Волчкевич Л.И. Автоматизация производственных процессов
Подождите немного. Документ загружается.


121
По тем же причинам (значительная длительность рабочего цикла Т)
целесообразно рассчитывать не минутную, а сменную производитель-
ность, умножая числитель во всех формулах на длительность сменного
фонда времени в минутах Θ
см
(например, Θ
см
= 480 мин). Цифры полу-
чаются более осязаемые.
Выражая потери через характеристики безотказности и ремонтопри-
годности, получаем
∑
ωτ=
вс
В ,
где ω – параметр потока отказов как обратная величина среднего времени
безотказной работы, выраженной в абсолютном времени; τ
в
– среднее
время восстановления.
г. Внецикловые организационные потери могут быть выражены
через η
загр
; функционально связать их с какими-либо характеристиками
производства, как правило, не удается, численные значения организаци-
онных потерь характеризуют условия данного производства в целом.
д. Внецикловые потери по переналадке целесообразнее исчислять
по отношению к единице выпущенной продукции (общее время перена-
ладки станка на обработку конкретной партии делится на величину этой
партии):
z
S
z
t
21
пер
пер
Θ+Θ
=
Θ
=
∑
,
где Θ
пер
– среднее время переналадки станка на обработку различных
деталей комплекта, закрепленного за станком, мин;
z – средний размер партии обработки, шт.;
Θ
1
– составляющая среднего времени переналадки, не зависящая от
числа переходов при обработке (замена и выверка приспособлений, заме-
на программоносителей и т.д.);
Θ
2
– составляющая среднего времени переналадки, пропорциональ-
ная числу переходов при обработке (замена комплекта инструмента, об-
работка пробных деталей с измерением размеров и корректировкой инст-
рументов или программ обработки и т.д.).
Подставив значения длительности цикла и внецикловых потерь в
общую формулу для расчета производительности многооперационного
оборудования в условиях серийного производства, получим:
∑
Θ+Θ
+++++
ηΘ
=
z
S
ttАtStSt
Q
i
21
схххр
загрсм
321
, (3.24)
где Θ
см
– фонд времени работы в смену.
ОЦЕНКА ПРОИЗВОДИТЕЛЬНОСТИ В УСЛОВИЯХ ПРОИЗВОДСТВ
А

122
Таким образом, здесь сменная производительность оборудования с
ЧПУ в условиях серийного производства выражена как функциональная
зависимость: 1) характеристик комплекта обрабатываемых деталей и
технологических процессов – средней длительности единичного перехо-
да
1
р
t , среднего числа переходов S и обрабатывающих инструментов А
при обработке детали; 2) характеристик самогó технологического обору-
дования и его оснастки – быстроты выполнения вспомогательных ходов
1
х
t и
2
х
t , быстроты процессов загрузки и съема
3
х
t , надежности в рабо-
те ω и τ
в
, гибкости при переналадках Θ
1
и Θ
2
; 3) характеристик того кон-
кретного производства, где эксплуатируется данное оборудование, – ор-
ганизационных потерь η
загр
и партионности обработки z.
Рассмотрение всех составляющих формулы (3.24) и способов их
подсчета показывает, однако, что данный подход к расчету средней про-
изводительности при всей его ортодоксальной правильности весьма сло-
жен и обезличен (вспомним крылатое выражение "средняя температура
больных в больнице"). Данный метод применим скорее для функцио-
нального анализа (см. разд. 3.3), нежели для практических оценок.
3. Делается выборка из общей номенклатуры изделий (1, 2, 3, …, n),
подсчитываются по простейшей формуле (3.23а) численные значения Q
1
,
Q
2
, Q
3
, …, Q
n
.
Эта совокупность – тоже интегральная характеристика производи-
тельности данного оборудования. Зная для каждого изделия величины Q
i
и S
i
(как наиболее информативной характеристики объекта обработки),
можно построить, например, корреляционные диаграммы Q
i
= f(S
i
) (про-
изводительность от числа переходов) и пользоваться ими в прикладных
расчетах, оценивая для каждого нового изделия ориентировочную произ-
водительность или укрупненное суммарное время получения изделия
()
∑
++ Вtt 1)(
хр
.
