Волчкевич Л.И. Автоматизация производственных процессов
Подождите немного. Документ загружается.

131
Таковы некоторые исходные положения теории надежности. Они в
одинаковой мере относятся к любым техническим устройствам: как к
функционально самостоятельным (машинам и их системам), так и к их
компонентам любого уровня.
Важнейшими факторами нарушения заданных условий взаимодей-
ствия между механизмами, инструментом и заготовками являются не
только вредные воздействия на машины в процессе их длительной экс-
плуатации [21], но и циклическая нестабильность параметров работы,
которая проявляется с самого начала эксплуатации.
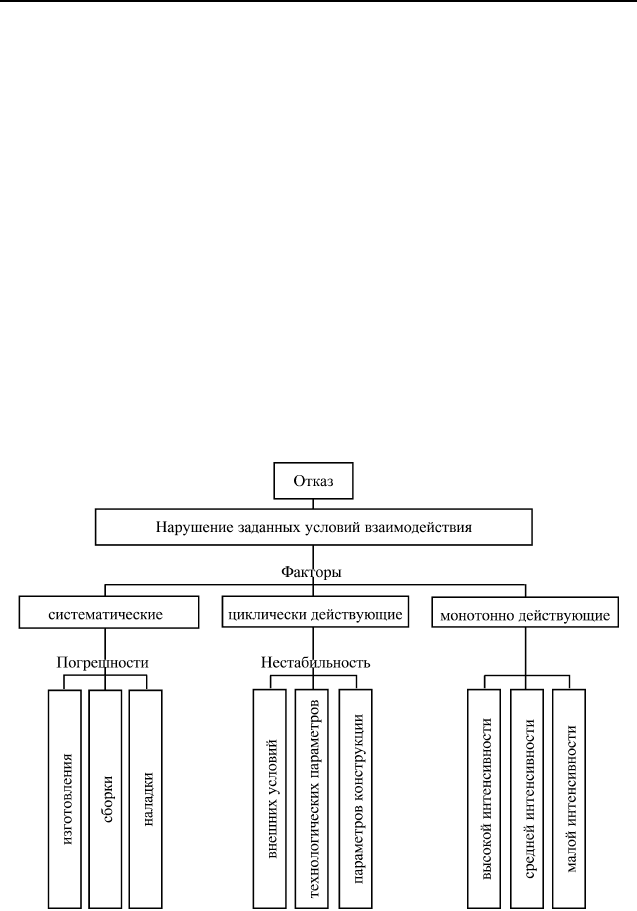
Классификация факторов возникновения отказов при работе машин
приведена на рис. 4.1.
Систематическими факторами нарушения заданных условий взаи-
модействия между механизмами, заготовками и инструментом являются
такие факторы, числовые значения которых стабильны при различных
последовательных реализациях работы машин, например погрешности
сборки узлов (непараллельность, неперпендикулярность и т.п.). Боль-
шинство из них формируется в процессе сборки и наладки машины и
служит характеристикой качества конструкции, ее сборки, наладки и экс-
плуатации.
Рис. 4.1. Факторы возникновения отказов при эксплуатации машин
ПРИЧИНЫ ОТКАЗОВ В РАБОТЕ

132
К числу циклически действующих, обратимых факторов относятся
те, у которых числовые значения при каждой реализации есть случайные
величины, распределенные в определенном диапазоне. Их характерная
особенность – изменение по величине (увеличение или уменьшение) без
вмешательства человека. Эти факторы обусловлены нестабильностью
внешних условий, технологических и конструктивных параметров: раз-
меров и формы заготовок; физико-химических свойств обрабатываемых
материалов; температуры и влажности окружающей среды; режимов и
сил обработки; температуры и свойств рабочих жидкостей и газов; ско-
ростей рабочих и холостых перемещений; конечных положений меха-
низмов (их позиционирования); коэффициентов трения, взаимного рас-
положения конструктивных элементов; воспроизведения управляющих
программ и т.д.
