Tsch?tsch H., Koth A. Metal Forming Practise: Processes - Machines - Tools
Подождите немного. Документ загружается.

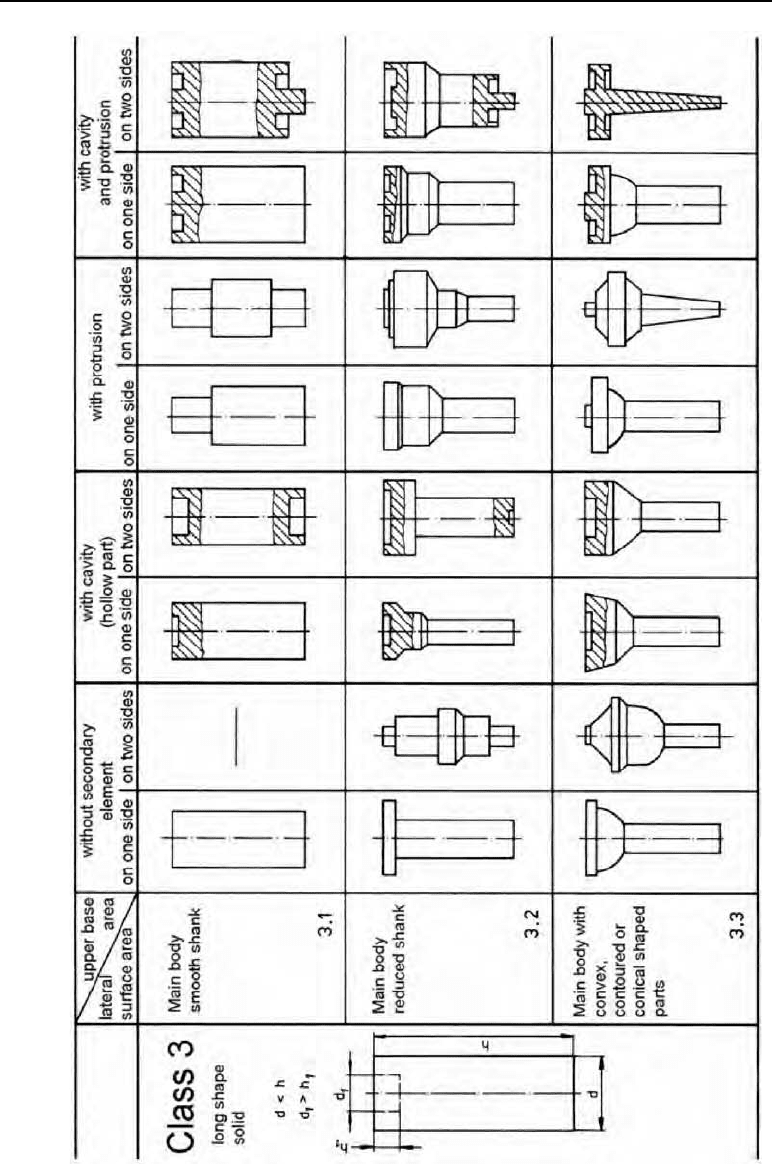
5.13 Shape classification 51
Table 5.6 Shape classification according to length
52 5 Extrusion
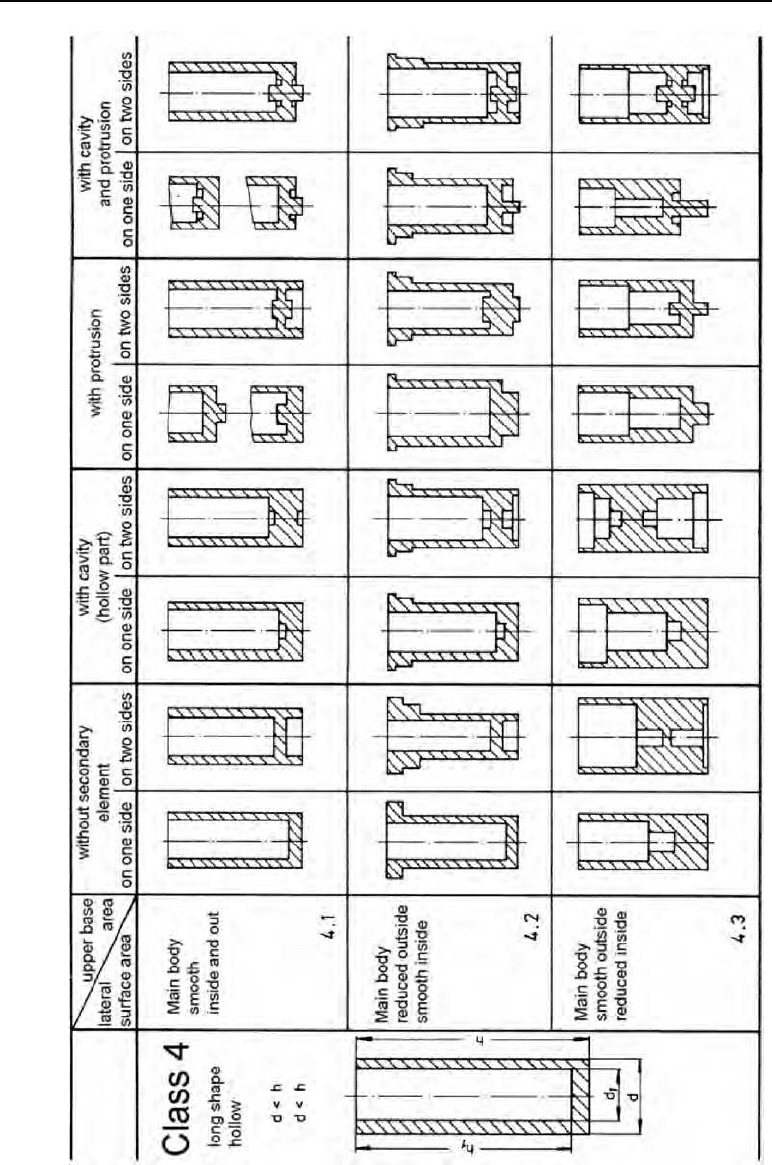
Table 5.6 Shape classification according to length
5.13 Shape classification 53
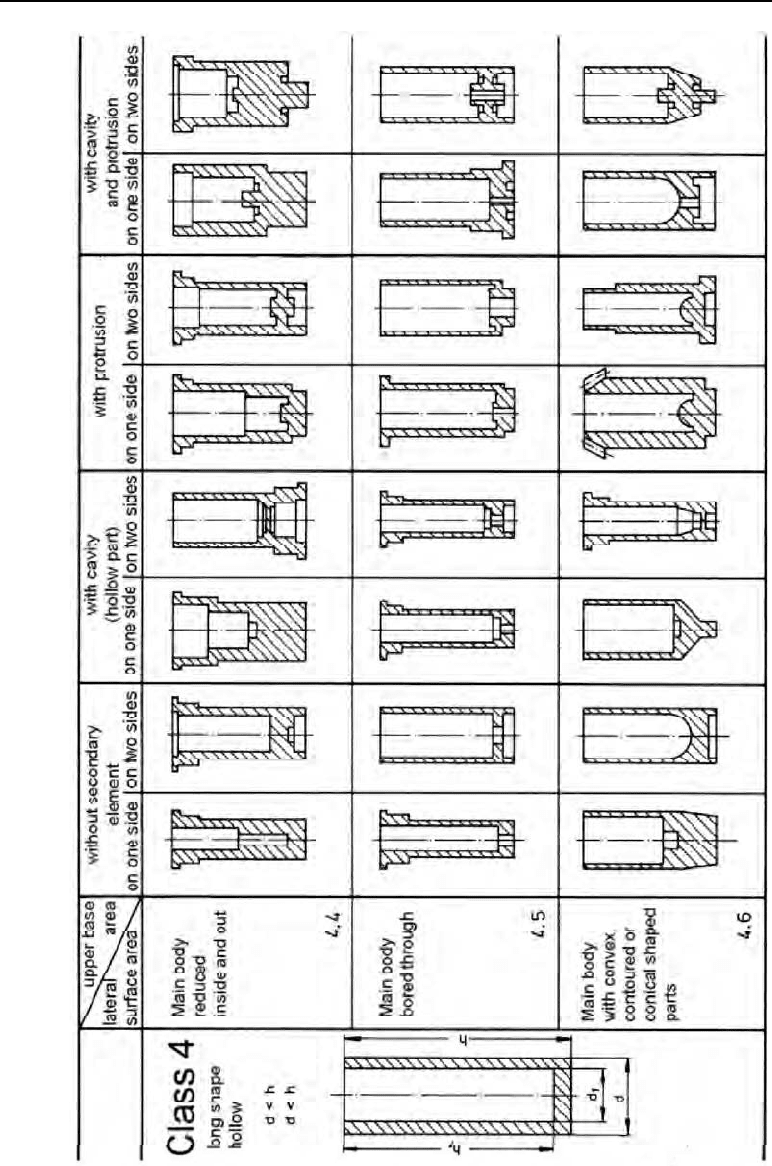
Table 5.6 Shape classification according to length
54 5 Extrusion
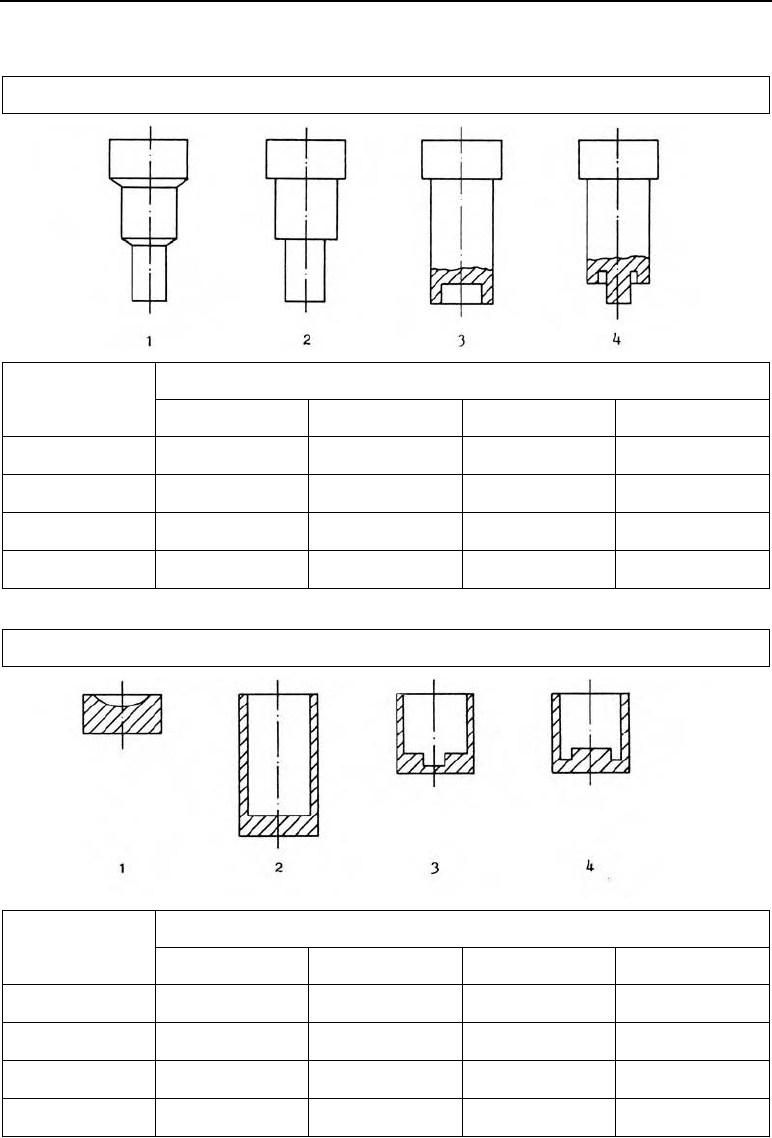
Table 5.7 Deformation efficiency n
