Tsch?tsch H., Koth A. Metal Forming Practise: Processes - Machines - Tools
Подождите немного. Документ загружается.


4.4 Permissible deformations 21
Upsetting ratio s
hd
0
0
00
h
h
s
dd
h
0
in mm stock length
h
1
in mm length after upset forging
d
0
in mm initial diameter
h
0
hd
in mm length of stock not in-
serted into the die
Figure 4.4
a) free length of bolt not inserted in the die. 1
bottom die, 2 ejector, 3 stock before upset forg-
ing; b) open-die upset forging, between parallel
surfaces
If the permissible upsetting ratio is exceeded
then the bolt buckles (Fig 4.5).
Figure 4.5
Buckling of the blank when the upsetting ratio is
exceeded
Permissible upsetting ratio:
– if the upset part is to be produced in one
operation (Figure 4.6).
s
2.6
Figure 4.6
Head bolt produced in one operation
22 4 Upset forging
– If the upset part is to be produced in two
operations (Figure 4.7) then:
Tapered forms (Figure 4.8) are used as pre-
forms as they flow very well.
Figure 4.7 Head bolt produced using the two-
stage method, with tapered pre-
form
Table 4.2 Dimensions of solid pre-forming tools.
Upsetting
ratio
Cone
angle
Guide
length
Length
of the
tapered
part of
the pre-
former
s = h
0
/d
0
2
D
[degree]
a
[mm]
c
[mm]
2.5
3.3
3.9
4.3
4.5
15
15
15
20
25
0.6 d
0
1.0 d
0
1.4 d
0
1.7 d
0
1.9 d
0
1.37 d
0
l.56 d
0
1.66 d
0
1.66 d
0
l.45 d
0
Figure 4.8 Dimensions of solid pre-formers
When the volume of the finished part is provided (e.g. head volume of the head bolt in Figure
4.6), the following equation can be used to calculate the minimum required size of the initial
diameter d
0
at a certain upsetting ratio s.
3
0
4 V
d
s
S
d
0
in mm required stock diameter
V in mm
3
volume involved in the deformation
s – upsetting ratio
s
4.5
4.6 Upset forging work 23
4.5 Upsetting force
4.5.1 For rotationally symmetric parts
F in N upsetting force
A
1
in mm
2
surface after upset forging
k
str
1
in N/mm
2
flow stress at the end of upset
forging
P
– coefficient of friction
(
P
= 0.1 – 0.15)
d
1
in mm diameter after upset forging
h
1
in mm height after upset forging
1
1
1str
1
1
1
3
d
FAk
h
P
§·
¨¸
©¹
4.5.2 For bodies of any shape
K
F
– deformation efficiency
1
1str
F
Ak
F
K
4.6 Upset forging work
W in Nmm upset forging work
V in mm
3
volume involved in the de-
formation
k
str
m
in N/mm
2
mean flow stress
M
p
– principal strain
K
F
– deformation efficiency (
K
F
=
0.6 – 0.9)
h
0
in mm stock height
x – process factor
F
m
in N mean force
F
max
in N maximum force
m
max
0.6
F
xx
F
#
The process factor x is attained from an imag-
ined ideal mean force (Figure 4.9), imagined
to be constant across the whole deformation
displacement, and the maximum force. The
mean resultant force is placed in the force-
displacement diagram in such a way that an
oblong which is equal in area is produced.
m
str p
F
Vk
W
M
K
or from the force and deformation path
W F · s · x
01
()WFh hx
Figure 4.9 Force-displacement diagram during
upset forging
24 4 Upset forging
4.7 Upsetting tooling
The main stresses on upset-forging tool-
ing are pressure and friction. For this
reason it must be designed to withstand
breakage and wear. The basic construc-
tion of an upsetting assembly is shown
in Figure 4.10.
Table 4.3 shows the materials used in
the most important tooling elements
(Figure 4.11).
Fig. 4.10 Basic components of an upsetting as-
sembly. a) Pressure plate, b) punch (snap
die), c) retaining ring (shrink fit), d)
counterpunch, e) ejector
Table 4.3 Tooling materials
Steel grade used for the tool Description of the tool
Short designation Material no.
