Волчкевич Л.И. Автоматизация производственных процессов
Подождите немного. Документ загружается.

111
сразу на годную и бракованную не всегда удается, обычно это делается
позже. Для того чтобы перейти к оценке по годной продукции, необхо-
димо ввести коэффициент выхода годных η
г
, численно показывающий,
какая часть выпущенной продукции отвечает технологическим требова-
ниям.
Тогда фактическая производительность
гисц
ηη= QQ . (3.8)
В отличие от интервалов времени рабочего цикла, которые имеют
стабильные значения, периоды безотказной работы и простоев случайны
по своей природе; все численные показатели, включая коэффициент ис-
пользования η
ис
и фактическую производительность Q, являются случай-
ными величинами и должны оцениваться по численным значениям как
математические ожидания, их достоверность зависит от объема инфор-
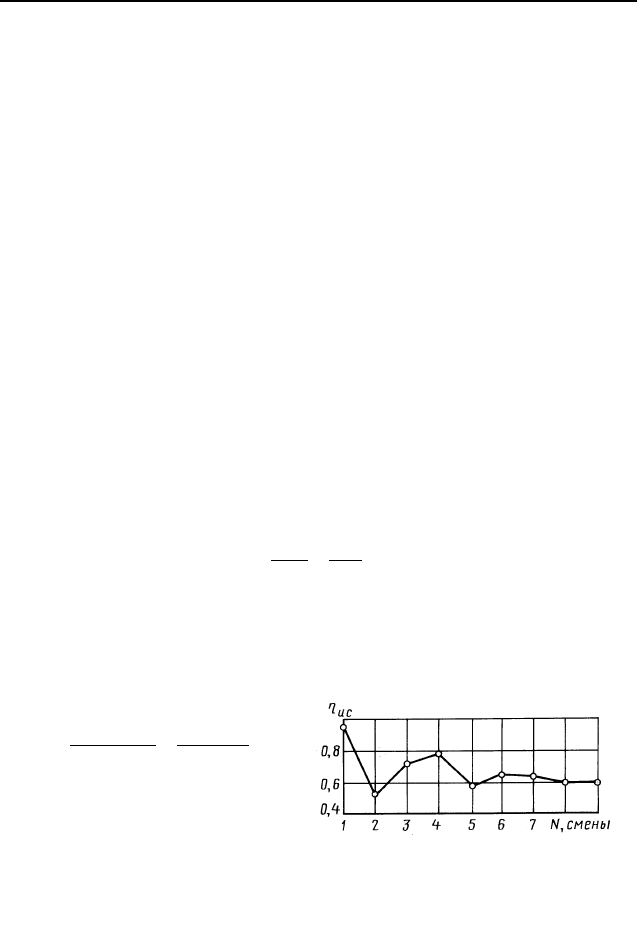
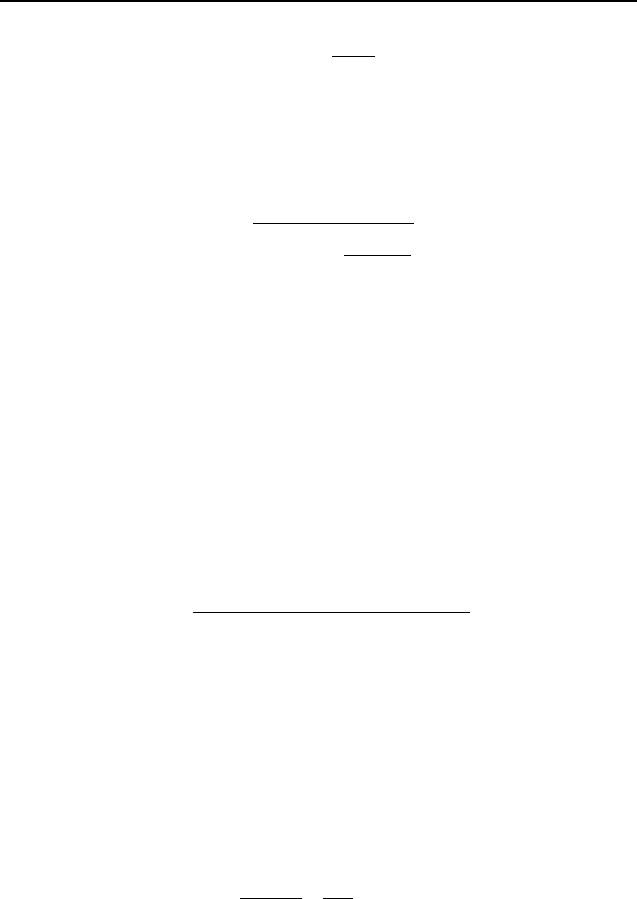
мации. В качестве примера на рис. 3.3 приведена диаграмма значений
коэффициента использования автоматической линии по результатам на-
блюдений в течение N рабочих смен, продолжительность которых одина-
кова:
480
см
=Θ мин. В первую рабочую смену (N = l) автоматическая
линия фактически проработала
450
р
=Θ мин, имела лишь
∑
Θ
п
= 30 мин
простоев. Коэффициент использования по итогам одной смены наблюде-
ния
.94,0
480
450
см
р1
ис1
==
Θ
Θ
=η
Однако это значение есть лишь одна реализация случайной величи-
ны. Уже во вторую смену из-за крупной поломки линия проработала
только Θ
р
= 50 мин, коэффициент использования по итогам двух смен
наблюдения (N = 2) составил
.52,0
960
50450
2
см
р2р1
ис2
=
=
+
=
Θ
Θ+Θ
=η
Третья смена оказалась
относительно благополучной:
коэффициент использования по
итогам трех смен составил
.72,0
ис3
=η
ПОКАЗАТЕЛИ ПРОИЗВОДИТЕЛЬНОСТИ
Рис. 3.3. Значения коэффициента
использования нарастающим итогом
по сменам наблюдения N

112
При увеличении объема информации численное значение коэффи-
циента использования стабилизируется. Таким образом, оценка показате-
лей производительности, учитывающих простои оборудования, требует
значительных по объему эксплуатационных наблюдений с последующей