3.3. ЗАВИСИМОСТЬ ПРОИЗВОДИТЕЛЬНОСТИ
ОТ ПАРАМЕТРОВ ПРОЦЕССОВ И КОНСТРУКЦИЙ
Как было сказано в разд. 3.1, все расчеты, связанные с показателями
производительности, равно как и экономической эффективности, надеж-
ности в работе и т.д., имеют функциональную или прикладную направ-
ленность.
Глава 3. ПРОИЗВОДИТЕЛЬНОСТЬ МАШИН
123
И для фундаментально-теоретических, и для проектных расчетов
необходимо знать зависимость показателей производительности машин
от конкретных характеристик технологии и конструкции. Общий подход
был рассмотрен в разд. 1.7. Следует отметить, что для каждого вида обо-
рудования получаются свои, специфические уравнения производительно-
сти. Проиллюстрируем это примерами.
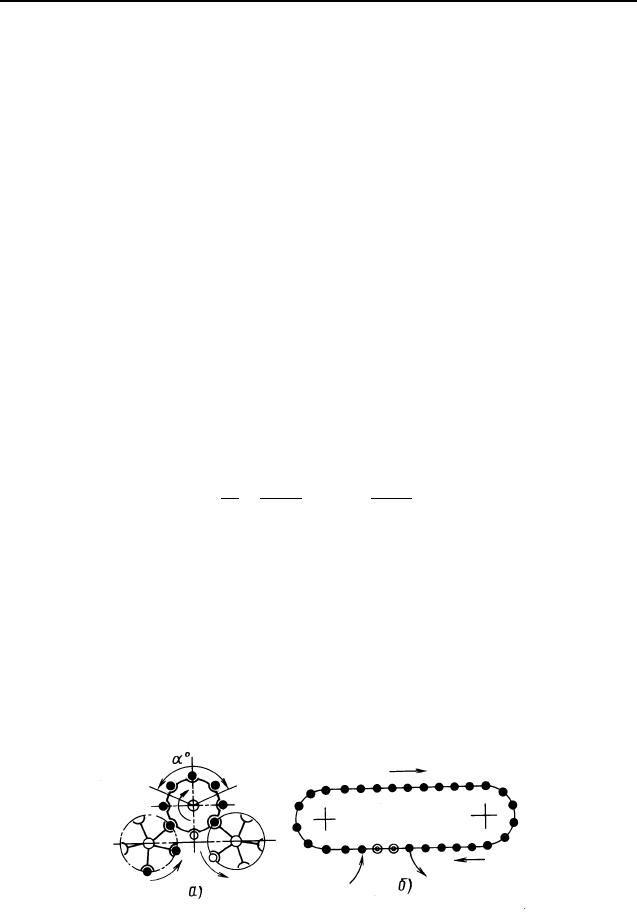
Пример 1. Установление функциональных взаимосвязей для роторных
машин параллельного действия (более подробно см. в гл. 5).
Как показано на рис. 3.5, а, роторный автомат включает в себя три непре-
рывно вращающихся ротора: два транспортных и один рабочий (технологиче-
ский), который имеет р позиций с одинаковыми инструментальными блоками.
В процессе совместного транспортного перемещения в зоне угла α° инструмен-
тальные блоки выполняют перемещения, задаваемые профилем неподвижных
копиров.
Тем самым проводится обработка, например давлением.
Рабочий цикл Т роторной машины соответствует одному обороту ротора, в
течение которого выдается р изделий (равное числу позиций и инструментальных
блоков). Угол α°, как правило, является конструктивно заданным при проектиро-
вании автомата; различная длительность рабочих ходов t
p
согласно технологиче-
скому процессу достигается настройкой привода вращения ротора. Из условия
равномерности вращения ротора
o
o
o
o
α
=
α
=
360
;
360
р
р
tT
t
T
.