Отличительная особенность монотонно действующих, необрати-
мых факторов заключается в том, что характеризующие их числовые
значения могут изменяться в процессе эксплуатации машин (только уве-
личиваться или уменьшаться). Этот процесс может быть остановлен че-
ловеком или использованием специальных компенсирующих механиз-
мов. Необратимые факторы различают по интенсивности изменения ха-
рактеризующих числовых значений: высокой, средней и малой интен-
сивности (деление является условным).
К числу необратимых факторов относят: износ инструмента; разре-
гулирование механизмов и устройств; засорение и загрязнение рабочей
зоны; ухудшение свойств рабочих жидкостей и газов; утечку жидкостей
и газов; приработку поверхностей; износ деталей и сопряжении; сниже-
ние сопротивления усталости; коррозию; изменение формы (коробление)
и физико-химических свойств (старение) конструкционных материалов;
изменение квалификации обслуживающего персонала; ухудшение орга-
низации обслуживания и др. Большинство из этих факторов, способст-
вующих возникновению отказов в работе машин, обусловлено внешними
воздействиями на машину в процессе ее эксплуатации, влиянием различ-
ных видов энергии (механической, тепловой, химической, электромаг-
нитной).
Систематические и циклически действующие факторы определяют
вероятность возникновения параметрических отказов и отказов элемен-
тов, начиная с момента ввода автомата или линии в эксплуатацию. При
каждом очередном срабатывании машины числовые значения цикличе-
ски действующих факторов получаются как реализации случайных вели-
чин. Благоприятное сочетание числовых значений последних обеспечи-
Глава 4. НАДЕЖНОСТЬ МАШИН
133
вает заданные условия взаимодействия и нормальное срабатывание ма-
шины; неблагоприятное означает отказ, когда либо не выполняется ка-
кой-нибудь элемент рабочего цикла машины, либо выдается некачест-
венная продукция.
Действие необратимых, монотонных факторов любой интенсивно-
сти приводит к увеличению циклической нестабильности определяющих
параметров технологического процесса и конструкции: ухудшению точ-
ности позиционирования и взаимного расположения конструктивных
элементов: увеличению мгновенного поля рассеяния размеров, диапазона
рассеяния рабочих сил, опорных реакций, коэффициентов трения; сни-
жению жесткости узлов и т.д.
Пример 1. Рассмотрим причины отказов при выполнении операции
штабикования электронно-оптических систем (ЭОС) кинескопов.
ЭОС – это система конструктивно независимых соосных электродов с весь-
ма точным и стабильным взаимным положением, что достигается следующим
образом. К наружным поверхностям всех электродов привариваются специаль-
ные иголки с радиально направленными остриями. Затем ЭОС собирают на спе-
циальной оправке, которая обеспечивает как соосность, так и осевые зазоры. Да-
лее выполняют операцию штабикования, а именно: нагревая стеклянные штаби-
ки, последовательно накалывают каждый из них на ряд линейно расположенных
иголок всех электродов, тем самым обеспечивается закрепление взаимного поло-
жения, достигнутого с помощью оправки. Впоследствии оправку разбирают и уда-
ляют, а электроды ЭОС остаются в положении, необходимом для общей сборки.
