка шеек а, б, в; t
II
= 0,45 мин;
третий станок – черновая обточка шеек г, д, е; t
III
= 0,42 мин;
четвертый станок – чистовая обточка шеек а, б, в; t
IV
= 0,54 мин;
пятый станок – чистовая обточка шеек г, д, e; t
V
= 0,52 мин;
шестой станок – прорезка канавок и снятие фасок; t
VI
= 0,25 мин.
Лимитирующим по производительности будет четвертый станок с длитель-
ностью цикла
T = t
IV
+ t
х
= 0,54 + 0,3 = 0,84 мин
Глава 5. ПРИНЦИПЫ ПОСТРОЕНИЯ МАШИН-АВТОМАТОВ
165
и производительностью Q = 460 шт./cмeна, что в 1,5 раза больше, чем при четы-
рехстаночной дифференциации.
При q = 14 на одном гидрокопировальном станке будет обрабатываться чис-
товым проходом только одна из шеек (в), лимитирующим по производительности
становится фрезерно-центровальный станок с длительностью обработки t
p
= 0,40 мин,
рабочим циклом Т = 0,65 мин и производительностью почти 600 шт./смена, т.е.
эффективность вторичной дифференциации в отношении роста производительно-
сти постепенно снижается.
Для теоретического анализа и отыскания закономерностей примем,
что ТП дифференцируется по позициям равномерно, тогда производи-
тельность однопозиционной машины с дифференцированным ТП
ис
х
ор
1
η
+
=
t
q
t
Q
,
где t
р о
– общее время обработки, дифференцированное на q позиций;
t
x
– время несовмещенных холостых ходов;
η
ис
– коэффициент использования.
На рис. 5.5 показана зависимость производительности оборудования
Q от степени вторичной дифференциации ТП, т.е. числа позиций или
однопозиционных машин q. Она имеет асимптотический характер, в то
время как суммарная стоимость оборудования K пропорциональна числу
машин:
qKK
1
= ,
где K
1
– стоимость одного станка.
Даже без специальных расчетов можно сделать вывод, что макси-
мальная степень дифференциации ТП экономически невыгодна.
Следует напомнить, что
при этом все сопоставления
должны проводиться при
одинаковых масштабах вы-
пуска. Так, для того же вы-
пуска, как на поточной ли-
нии из шести станков с
Q = 460 шт./смена, альтер-
нативным вариантом явля-
ется участок из параллельно
работающих токарных стан-
ков (Q = 20 шт./смена); всего
ДИФФЕРЕНЦИАЦИЯ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА
Рис. 5.5. Зависимость производительности
Q и стоимости K оборудования
от степени вторичной дифференциации ТП
166
необходимо иметь станка23
20
460
= . Поскольку токарный гидро-
копировальный полуавтомат намного дороже токарного станка, то сум-
марная стоимость оборудования может оказаться сопоставимой. Тогда
основным фактором экономии станет сокращение численности рабочих.
Однако не все ТП можно просто дифференцировать и "заложить" в
однопозиционное оборудование, так как паузы между отдельными фраг-
ментами обработки становятся во времени произвольными и неконтро-
лируемыми. Если для токарной обработки это не имеет значения, то для
термических, вакуумных и других операций недопустимо.
Поэтому вторичная дифференциация ТП дополняется концентраци-
ей операций.
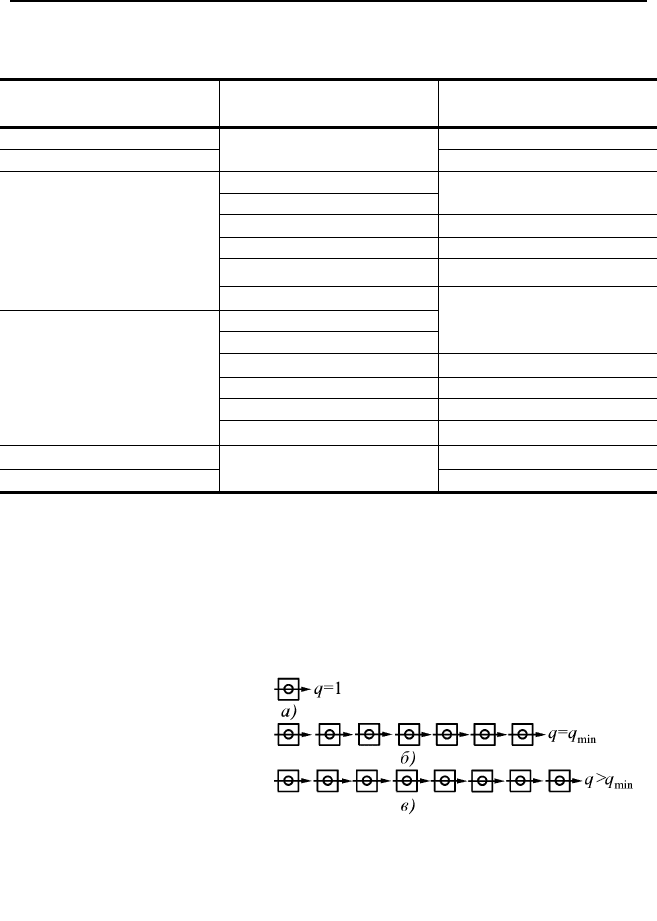
Концентрация операций – это объединение операций дифферен-
цированного ТП в одной многопозиционной машине или автомати-
ческой линии (рис. 5.6).