обработкой полученных данных статистическими методами.
Виды простоев. Простои можно разделить на:
1) собственные
∑
Θ
с
, обусловленные "внутренними" причинами
(конструкцией механизмов и инструментов, их надежностью в работе,
режимами эксплуатации: смена и регулировка инструмента, обнаружение
и устранение отказов в работе, уборка и очистка и т.п);
2) организационно-технические
∑
Θ
от
, зависящие от внешних при-
чин (отсутствия обрабатываемых изделий, инструмента, электроэнергии;
несвоевременного прихода и ухода рабочих и т.п.);
3) для переналадки
∑
Θ
пер
. Частота их обусловлена организацион-
ными факторами, а длительности единичных простоев – техническими
(заменой технологической оснастки, инструмента, управляющих про-
грамм; обработкой пробных изделий с корректировкой программ работы
и инструментального оснащения и т.п.).
Итак, суммарная длительность простоев
∑∑ ∑∑
Θ+Θ+Θ=Θ .
перотсп
(3.9)
Если машина работает без переналадок или они занимают мало вре-
мени в общем фонде (
0
пер
≈Θ
∑
),
∑∑∑
Θ+Θ=Θ .
отсп
Если в формуле для η
ис
умножить числитель и знаменатель на одну
и ту же величину, можно получить
загртех
пр
ср
ср
р
ср
ср
пр
р
ис
ηη=
Θ+Θ
Θ+Θ
Θ+Θ
Θ
=
Θ+Θ
Θ+Θ
Θ+Θ
Θ
=η
∑
∑
∑∑
∑
∑
. (3.10)
Здесь
∑
Θ+Θ
Θ
=η
ср
р
тех
– (3.11)
коэффициент технического использования, численно показывающий,
какую долю времени машина при полном обеспечении всем необходи-
Глава 3. ПРОИЗВОДИТЕЛЬНОСТЬ МАШИН
113
мым ( 0
от
=Θ
∑
) действительно работает и выдает продукцию; это ха-
рактеристика собственной работоспособности машины;
Θ
Θ
−=
Θ
Θ−Θ
=
Θ+Θ
Θ+Θ
=η
∑∑
∑
∑
отот
пр
ср
загр
1 – (3.12)
коэффициент загрузки, численно показывающий, какую часть планового
фонда времени машина обеспечена всем необходимым для функциони-
рования.
Введение частных безразмерных коэффициентов позволяет более
полно и дифференцированно оценивать влияние различных факторов на
производительность машины.
Так, значение η
ис
= 0,45 говорит лишь о том, что машина использует
свои производственные возможности только на 45 %. Если выразить η
ис
через η
тех
= 0,90 и условиться, что η
загр
= 0,5, cтaнoвитcя понятно, что
машина не имеет требуемых условий для работы, а ее надежность высо-
кая. Бывает и наоборот.