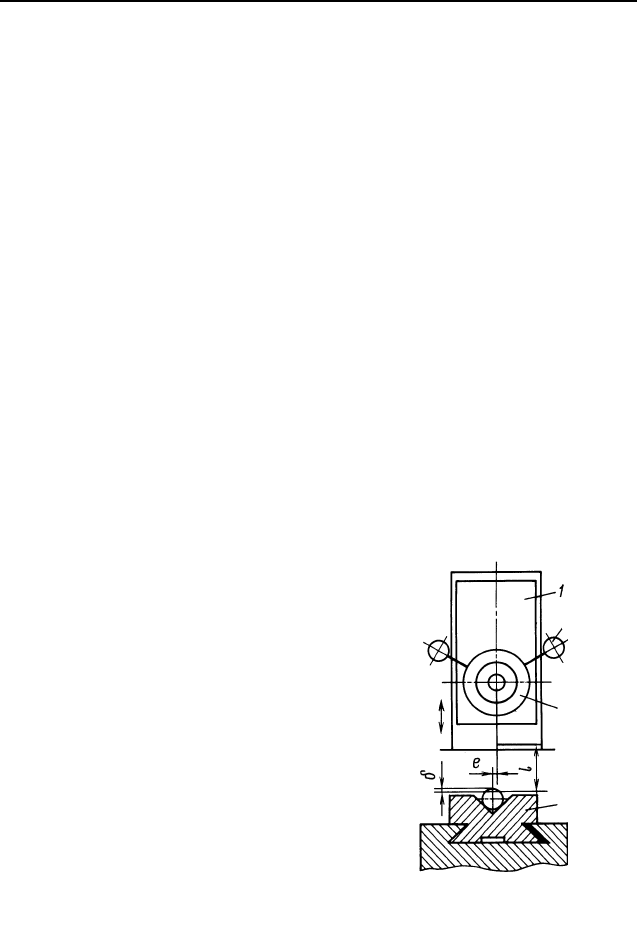
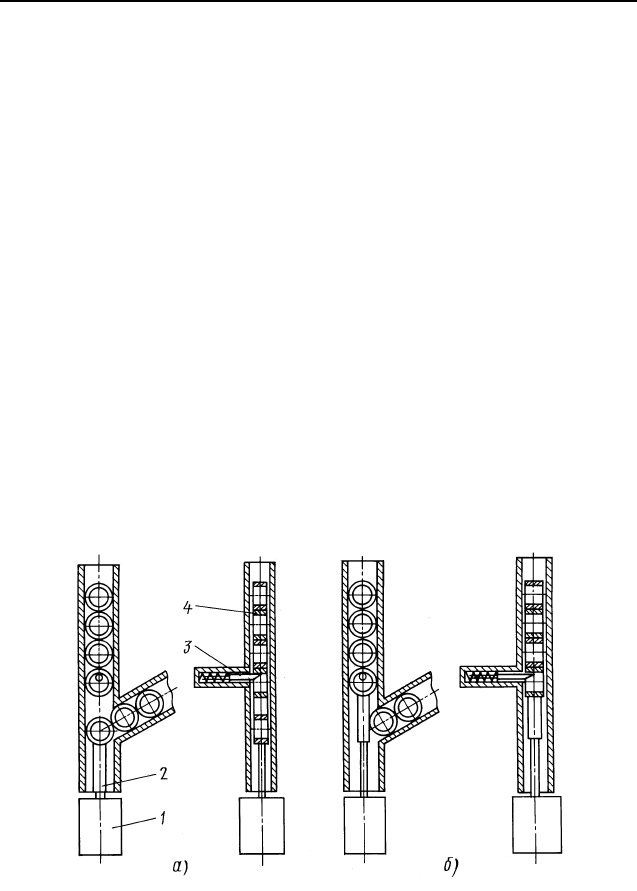
Конструктивная схема позиции по-
луавтомата штабикования показана на
рис. 4.2. На ползуне 1 с вертикальным
ходом закреплена оправка 3 собранной
ЭОС, на которой уже зафиксированы два
штабика 2; необходимо закрепить третий.
Штабик подается на призму 4, на которой
и нагревается в стороне от зоны сборки
до размягчения стекла. Далее следует
быстрый ход призмы (перпендикулярно к
плоскости рисунка) и сразу же – верти-
кальный ход ползуна 1, в конце хода ост-
рия иголок внедряются в штабик, кото-
рый и уносится при возврате ползуна.
Казалось бы, налицо простейшая
сборочная процедура. Однако для высо-
кокачественного выполнения процесса
необходимо соблюсти ряд условий: вы-
держать определенную температуру шта-
ПРИЧИНЫ ОТКАЗОВ В РАБОТЕ
Рис. 4.2. Конструктивная схема
позиции полуавтомата
штабикования ЭОС
2
3
4

134
бика в момент внедрения иголок (не выше и не ниже некоторого предела), задан-
ную глубину внедрения иголок δ в разогретое стекло; соосность между траекто-
рией перемещения концов иголок и осью штабика (е = 0) и др.