F
= f (workpiece shape and degree of deformation
M
p
)
Forward extrusion
Deformation efficiency
K
F
M
p
Shape 1 Shape 2 Shape 3 Shape 4
< 0.4 – 0.6 0.6 0.55 0.45 0.4
> 0.6 – 1.0 0.65 0.6 0.5 0.45
> 1.0 – 1.6 0.7 0.65 0.55 0.5
> 1.6 0.75 0.7 0.6 0.55
Backward extrusion
Deformation efficiency
K
F
M
p
Shape 1 Shape 2 Shape 3 Shape 4
0.4 0.55 0.52 0.5 0.48
> 0.4 – 1.2 0.57 0.55 0.52 0.5
> 1.2 – 1.8 0.58 0.56 0.54 0.52
> 1.8 0.6 0.58 0.56 0.55

5.14 Exercise on Chapter 5 55
5.14 Exercise on Chapter 5
1. What extrusion methods do you know?
2. Which values are principal strain calculated from during extrusion?
3. How is the deformation displacement established?
4. Name the most important elements of extrusion tooling.
5. Why must the die be reinforced?
6. What values does the deformation efficiency depend upon?
7. What has gone wrong if internal surface cracks appear during backward extrusion?
8. What is a sequence of operations diagram and what is it used for?
9. What kind of workpieces are produced using backward extrusion and what with forward
extrusion?