ТП длительностью t
p о
можно выполнить в однопозиционной маши-
не (см. рис. 5.6, а) или дифференцировать на q частей. Однако вместо q
однопозиционных машин (см. рис. 5.4, б, в) можно применить одну мно-
гопозиционную с q рабочими позициями, расположенными линейно (см.
рис 5.6, б) или по окружности (см. рис. 5.6, в).
Принципиальное отличие многопозиционной машины от группы
однопозиционных для того же ТП состоит в конструктивном объедине-
нии и регламентированных интервалах времени между обработкой на
соседних позициях, что позволяет свести паузы между ними к минимуму
и, тем самым, приблизить процесс к непрерывному воздействию; это
особенно важно для термической, вакуумной и других видов обработки.
Исчезает необходимость в многократных загрузках и съемах изделий при
переходе от позиции к позиции, сокращается число рабочих-операторов
или механизмов автоматической загрузки.
Рис. 5.6. Одно- (а) и многопозиционные (б, в) машины
Глава 5. ПРИНЦИПЫ ПОСТРОЕНИЯ МАШИН-АВТОМАТОВ
167
И, наконец, холостые ходы, характерные для однопозиционных ма-
шин, в большинстве своем становятся совмещенными и выполняются на
специальных холостых позициях (загрузка, съем и т.п.). Единственным
несовмещенным рабочим ходом в многопозиционных машинах дискрет-
ного действия остается передача изделий с одной позиции на другую:
либо линейно (рис. 5.6, б) – посредством штанговых или цепных транс-
портеров, либо по окружности (рис. 5.6, в) – поворотом стола.
Итак, лишь первичная дифференциация ТП является необходимо-
стью; вторичная дифференциация и концентрация порождены стрем-
лением к более высокой производительности, что может быть реализо-
вано только на базе автоматически действующего оборудования: ма-
шин-полуавтоматов и автоматов. В дальнейшем для краткости будем
употреблять только термин "автоматы".
Обобщая все изложенное, мож-
но проследить процесс борьбы за
высокую производительность во
взаимосвязи с формированием раз-
личных видов машин (рис. 5.7).
При невысоких требованиях к
производительности изделия обраба-
тывают на однопозиционных маши-
нах (см. рис. 5.7, б), которые имеют
технологически необходимый ком-
плект механизмов рабочих и холо-
стых ходов и инструментов. Повы-
шение требований к производитель-
ности приводит к дифференциации
ТП на отдельные операции, выпол-
няемые системой однопозиционных
машин, каждая из которых осущест-
вляет, как правило, одну составную и
совмещенные с ней операции, допус-
тимые конструкцией детали и приня-
тым ТП (многоинструментальная
обработка). Тем самым формируется
технологическая цепочка, состоящая
из q однопозиционных машин (см.
рис. 5.7, б).
ДИФФЕРЕНЦИАЦИЯ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА
Рис. 5.7. Виды одно- и
многопозиционных машин

168
Изделия последовательно передаются с позиции на позицию, полу-
чая постепенно весь объем технологического воздействия. При этом су-
щественно повышается производительность, так как интервал выпуска
равен длительности одной составной операции обработки плюс время
холостых ходов на загрузку изделий, зажим и разжим, подвод инстру-
ментов и т.д.
Дальнейшее возрастание требований к производительности приво-
дит к тому, что одна технологическая цепочка машин с дифференцирован-
ным ТП уже не в состоянии обеспечить производственную программу,
поэтому появляются дублеры – р технологических цепочек из q машин (см.
рис. 5.7, в). Такие машины конструктивно воплощают дифференцирован-
ный ТП (с многоинструментальной обработкой в одной позиции).
Наращивая число параллельно работающих технологических цепочек
р, можно довести производительность системы машин (см. рис. 5.7, в) до
сколь угодно высокого уровня. Однако такое структурно-компоновочное
решение неразумно по нескольким соображениям: велика общая конст-
руктивная сложность – ведь у каждой из машин числом pq необходимо
иметь свой привод, свою систему управления, механизмы загрузки и съема
изделий; велики общая площадь и численность обслуживающего персона-
ла. Отсюда – неизбежный переход к многопозиционным автоматам.
Принцип построения многопозиционных автоматов заключается в
том, что в них концентрируются одно- или разноименные, или одновре-
менно и те и другие операции ТП. В зависимости от типа концентрируе-
мых операций различают автоматы последовательного, параллельного и
последовательно-параллельного действия.
В автоматах последовательного действия концентрируют разно-
именные операции обработки, контроля, сборки, последовательно выпол-
няемые на одном изделии (см. рис. 5.7, г). Если составные операции ТП не
дифференцированы, то машина последовательного действия имеет один
комплект инструмента, рассредоточенный по рабочим позициям в порядке,
заданном технологическим маршрутом обработки данного изделия.