Но эти условия даже в начальные периоды эксплуатации оборудования не
могут быть гарантированы, поскольку определяющие их факторы меняются по
величине как циклически (от срабатывания к срабатыванию), так и монотонно с
течением времени.
Температура штабика в момент накалывания есть случайная величина, ко-
торая при каждом очередном рабочем цикле определяется давлением газа в сети и
его теплотворной способностью, а следовательно, температурой пламени горе-
лок; теплоемкостью самого штабика, которая зависит от его массы и химического
состава стекла; теплоотвода при нагреве, определяемого и температурой окру-
жающей среды (воздуха в цехе), и теплопотоком от штабика через призму, и т.д.
Неблагоприятное сочетание факторов может привести к тому, что при очередном
срабатывании штабик будет нагрет ниже критической температуры и внедрения
иголок не произойдет (либо треснет штабик, либо иголки согнутся).
Глубина внедрения иголок δ также является случайной величиной, она оп-
ределяется наладкой величины хода механизма накалывания l и меняется во вре-
мени вследствие разрегулирования, износа, снижения жесткости и т.д. От цикла к
циклу машины величина δ меняется случайно вследствие колебаний диаметра
штабика и длины иголок, а также диаметров элементов ЭОС, к которым по пери-
ферии приварены иголки. При неблагоприятном сочетании этих параметров вне-
дрения иголок может не произойти.
Эксцентриситет е между осью штабика и траекторией перемещения иголок
(по их остриям) практически неизбежен уже вследствие погрешностей сборки
направляющих призмы и направляющих механизма накалывания, погрешности
расположения гнезд шпинделя под оправку в конусе механизма накалывания,
пространственной погрешности расположения оправки с элементами ЭОС в
шпинделе и т.п.
Случайными факторами являются: наличие зазоров в направляющих приз-
мы и механизма накалывания; геометрическая неточность приварки иголок по
окружности; их изогнутость; уровень заострения и т.д. В результате при тех или
иных неблагоприятных сочетаниях в очередном рабочем цикле иголка может
войти в стекло не по центру и согнуться.
Таковы факторы возникновения отказов только на одной рабочей позиции.
Но таких позиций три, и в каждой накалываются новые свои, так что к моменту
завершения сборки каждый из штабиков будет находиться в своем температур-
ном режиме, в различных фазах температурного расширения стекла, и это после
разборки оправки может привести к перекосам элементов, нарушению их про-
странственного расположения по соосности и перпендикулярности.
Все указанные факторы усугубляются при длительной эксплуатации, когда
все больше проявляются износ сопрягаемых поверхностей, коррозия, коробление,
загрязнение и разрегулирование.
Глава 4. НАДЕЖНОСТЬ МАШИН
135
Приведенный пример иллюстрирует ситуацию, когда появление от-
каза означает отсутствие результата – сборка ЭОС не выполнена.