Hardness of
the tool
HRC
a) Shearing blade X 155 CrVMo 12 1
X 165 CrMoV 12
S 6-5-2
60 WCrV 7
1.2379
1.2601
1.3343
1.2550
57 to 60
57 to 60
57 to 60
48 to 55
b) Shearing bottom die X 155 CrVMo 12 1
X 165 CrMoV 12
S 6-5-2
60 WCrV 7
1.2379
1.2601
1.3343
1.2550
57 to 60
57 to 60
57 to 60
54 to 58
c) Solid pre-former C 105 W 1
100 V 1
145 V 33
1.1545
1.2833
1.2838
57 to 60
57 to 60
57 to 60
c) Shrunk pre-former X 165 CrMoV 12
S 6-5-2
1.2601
1.3343
60 to 63
60 to 63
d) Solid finishing punch C 105 W1
100 V 1
145 V 33
1.1545
1.2833
1.2838
58 to 61
58 to 61
58 to 61
d) Shrunk finishing punch X 165 CrMoV 12
S 6-5-2
1.2601
1.3343
60 to 63
60 to 63
e) Solid bottom die C 105 W 1
100 V 1
145V33x
1.1545
1.2833
1.2838
58 to 61
58 to 61
58 to 61
e) Shrunk bottom die S 6-5-2
X 155 CrVMo 12 1
X 165 CrMoV 12
1.3343
1.2379
1.2601
60 to 63
58 to 61
58 to 61
4.7 Upsetting tooling 25
f) Retaining ring 56 NiCrMoV 7
X 40 CrMoV 5 1
X 3 NiCoMoTi 1895
1.2714
1.2344
1.2709
41 to 47
41 to 47
50 to 53
g) Ejector X 40 CrMoV 5 1
60 WCrV 7
1.2344
1.2550
53 to 56
55 to 58
Shearing tool: (Figure 4.11 b)
1 Bottom die S 6-5-2
1.3343
58 to 61
2 Punch 60 WCrV 7
X 155 CrVMo 12 1
X 165 CrMoV 12
1.2550
1.2379
1.2601
58 to 61
58 to 61
58 to 61
3 Ejector X 40 CrMoV 51
60 WCrV 7
1.2344
1.2550
53 to 56
55 to 58
Fig. 4.11 a)
The most important elements of an
upset-forging assembly
a shearing blade
b shearing bottom die
c pre-former
d heading punch
e bottom die / reducing die
f reinforcement
g ejector
Fig. 4.11 b)
Shearing tool to punch out the hexa-
gon
1 bottom die
2 punch
3 ejector

26 4 Upset forging
Instead of steel bottom dies, with reinforced
tools (Figure 4.12) cemented carbides are also
employed as they are particularly wear resis-
tant. Table 4.4 shows tried and tested carbide
types compared to tool steels for bulk forming.
Figure 4.12
Press bottom die with cemented carbide core for
M12 bolt
Table 4.1 Cemented carbides for bulk forming processes
Tool Type of ce-
mented carbide
HV 30
N/mm
2
· 10
3
Comparable steels
Material no. Designation
Punch GT 20
13 1.3343
S 6-5-2
Punch GT 30
12 1.3207
S 10-4-3-10
Bottom die + punch GT 40
10.5 1.2601
X 165 CrMoV 12
Bottom die + punch GT 55
8.5 1.2080
X 210 Cr 12
Bottom die + punch BT 30
11.5 1.2550
60 WCrV 7
Bottom die + punch BT 40
11.0 1.2542
45 WCrV 7
4.8 Achievable precision
4.8.1 Cold upset forging
The precision which can be achieved with mass-produced parts produced without chips de-
pends upon the working method, the condition of the machine and the condition of the tooling.
The tolerances always relate to an optimal tool workload (tool life). Far smaller tolerances are
technically achievable.
Table 4.5 Dimensional accuracy during cold upset forging
Nominal size in mm
5 10 20 30 40 50 100
Head height tolerance in mm
0.18 0.22 0.28 0.33 0.38 0.42 0.5
Head tolerance in mm
0.12 0.15 0.18 0.20 0.22 0.25 0.3
4.10 Example calculations 27
4.8.2 Hot upset forging
During hot upset forging, the diameter and height tolerances are roughly five times as high as
those during cold upset forging.