Следовательно, можно сказать, что производительность машин за-
висит от:
• прогрессивности технологии;
• конструктивного совершенства;
• надежности функционирования;
• выхода годной продукции;
• условий функционирования и обеспечения всем необходимым
для работы.
Тогда с учетом (3.7) – (3.12) получим
загргтех
ηηηη= KQ . (3.13)
Каждый фактор имеет оценку численно и наглядно. Для машин, ра-
ботающих с переналадками, необходимо ввести еще один коэффициент,
учитывающий удельный вес времени работы без переналадок в общем
фонде времени. Однако можно просто оценивать производительность для
каждого вида изделий.
Внецикловые потери времени. Оценка влияния простоев машин на
их производительность через безразмерные коэффициенты η
ис
, η
тех
, η
загр
наглядна и проста при анализе работы действующего оборудования. Од-
нако она неудобна при расчетах ожидаемой производительности в про-
цессе сравнительного анализа. Поясним это примером.
ПОКАЗАТЕЛИ ПРОИЗВОДИТЕЛЬНОСТИ
114
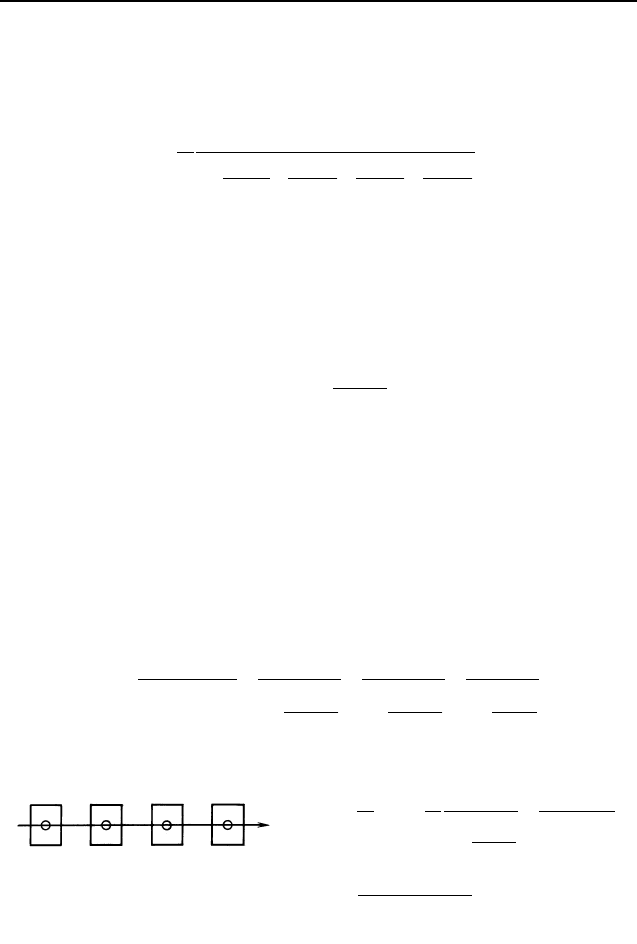
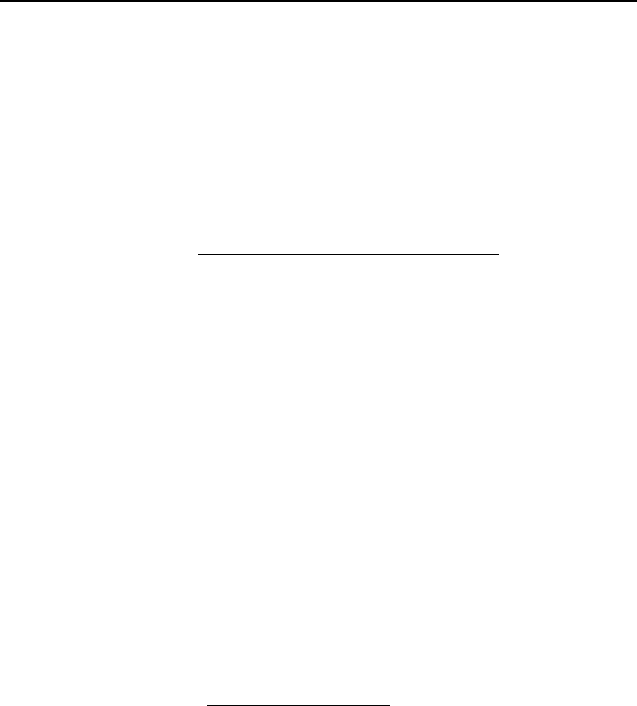
Рассматривается автоматическая линия (рис. 3.4) из четырех стан-
ков с единым циклом и различной надежностью: коэффициенты техниче-
ского использования равны соответственно η
1
, η
2
, η
3
, η
4
. Какова будет
производительность линии? Забегая вперед, запишем формулу
4
4
3
3
2
2
1
1
1
1
11
1
11
η
η−
+
η
η−
+
η
η−
+
η
η−
+
=
T
Q
. (3.14)
Ей неудобно пользоваться при любом варьировании параметров.