В автоматах параллельного действия концентрируют одноименные
операции дифференцированного ТП (см. рис. 5.7, д).
В автоматах последовательно-параллельного (смешанного) действия
концентрируют как разноименные, так и одноименные операции (см.
рис. 5.7, е).
Как показывает опыт, многопозиционную машину с фиксированным
общим числом позиций можно, как правило, построить по всем трем
структурным вариантам.
Глава 5. ПРИНЦИПЫ ПОСТРОЕНИЯ МАШИН-АВТОМАТОВ
169
Метод концентрации операций позволяет при проектировании авто-
матов и автоматических линий широко использовать принципы стандар-
тизации, так как большая часть позиционных механизмов идентична.
В автоматах параллельного действия, где на всех позициях выполняются
одни и те же операции обработки, имеется комплект из похожих меха-
низмов рабочих и холостых ходов, которые и по конструкции, как прави-
ло, одинаковы. В автоматах последовательного действия даже самого
разного назначения имеются идентичные механизмы, например поворот-
ный стол, механизмы его поворота и фиксации, приводы шпинделей и
т.д., которые можно унифицировать. Широки возможности унификации
и позиционных механизмов.
Известна общая формула технической производительности [см. фор-
мулу (3.19)]
∑
++
=
схр
1
ttt
Q
. (5.1)
Формулы производительности для конкретных видов машин можно
получить следующим образом.
Первоначально находятся частные зависимости времени: рабочих хо-
дов
...),,(
211р
xxft = , холостых ходов, не совмещенных с рабочими
...),,(
212х
xxft = , собственных внецикловых потерь ...),,(
213с
xxft =
∑
, –
которые затем подставляются в общую формулу.
В однопозиционных машинах все технологические воздействия вы-
полняются в одной рабочей зоне, где изделие либо находится стационар-
но и совершает необходимые технологические движения типа вращения
(машины дискретного действия), либо проходит сквозь рабочую зону с
необходимой скоростью (машины непрерывного действия).
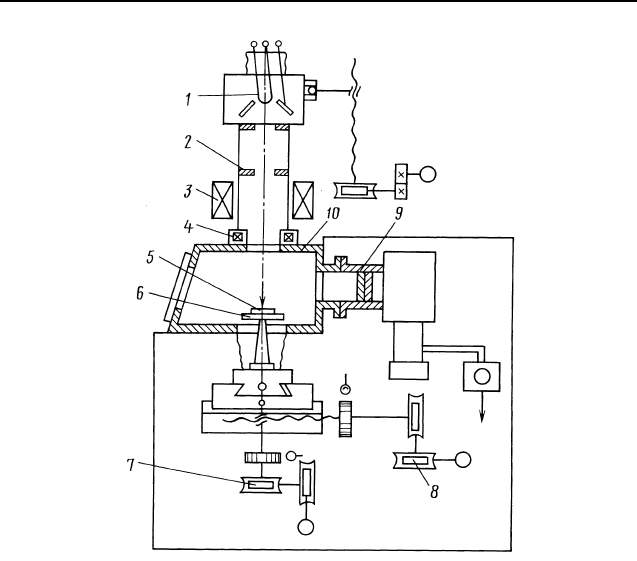
На рис. 5.8 показана конструктивная схема полуавтомата электрон-
но-лучевой обработки, где могут выполняться операции микросварки,
размерной микрообработки (отверстия, прорези), удаления микрослоев
материала и т.д.
Обработка проводится в вакууме в специальной камере, куда поме-
щают обрабатываемые плоские изделия.
Электронный луч формирует электронно-оптическая система (ЭОС),
которая включает в себя электронную пушку 1, системы стабилизации 2,
фокусировки 3 и отклонения 4 электронного луча. Взаимные перемеще-
ния электронного луча и изделия 5 в плоскости проводятся посредством
отклонения электронного луча или перемещением координатного столи-
ка 6 в двух взаимно-перпендикулярных плоскостях от раздельного при-
вода 7 и 8.
ДИФФЕРЕНЦИАЦИЯ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА
170
Рис. 5.8. Конструктивная схема полуавтомата
электронно-лучевой размерной обработки
Обработку начинают с установки изделия на координатный столик и
герметизации камеры 10. Затем проводят откачку объема камеры и ЭОС.
После достижения требуемой степени вакуумирования включают ЭОС и
начинают обработку. По завершении обработки перекрывают вакуум-
провод 9 и напускают воздух. Происходит разгерметизация камеры. Го-
товое изделие заменяют новой заготовкой, и цикл повторяется.
Несовмещенными ручными операциями на данном полуавтомате
являются загрузка обрабатываемых изделий в вакуумную камеру и за-
крепление их на столике, герметизация камеры, а после завершения об-
работки и напуска воздуха – вскрытие камеры и съем изделий.
Автоматически выполняются следующие холостые ходы: откачка
воздуха из камеры и объема ЭОС и координатные установочные переме-
щения стола.
Глава 5. ПРИНЦИПЫ ПОСТРОЕНИЯ МАШИН-АВТОМАТОВ