4.9 Defects in upset forging
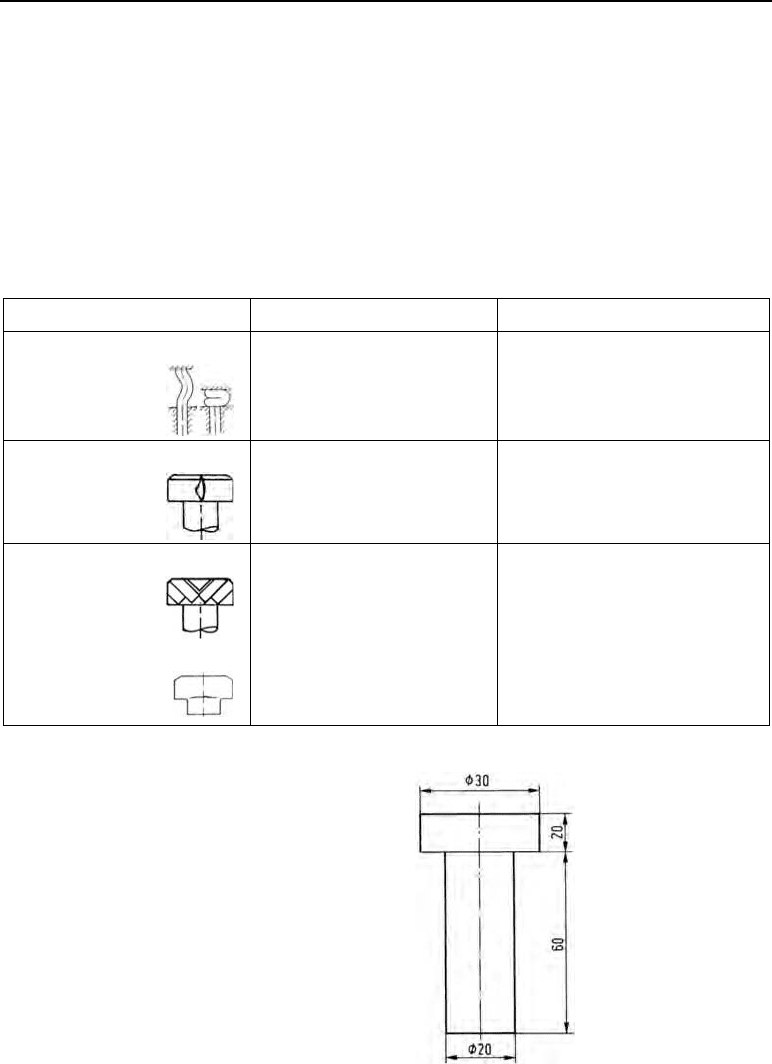
Table 4.6 Upset forging defects and their causes
Defect Cause Steps to be taken
Buckling of the shank Upsetting ratio s exceeded. Reduce s by pre-forming
Longitudinal crack in the head Die scars or surface damage in
the starting material.
Check the stock for surface dam-
age.
Shear cracks in the head
Internal cracks in the head
Deformability exceeded
M
p
>
M
perm
Reduce degree of deformation
Divide forming into two opera-
tions.
4.10 Example calculations
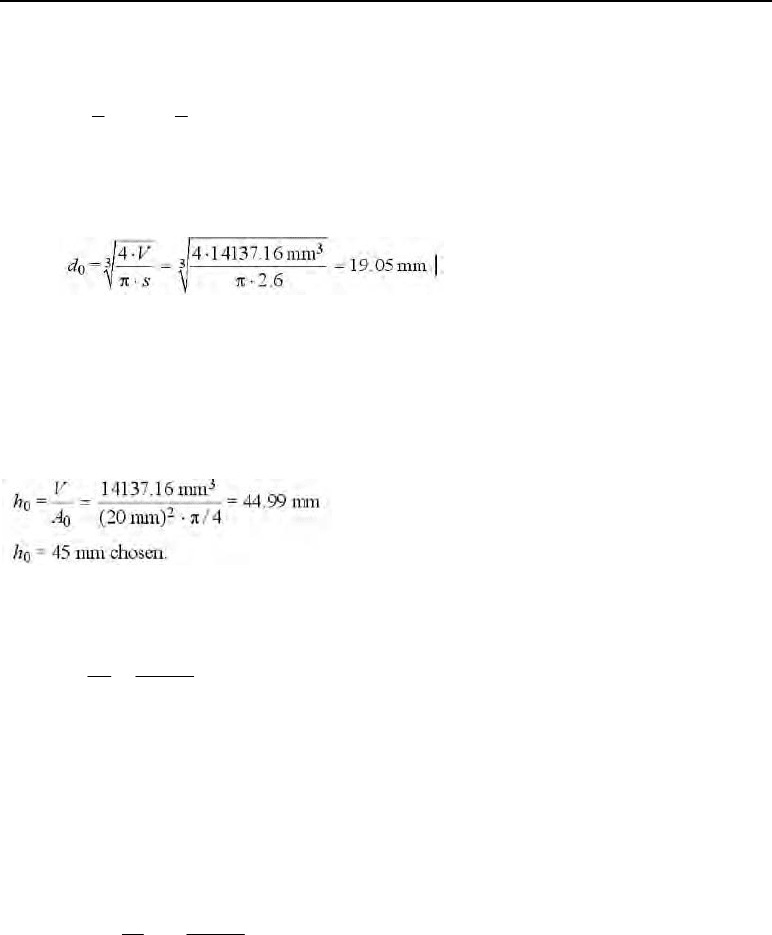
Example 1
The aim is to produce head bolts from a sketch
(Fig. 4.13) out of Ck 35.