10. What method must be used to produce a round-headed bolt?
11. What manufacturing process is used to produce a toothpaste tube? Sketch the sequence of
operations diagram.
12. Why is a pillar guide needed in extrusion tooling?
6 Thread rolling
Thread rolling is a bulk cold forming process for the production of threads of all kinds, knurl-
ing and helical gearing.
6.1 Types of method
The method is divided according to die type into:
6.1.1 Dies with finite working surfaces
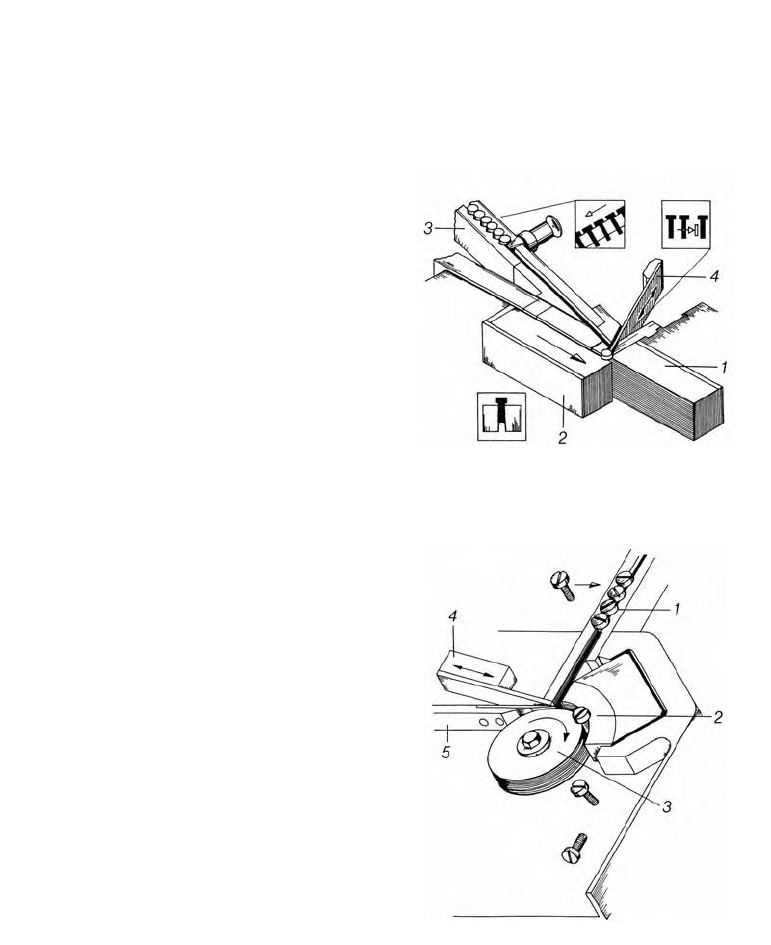
a) Flat die method (Figure 6.1)
The thread is produced by two flat dies
which have the profile of the thread to be
produced. The profile grooves are in-
clined by the pitch angle of the thread to
be produced. One flat die is fixed and the
other is moved backwards and forwards
by a crank mechanism. The blank to be
rolled is carried along by friction.
Figure 6.1 Layout for flat-die thread rolling 1 fixed
die, 2 moving die, 3 conductor bar, 4
pusher
b) Segment (planetary type) method (Figure
6.2)
Here, instead of a straight rolling die,
curved segments are used; their length is
the circumference of the blank to be
rolled. The counterpart to the segments
(there may be several in a row around it)
is a rotating rotary die. On one revolution
of this die, the number of segments ar-
ranged around it equals the number of
workpieces rolled.
Figure 6.2 Layout for thread rolling with segments.