Поэтому существует второй метод учета влияния простоев на про-
изводительность – через так называемые "внецикловые потери времени".
Внецикловые потери времени – это простои, приведенные к какому-
то масштабу оценки, например отнесенные к одному выпущенному из-
делию. Тогда по определению
,
п
п
z
t
∑
∑
Θ
=
(3.15)
где
∑
п
t – внецикловые потери времени, мин/шт.;
∑
Θ
п
– суммарные простои за некоторый период времени
функционирования машины;
z – число изделий, выпущенных за тот же период.
Внецикловые потери, как и коэффициент использования, являются
случайной величиной, их достоверные значения должны оцениваться
достаточно продолжительными производственными наблюдениями. Оп-
ределим взаимосвязь внецикловых потерь времени с другими параметра-
ми производительности, для чего обратимся к формуле (3.6):
T
t
zT
∑∑∑∑
+
=
Θ
+
=
Θ
Θ
+
=
Θ+Θ
Θ
=η
пп
р
ппр
р
ис
1
1
1
1
1
1
. (3.16)
Соответственно фактическая производительность
.
1
1
1
111
пхр
пп
ис
∑
∑∑
++
=
=
+
=
+
=η=
ttt
tT
T
t
TT
Q
Глав
а
3. ПРОИЗВОДИТЕЛЬНОСТЬ МАШИН
Рис. 3.4. Структурная схема
автоматической линии
из четырех машин
(3.17)
115
Показатели Т = 1 мин/шт.;
∑
п
t = 0,5 мин/шт, должны трактоваться
следующим образом: на изготовление одного конкретного изделия ма-
шиной регулярно затрачивается по одной минуте, а из-за простоев в
среднем "набегает" еще полминуты. Поэтому внецикловые потери вре-
мени можно интерпретировать как среднее "условное" удлинение каждо-
го рабочего цикла из-за простоев машины.
Достоинство параметра внецикловых потерь в том, что они имеют
ту же размерность, что и регулярные затраты времени на рабочие и холо-
стые ходы цикла.
Суммарные внецикловые потери времени в соответствии с видами
простоев складываются из собственных потерь
∑
с
t , организационно-
технических
∑
от
t и потерь на переналадку
∑
пер
t :
∑∑∑
∑∑∑∑
∑
++=
Θ+Θ+Θ
=
Θ
=
перотc
перотcп
п
ttt
z
z
t . (3.18)
Техническая производительность машины (при
∑
от
t = 0), рабо-
тающей без переналадок,
∑∑
++
=
+
=
схрс
т
11
ttttT
Q
. (3.19)
Еще одно достоинство параметра внецикловых потерь – в простоте
"увязки" с другими параметрами и между собой. Производительность
автоматической линии с жесткой межагрегатной связью (см. рис. 3.4)
выражается формулой
∑∑∑∑
++++
=
с4с3с2с1
1
ttttT
Q
,
что гораздо удобнее в сравнении с формулой (3.14).
Если все машины имеют одинаковую надежность, то
∑
+
=
qtT
Q
с1
1
,
где q – число сблокированных машин.
Параметр внецикловых потерь удобен и при оценке производитель-
ности машин, работающих с переналадками. Очевидно, что
ПОКАЗАТЕЛИ ПРОИЗВОДИТЕЛЬНОСТИ
116
пер
пер
пер
z
t
Θ
=
∑
,
где Θ
пер
– среднее время единичной переналадки машины на производст-
во иной продукции; z
пер
– число изделий между двумя переналадками.
Техническая производительность машины, работающей с перена-
ладками
пер
пер
с
т
1
z
tT
Q
∑
∑
Θ
++
=
. (3.20)
Собственные внецикловые потери раскрываются функционально в
зависимости от показателей надежности, структурных и конструктивных
характеристик машин. В этом отличительная особенность анализа и син-
теза машин инструментом теории производительности.