Where:
K
F
= 0.8;
P
= 0.15
Find: Dimensions of starting stock
N
umber of upsetting operations
Upset forging force
Upset forging work
Figure 4.13 Head bolt

28 4 Upset forging
Solution:
1. Volume of the head of the part to be produced
V
hd
=
22
(30mm) 20 mm
44
S S
d
h
= 14137 mm
3
.
An extra 1-2% are usually added to this volume to make up for melt and pickling losses.
This extra percentage is left out here for simplification.
2. Determination of the initial diameter
As the shank diameter is 20 mm, here the initial diameter is chosen as
d
0
= 20 mm.
For the initial area, this means
A
0
=
2
0
4
Sd
= 314.2 mm
2
.
3. Initial height of the head (Figure 4.6)
h
0
hd
=
3
hd
2
0
14137 mm
314.2 mm
V
A
= 45 mm.
4. Blank length
L = h
0
hd
+ h
sh
= 45 mm + 60 mm = 105 mm.
This results in the dimension of the blank:
20 × 105 long.
5. Upsetting ratio
s =
hd
0
0
45 mm
2.25
20 mm
h
d
Because s is smaller than the highest permissible value, 2.6, the workpiece can be produced in
one operation from the point of view of bulging.
6. Size of principal strain
M
p
=
1
0
20 mm
ln ln 0.81 81%.
45 mm
hd
h
h
o

4.10 Example calculations 29
The permissible deformation from Table 1 is
M
p perm
= 140 %
Because the actual deformation based on the dimensions,
M
p
, is smaller than the permissible
deformation
M
p perm
, it is also possible to produce the workpiece in one operation from the point
of view of deformability.
7. Flow stress
The values for k
str
are taken from the flow stress curve for the material Ck 35, or from Table 1,
Part III
k
str
0
= 340 N/mm
2
for
M
p
= 0 %,
k
str
1
= 920 N/mm
2
for
M
p
= 81 % ,
k
str
m
=
01
str str
2
340 920
630 N/ mm
22
kk
.
8. Upset forging force
F =
1
1
1str
1
1
1
3
d
Ak
h
P
§·
¨¸
©¹
=
2
2
(30 mm) N 1 30 mm
920 1 0.15 .
4320mm
mm
§·
S
¨¸
©¹
F = 699082.8 N = 699 KN ,
9. Upset forging work
Example 2
The aim is to produce spheres 30 mm in diameter out of 42 CrMo 4. The initial diameter is to
be set in such a way that the upsetting ratio is s = 2.6.
Where:
K
F
= 0.8;
P
= 0.15.
Find:
1. volume of the sphere
2. blank diameter d
0
for s = 2.6
3. blank dimensions
4. actual upsetting ratio
5. upset forging force
6. upset forging work
30 4 Upset forging
Solution:
1. Volume of the sphere
V =
33
44
(15 mm)
33
rS S
= 14137.16 mm
3
.
2. Initial diameter from upsetting ratio
As material (rolled steel) in this size (19.05 ) is not commercially available, instead
d
0
= 20 mm is chosen.
At the same time, this choice means that the upsetting ratio is on the safe side, as it means it
goes down to less than 2.6.
3. Blank length
4. Actual upsetting ratio from the blank dimensions
s =
0
0
45 mm
2.25.
20 mm
h
d
Because
s
actual
s
perm
2.25 2.6,
the sphere can safely be produced from these blank dimensions without any danger of buck-
ling.
5. Upsetting force
5.1
M
p
=
1
0
30 mm
ln ln 0.4 40%
45 mm
h
h
o
M
p perm
= 80 % (from Table 1), therefore possible in one operation from the point of
view of deformability
5.2 Take k
str
values from flow stress curve:
k
str
0
= 420 N/mm
2
, k
str
1
= 960 N/mm
2