Собственные внецикловые потери складываются из внецикловых потерь
рабочего и транспортных роторов:
∑
++=
тробинс
)( tttрt ,
где
ин
t – потери, вызванные заменой и регулировкой инструментов одного инст-
рументального блока;
об
t – потери из-за обнаружения и устранения отказов механизмов инстру-
ментального блока (зажимное устройство, выталкиватель, корпус и др.);
тр
t – потери из-за транспортных роторов.
Рис. 3.5. Схемы роторной (а) и конвейерной (б) машин
ЗАВИСИМОСТЬ ПРОИЗВОДИТЕЛЬНОСТИ ОТ ПАРАМ
Е
ТРОВ
124
Подставив значения Т и
∑
с
t в выражение (3.23а), получим формулу для
расчета производительности роторной машины:
гзагр
тробинр
p
)(
360
ηη
+++
α
=
tttpt
p
Q
o
o
или, переходя к показателям надежности ω и τ
в
при η
г
= 1,0 и η
загр
= 1,0,
32
1
вв1
в
р
p
360
ωτ+
⎟
⎟
⎠
⎞
⎜
⎜
⎝
⎛
τω+
τ
+
α
=
N
pt
p
Q
o
o
,
где τ
в
1
– среднее время замены инструментального блока (обычно он заменяется
полностью при любых неполадках инструмента или механизмов);
N – средняя стойкость инструмента, выраженная в числе обработанных изделий;
ω
1
– параметр потока отказов механизмов и устройств инструментального
блока;
ω
2
– параметр потока отказов транспортных роторов;
τ
в
3
– среднее время обнаружения и устранения отказов транспортных роторов.
Таким образом, производительность роторной машины выражается функ-
ционально через технологические t
р
; конструктивные α и структурные характеристи-
ки, а также через параметры надежности конструктивных элементов (ω
i
, N,
в
τ ).
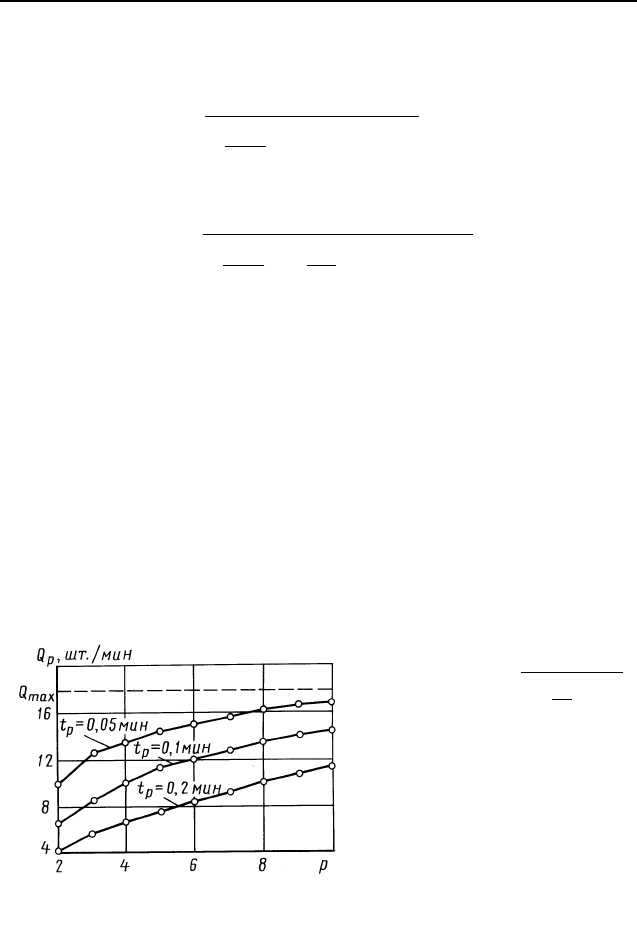
Зависимость производительности роторных машин параллельного действия
от числа позиций имеет не пропорциональный, а асимптотический характер: с
увеличением числа позиций она монотонно увеличивается, приближаясь к неко-
торому пределу, который определяется только надежностью механизмов и инст-
рументов (рис. 3.6):
⎟
⎠
⎞
⎜
⎝
⎛
ω+τ
==
∞→
1в
pmax
1
1
lim
N
QQ
p
.