Качественные характеристики выпускаемой продукции в формулах
для расчета производительности могут учитываться по-разному. По пер-
вому методу исходят из того, что время, затраченное на производство
бракованной продукции,
∑
Θ
бр
есть, по существу, простой оборудо-
вания, так как оно работало без полезной отдачи. Поэтому простои по
браку добавляют к реальным простоям, а следовательно, к перечислен-
ным видам внецикловых потерь добавляются потери по браку:
∑∑∑∑
++++
=
брперотс
ttttT
p
Q
. (3.21)
Неудобство метода заключается в соединении явных простоев с "не-
явными", что затрудняет эксплуатационные исследования. Простои по
техническим и организационным причинам измеряются непосредственно
в процессе работы оборудования. Бракованная продукция отбирается, как
правило, позднее, простои по браку, таким образом, не измеряются, а
рассчитываются, например по формулам
;
брбр
Tz=Θ
∑
),1(
г
бр
бр
бр
η−==
Θ
=
∑
∑
TT
z
z
z
t
Глава 3. ПРОИЗВОДИТЕЛЬНОСТЬ МАШИН
117
где z
бр
– число бракованных изделий за время ;
бр
∑
Θ
Т – длительность рабочего цикла;
η
г
– коэффициент выхода годной продукции, численно равный доле
годной продукции во всем количестве выпущенных изделий.
Этот показатель имеется в отчетных документах технического кон-
троля.
Подставив в (3.21)
∑
бр
t , получим
∑∑∑
η−++++
=
)1(
гперотс
TtttT
p
Q
. (3.22)
Второй метод – напрямую учитывать в формулах производительно-
сти коэффициент выхода годных η
г
, относя коэффициенты использова-
ния и внецикловые потери только к явным простоям и количеству номи-
нально выпущенной продукции.
Уравнения производительности, в которых используются и безраз-
мерные коэффициенты, и внецикловые потери, наиболее удобны для ис-
пользования по следующим соображениям. Собственные простои и про-
стои для переналадки являются функцией многих конструктивных,
структурных и других параметров, что требует их расшифровки для кон-
кретных видов оборудования, поэтому употребление единой величины
η
тех
нецелесообразно, используются показатели внецикловых потерь с их
дальнейшей дифференциацией. Что же касается организационных про-
стоев и качественных характеристик, то выразить их в виде конкретных
функций, как правило, не удается, поэтому лучше учитывать их влияние
через безразмерные коэффициенты. Отсюда формула производительно-
сти принимает вид
гзагр
персхр
ηη
+++
=
∑∑
tttt
p
Q
. (3.23)
3.2. ОЦЕНКА ПРОИЗВОДИТЕЛЬНОСТИ В УСЛОВИЯХ
МАССОВОГО И СЕРИЙНОГО ПРОИЗВОДСТВА
В массовом производстве технологическое оборудование, работая
без переналадок, выпускает одну и ту же продукцию. Время рабочих и
холостых ходов t
р
и t
х
однозначно, величина собственных внецикловых
ОЦЕНКА ПРОИЗВОДИТЕЛЬНОСТИ В УСЛОВИЯХ ПРОИЗВОДСТВА
118
потерь
∑
с
t определяется с учетом всех компонентов и их взаимодейст-
вия двумя относительно стабильными факторами: суммарной интенсив-
ностью отказов механизмов, инструментов, оснастки и средней длитель-
ностью восстановления работоспособности.
Поэтому производительность в соответствии с (3.23) определяется
простейшими формулами:
⎪
⎪
⎭
⎪
⎪
⎬
⎫
η
++
=ηη=
ηη
++
=ηη=
∑
∑
.
;
г
схр
гтехцт
загрг
схр
гисц
ttt
р
QQ
ttt
р
QQ
(3.23а)
Значительно сложнее вывести формулы производительности для ав-
томатического оборудования, работающего в условиях серийного произ-
водства, например для станков – полуавтоматов и автоматов с ЧПУ.
Трудность здесь заключается не только в необходимости учета потерь на
переналадку, но и в неопределенности численных значений рабочих и
холостых ходов, которые для каждого типоразмера обрабатываемых де-
талей имеют свои значения. Кроме того, при обработке каждой конкрет-
ной детали время рабочих и холостых ходов цикла складывается из мно-
гих составляющих, число которых определяется многооперационным
технологическим процессом.