1 conductor bar, 2 segment, 3 rotating
roll, 4 locking slide, 5 pusher
57
6.1.2 Dies with infinite work surfaces
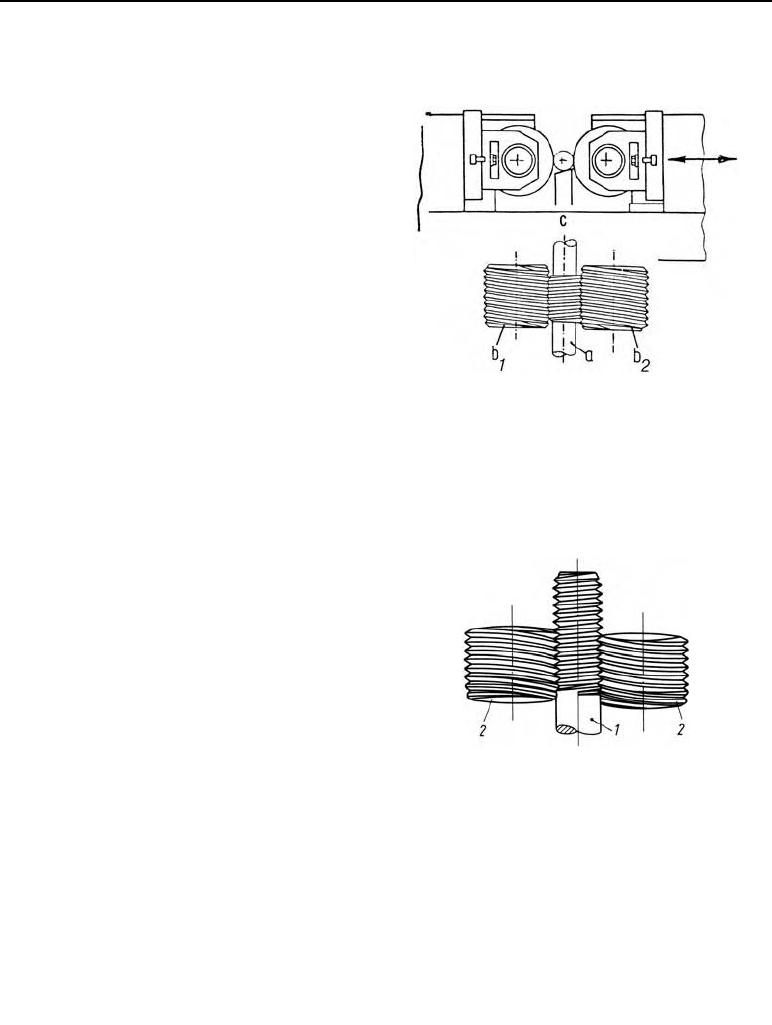
a) Infeed process (Figure 6.3)
In the infeed process, the profile grooves
of the rolls have the pitch of the thread to
be produced. The rolls, driven at the same
speed, move in the same direction. Dur-
ing rolling, the workpiece moves due to
friction with no axial shifting. As the
thread produced by this means is an exact
copy of the rolling dies, threads of this
kind have a very high pitch accuracy. The
maximum length of the thread is limited
by the width of the rollers (30-200 mm).
Figure 6.3
Arrangement of the workpiece and the
tools during infeed process,a) work
p
iece,
b) dies, b
1
fixed, b
2
adjustable die, c)
work rest
b) Through-feed method (Figure 6.4)
Here, the rolling dies have grooves with
no pitch; the groove cross section is that
of the standard flank profile. The thread
pitch is produced by skewing the die axes
by the pitch angle of the thread. By this
means the workpiece is given an axial
thrust and moves one pitch length in axial
direction for every full revolution. As the
axial thrust kicks in immediately when
the workpiece enters the assembly, larger
threads are not formed to full depth in
one pass.
Figure 6.4
Arrangement of the workpiece and the
dies during the through-feed method
1 workpiece, 2 dies
c) Combined infeed-through-feed method
The combined infeed-through-feed method is a combination of both basic methods.
– Slow axial penetration with axial movement of the workpiece,
– change of direction of rotation when final axial position is reached
– process repeated until the required thread depth is achieved.