Пример 2. Иллюстрацией технологической (параметрической) надеж-
ности, когда отказ означает получение продукции, не соответствующей требова-
ниям качества, может служить процесс глубокого сверления отверстий в корпус-
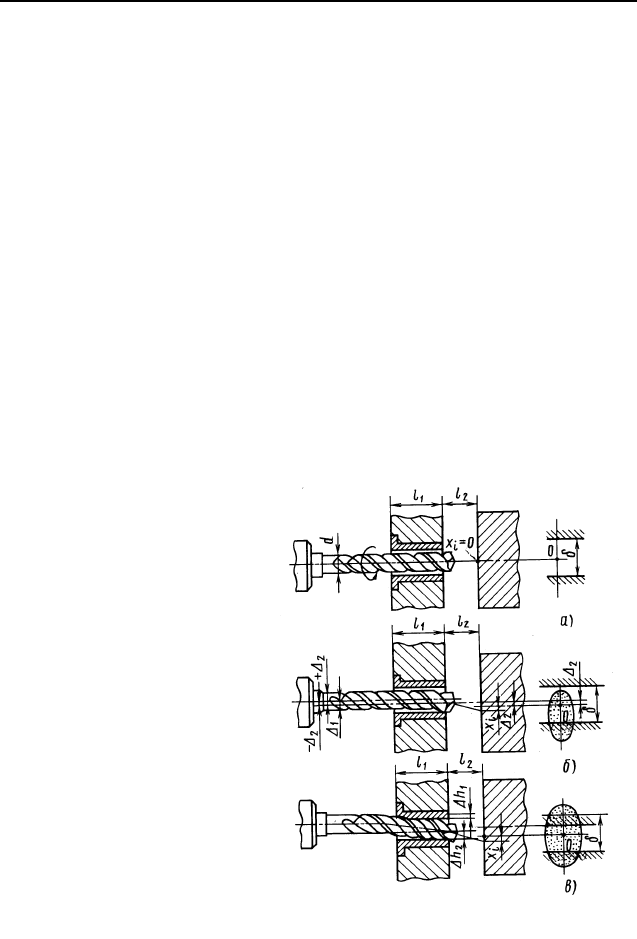
ных деталях на агрегатных станках или на станках с ЧПУ (рис. 4.3).
Идеальная схема с направлением инструмента посредством кондукторной
втулки приведена на рис. 4.3, а. Соответствующие кинематические, прочностные
и другие расчеты позволяют обеспечить частоту вращения сверла и подачу, а
также прочность инструмента диаметром d, а следовательно, получение отвер-
стия без каких-либо отклонений центра сверла от заданной координатной точки
О (отклонение х
i
= 0). Тем самым, при идеальных условиях взаимодействия меж-
ду шпинделем, инструментом, кондукторной втулкой и обрабатываемым издели-
ем нахождение оси отверстия в пределах допуска δ должно обеспечиваться неза-
висимо от длины втулки l
1
, расстояния между втулкой и торцом l
2
, зазора между
втулкой диаметром D и инструментом диаметром d. Однако стабильное условие
х
i
= 0 может быть обеспечено при абсолютной соосности между шпинделем и
кондукторной втулкой, т.е. при отсутствии биения шпинделя и погрешностей
закрепления детали в зажимном приспособлении.
Реально даже в новых, неизношенных станках при каждом очередном рабо-
чем цикле станка х
i
, т.е. отклонение оси отверстия от номинальной точки О, будет
случайной величиной (рис. 4.3, б).
Это обусловлено несоосностью
между осью втулки и шпинделем
∆
1
, погрешностью изготовления
и сборки, а также биением оси
инструмента, которое в процессе
его вращения имеет переменный
знак (±∆
2
). При движении инст-
румента вдоль кондукторной
втулки он контактирует с кром-
ками втулки, происходит его
изгиб, величина которого зави-
сит от зазора между отверстием
втулки и сверлом диаметром d,
от длины втулки l
1
, а также несо-
осности ∆
1
и биения ∆
2
. Поэтому
ось инструмента неизбежно от-
клоняется от оси втулки на вели-
чину, зависящую и от расстояния
между торцом и деталью l
2
.
Так как ∆
2
является знако-
переменной величиной в процес-
ПРИЧИНЫ ОТКАЗОВ В РАБОТЕ
Рис. 4.3. Конструктивная схема
позиции сверления

136
се каждого оборота, момент соприкосновения вершины сверла с изделием случа-
ен при каждом новом ходе сверла. Отклонение оси отверстия относительно оси
кондукторной втулки является случайной величиной не только по абсолютному
значению, но и по направлению. Поле рассеяния положений оси отверстия с раз-
личной величиной вероятности попадания оси в каждую точку внутри эллипса по-
казано на рис. 4.3, б.
При каждом новом срабатывании станка благоприятное сочетание числовых
значений определяющих параметров (например, погрешность базирований дан-
ной детали имеет тот же знак, что и несоосность шпинделя со втулкой) говорит о
нормальном срабатывании и получении изделия, отвечающего требованиям каче-
ства. Неблагоприятное сочетание свидетельствует о параметрическом отказе:
деталь обработана, однако требования качества не выдержаны.