В этом случае возможны следующие подходы к расчету и оценке
производительности:
1) по типовой детали – представителю;
2) по интегральным характеристикам комплекта изделий, закреп-
ленных за данным оборудованием;
3) по комплексу показателей производительности при обработке ти-
повых изделий.
Рассмотрим эти подходы.
1. Из числа деталей, закрепленных за данным оборудованием, или
тех, которые могут здесь обрабатываться, выделяется одна, которая при-
нимается за типовой представитель. В формулах учитываются характери-
стики оборудования при обработке данной конкретной детали, т.е. зада-
ча, по существу, сводится к выводу формул и расчету при массовом про-
изводстве. Дополнительно следует лишь учесть потери на переналадку
через характеристики среднего времени переналадки Θ
пер
и среднего раз-
мера партии обработки между двумя переналадками z:
Глава 3. ПРОИЗВОДИТЕЛЬНОСТЬ МАШИН

119
гзагр
пер
схр
1
ηη
Θ
+++
=
∑
z
ttt
Q
.
Недостаток метода заключается в трудности достоверного подбора
типового представителя, так как выбранная деталь может иметь средние
характеристики по длительности обработки, но далеко не средние по холо-
стым ходам или времени переналадки. Кроме того, такой расчет не содержит
ни одного параметра станка, технологического процесса и пр. Между тем,
очевидно, что производительность станков с ЧПУ определяется:
– характером комплекта обрабатываемых деталей и технологиче-
ских процессов их обработки;
– техническими характеристиками оборудования;
– условиями эксплуатации в данном конкретном производстве.
Эти факторы должны найти отражение в формулах для оценки про-
изводительности.
2. Допустим, на станке с ЧПУ обрабатывается n типоразмеров дета-
лей, каждая из которых имеет неповторяющееся сочетание характери-
стик:
– числа переходов, при обработке S
i
;
– числа обрабатывающих инструментов А;
– длительности отдельных переходов t
рi
;
– величины партии обработки z
i
и т.д.
Рассмотрим интегральные характеристики времени обработки ком-
плекта деталей, закрепленных за станком.
а. Время рабочих ходов цикла
,
р1р
Stt =
где
р1
t – среднее время единичного перехода при обработке;
S – среднее число переходов при обработке одной детали.
Разумеется,
∑
∑∑
=
n
ii
n
S
ii
zS
zt
t
i
1
11
р
р1
,
где числитель – суммарное время обработки для всех деталей комплекта
(с учетом партионности), знаменатель – число переходов при этом.
ОЦЕНКА ПРОИЗВОДИТЕЛЬНОСТИ В УСЛОВИЯХ ПРОИЗВОДСТВА

120
Аналогично
,
1
1
∑
∑
=
n
i
n
ii
z
zS
S
где числитель – число переходов при обработке всего комплекта, знаме-
натель – число изделий в комплекте (с учетом партионности).
б. Время холостых ходов цикла складывается из трех основных
компонентов: замены координаты обработки (быстрый отвод инструмен-
та, координатное перемещение стола, быстрый подвод инструмента); за-
мены инструмента в рабочем шпинделе (с использованием инструмен-
тального магазина); загрузки-съема изделий,
,
321
хххх
tAtStt ++=
где
1
х
t – среднее время единичной замены координаты;
S – среднее число переходов при обработке одной детали, т.е. среднее
число замен координат в одном рабочем цикле;
2
х
t – среднее время замены инструмента в шпинделе;
А – среднее число инструментов при обработке одной детали;
3
х
t – среднее время загрузки-съема.
Величины
1
х
t ,
2
х
t ,
3
х
t являются среднестатистическими, как и
i
t
р
или S.
в. Собственные внецикловые потери – по оборудованию, инстру-
менту (аварийная замена и регулировка) и техническому обслуживанию
могут быть выражены как простои, отнесенные к единице выпущенной
продукции (
∑
с
t ). Для многооперационных станков с ЧПУ, где дли-
тельность рабочего цикла при обработке некоторых корпусных деталей
достигает нескольких часов, более перспективна оценка внецикловых
потерь как простоев, приходящихся не на единицу продукции (
∑
п
t ), а
на единицу отработанного времени (
∑
В ). Например,
∑
В = 0,05 (5 %)
означает, что на каждые 100 мин отработанного времени приходилось в
среднем 5 мин собственных простоев. Взаимосвязь между двумя видами
исчисления потерь простейшая:
∑∑
= ТВt
сс
.
Глава 3. ПРОИЗВОДИТЕЛЬНОСТЬ МАШИН