58 6 Thread rolling
6.2 Application of the process
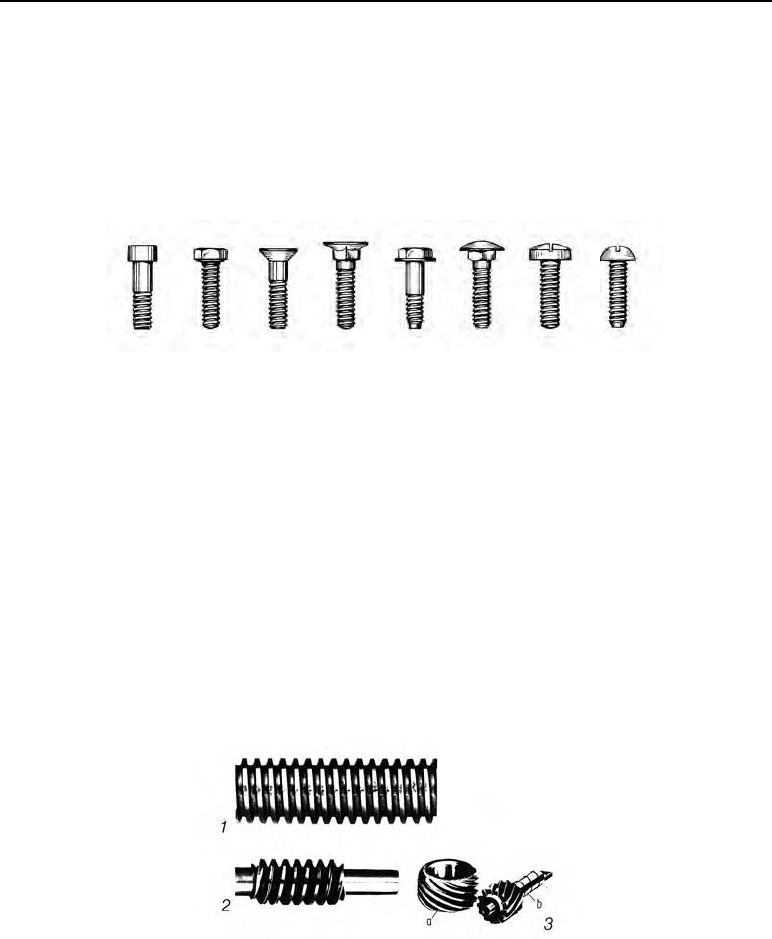
6.2.1 Flat die and segment methods
Used predominantly in mass production for the manufacture of screws and threaded bolts for
which the required accuracy is not very high.
Figure 6.5 Typical parts for rolling with flat dies and segments
6.2.2 Infeed process
For threads with very high pitch precision, e.g. measuring spindles for micrometer screws.
This method is being used increasingly in mass production thanks to the technical improve-
ments which have been made to thread rolling machines, resulting in shrinking production
times.
6.2.3 Combined infeed-through-feed method
For long, deep threads which require a large deformation. As well as trapezoidal thread spin-
dles, shaped parts such as ball knobs, gear wheels with helical gearing and worms can be pro-
duced using this method.
Figure 6.6 Workpieces produced with a
combined infeed-through-feed method
1 Spindle with trapezoidal thread Tr 70 x 10
made of C45, rolling time: 2 × 60 s/m; 2
helical gear, modulus 4, rolling time: 80 s; 3
helical gear wheel and drive pinion, modu-
lus 1.25, rolling time: 10s
The following tables show some technical data for rolling with thread rolls.
6.3 Advantages of thread rolling 59
Table 6.1 Technical data for rolling with rolls
Rolling forces in kN
10 – 600
Workpiece diameter in mm
5 – 130
Workpiece length in mm
í infeed method
í through-feed method
max. 200
max. 5000
Thread pitch in mm max. 14
Modulus for worms and helical gears in mm max. 5
Helix angle between tooth profile and gear axis in degrees
30 – 70
Roller diameter in mm
– infeed method
– through-feed method
½
¾
¿
130 – 300
Rolling times
í infeed method in s/piece
– through-feed method in s/m
2 – 12
60
Table 6.2 Number of pieces per minute which can be produced by flat-die thread rolling
Thread M 6 M 10 M 20 Starting material
Number of pieces
per min.
500 220 100
Rm ~ 500 N/mm
2
Number of pieces
per min.