В процессе эксплуатации станка числовые значения определяющих пара-
метров не остаются неизменными во времени. Так, износ кромок кондукторной
втулки (функция исходных погрешностей, зазора и длины втулки, сил обработки
и т.д.) приводит к увеличению хаотичности положения вершины сверла в момент
соприкосновения с изделием (рис. 4.3, в), а следовательно, и эллипса рассеяния
положения оси отверстия. Поскольку в общем случае износ кромок по окружно-
сти неодинаков (∆h
1
, ∆h
2
), может измениться не только величина, но и форма
эллипса рассеяния, а также его положение по отношению к точке О, так как од-
новременно происходит износ направляющих силовой головки или стола (сме-
щение шпинделя относительно втулки), а также износ и ослабление зажимного
приспособления.
Как видно, постоянно действующими факторами, порождающи-
ми отказы, являются: несоосность шпинделя с кондукторной втулкой,
зазор между втулкой и инструментом и др.; циклическими – отклонение
вершины инструмента от оси вращения, биение, погрешность позицио-
нирования и др.; монотонно-действующими – износ кондукторных
втулок и направляющих, разрегулирование зажимного приспособления,
попадание грязи и стружки в зазоры.
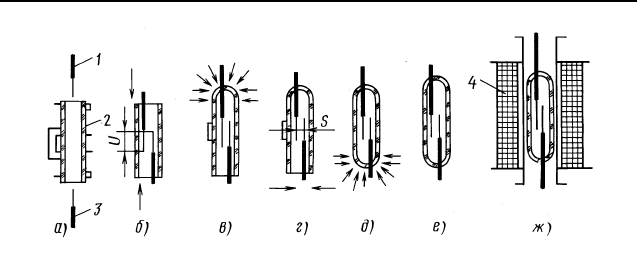
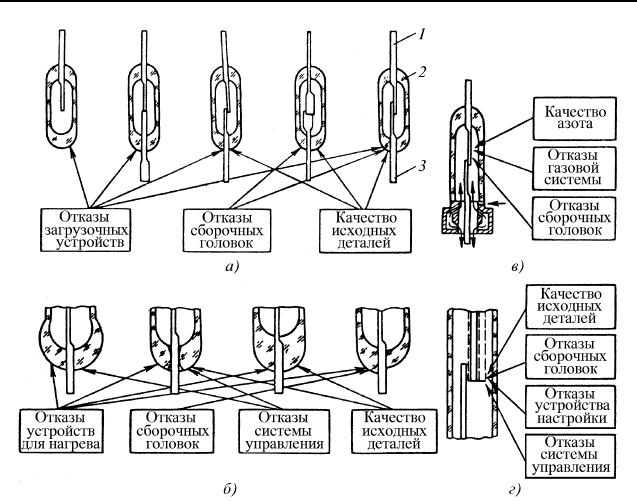
Пример 3. Рассмотрим причины отказов при сборке магнитоуправляе-
мых герметизированных контактов (герконов), которые широко применяются в
САУ, разнообразных контрольно-блокировочных устройствах т.д. В обычном
состоянии геркон (рис. 4.4, ж) тока не проводит, для этого нужно приложить
посредством электромагнитной катушки внешнее поле.
Герконы, работая в режиме замыкания-прерывания, значительно более на-
дежны и долговечны, чем обычные контакты того же назначения. При сборке (см.
рис. 4.4, а) сначала в сборочные головки подаются верхний 1 и нижний 3 контак-
ты-детали и стеклянная трубка-баллон 2. Затем путем перемещений в сборочной
Глава 4. НАДЕЖНОСТЬ МАШИН
137
Рис. 4.4. Технологический процесс сборки и заварки герконов:
1 – верхний контакт-деталь; 2 – стеклянный баллон-корпус;
3 – нижний контакт-деталь; 4 – электромагнитная катушка
головке контакты-детали вводятся внутрь баллона и взаимно устанавливаются по
вертикали с заданным перекрытием U (см. рис. 4.4, б). После этого заваривают
верхний контакт с баллоном посредством инфракрасного нагревательного уст-
ройства, с интенсивной продувкой через баллон инертного газа (см. рис. 4.4, в).