Пример 2. Установле-
ние функциональной зависимости
для многооперационных станков с
ЧПУ (см. рис. 1.9) в условиях се-
рийного производства с исполь-
зованием числовых констант и
переменных величин – числа тех-
нологических переходов S
i
и ве-
личины партии обработки z.
Глава 3. ПРОИЗВОДИТЕЛЬНОСТЬ МАШИН
Рис. 3.6. Зависимость производительности
роторных машин от числа позиций
125
Станок с ЧПУ для корпусных деталей имеет следующие характеристики
быстродействия, надежности в работе и мобильности при переналадках: среднее
время замены координаты
1
х
t = 0,25 мин, среднее время замены инструмента в
шпинделе
2
х
t = 0,15 мин, собственные внецикловые потери
∑
В = 0,15, сред-
нюю длительность переналадки
S670
пер
+=Θ .
В данных конкретных условиях обрабатывается комплект деталей с инте-
гральными характеристиками: средним временем единичного перехода
1
р
t = 0,9
мин, средним числом переходов при обработке одной детали S = 18; каждый пе-
реход выполняется, как правило, новым инструментом (А = 18), время съема-
загрузки
3
х
t = 1,5 мин. Условия производства характеризуются организационны-
ми потерями из-за случайных перебоев в снабжении инструментами, заготовками
и пр. η
загр
= 0,76, средней величиной партии обработки z = 100 шт.
Необходимо проанализировать, как отразятся на производительности изме-
нение партионности z и переход к обработке других деталей при η
г
= 1,0.
Подставив в формулу (3.24) все конкретные характеристики обрабатываемых
деталей, станка и условий производства, получим (при Θ
см
= 480 мин)
2,12
100
13670
)15,01)](15,025,0(185,1189,0[
76,0480
=
⋅+
+++++⋅
⋅
=Q
шт./смена
Для того чтобы исследовать за-
висимость производительности от
партионности обработки z и числа
переходов S, оставляем эти величины
в общем виде, остальные – в числен-
ных значениях:
.
670
15,1)5,13,1(
76,0480
z
S
S
Q
+
++
⋅
=
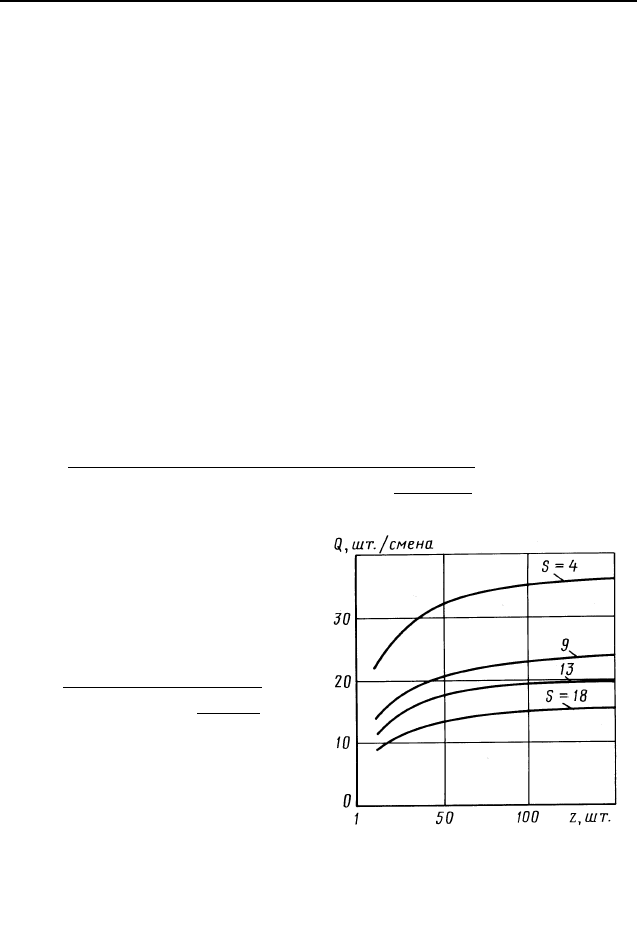
Графики зависимости, приве-
денные на рис. 3.7, показывают, что с
уменьшением размера партий обра-
батываемых деталей z производи-