200 100 40
Rm ~ 1000 N/mm
2
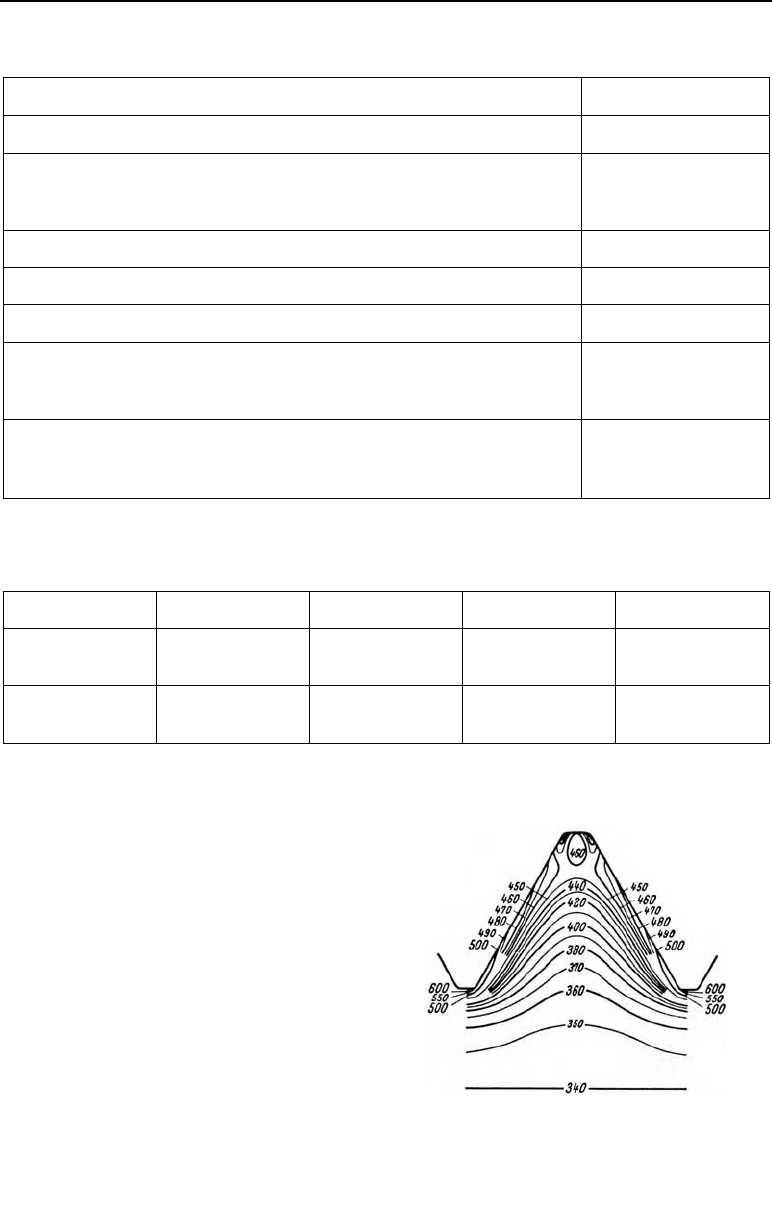
6.3 Advantages of thread rolling
– Optimal grain direction
The grain direction follows the external
contour of the thread, thus considerably
reducing the notch effect in comparison
to threads produced by machining. By
this means, the fatigue limit can be raised
by up to 50%.
– Plate-finished surfaces
Rolled threads have mirror-finished,
smooth surfaces.
Figure 6.7
Grain direction and hardness pattern in
rolled threads made of alloy steel.
60 6 Thread rolling
– Work hardening
Thanks to work hardening, there is a considerable increase in strength (Figure 6.7) which,
in combination with the plate-finished surface, means mechanical wear is lessened.
– Material savings
The material savings with rolled threads, compared to machined threads, is about 20%.
– Short production times
Rolling times are very short compared to the production of threads by machining (see Ta-
bles 6.1 and 6.2).
– Nearly all the main materials used in practice can be rolled
Nearly all steels can be rolled, except for free-cutting steels, up to a failure strain of over
8% and a maximum strength of 1200 N/mm
2
. Soft Ms 58-63 can also be rolled.
6.4 Establishing the initial diameter
The initial diameter of the bolt can be established mathematically with the following equations
depending on the kind of thread.
For metric threads
0
0.67dd h
For Whitworth threads
0
0.64dd h
For coated threads
e.g. galvanized, chromium-plated
ct 0
2
sin
2
z
dd
D
h in mm thread pitch
d
0
in mm initial diameter of bolt
d in mm external diameter of thread
d
p
in mm pitch diameter
D
in degrees thread angle
z in mm thickness of the metal coating
d
ct
in mm initial bolt diameter for parts which are metal coated.