После охлаждения верхнего спая проводится взаимная настройка контактов в
радиальном направлении на величину S (см. рис. 4.4, г). Теперь заваривают ниж-
ний контакт (см. рис. 4.4, д), что выполняется при подаче газа в зону спая. После
охлаждения нижнего спая (см. рис. 4.4, е) готовый прибор выгружают из сбороч-
ной головки и контролируют его на магнитодвижущую силу (МДС) срабатывания
совместно с катушкой 4 (см. рис. 4.4, ж).
Однако не всегда обеспечивается получение годных изделий. Основные ви-
ды брака и их причины проиллюстрированы эскизами на рис. 4.5, а – г. Причина-
ми отказов, как показали исследования, являются прежде всего циклически дей-
ствующие факторы, а именно нестабильность:
– кривизны контактов-деталей, их толщины, магнитных и упругих харак-
теристик;
– толщины, диаметров и длины стеклянных баллонов;
– параметров энергоносителей (колебания давления азота, примеси в га-
зах);
– условий окружающей среды по температуре и запыленности и т.д.
Часть отказов обусловлена монотонно действующими факторами: загрязне-
нием лотков, по которым подаются детали из вибробункеров при загрузке; ослаб-
лением креплений вследствие вибраций и колебания температуры, износа зажи-
мов сборочных головок и т.д.
Среди всех видов брака превалирует брак по МДС срабатывания (см. рис. 4.5, г),
что выявляется путем контроля по завершении сборки и заварки. Это объясняется
наличием контактов-деталей с большой кривизной и разбросом физико-
механических свойств, а также нестабильностью системы настройки на взаимное
ПРИЧИНЫ ОТКАЗОВ В РАБОТЕ
138
Рис. 4.5. Основные виды брака при сборке и заварке герконов:
а – из-за нарушения взаимного положения деталей; б – из-за нарушения спаев
стекла с металлом; в – из-за окисления контактов; г – из-за нарушения МДС
срабатывания; 1 – верхний контакт; 2 – баллон; 3 – нижний контакт
положение контактов по расстоянию S (см. рис. 4.4, г). В первых конструкциях
машин-автоматов была применена система настройки по жестким упорам, в ко-
торой упирался корпус сборочной головки в конечном положении хода. Поэтому
в дальнейшем появилась конструкция с настройкой величины S по МДС срабаты-
вания. По этому способу контакты-детали после заварки верхнего спая (см. рис.
4.4, г) разводят на величину, заведомо большую, чем S, затем их постепенно
сближают в магнитном поле (см. рис. 4.4, д) до момента, пока не замкнется кон-
такт под действием МДС, что служит сигналом для фиксации положения голо-
вок. В данном фиксированном положении и заваривают нижний контакт-деталь
(см. рис. 4.4, е).
Пример 4. Рассмотрим ситуацию, когда подавляющее большинство от-
казов вызываются монотонно действующими факторами средней и малой интен-
сивности, которые проявляются в процессе длительной эксплуатации. Это в пер-
вую очередь износ контактных поверхностей, а также старение конструкционных
материалов, что приводит к снижению прочности и жесткости, а следовательно к
деформациям, выкрашиванию поверхностного слоя и т.д.
Глава 4. НАДЕЖНОСТЬ МАШИН
139
На рис. 4.6 приведена конструктивная схема транспортера-подъемника ав-
томатической линии для обработки изделий типа колец. Штанга 2 совершает воз-
вратно-поступательные движения от гидро- или пневмопривода 1 (возможен и
механический привод от электродвигателя через редуктор и кривошипно-
шатунный механизм). При нижнем положении штанги (см. рис. 4.6, а) в шахту 4
транспорта-подъемника из приемного лотка поступает очередная заготовка. При
ходе вверх штанга перемещает весь столб заготовок на один шаг, при этом верх-
няя заготовка скатывается по лотку выдачи. При обратном ходе штанги (вниз)
столб заготовок удерживается от опускания подпружиненным стопором 3 (см.