тельность монотонно снижается,
однако особенно резко этот фактор
начинает сказываться лишь при
z < 20 шт. Уменьшение станкоемко-
сти обработки сказывается на повы-
ЗАВИСИМОСТЬ ПРОИЗВОДИТЕЛЬНОСТИ ОТ ПАРАМЕТРОВ
Рис. 3.7. Зависимость
производительности
многооперационного станка
с ЧПУ от числа технологических
переходов и партионности обработки
126
шении производительности почти
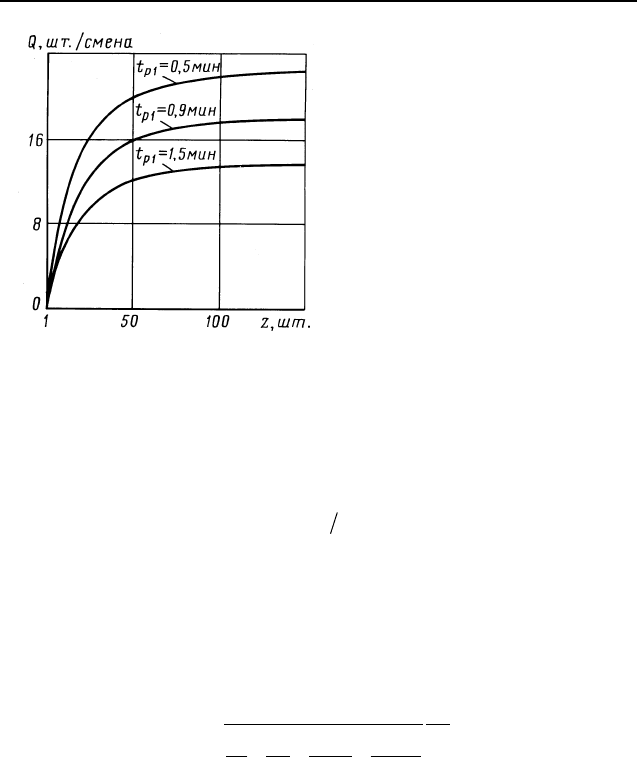
пропорционально. На рис. 3.8 приве-
дены аналогичные графики для слу-
чая, когда меняется не число перехо-
дов, а их длительность
1
р
t . Как вид-
но, характер зависимостей не изме-
няется, но влияние величины
1
р
t на
производительность значительно
меньше влияния z.
В ряде случаев при сопос-
тавлении вариантов технических
решений целесообразно исполь-
зовать критерий не абсолютной
производительности, а ее изме-
нения, что было уже использова-
но при технико-экономических
расчетах (см. гл. 2).
Рост производительности ϕ
в результате организационно-
технических мероприятий
12
QQ=ϕ ,
где ϕ – коэффициент роста производительности;
Q
1
– исходная производительность;
Q
2
– результирующая производительность.
Идея расчета в том, что Q
1
принимается за константу, а изменение
факторов производительности выражается через безразмерные коэффи-
циенты их изменения β
i
:
1
4
от
3
с
2
х
1
р
11
Q
tt
t
t
β
+
β
+
β
+
β
=ϕ
∑∑
. (3.25)
Удобство данного подхода – в дифференцированной оценке "вкла-
да" по отдельным составляющим.
Пример 3. Сопоставление производительности многооперационных
станков с ЧПУ в условиях массового и серийного производства.
В соответствии с (3.23) производительность при переналадках в условиях
серийного производства
Глава 3. ПРОИЗВОДИТЕЛЬНОСТЬ МАШИН
Рис. 3.8. Зависимость
производительности
многооперационного станка
с ЧПУ от партионности обработки и
средней длительности
технологических переходов
127
∑∑
+++
=
отсхр
tttt
p
Q
.
В массовом производстве простои по переналадке отсутствуют, остальные
факторы не меняются (β
i
= 1,0):
∑∑
+++
=
отсхр
1
tttt
Q
.
Считая массовое производство базовым вариантом, а любые варианты се-
рийного производства – анализируемыми (1 ≤ z ≤ ∞), имеем
z
S
Q
Q
i
21
1
1
1
1
Θ+Θ
Θ+
==ϕ
.
Если примем за основу исходные условия примера 1 (
1
р
t = 0,9 мин;
S = 18 мин;
3
х
t = 1,5 мин;
1
х
t +
2
х
t = 0,4 мин;
∑
В = 0,15;
∑
от
t = 4,9 мин), то
получим
2,18
1
=Q шт./смена. Подставив в формулу значения составляющих
средней длительности переналадок (
1
Θ = 70 мин,
2
Θ = 6 мин), найдем графиче-
скую зависимость
)(zf=ϕ , приведенную на рис. 3.9.
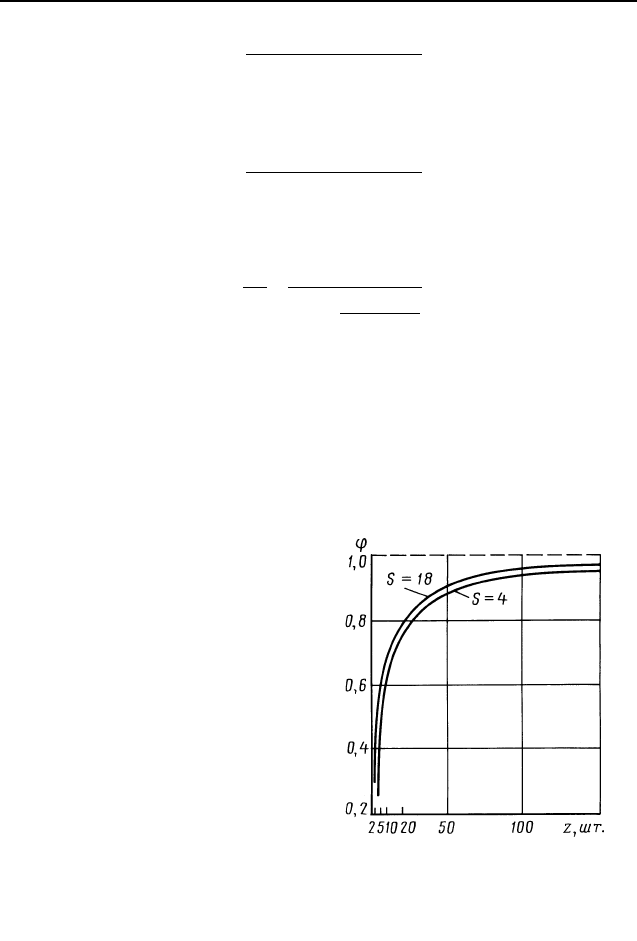
Как видно, при средней величине партии обработки z = 100 шт. производи-
тельность станков с ЧПУ составляет ϕ
= 0,94 производительности их в усло-
виях массового производства. Однако
при размере партии z = 10 шт. относи-
тельная производительность ϕ = 0,6.
Если требуется оценить, как зависит
относительная производительность от
других определяющих параметров,
необходимо каждый раз пересчиты-
вать значение
Q
1
.
На рис. 3.9 приведен график за-
висимости для малотрудоемких изде-
лий (S = 4), который близко совпадает
с кривой S = 18. Следовательно, отно-
сительная производительность стан-
ков с ЧПУ в условиях серийного и
крупносерийного производства мало
зависит от сложности обрабатывае-
мых деталей.
ЗАВИСИМОСТЬ ПРОИЗВОДИТЕЛЬНОСТИ ОТ ПАРАМЕТРОВ
Рис. 3.9. Сравнение
производительности станков с ЧПУ
в условиях массового и серийного
производства
128
Пример 4. Определение характера функциональной зависимости про-
изводительности металлорежущих станков-автоматов от интенсификации
скорости резания.