рис. 4.6, б), который при каждом ходе вверх утапливается очередной заготовкой.
Такое несложное устройство должно, по идее, работать безотказно, если бы
не было износа и деформаций стенок, что приводит к заклиниванию и застрева-
нию колец.
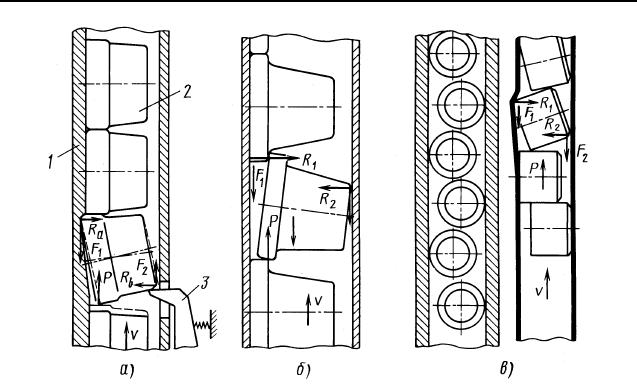
Схемы наиболее типовых отказов при работе подъемников толкающего ти-
па показаны на рис. 4.7. При опускании ползуна столб колец 2 значительной силы
тяжести задерживается отсекателем 3 (см. рис. 4.7, а, б), при этом нижние кольца
из-за создавшегося момента сил разворачиваются с ударом о стенку шахты, по-
степенно образуя на стенке выемку. Со временем последняя достигает размеров,
достаточных для заклинивания колец. Устранение подобных отказов занимает
значительное время, так как шахта подъемника не просматривается. В подводя-
щих лотках, а также в шахтах подъемника при увеличении зазора между кольца-
ми и бортом из-за неточности изготовления или деформации может произойти
западание буртов заготовок и их заклинивание (рис. 4.7, б).
Рис. 4.6. Транспортер-подъемник толкающего типа с толкателем
в нижнем (а) и верхнем (б) положениях
ПРИЧИНЫ ОТКАЗОВ В РАБОТЕ
140
Рис. 4.7. Схема возникновения отказов при работе толкающего подъемника:
а – при местном износе стенок; б – при деформации стенок по ширине;
в – при местной деформации; R – опорная реакция; F – силы трения;
Р – движущая сила; G – сила тяжести изделий; v – направление скорости
перемещения изделий; R
1
, R
2
, R
а
, R
b
– опорные реакции
На рис. 4.7, в показана схема заклинивания колец конических подшипников
в шахте подъемников при возникновении шероховатостей, деформации тонко-
стенных бортов канала шахты, появляющейся в результате их износа, попадания
посторонних предметов вместе с кольцами. Подобные неполадки могут привести
к поломке и разрушению механизмов подъемников, особенно при несрабатыва-
нии блокировочных устройств.
Итак, при конструировании подъемников требования высокой точности из-
готовления и сборки, жесткости и износоустойчивости являются такими же необ-
ходимыми, как и для конструкций, воспринимающих большие силы обработки.
Концептуальное положение теории надежности: создавая новую
конструкцию, инженер обязан не только руководствоваться традици-
онными критериями прочности, кинематики, но и уметь предвидеть все
возможные факторы отклонений, их предупреждения и локализации.
Надежность машин не остается постоянной во времени. На рис. 4.8
показана типовая зависимость интенсивности отказов машины от прора-
ботанного времени (N лет), которая позволяет отметить ряд периодов:
I – период пуска и освоения, когда прежде всего проявляется дейст-
вие систематических факторов, в первую очередь погрешностей сборки и
наладки, а также недостаточной квалификации обслуживающего персо-
нала;
Глава 4. НАДЕЖНОСТЬ МАШИН