Токарный многошпиндельный автомат при принятых режимах обработки v
0
имеет производительность
Q
1
= 1,41 мин
–1
, при этом элементы затрат времени,
согласно эксплуатационным исследованиям, имеют следующие численные зна-
чения: время рабочих ходов цикла
р
t = 0,5 мин, время холостых ходов цикла
х
t = 0,05 мин, собственные внецикловые потери
∑
с
t = 0,08 мин, из них потери
по инструменту
∑
ин
t = 0,06, потери по оборудованию
∑
об
t = 0,02 мин, поте-
ри по организационным причинам
∑
орг
t = 0,08 мин. Автомат работает в усло-
виях массового производства (
∑
пер
t = 0), ручная загрузка и съем изделий в за-
грузочной позиции полностью совмещены с операциями обработки.
Необходимо оценить возможности повышения производительности полуав-
томата при интенсификации режимов обработки в х раз (новая скорость v = v
0
х) и
найти режим х
max
, обеспечивающий максимальный рост производительности ав-
томата в данных, конкретных условиях.
В соответствии с формулой (3.25) при
∑
пер
t = 0
.
08,002,006,005,05,0
41,1
1
1
54321
1
5
орг
4
об
3
ин
2
х
1
р
⎟
⎟
⎠
⎞
⎜
⎜
⎝
⎛
β
+
β
+
β
+
β
+
β
=
=
⎟
⎟
⎠
⎞
⎜
⎜
⎝
⎛
β
+
β
+
β
+
β
+
β
=ϕ
∑∑∑
Q
ttt
t
t
Изменение режимов обработки не изменяет качества изделий, поэтому по-
терями по браку тоже пренебрегаем.
Определим значения β
i
для всех элементов затрат времени при интенсифи-
кации режимов обработки в х раз.
Время рабочих ходов будет сокращено во столько раз, во сколько будут по-
вышены режимы обработки (β
1
= х). Длительность холостых ходов, которые вы-
полняются при ускоренном вращении распределительного вала (быстрый подвод
и отвод суппортов, поворот и фиксация шпиндельного блока), от интенсифика-
ции режимов обработки не изменится (β
i
= 1,0). Потери по инструменту резко
возрастут из-за снижения стойкости инструмента; они увеличатся в х
m–1
раз,
где m – показатель степени функциональной зависимости скорость – стойкость.
Для твердосплавного инструмента можно принять m = 5. Отсюда коэффициент
изменения потерь по инструменту β
i
= 1/х
4
.
Глава 3. ПРОИЗВОДИТЕЛЬНОСТЬ МАШИН
129
На величину потерь по оборудованию интенсификация режимов обработки
практически не повлияет, так как эти потери определяются в основном механиз-
мами холостых ходов, интенсивность работы которых в цикле не изменится
(β = 1,0). Аналогично, без специальных на то мероприятий не могут измениться
условия эксплуатации и организационные потери (β = 1,0).
Коэффициент повышения производительности
⎟
⎠
⎞
⎜
⎝
⎛
++
=ϕ
4
,06015,0
5,0
41,1
1
x
x
.
При исходных режимах обработки (v = v
o
; х = 1,0) коэффициент ϕ = 1,0 (это
проверка формулы на правильность); при интенсификации режимов обработки
(х > 1,0) сокращается ее длительность
р
t , но одновременно растут внецикловые
потери по инструменту.
Пока выигрыш от сокращения рабочего цикла больше проигрыша от увели-
чения простоев для замены и регулировки инструментов, производительность
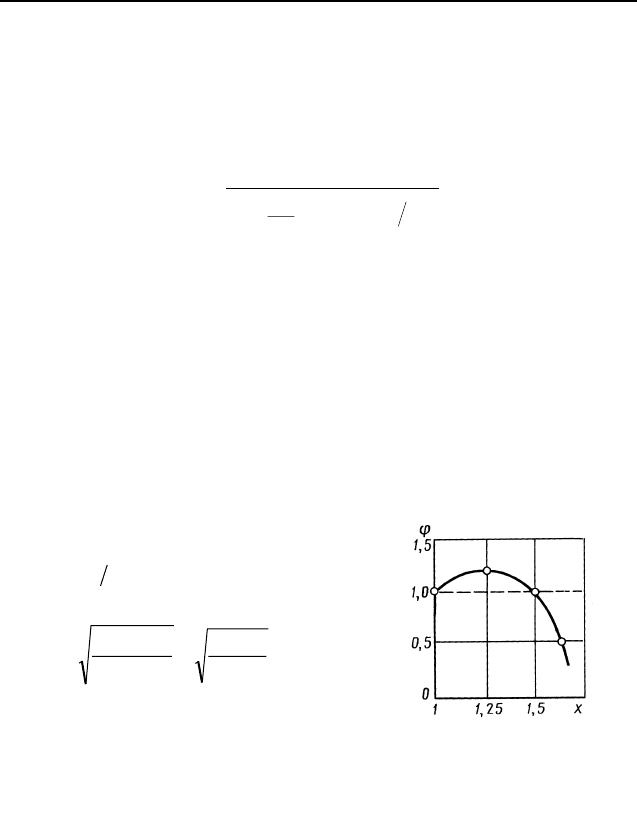
растет (ϕ > 1,0), как это показано на рис. 3.10. Однако с увеличением скорости
резания относительный выигрыш от длительности цикла непрерывно уменьшает-
ся, а проигрыш от простоев возрастает из-за резкого снижения стойкости инстру-
мента. Таким образом, с увеличением скорости резания при прочих неизменных
условиях производительность оборудования сначала повышается, а затем резко
падает. Экстремальное значение скорости, соответствующее максимуму роста
производительности ϕ
max
, можно опреде-
лить и аналитически, взяв производную
функции
xddϕ и приравняв ее нулю.
В результате получим
24,1
06,04
5,0
)1(
ин
р
max
=
⋅
=
−
=
mt
t
х .
Таким образом, чтобы достигнуть
максимальной производительности, необ-
ходимо скорость резания увеличить на
24 %; при этом производительность полуав-
томата, как это можно рассчитать по фор-
муле (3.25), повышается в 1,1 раза.
ЗАВИСИМОСТЬ ПРОИЗВОДИТЕЛЬНОСТИ ОТ ПАРАМЕТРОВ
Рис. 3.10. Зависимость роста
производительности токарного
многошпиндельного автомата от
интенсификации скоростей
резания
130
Глава 4
НАДЕЖНОСТЬ МАШИН
4.1. ПРИЧИНЫ ОТКАЗОВ В РАБОТЕ
Основные понятия. Важнейшей характеристикой работоспособно-
сти любого производственного оборудования является надежность в ра-
боте.
Надежность – свойство объекта сохранять во времени в установ-
ленных пределах значения всех параметров, характеризующих способность
выполнять требуемые функции в заданных режимах и условиях применения,
технического обслуживания, хранения и транспортирования [1].
Для технологического оборудования такой заданной функцией явля-
ется выпуск годной продукции, отвечающей техническим условиям, в
масштабах, обусловленных производственной программой, в течение
всего срока эксплуатации – от пуска до списания.
Любое оборудование может находиться в двух состояниях: работо-
способном, когда оно функционирует (при условии обеспечения всем
необходимым) и при этом выдает годную продукцию, и неработоспособ-
ном. Переход машины из работоспособного состояния в неработоспособ-
ное называется отказом. Состояние отказа соответствует случаям, когда
машина не выдает или не может выдавать годную продукцию либо когда
она получена, но не соответствует заданным техническим условиям, т.е.
бракованная. Существуют отказы элементов (или функционирования),
при которых продукция не выпущена потому, что какой-либо элемент
машины (суппорт, механизм загрузки, фиксации и т.д.) не сработал, и
отказы параметров (или параметрические), когда все элементы срабо-
тали, однако полученные результаты не отвечают заданным условиям.
Общность отказов элементов и отказов параметров, несмотря на
различные формы их проявления, заключается в том, что в обоих случаях
их возникновение обязательно приводит к простоям машины и вмеша-
тельству человека для ремонта или размерной подналадки механизмов и
инструмента, очистки от стружки и т.д. Отказы функционирования и па-
раметрические отказы имеют одинаковую природу, так как их причины
аналогичны и заключаются в нестабильности числовых значений опреде-
ляющих параметров и в нарушении заданных условий взаимодействия
между элементами систем.